1. Introduction
Ceramic reinforced Al matrix composite is a kind of strong vitality material, which meets the demand of modern scientific development and engineering technology. The combination between high strength, hardness, elastic modulus and wear resistance of ceramic [
1,
2,
3] and the low density, high ductility and toughness of Al matrix results in the comprehensive characteristics of light weight, high strength and high wear resistance [
4,
5,
6]. Therefore, ceramic reinforced Al matrix composite is treated as one of the most promising candidate materials in aviation, aerospace, weapons, vehicles, ships and other fields of engineering components. However, the addition of common ceramic reinforcements such as TiC, TiB
2, Al
2O
3, SiC and B
4C [
7,
8,
9,
10] increases the specific strength and specific modulus, and decreases ductility and tenacity of Al matrix composite, reducing the impact resistance and enlarging the possibility of brittle rupture. The shortcomings of the ceramic reinforced Al matrix composite greatly limit its application in working conditions of high impact, stress and pressure [
11,
12]. The fabrication of ceramic reinforced Al matrix composite with the characteristics of high strength, hardness, ductility, light weight, high strength and impact resistance is crucial to improve the comprehensive performance of engineering components.
In the actual industrial production, many kinds of technologies have been adopted to fabricate ceramic reinforced Al matrix composite, such as powder metallurgy, stirring casting technique, melt infiltration process and flux assisted synthesis [
13,
14,
15,
16]. Peng and co-workers [
17] fabricated TiC and Al
2O
3 reinforced Ni-Al matrix composite by hot pressed sintering. Compared with traditional ceramic/Al composite, the TiC-Al
2O
3/Ni-Al composite exhibited high strength and fracture toughness. Interface modification can improve the distribution of the ceramic and enhance bonding strength between reinforcement and matrix. In the scale of ceramic reinforcements, due to the high hardness, high elasticity modulus, good wettability, and relative stability with the Al matrix, TiC and TiB
2 are expected to be the best reinforcements for Al matrix composites [
7]. Moreover, TiC and TiB
2 reinforced Al matrix composite can be fabricated from an Al-Ti-B
4C system by self-propagating high temperature synthesis (SHS) directly. Shen and co-workers [
18] analyzed the reaction mechanism and behavior of the Al-Ti-B
4C system. The dissolution-diffusion-precipitation mechanism resulted in the perfect metallurgical bonding between TiC, TiB
2 and Al matrix. Zhou and co-workers [
19] prepared B
4C/2024Al composite with a volume fraction of 45% by a pressure infiltration method. Under the impact of 7.62 mm penetrator, B
4C/2024Al composite exhibited high impact resistance. Choi and Rhee [
20] investigated the effect of Al content on morphology of TiC fabricated from the Al-Ti-C system. When Al content increased from 0 wt. % to 40 wt. %, TiC morphology changed from sintered shape to sphere shape. Particle size of TiC decreased from 15 to 0.4 µm. These technologies focus on matrix modification, interface modification, ceramic phase modification and improvement of the fabrication method. Though the bonding strength, wettability and mechanical properties have been improved, the rigidity enhancement, strength and impact resistance under high impact force is limited.
With the progress of science and human society, bionic research has changed the development of technologies and human civilization. Many kinds of biology such as shells, desert lizard, wood, bamboo, bone and tooth of animals and so on have light weight, high strength and impact resistance properties, providing important references for improving properties of ceramic/Al composite. After investigating the microstructure of
Crysomallon squamiferum, Yao and co-workers [
21] found that the characteristic of layered structure enhanced its properties of impact resistance, crack arrest and heat insulation. The structure characteristic of
Crysomallon squamiferum has been treated as a bionic model for anti-impact material. Weaver and co-workers [
22] studied the dactyl club of
Odontodactylus scyllarus which owned high-velocity impact characteristics. The characteristics of a multiphase composite of oriented crystalline hydroxyapatite and amorphous calcium phosphate and carbonate and characteristics of a highly expanded helicoidal organization of the fibrillar chitinous organic matrix played an important role in the biological property of
Odontodactylus scyllarus, which built a bionic model for the fabrication of armor. The biologies with light weight, high strength and high impact resistance provide a solution method for structure design and combination between light weight and high anti-impact of impact resistance material.
In our previous study [
23], the microstructure and mechanical properties of
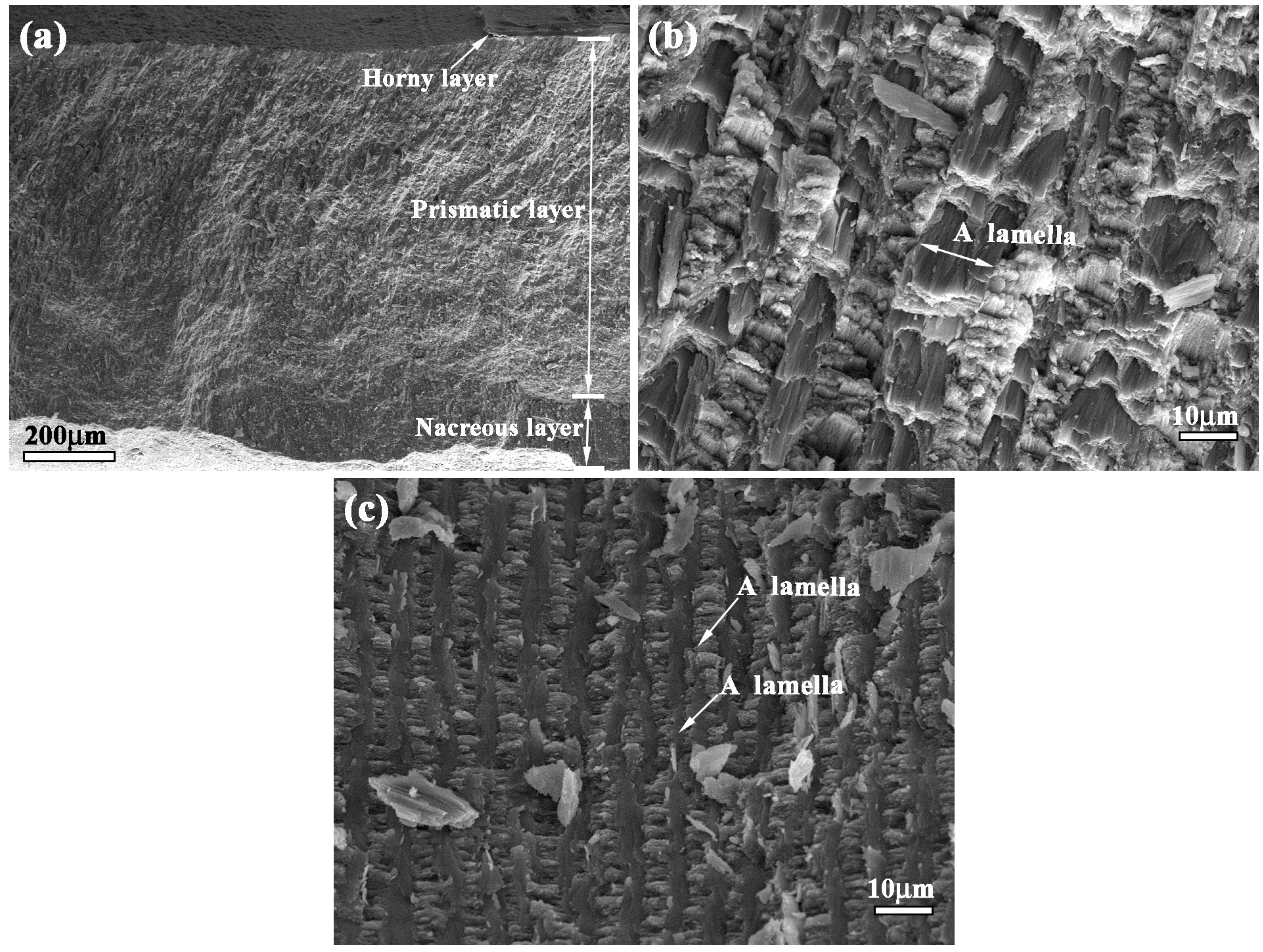
white clam shell has been investigated.
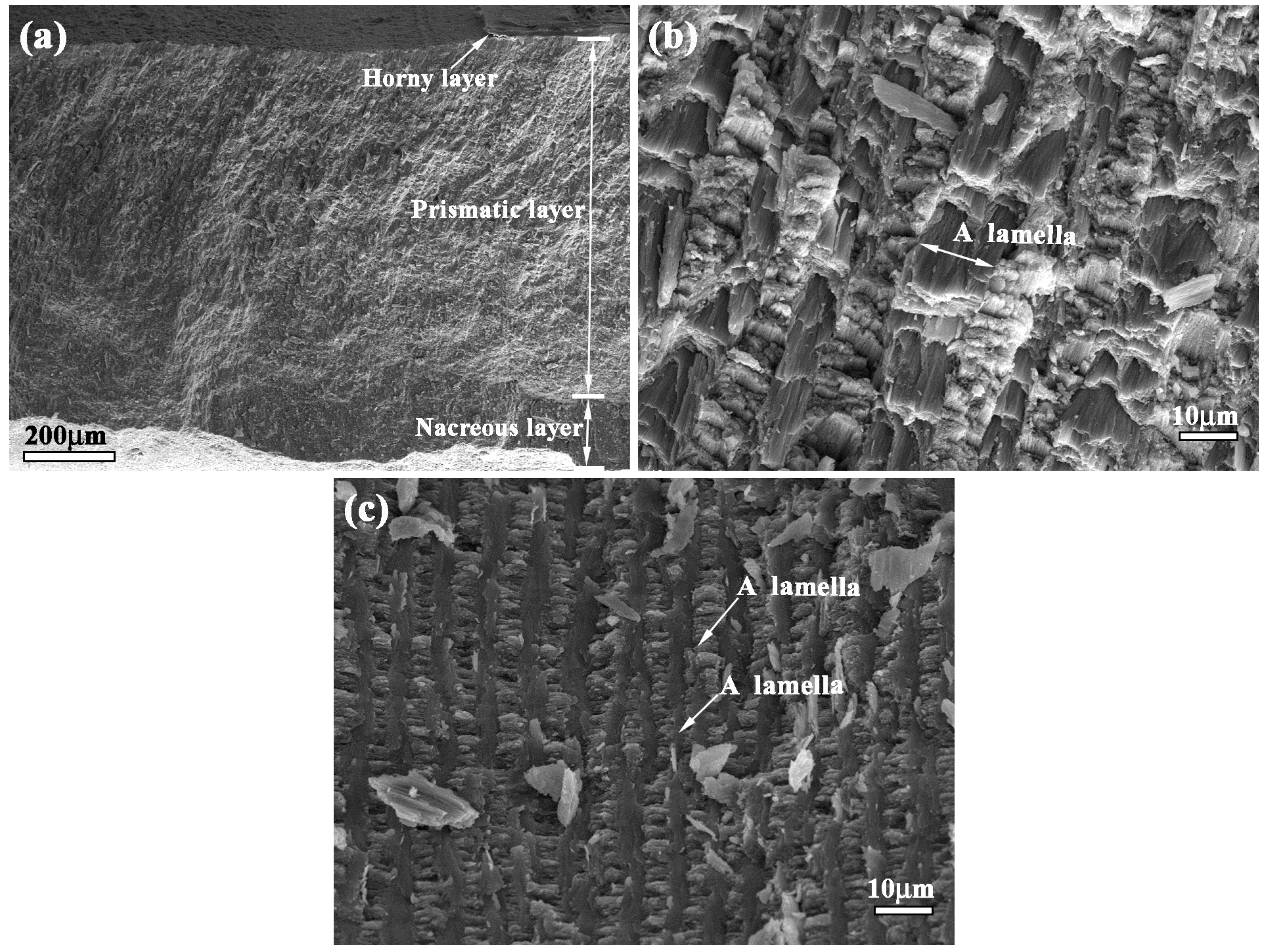
White clam shell with perfect mechanical and crack arrest properties consisted of a horny layer, prismatic layer and nacreous layer. Compared with other kinds of shells with good mechanical property, the
white clam shell displayed relative light weight and high flexure and compression strength, which met the need of a bionic model for design of bionic layered composites.
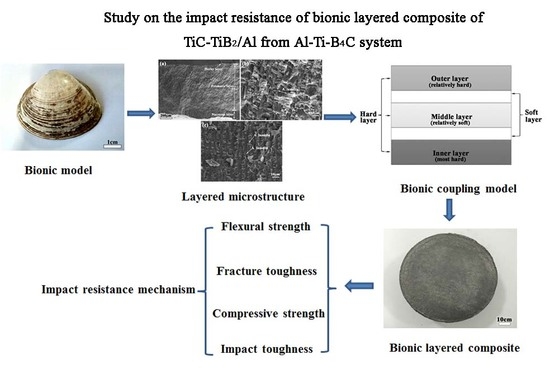
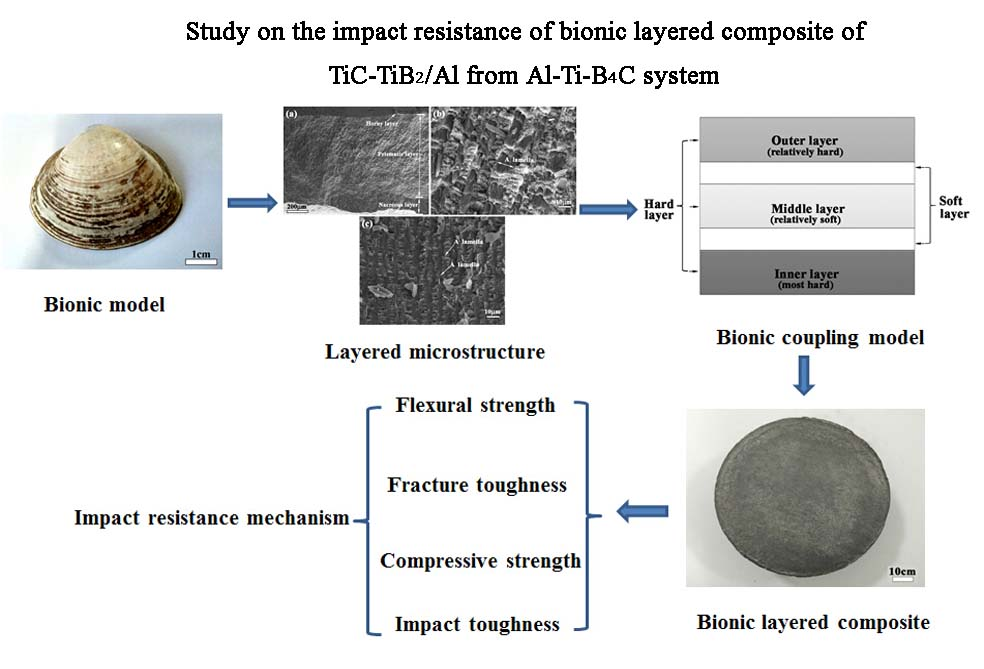
Based on the principle of bionics, a white clam shell is chosen as the bionic model of this paper. TiC/TiB2-Al composite fabricated from Al-Ti-B4C system is chosen as main material of bionic layered material. Based on the light weight, high strength and impact resistance characteristics of the white clam shell, a kind of bionic layered impact resistance material of Al-Ti-B4C system is fabricated by corporation method of combustion synthesis and hot pressing sintering. This bionic layered material possesses the capabilities of light weight, high strength and impact resistance and provides a new idea, approach and method for the application of ceramic/Al composite in engineering.
2. Experimental Procedure
2.1. Material
The sample used for investigation of microstructure of
white clam shell was purchased in the aquatic product market of Changchun, China. The soft tissues of
white clams were removed by a scalpel carefully. Then the shells were rinsed by distilled water, and dried at room temperature for three days. Due to the low curvature and high mechanical properties, the sampling position was close to the wide marginal edge. The test sample for microstructure observation was prepared by breaking fragments from the
white clam shells and observed scanning electron microscopy (SEM) (Model Evo18 Carl Zeiss, Oberkochen, Germany). More details about preparation of
white calm shell samples can be found in our previous investigation [
23].
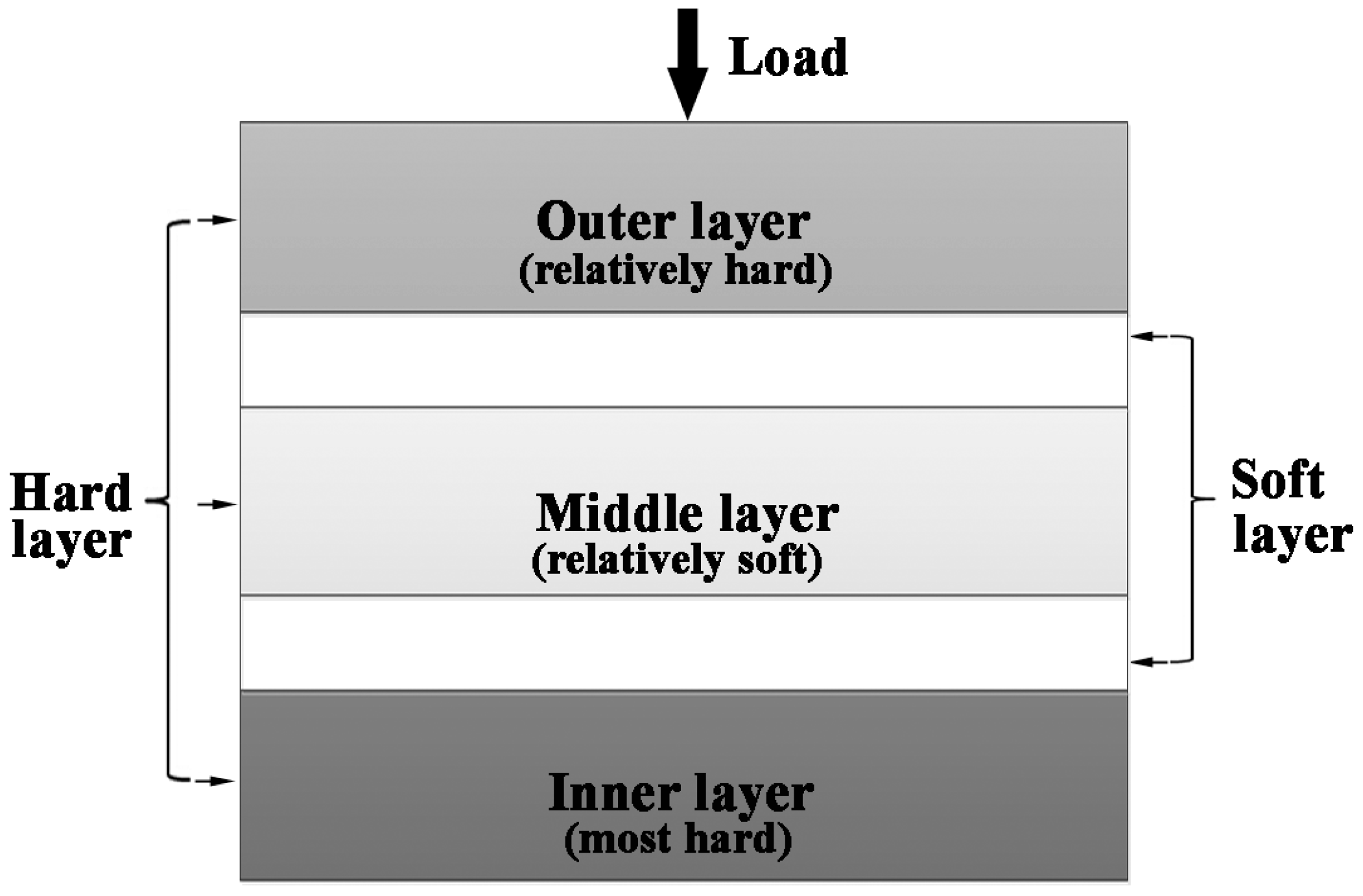
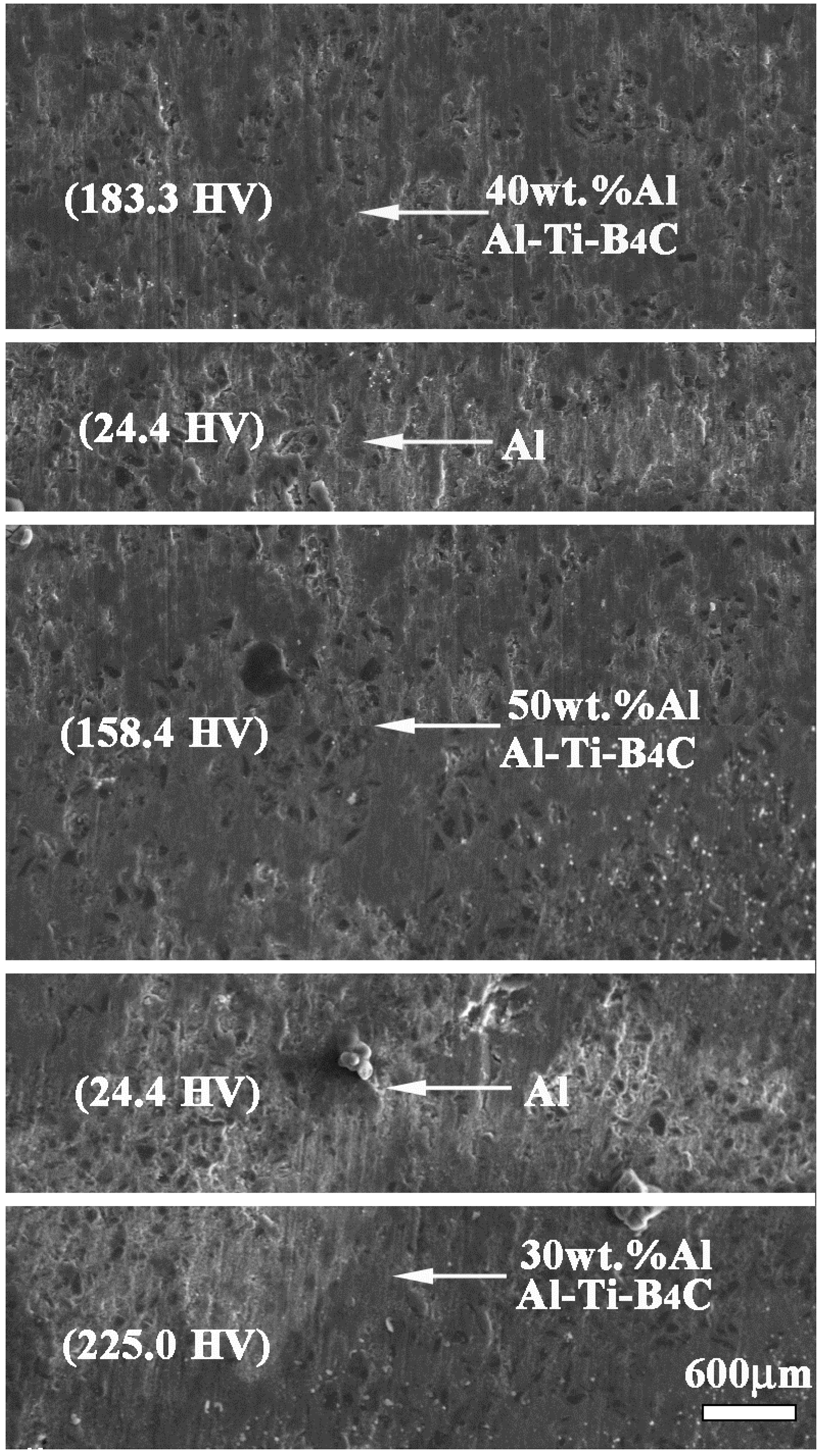
The starting materials were purchased from commercial powders of aluminum (99.5% purity ~48 µm), titanium (99.5% purity ~25 µm) and boron carbide (99.9% purity ~13 µm), respectively. In this study, the molar ratio of Ti and B4C in Al-Ti-B4C system was 3:1. In order to realize bionic design and formability of bionic layered composite, the Al content of Al-Ti-B4C system varied from 30 to 50 wt. % of the total weight of the mixture. The reactant powders were mixed in a stainless steel container using stainless-steel balls at a low speed (~35 rpm) for 8 h to ensure homogeneity. According to the characteristics of white clam shell, a bionic model was built to guide the arrangement of Al-Ti-B4C layers with 30 wt. %, 40 wt. % and 50 wt. % Al contents. To meet the dimension demand of mechanical tests and practical fabrication feasibility, bionic layered composites with Φ 85 mm × 10 mm (30 g 40 wt. % Al-Ti-B4C, 10 g Al, 30 g 50 wt. % Al-Ti-B4C, 10 g Al and 30 g 30 wt. % Al-Ti-B4C) and Φ 85 mm × 6 mm (20 g 40 wt. % Al-Ti-B4C, 5 g Al, 20 g 50 wt. % Al-Ti-B4C, 5 g Al and 20 g 30 wt. % Al-Ti-B4C) were prepared. The 40 wt. % Al-Ti-B4C, Al, 50 wt. % Al-Ti-B4C, Al, 30 wt. % Al-Ti-B4C were laid into a graphite die and pressed into a plane surface successively. The arrangement mode of the layers of pure Al powder and the layers of Al-Ti-B4C powder was alternate. Al-Ti-B4C layers with different Al content were occupied the outer layer, middle layer and inner layer, respectively. Pure Al layers were arranged between arbitrary two Al-Ti-B4C layers, forming the layered pattern of precast block.
The combined precast block was pressed into cylindrical compact (about 85 mm in diameter) using a graphite die to obtain the density of 65% ± 2% theoretical density. Then the graphite die with compact was put into an intermediate frequency furnace under air atmosphere. The layered cylindrical compacts were heated to the ignition temperature of SHS reaction of Al-Ti-B4C systems. During the heating process, the temperature of graphite die was measured by an infrared temperature measuring sensor (Asmik, Hangzhou, China). The judge of occurrence of SHS in the ignition process was the sharp incensement of temperature sensor resulting from the heat released from reactions of Al-Ti-B4C systems. Then the graphite die was in progress of heat preservation for 5 min at ignition temperature of the infrared temperature measuring sensor. When the temperature decreased and was maintained at fixed point of Al for 5 min, the pressure of 6 t was applied on graphite die to increase the density of the composite. After 5 min of pressure preservation which followed by a cooling progress, the composite was prepared for metallographic and mechanical experiments. In order to exhibit changes in impact resistance property of bionic layered composite, the homogeneity Al-Ti-B4C composite was fabricated under the same preparation conditions.
2.2. Metallographic Experiment
Metallographic sample with dimension of 10 mm × 10 mm × 10 mm (Length × Width × Thickness) was prepared by a wire-electrode cutting machine to carry out metallography experiment. The samples were ground to get a smooth surface and etched by Keller’s reagent (1 vol. % HF + 1.5 vol. % HCl + 2.5 vol. % HNO3 + 95 vol. % H2O). After ultrasonically cleaning in alcohol for 10 min, the specimens were dried in hot air to obtain a clean surface.
2.3. Mechanical Practice
Flexural strength, fracture toughness, compressive strength and impact toughness are the key components of mechanical practices used to evaluate the impact resistance property. Therefore, the corresponding mechanical practices were conducted. Due to the ingredient diversity in axial direction of bionic layered composite, the loading direction of the mechanical tests was applied from the outer layer (40 wt. % Al-Ti-B4C) to inner layer (30 wt. % Al-Ti-B4C).
2.3.1. Microhardness Test
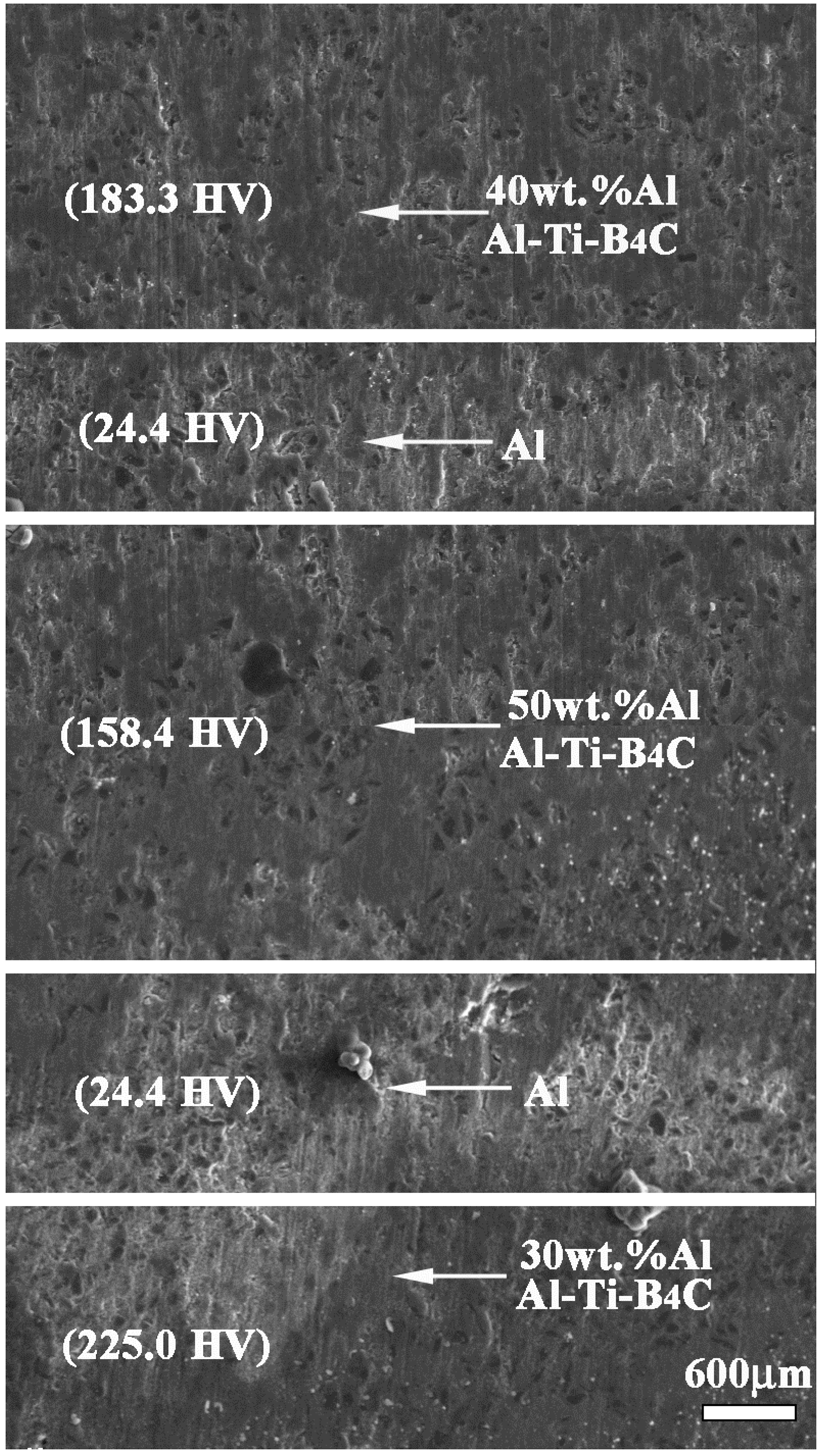
In order to understand hardness variation of different layers of bionic layered composite, a microhardness testing machine (HVS-1000, Shanghai Jujing Precision Instrument Manufacturing Co., Ltd., Shanghai, China) was used to measure hardness by applying a load of 100 g for 5 s on the vertical section. Five measurements were made for each specimen to get the average hardness value.
2.3.2. Flexural Strength Test
Three-point bending tests were used to obtain the flexure strength of bionic layered composite. The flexure strength was calculated by Equation (1).
where σ represented the flexure strength. P was the critical load during bending experiment process. L, b and h were the length of the support span, width and thickness of the samples, respectively.
Combine the actual situation of fabrication of bionic layered composite and standard size requirement of flexural strength sample, homogeneity Al-Ti-B4C composite and bionic composite specimen were cut into dimensions of 30 mm × 10 mm × 10 mm (Length × Width × Thickness) by the wire-electrode cutting machine. After grounding to get the smooth surface, a universal testing machine (Model DDL-100, Changchun, China) with the constant loading rate of 0.2 mm/min was employed to test flexure strength. The loading span was 24 mm. Average value of flexural strength was calculated from three individual measurements.
2.3.3. Fracture Toughness Test
Ceramic reinforced metal matrix composites were sensitivity to crack. Fracture toughness can measure the crack arrest characteristic of the composite, especially for single edge notched beam method. Equation (2) was used to calculate fracture toughness. The selection of corresponding data was conducted in Reference [
24].
where K
I represented fracture toughness. Y was the geometry factor of the specimen. P was the critical load. L, b and h were the length of the support span, width and thickness of the samples, respectively. a was notch depth.
Fracture toughness was tested by a universal testing machine with a loading rate of 0.2 mm/min (Model DDL-100, Changchun, China). Samples with dimension of 30 mm × 10 mm × 6 mm (Length × Width × Thickness) was cut off by a wire-electrode cutting machine, and grounded to get the smooth surface. The depth and width of notch was 1.3 mm and 0.2 mm, respectively. The loading span for three-point bending tests was 24 mm. Under the condition of 0 ≤ a/h ≤ 0.6, value of Y can be calculated by the following equation [
24]. Value of A
0, A
1, A
2, A
3 and A
4 are shown in
Table 1. Fracture toughness was obtained from the average value of three parallel tests.
2.3.4. Compressive Strength Test
The anti-compression property of bionic layered composite and Al-Ti-B
4C composite was valued according to compression strength. The following equation was used to calculate the compression strength.
where σ represented the compression strength. P was the critical load during compression experiment process. A was the cross sectional area. The bionic and homogeneity composites were cut into a circular column of Φ5 mm × 10 mm by the wire-electrode cutting machine, and grounded to get the smooth surface. Compression strength was tested by a universal testing machine (Model DDL-100, Changchun, China). The constant loading rate was 0.2 mm/min. The average value of the compression strength was got from three individual tests.
2.3.5. Impact Toughness Test
Impact toughness is crucial to measure the impact resistance of bionic composite. Standard Charpy U-notch specimen was used for impact resistance experiment. The impact resistance sample with dimension of 50 mm × 10 mm × 10 mm (Length × Width × Thickness) was cut off by the wire-electrode cutting machine, and grounded to get the smooth surface. The impact toughness was calculated by the following equation.
where a represented impact toughness. A was ballistic work. b and h were width and thickness of specimen. A can be obtained from impact testing machine (Model RPK450, Changchun, China). The loading span for impact toughness tests was 40 mm. The average value of the compression strength was obtained from three individual tests.
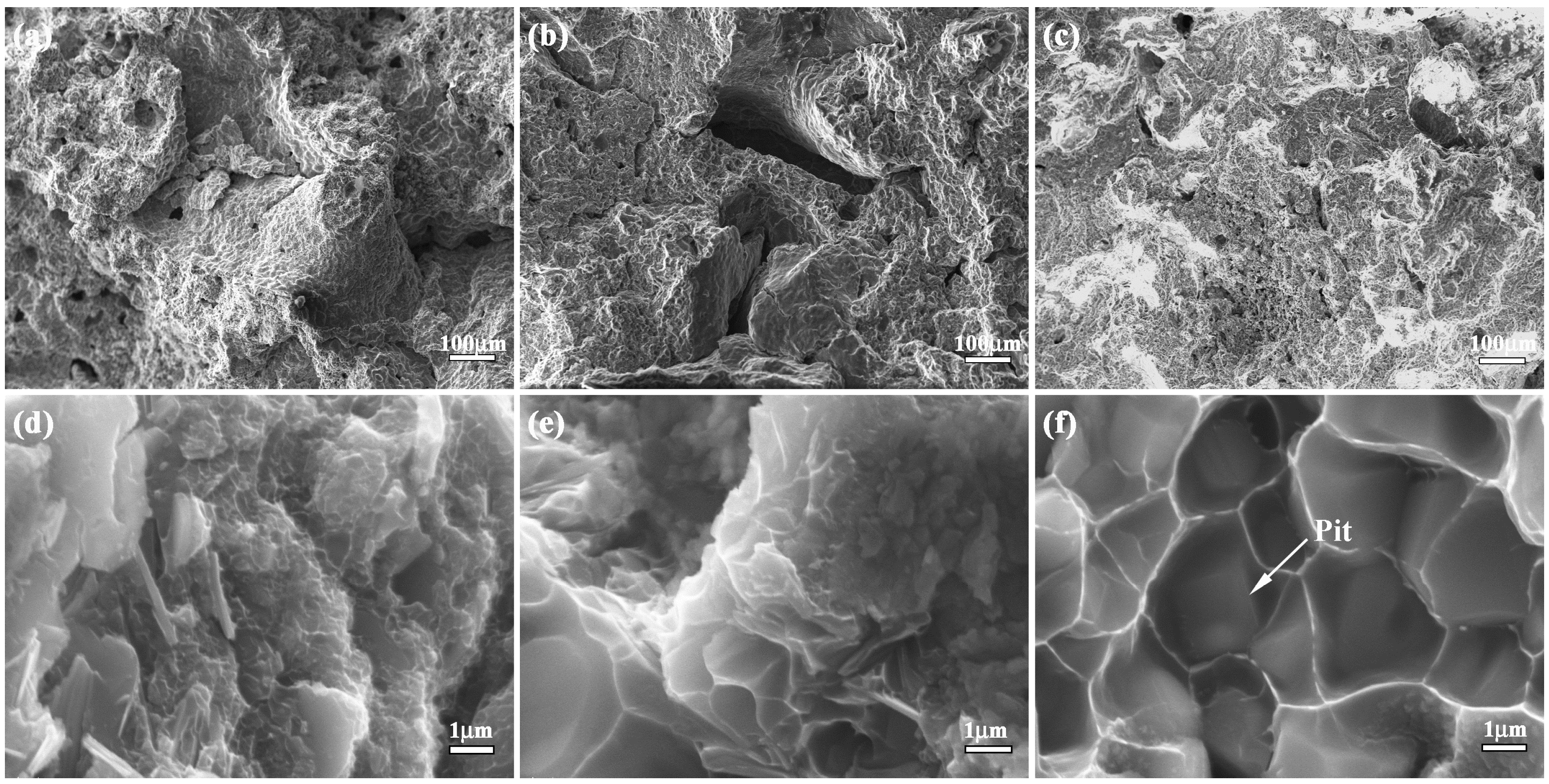
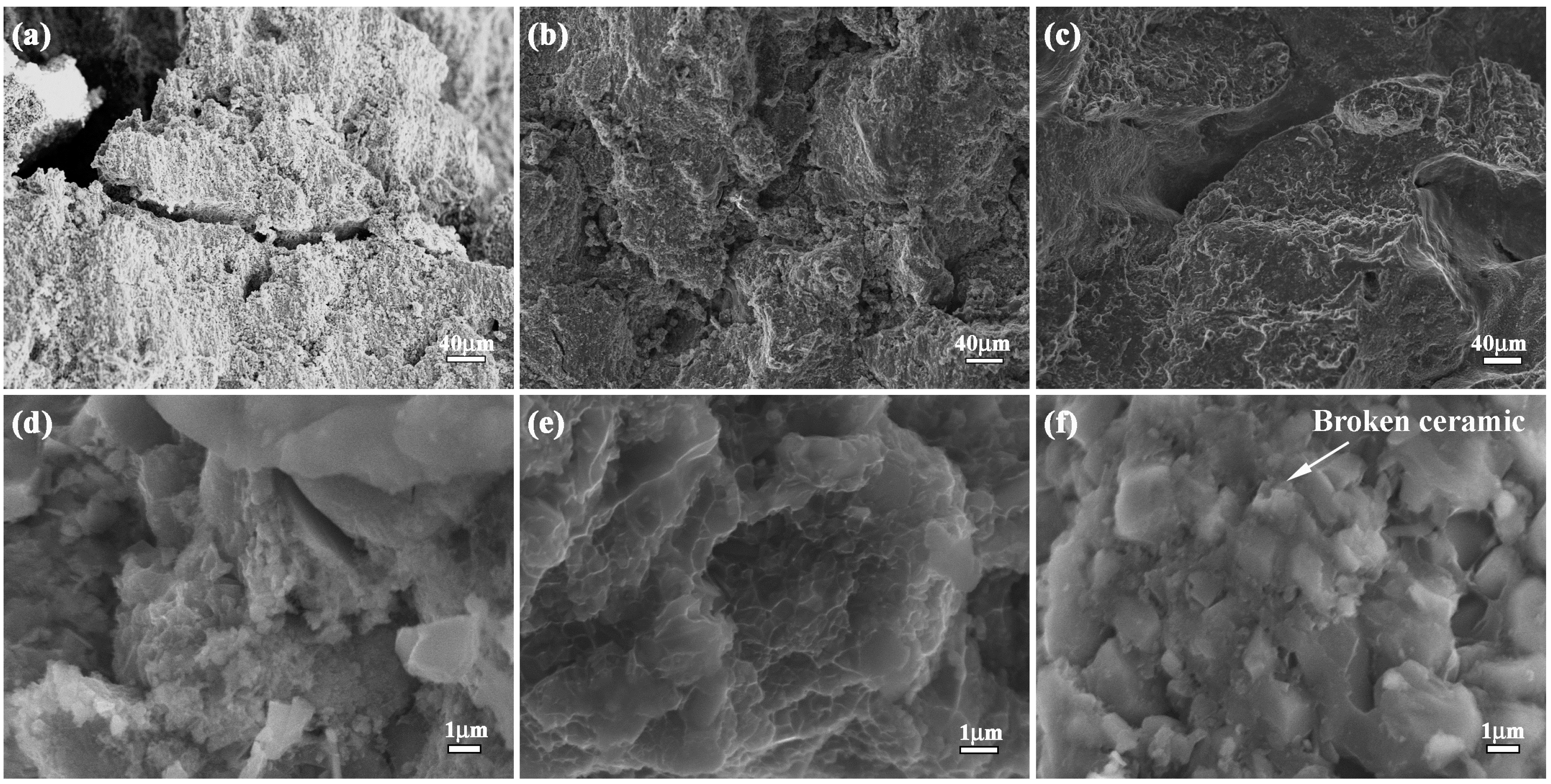
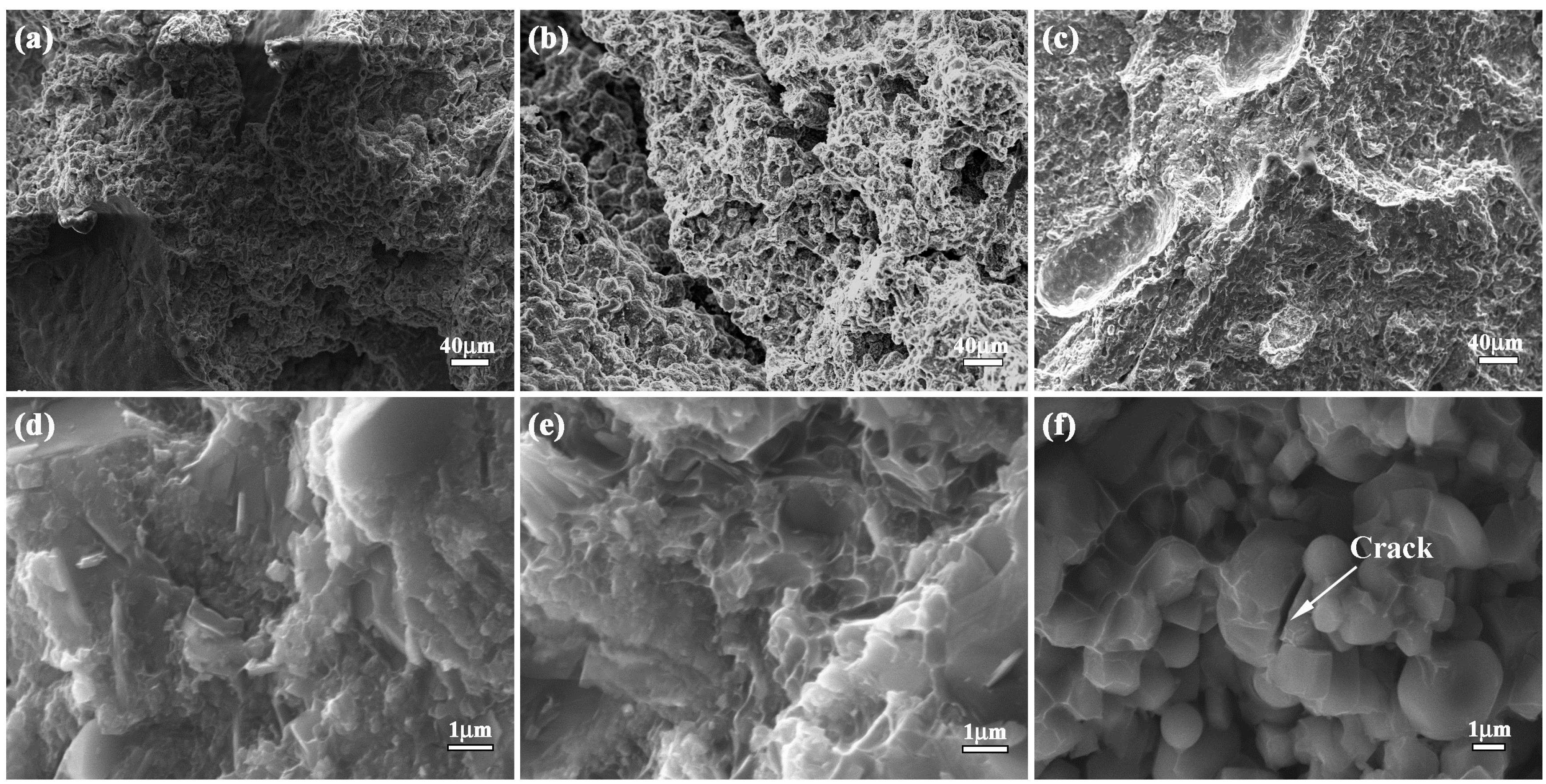
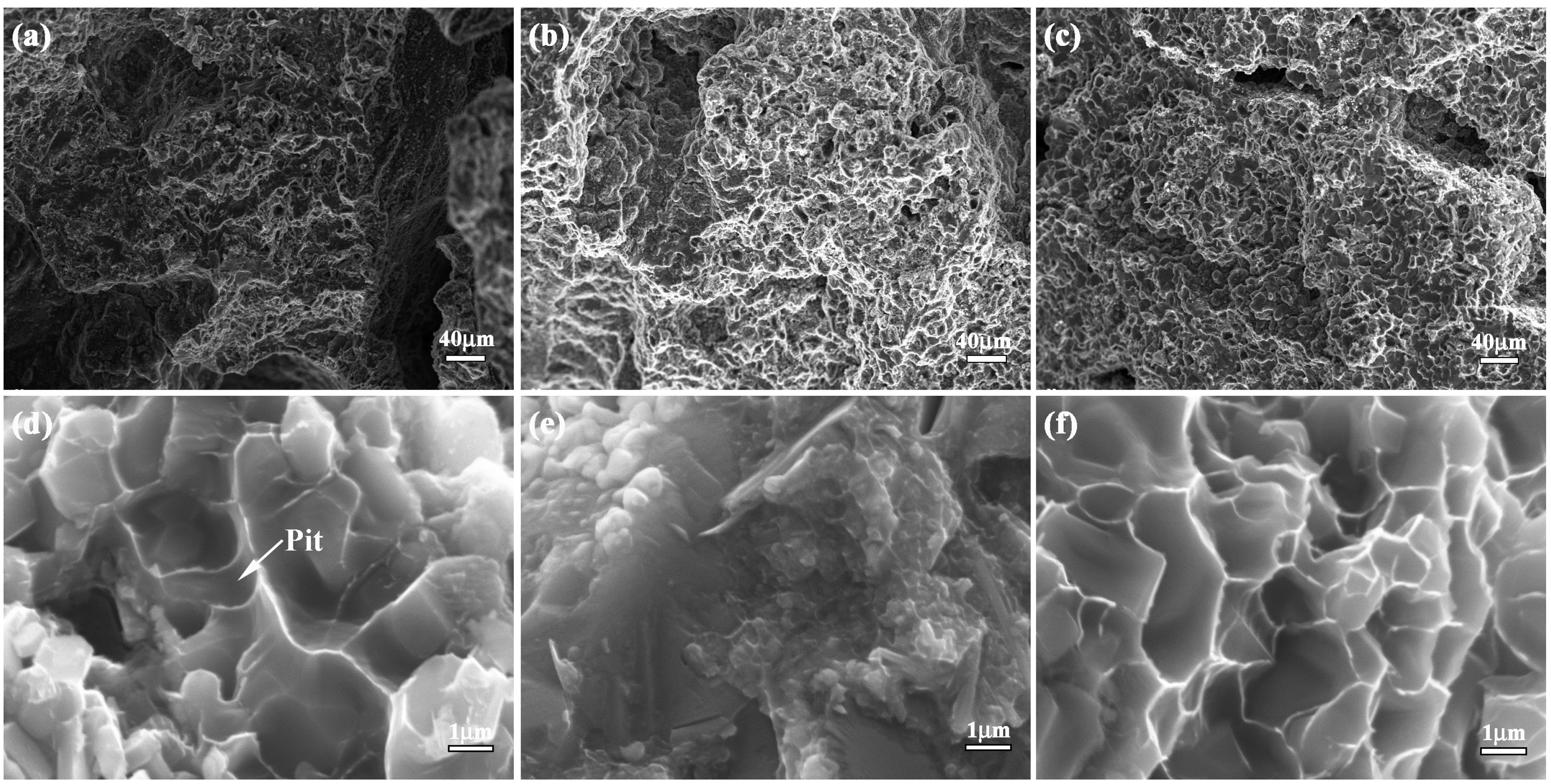
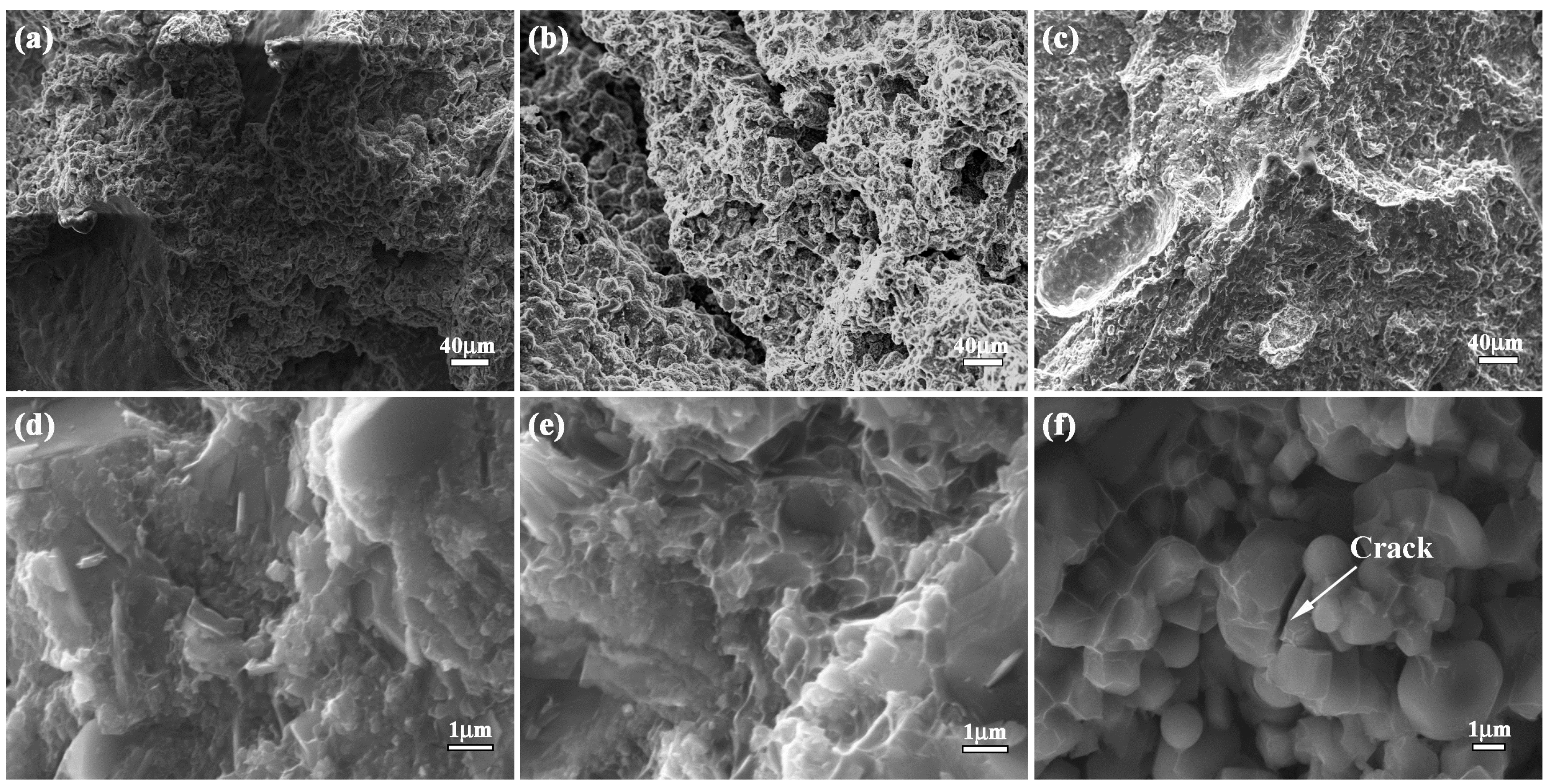
The metallography and fracture morphology of bionic composite were examined using scanning electron microscopy (SEM) (Model Evo18 Carl Zeiss, Oberkochen, Germany). The phase component was identified using X-ray diffraction (XRD) (Model D/Max 2500PC, Rigaku, Tokyo, Japan).
4. Conclusions
After summarizing the microstructure property of the white clam shell, a bionic coupling impact resistance model was established to guide the design of the bionic layered composite. The mechanical properties and impact resistance mechanism of the bionic layered composite fabricated by combination method of combustion synthesis and hot pressed sintering were investigated. The conclusions are described as follows:
(1) White clam shell with characteristic of crossed-lamellar structure can be divided into three layers: horny layer, prismatic layer and nacreous layer. The coupling effect between layered microstructure and combination model of hard and soft layers played the key role in enhancing mechanical properties of the white clam shell, which satisfied demands of a bionic model for design of bionic layered composite.
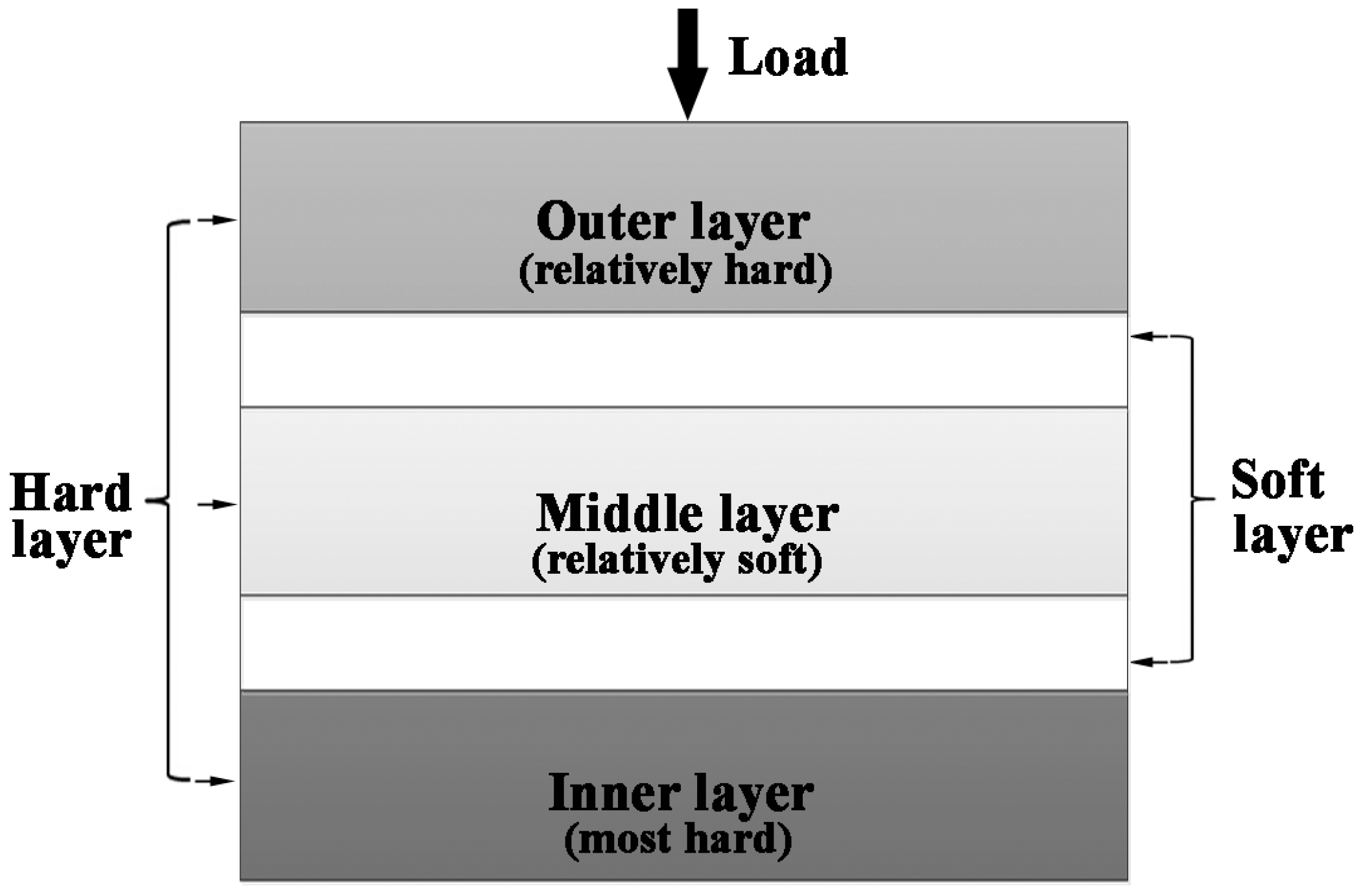
(2) A simplified bionic coupling impact resistance model was built to guide the design of the bionic layered composite. The intercoupling model between the hard layer and soft layer was identical to the layered microstructure property and hardness tendency of a white clam shell.
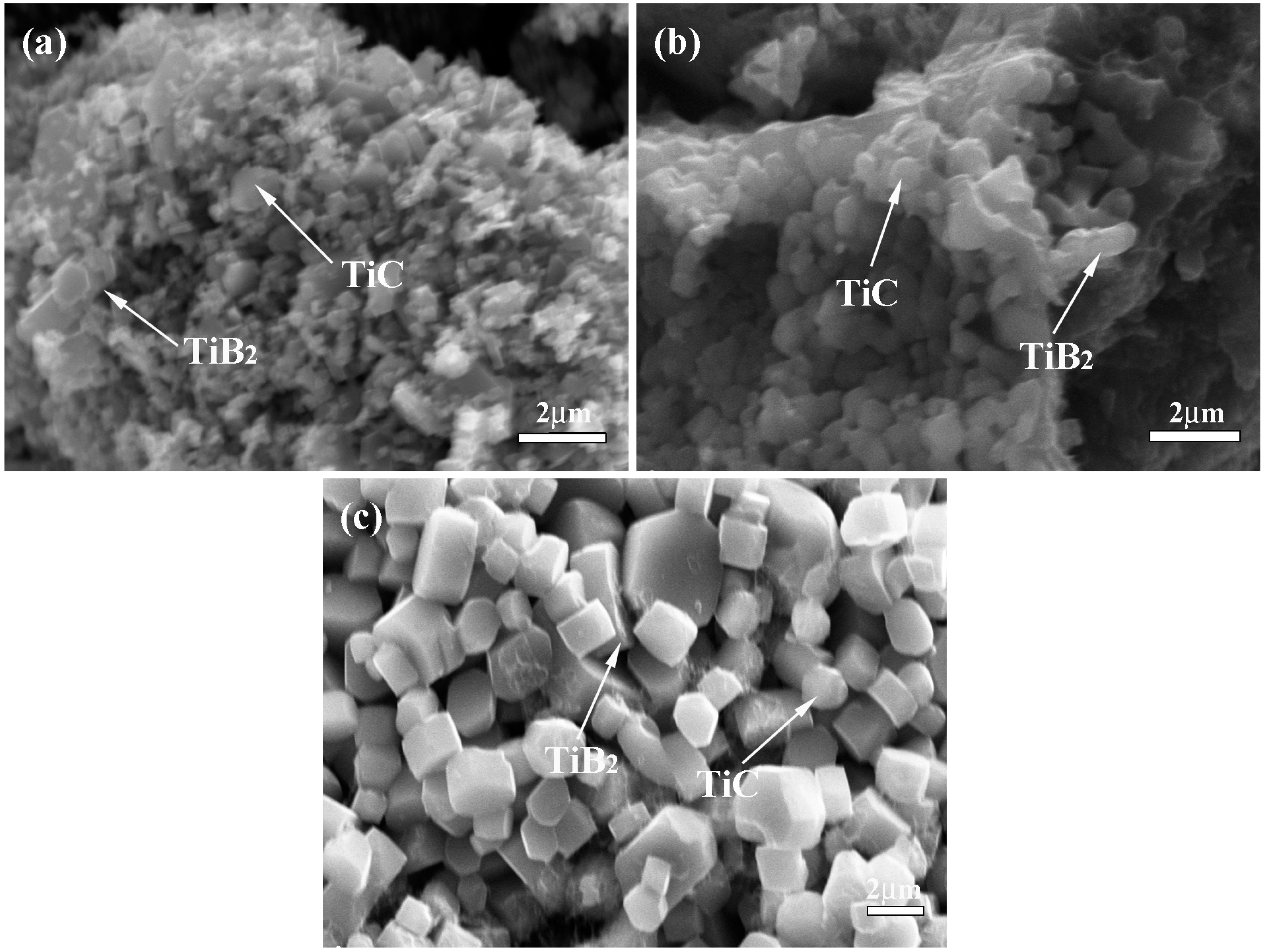
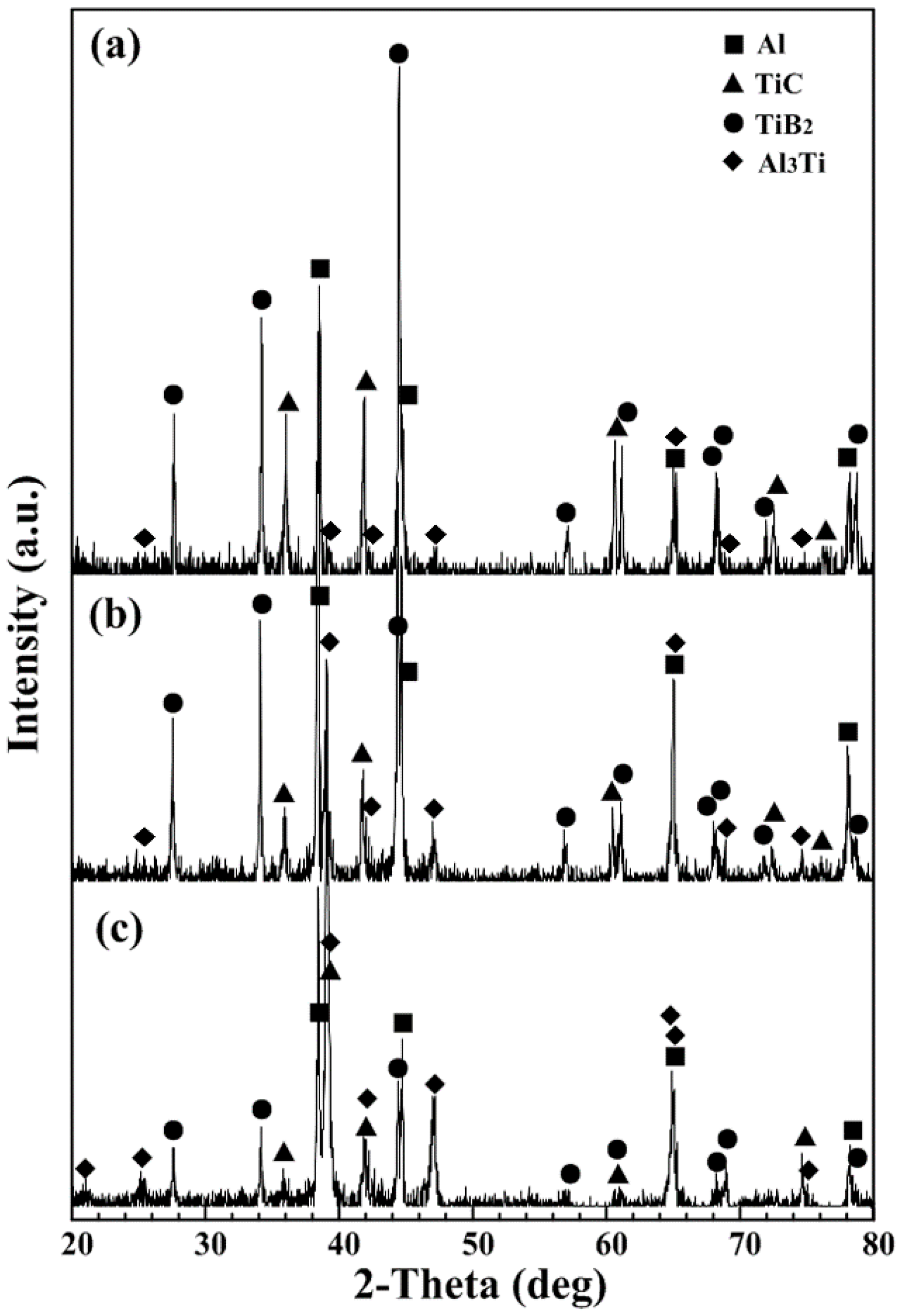
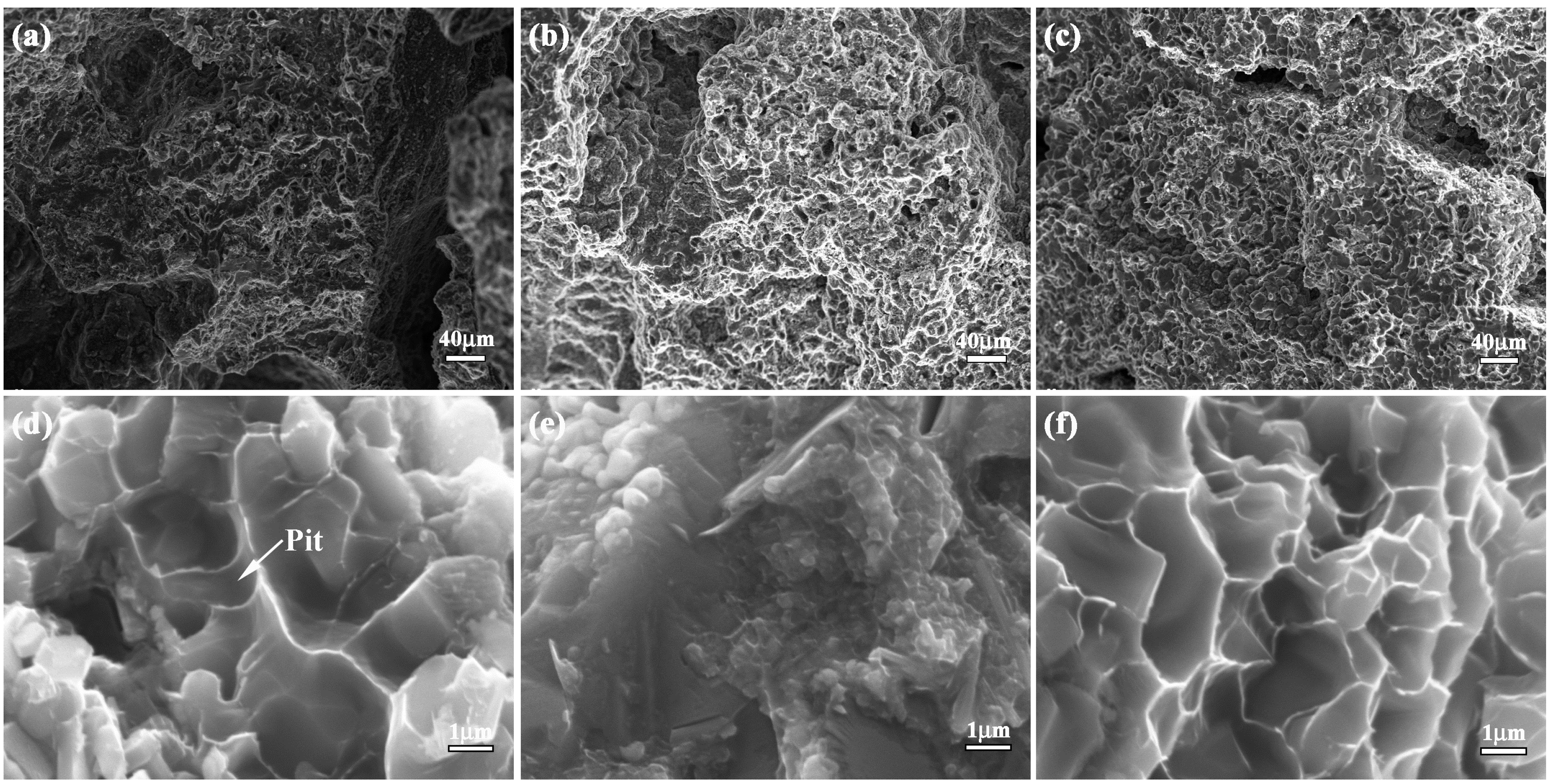
(3) Combined with hardness values of 30–50 wt. % Al-Ti-B4C system, Al-Ti-B4C composites with 40 wt. %, 50 wt. % and 30 wt. % Al contents were the outer layer, middle layer and inner layer, respectively. The soft layers were Al matrix. As the role of the main material in bionic layered material, fracture morphology and phase identification confirmed the successful fabrication of TiC-TiB2 reinforced Al matrix composite.
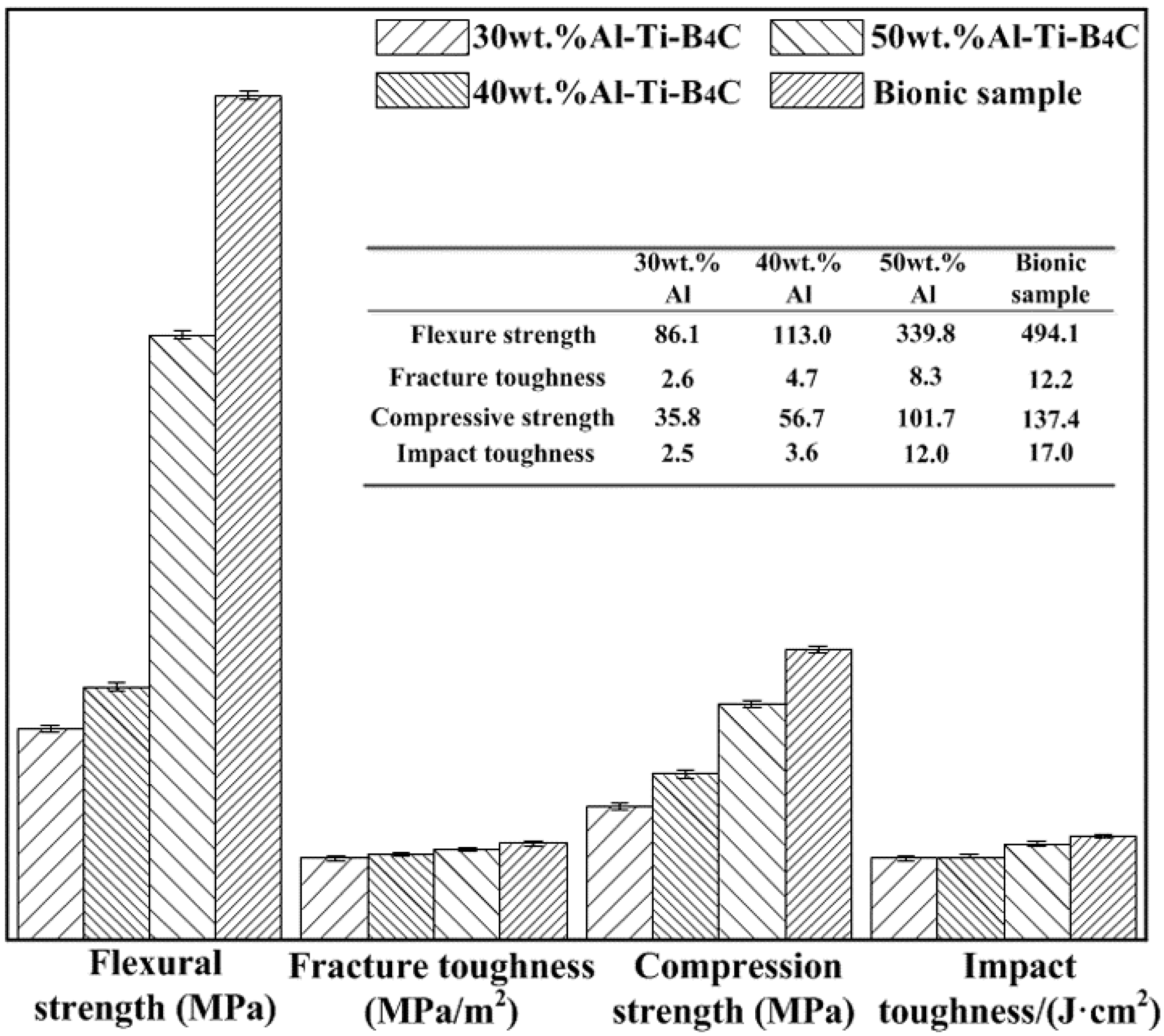
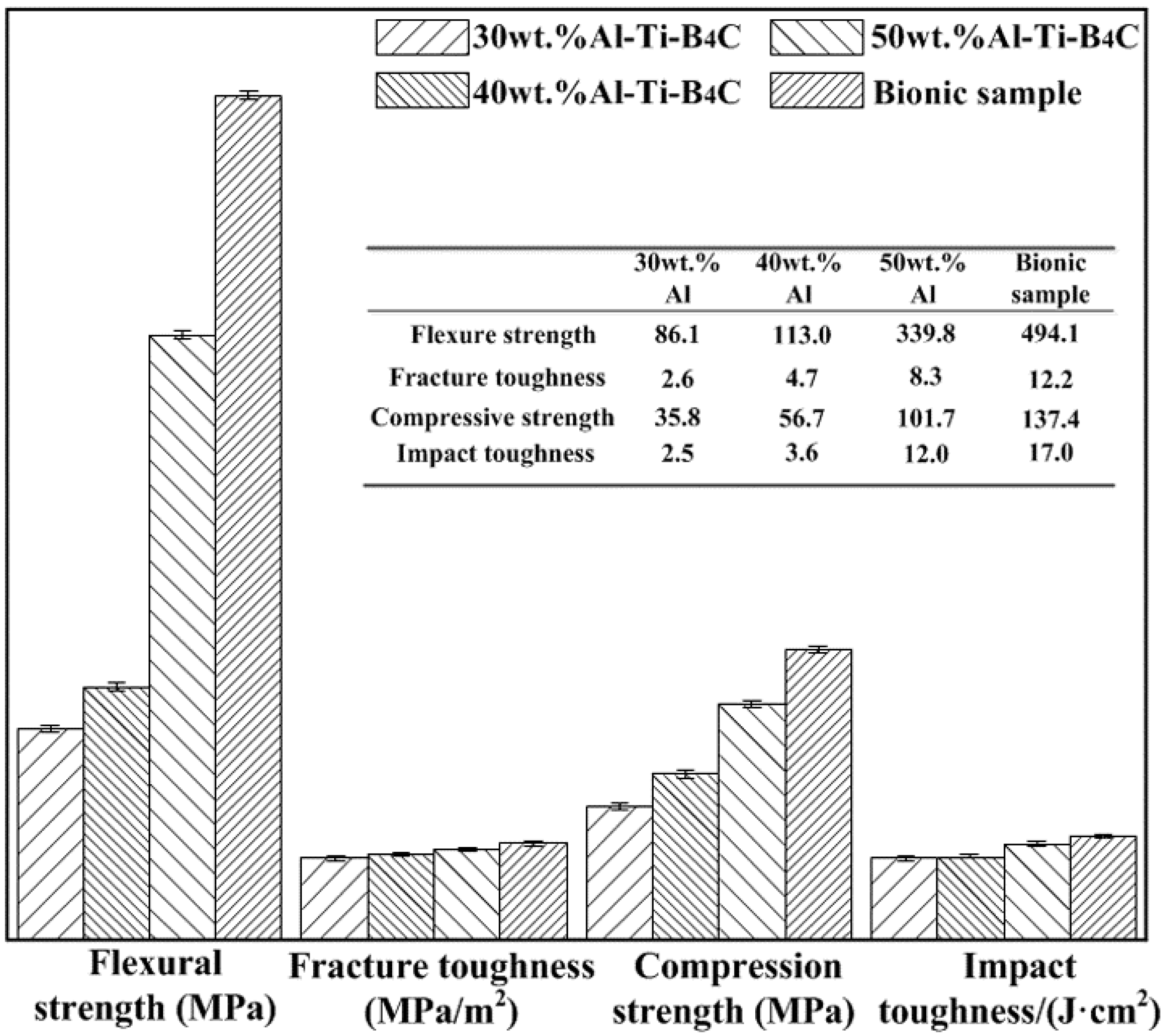
(4) Compared with traditional homogenous Al-Ti-B4C composite, high mechanical properties including flexural strength, fracture toughness and compressive strength formed the base of the high impact resistance of bionic layered composite. The intercoupling effect of layered structure and combination model of hard and soft layers was the key point of the high impact resistance property of the bionic layered composite, which proved to have the feasibility and practicability of bionic design contained in a white clam shell.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}