
Effect of Low Pressure on Surface Roughness and Morphological Defects of 4H-SiC Epitaxial Layers

Abstract
:1. Introduction
2. Results and Discussion
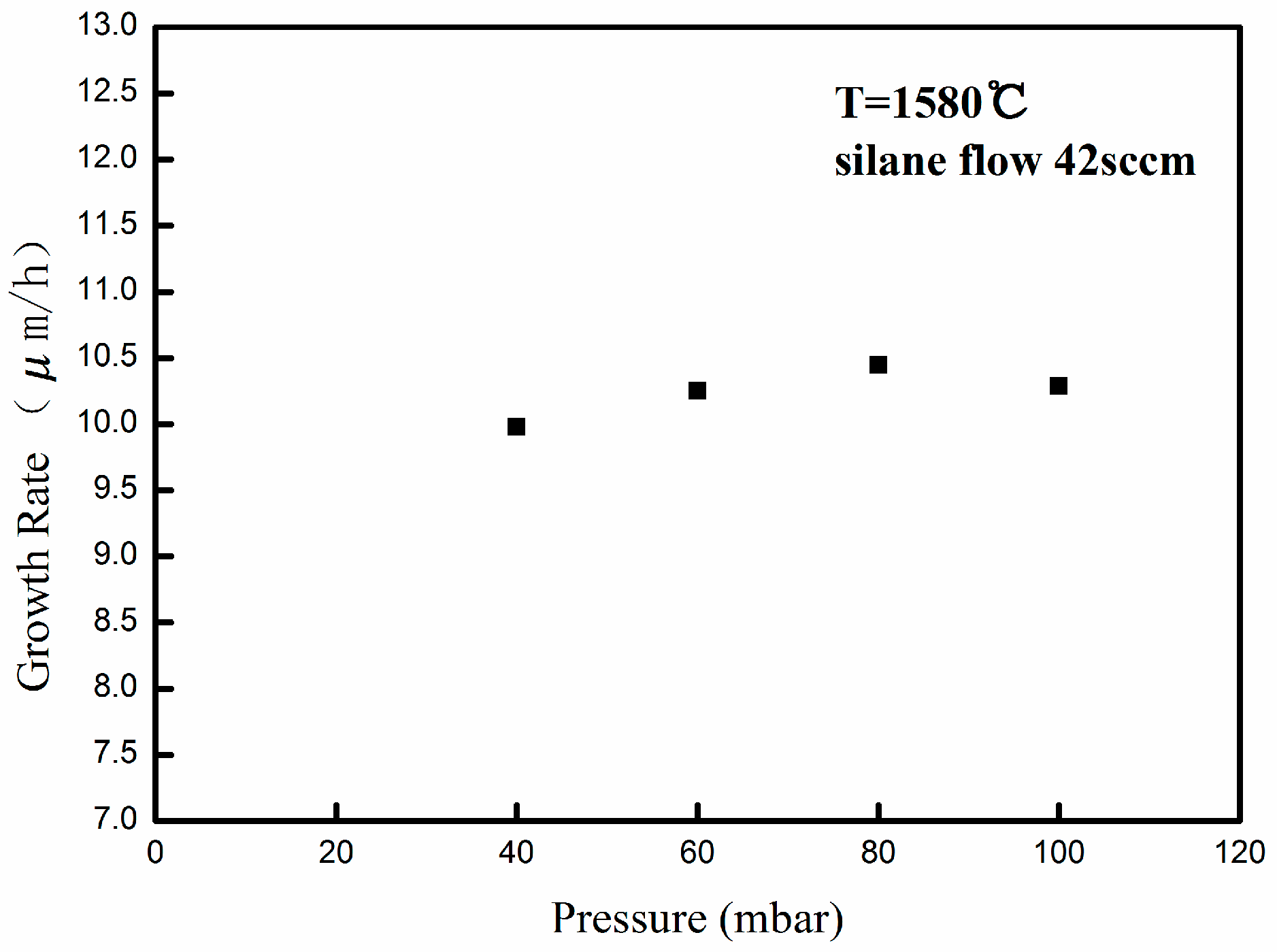
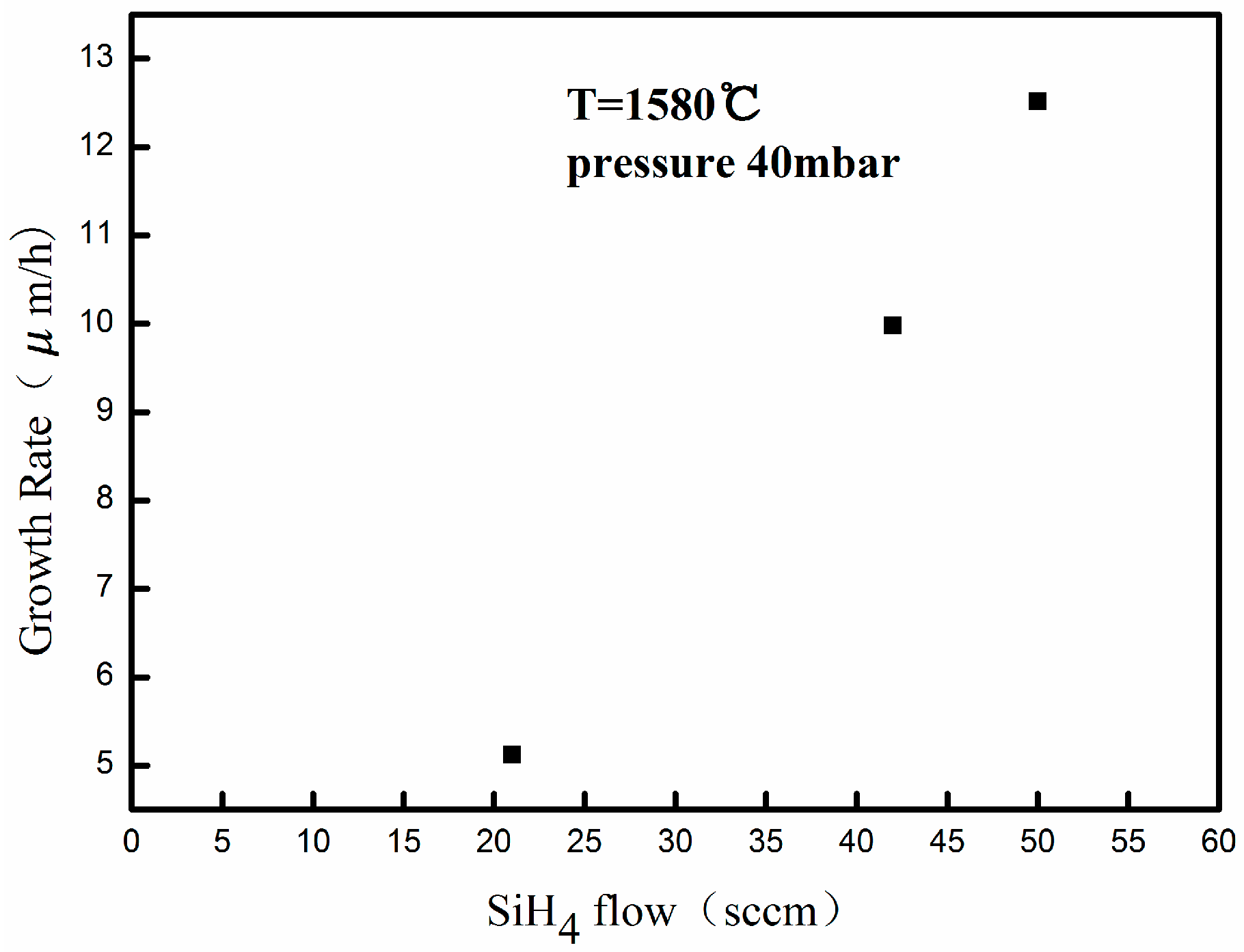
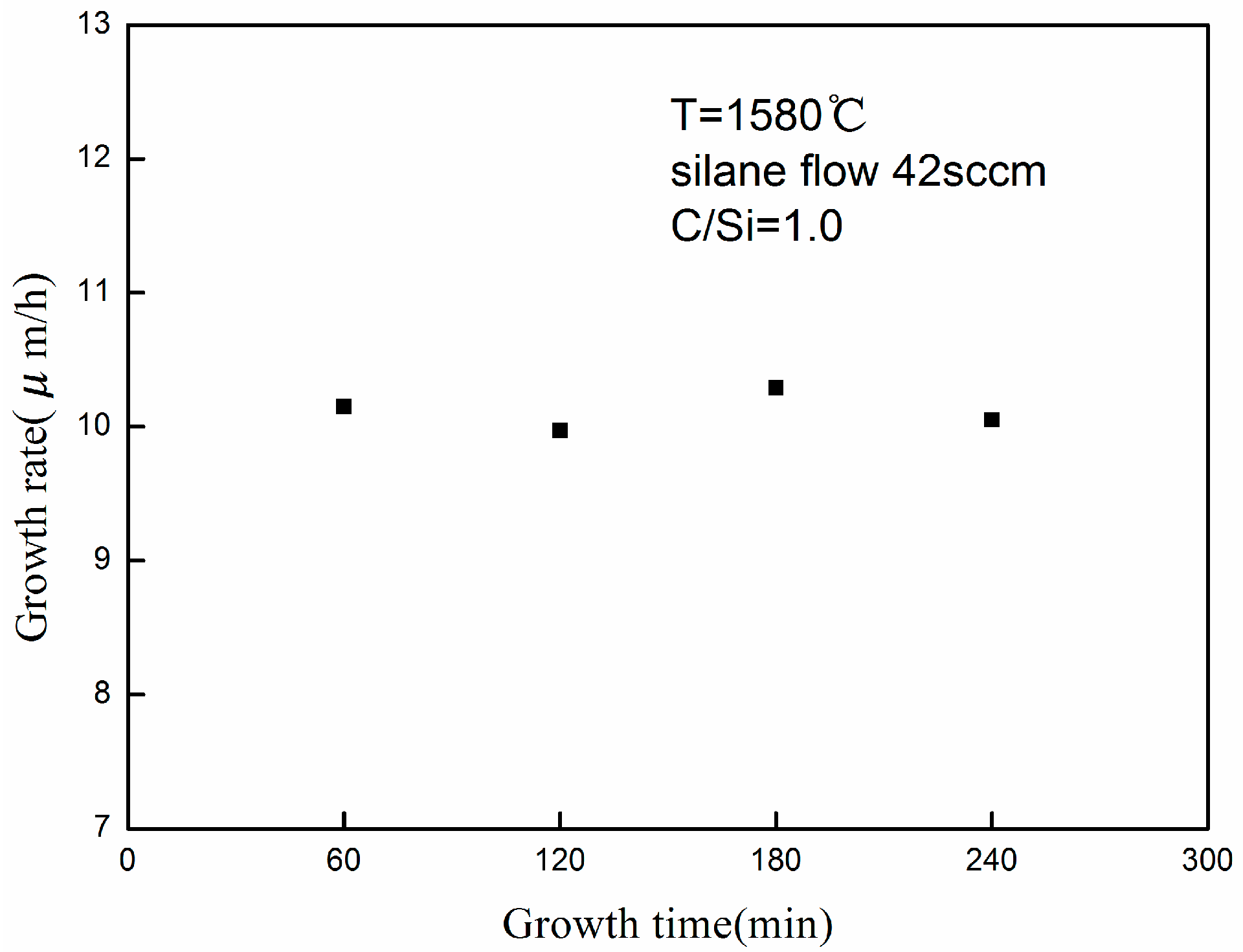
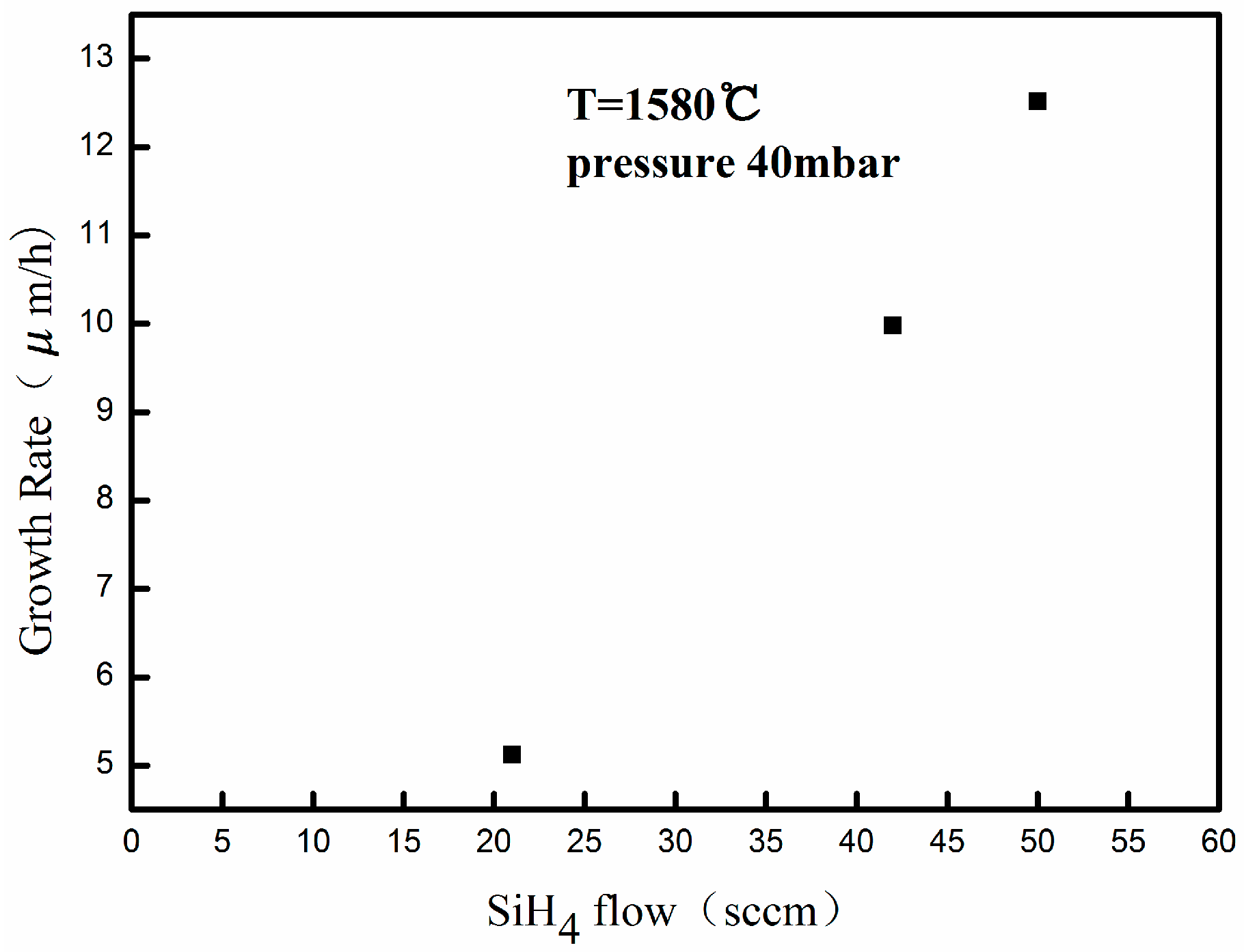
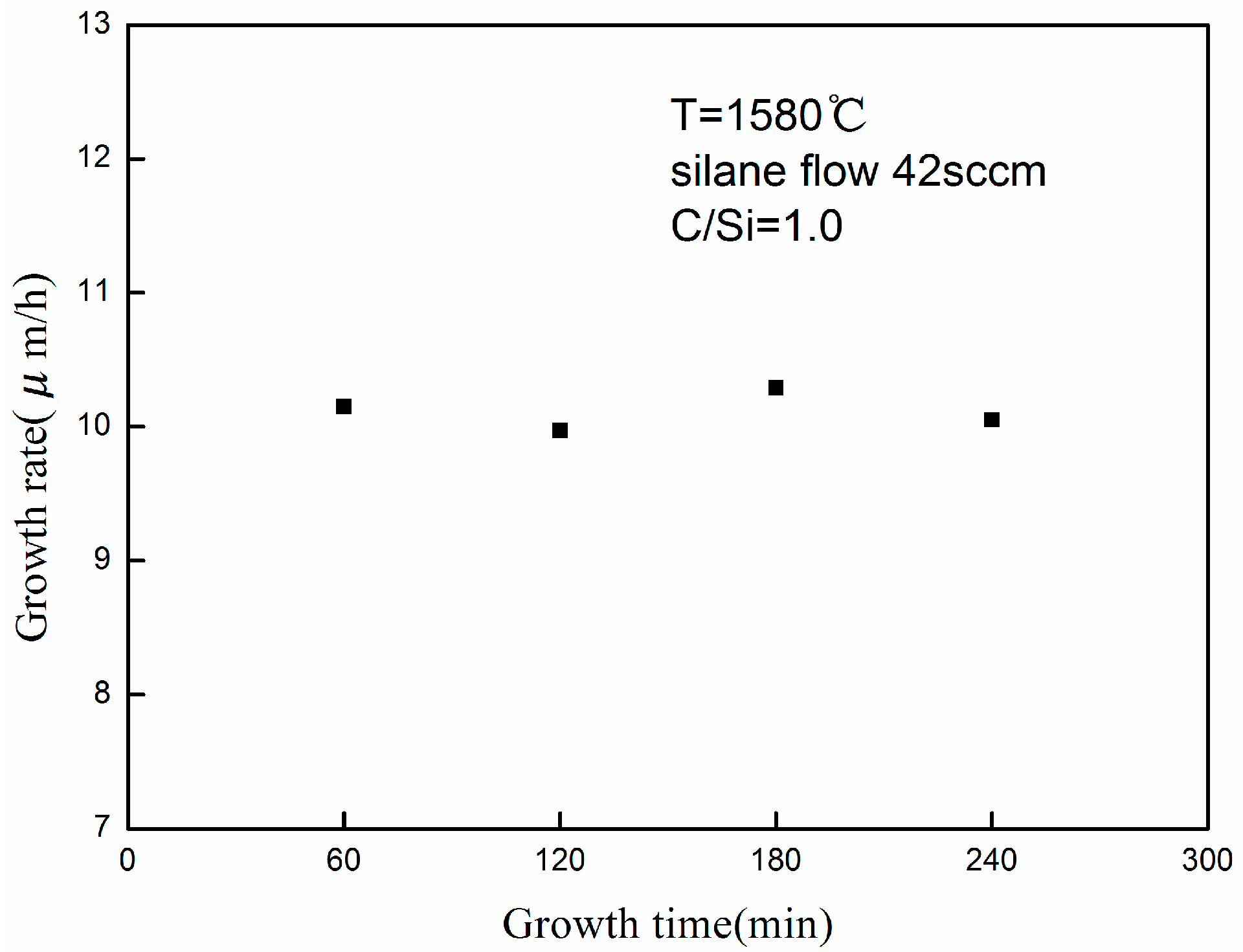
2.1. Effect of Growth Pressure on Growth Rate
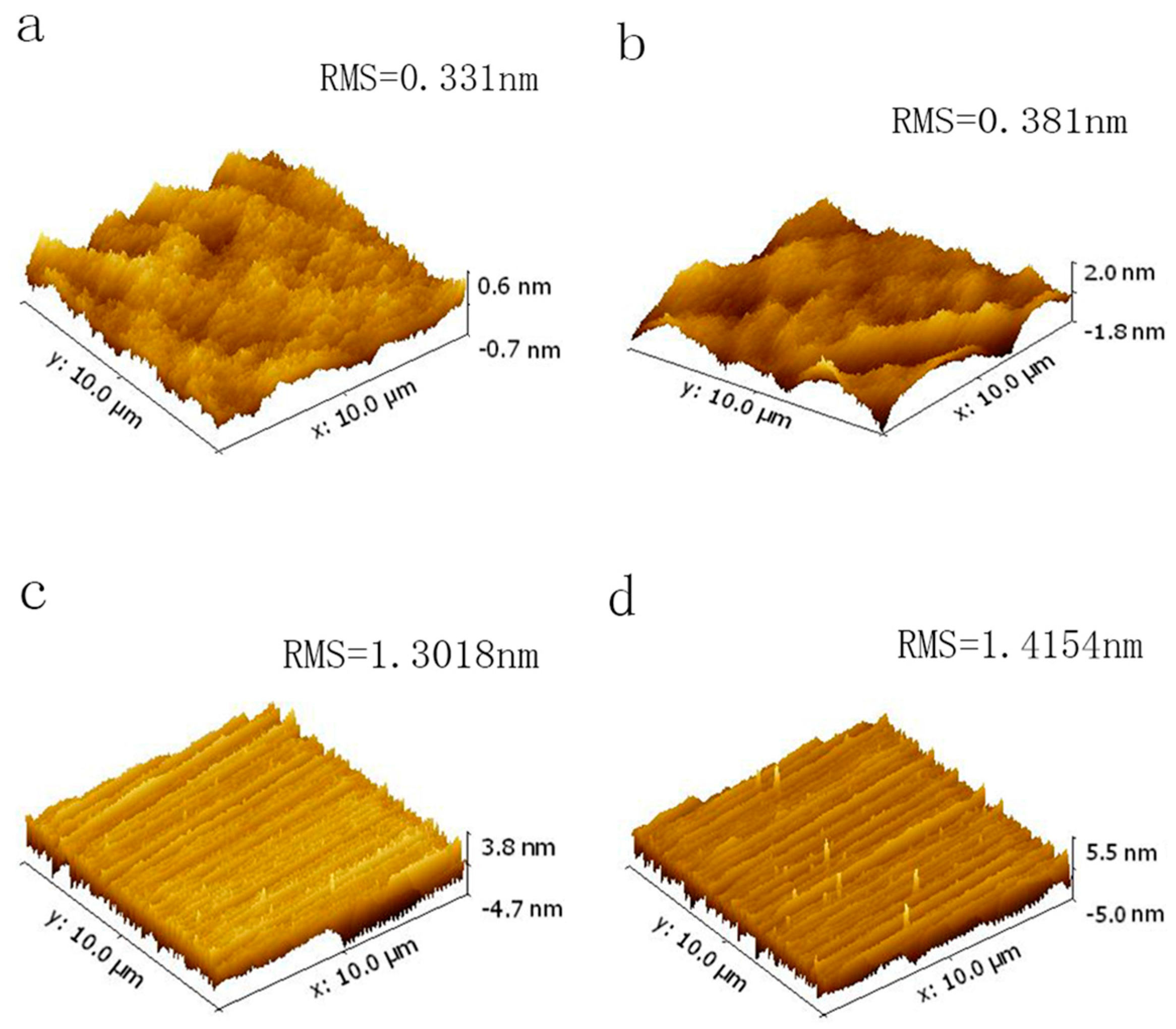
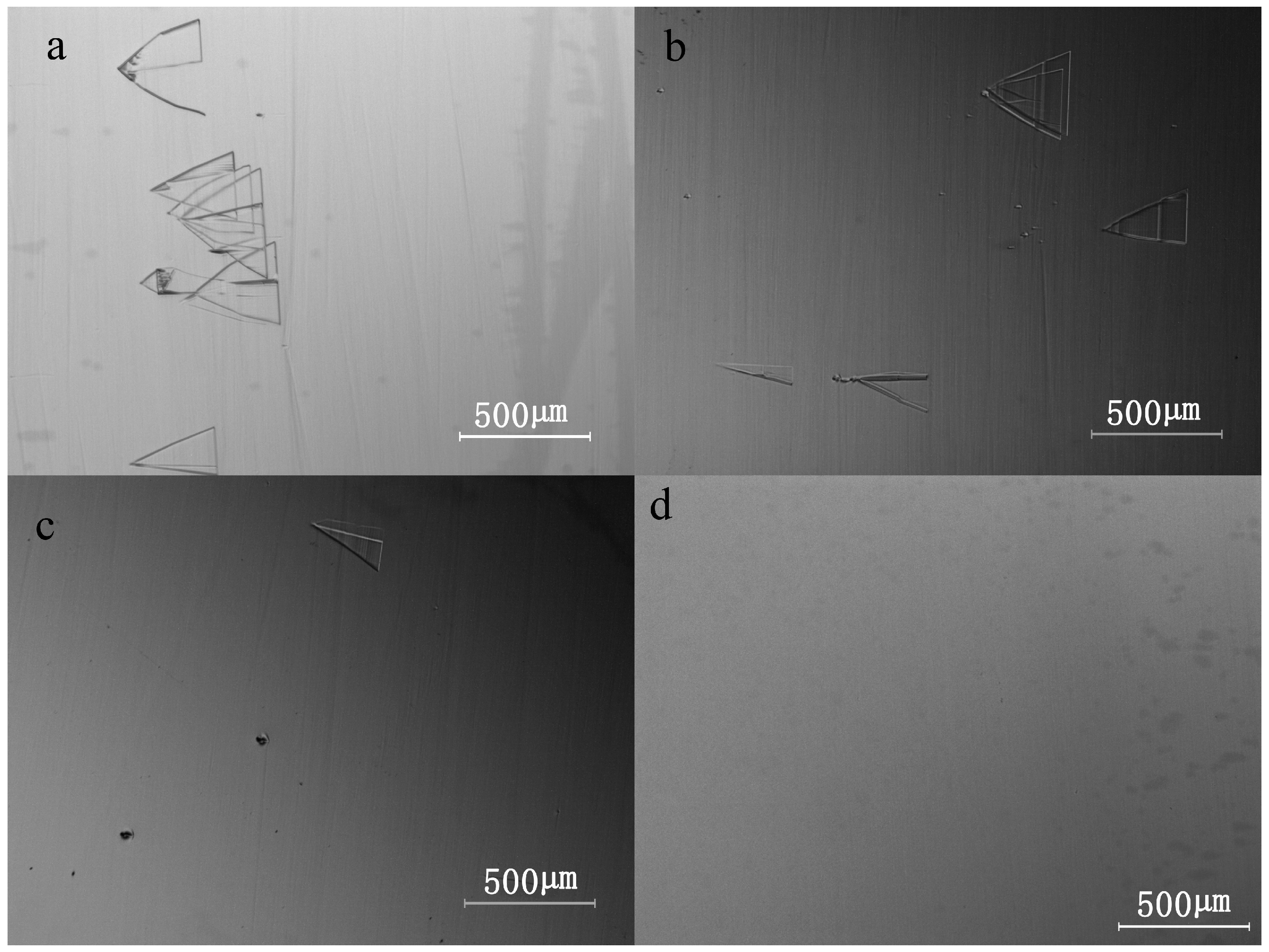
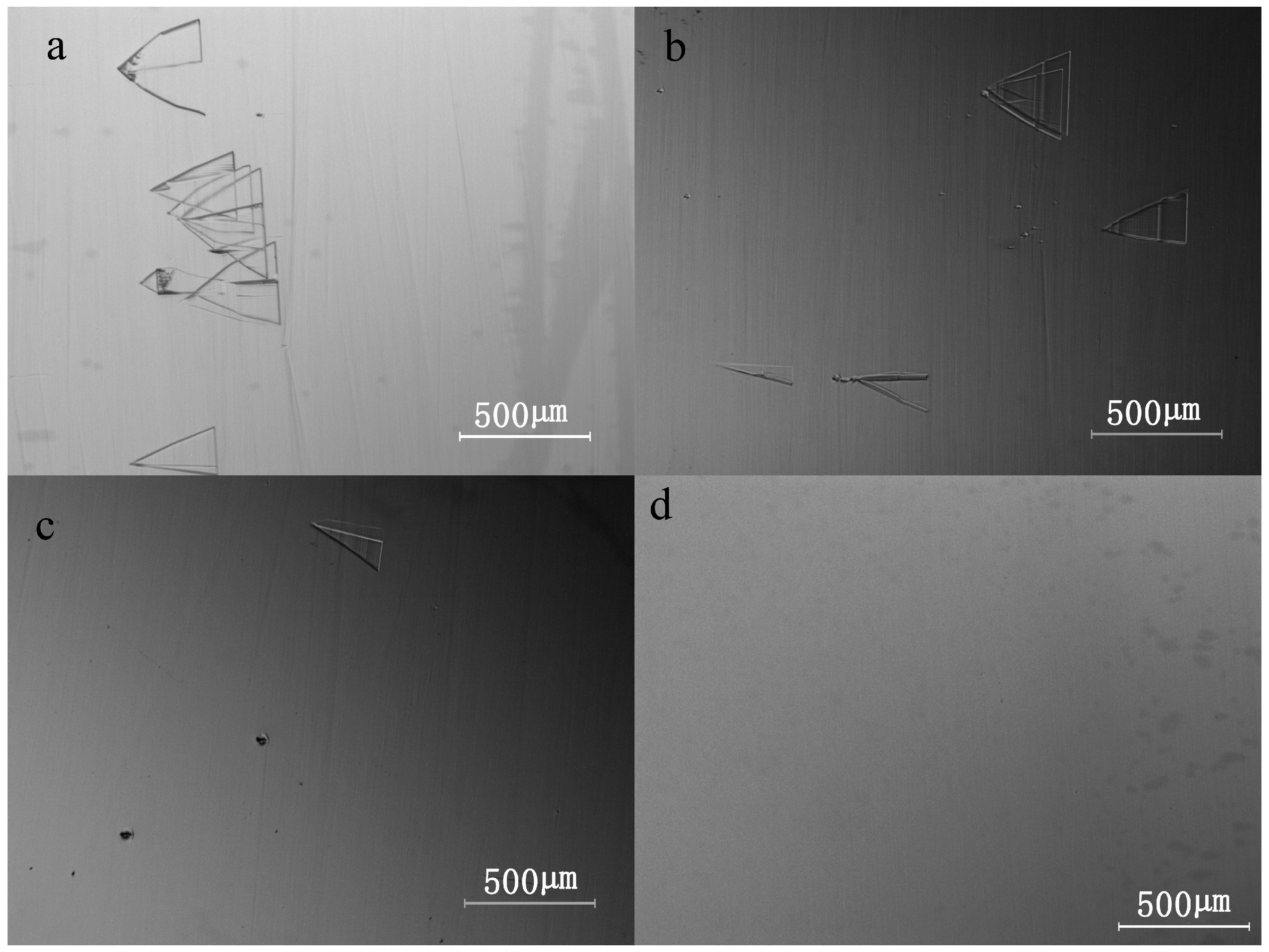
2.2. Effect of Growth Pressure on Surface Roughness and Morphological Defects
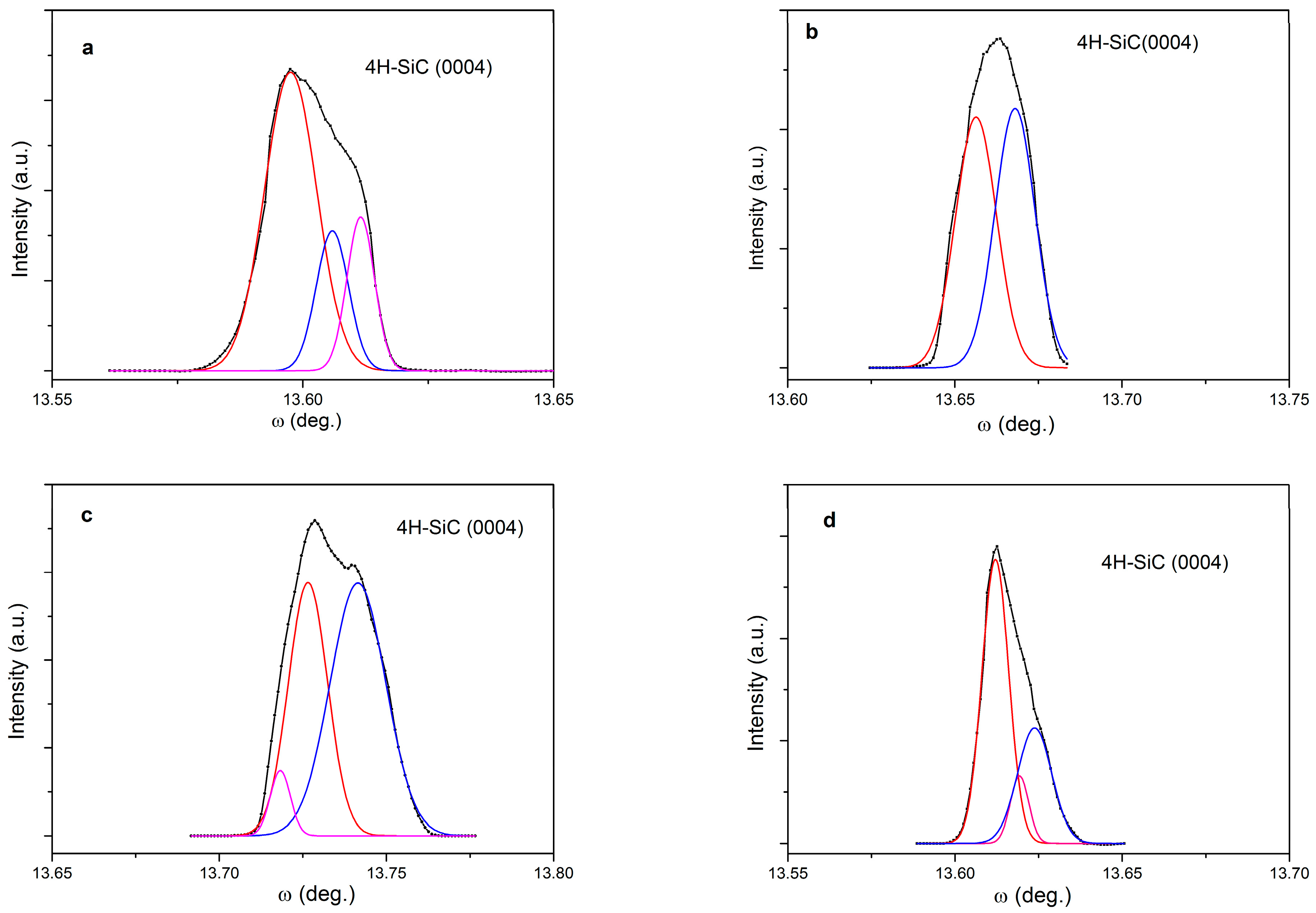
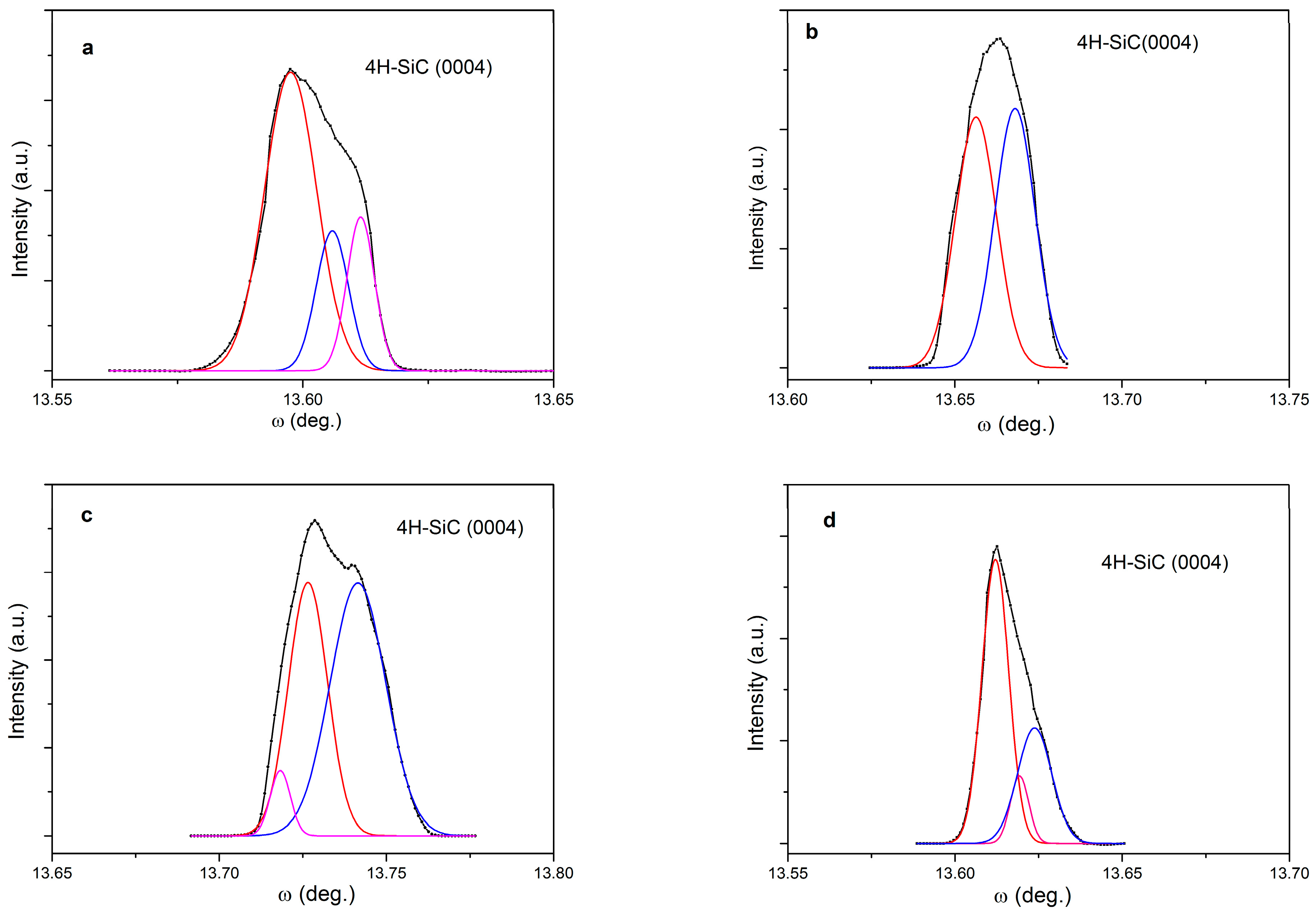
2.3. Effect of Growth Pressure on Crystal Defects and Crystal Quality
3. Materials and Methods
3.1. Sample Preparation
3.2. Characterization
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- He, J.; Zhao, T.; Jing, X.; Demerdash, N.A.O. Application of wide bandgap devices in renewable energy systems-Benefits and challenges. In Proceedings of the International Conference on Renewable Energy Research and Application (ICRERA), Milwaukee, WI, USA, 19–22 October 2014; pp. 749–754.
- Zhang, H.; Tolbert, L.M. Efficiency Impact of Silicon Carbide Power Electronics for Modern Wind Turbine Full Scale Frequency Converter. IEEE Trans. Ind. Electron. 2011, 58, 21–28. [Google Scholar] [CrossRef]
- Adamowicz, M.; Giziewski, S.; Pietryka, J.; Rutkowski, M.; Krzeminski, Z. Evaluation of SiC JFETs and SiC Schottky diodes for wind generation systems. In Proceedings of the IEEE International Symposium on Industrial Electronics, Gdansk, Poland, 27–30 June 2011; pp. 269–276.
- Nashida, N.; Hinata, Y.; Horio, M.; Yamada, R.; Ikeda, Y. All-SiC power module for photovoltaic Power Conditioner System. In Proceedings of the IEEE 26th International Symposium on Power Semiconductor Devices & IC’s (ISPSD), Waikoloa, HI, USA, 15–19 June 2014; pp. 342–345.
- Kim, T.; Jang, M.; Agelidis, V.G. Comparative thermal performance evaluation of SiC MOSFETs and Si MOSFET for 1.2 kW 300 kHz DC-DC boost converter as a solar PV pre-regulator. In Proceedings of the International Power Electronics Conference, Hiroshima, Japan, 18–21 May 2014; pp. 3933–3937.
- Zhang, H.; Tolbert, L.M.; Ozpineci, B. Impact of SiC Devices on Hybrid Electric and Plug-In Hybrid Electric Vehicles. IEEE Trans. Ind. Appl. 2014, 47, 912–921. [Google Scholar] [CrossRef]
- Su, M.; Chen, C.; Sharma, S.; Kikuchi, J. Performance and cost considerations for SiC-based HEV traction inverter systems. In Proceedings of the IEEE 3rd Workshop on Wide Bandgap Power Devices and Applications (WiPDA), Blacksburg, VA, USA, 2–4 November 2015; pp. 347–350.
- Ishikawa, T.; Tanaka, Y.; Yatsuo, T.; Yano, K. SiC power devices for HEV/EV and a novel SiC vertical JFET. In Proceedings of the IEEE International Electron Devices Meeting, San Francisco, CA, USA, 15–17 December 2014.
- Cooper, J.A.; Agarwal, A. SiC PowerP-switching devices-the second electronics revolution? Proc. IEEE 2002, 90, 956–968. [Google Scholar] [CrossRef]
- Leone, S.; Pedersen, H.; Henry, A.; Kordina, O.; Janzén, E. Improved morphology for epitaxial growth on 4° off-axis 4H-SiC substrates. J. Cryst. Growth 2009, 311, 3265–3272. [Google Scholar] [CrossRef]
- Leone, S.; Beyer, F.C.; Pedersen, H.; Kordina, O.; Henry, A.; Janzén, E. Growth of smooth 4H-SiC epilayers on 4° off-axis substrates with chloride-based CVD at very high growth rate. Mater. Res. Bull. 2011, 46, 1272–1275. [Google Scholar] [CrossRef]
- Aigo, T.; Ito, W.; Tsuge, H.; Yashiro, H.; Katsuno, M.; Fujimoto, T.; Ohashi, W. 4H-SiC Epitaxial Growth on 2° Off-Axis Substrates using Trichlorosilane (TCS). Mater. Sci. Forum 2012, 717–720, 101–104. [Google Scholar] [CrossRef]
- Kato, T.; Kinoshita, A.; Wada, K.; Nishi, T.; Hozomi, E.; Taniguchi, H.; Fukuda, K.; Okumura, H. Morphology Improvement of Step-Bunching on 4H-SiC Wafers by Polishing Technique. Mater. Sci. Forum 2010, 645–648, 763–765. [Google Scholar]
- Chung, J.E.; Chen, J.; Ko, P.K.; Hu, C.; Levi, M. The effects of low-angle off-axis substrate orientation on MOSFET performance and reliability. IEEE Trans. Electron Devices 1991, 38, 627–633. [Google Scholar] [CrossRef]
- Shrivastava, A.; Muzykov, P.G.; Pearman, B.; Angel, S.M.; Sudarshan, T.S. Investigation of Triangular Defects in 4H-SiC 4° off Cu (0001) Si Face Epilayers Grown by CVD. Mater. Sci. Forum 2009, 600–603, 139–142. [Google Scholar] [CrossRef]
- Kimoto, T.; Miyamoto, N.; Matsunami, H. Performance limiting surface defects in SiC epitaxial p-n junction diodes. IEEE Trans. Electron Devices 1999, 46, 471–477. [Google Scholar] [CrossRef] [Green Version]
- Matsunami, H.; Kimoto, T. Step-controlled epitaxial growth of SiC: High quality homoepitaxy. Mater. Sci. Eng. R 1997, 20, 125–166. [Google Scholar] [CrossRef]
- Dong, L.; Sun, G.; Yu, J.; Zheng, L.; Liu, X.; Zhang, F.; Yan, G.; Li, X.; Wang, Z. Growth of 4H-SiC epilayers with low surface roughness and morphological defects density on 4° off-axis substrates. Appl. Surf. Sci. 2013, 270, 301–306. [Google Scholar] [CrossRef]
- Hu, J.; Zhang, Y.; Jia, R.; Wang, Y.; Xin, B. Low Pressure Homoepitaxial Growth of 4H-SiC on 4° off-axis axis substrates. Mater. Sci. Forum 2015, 821–823, 181–184. [Google Scholar] [CrossRef]
- Jacobson, H.; Bergman, J.P.; Hallin, C.; Janzen, E.; Tuomi, T.; Lendenmann, H. Properties and origins of different stacking faults that cause degradation in SiC PiN diodes. J. Appl. Phys. 2004, 95, 1485. [Google Scholar] [CrossRef]
- Agarwal, A.; Fatima, H.; Haney, S.; Ryu, S.-H. A new degradation mechanism in high-voltage SiC power MOSFETs. IEEE Electron Device Lett. 2007, 28, 587–589. [Google Scholar] [CrossRef]
- Ohno, T.; Yamaguchi, H.; Kuroda, S.; Kojima, K.; Suzuki, T.; Arai, K. Direct observation of dislocations propagated from 4H-SiC substrate to epitaxial layer by X-ray topography. J. Cryst. Growth 2004, 260, 209–216. [Google Scholar] [CrossRef]
- Stahlbush, R.E.; VanMil, B.L.; Myers-Ward, R.L.; Lew, K.-K.; Gaskill, D.K.; Eddy, C.R., Jr. Basal plane dislocation reduction in 4H-SiC epitaxy by growth interruptions. Appl. Phys. Lett. 2009, 94, 041916. [Google Scholar] [CrossRef]
- Ohno, T.; Yamaguchi, H.; Kuroda, S.; Kojima, K.; Suzuki, T.; Arai, K. Influence of growth conditions on basal plane dislocation in 4H-SiC epitaxial layer. J. Cryst. Growth 2004, 271, 1–7. [Google Scholar] [CrossRef]
- Zhang, Z.; Sudarshan, T.S. Basal plane dislocation-free epitaxy of silicon carbide. Appl. Phys. Lett. 2005, 87, 151913. [Google Scholar] [CrossRef]
- Sumakeris, J.J.; Hull, B.A.; O´Loughlin, M.J.; Skowronski, M.; Balakrishna, V. Developing an effective and robust process for manufacturing bipolar SiC power devices. Mater. Sci. Forum 2007, 556–557, 77–80. [Google Scholar] [CrossRef]
- Myers-Ward, R.L.; Shishkin, Y.; Kordina, O.; Haselbarth, I.; Saddow, S.E. High Epitaxial Growth Rate of 4H-SiC Using Horizontal Hot-Wall CVD. Mater. Sci. Forum 2006, 527–529, 187–190. [Google Scholar] [CrossRef]
- Syväjärvi, M.; Yakimova, R.; Janzén, E. Step-bunching in SiC epitaxy: Anisotropy and influence of growth temperature. J. Cryst. Growth 2002, 236, 297–304. [Google Scholar] [CrossRef]
- Kimoto, T.; Itoh, A.; Matsunami, H.; Okano, T. Step bunching mechanism in chemical vapor deposition of 6H- and 4H-SiC {0001}. J. Appl. Phys. 1997, 81, 3494–3500. [Google Scholar] [CrossRef]
- Heine, V.; Cheng, C.; Needs, R.J. The Preference of Silicon Carbide for Growth in the Metastable Cubic Form. J. Am. Ceram. Soc. 1991, 74, 2630–2633. [Google Scholar] [CrossRef]
- Chien, F.R.; Nutt, S.R.; Yoo, W.S.; Kimoto, T.; Matsunami, H. Terrace growth and polytype development in epitaxial β-SiC films on α-SiC (6H and 15R) substrates. J. Mater. Res. 1994, 9, 940–954. [Google Scholar] [CrossRef]
- Kimoto, T.; Matsunami, H. Surface diffusion lengths of adatoms on 6H-SiC{0001} faces in chemical vapor deposition of SiC. J. Appl. Phys. 1995, 78, 3132–3137. [Google Scholar] [CrossRef]
- Kimoto, T.; Nishino, H.; Yoo, W.S.; Matsunami, H. Growth mechanism of 6H-SiC in step-controlled epitaxy. J. Appl. Phys. 1993, 73, 726–732. [Google Scholar] [CrossRef]
- Eversteyn, F.C.; Severin, P.J.W.; Brekel, C.H.J.v.d.; Peek, H.L. A Stagnant Layer Model for the Epitaxial Growth of Silicon from Silane in a Horizontal Reactor. J. Electrochem. Sot. 1970, 117, 925–931. [Google Scholar] [CrossRef]
- Kojima, K.; Nishizawa, S.; Kuroda, S.; Okumura, H.; Arai, K. Effect of growth condition on micropipe filling of 4H-SiC epitaxial layer. J. Cryst. Growth 2005, 275, 549–554. [Google Scholar] [CrossRef]
- Forsberg, U.; Danielsson, Ö.; Henry, A.; Linnarsson, M.K.; Janzén, E. Nitrogen doping of epitaxial silicon carbide. J. Cryst. Growth 2002, 236, 101–112. [Google Scholar] [CrossRef]
- Nishizawa, S.; Pons, M. Numerical modeling of SiC–CVD in a horizontal hot-wall reactor. Microelectron. Eng. 2006, 83, 100–103. [Google Scholar] [CrossRef]
- Omar, S.U.; Chandrashekhar, M.V.S.; Chowdhury, I.A.; Rana, T.A.; Sudarshan, T.S. Step dynamics in the homoepitaxial growth of 6H-SiC by chemical vapor deposition on 1° offcut substrate using dichlorosilane as Si precursor. J. Appl. Phys. 2013, 113, 184904. [Google Scholar] [CrossRef]
- Herring, C. Correlation Energy and the Heat of Sublimation of Lithium. Phys. Rev. 1951, 82, 87. [Google Scholar] [CrossRef]
- Williams, E.D.; Phaneuf, R.J.; Wei, J.; Bartelt, N.C.; Einstein, T.L. Thermodynamics and statistical mechanics of the faceting of stepped Si(111). Surf. Sci. 1993, 294, 219–242. [Google Scholar] [CrossRef]
- Makoto, K.; Naoki, K. Equilibrium multiatomic step structure of GaAs(001) vicinal surfaces grown by metalorganic chemical vapor deposition. Appl. Phys. Lett. 1993, 62, 1262–1264. [Google Scholar]
- Xin, B.; Jia, R.; Hu, J.; Tsai, C.; Lin, H.; Zhang, Y. A step-by-step experiment of 3C-SiC hetero-epitaxial growth on 4H-SiC by CVD. Appl. Surf. Sci. 2015, 357, 985–993. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Growth Pressure (mbar) | 100 | 80 | 60 | 40 |
|---|---|---|---|---|
| Densities of TDs (cm−2) | 80 | 90 | 25 | 7 |
| FWHM (arcsec) | 23.544 | 50.79 | 25.452 | 23.256 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hu, J.; Jia, R.; Xin, B.; Peng, B.; Wang, Y.; Zhang, Y. Effect of Low Pressure on Surface Roughness and Morphological Defects of 4H-SiC Epitaxial Layers. Materials 2016, 9, 743. https://doi.org/10.3390/ma9090743
Hu J, Jia R, Xin B, Peng B, Wang Y, Zhang Y. Effect of Low Pressure on Surface Roughness and Morphological Defects of 4H-SiC Epitaxial Layers. Materials. 2016; 9(9):743. https://doi.org/10.3390/ma9090743
Chicago/Turabian StyleHu, Jichao, Renxu Jia, Bin Xin, Bo Peng, Yuehu Wang, and Yuming Zhang. 2016. "Effect of Low Pressure on Surface Roughness and Morphological Defects of 4H-SiC Epitaxial Layers" Materials 9, no. 9: 743. https://doi.org/10.3390/ma9090743