
Formability Analysis of Bamboo Fabric Reinforced Poly (Lactic) Acid Composites


Abstract
:1. Introduction
2. Materials and Methods
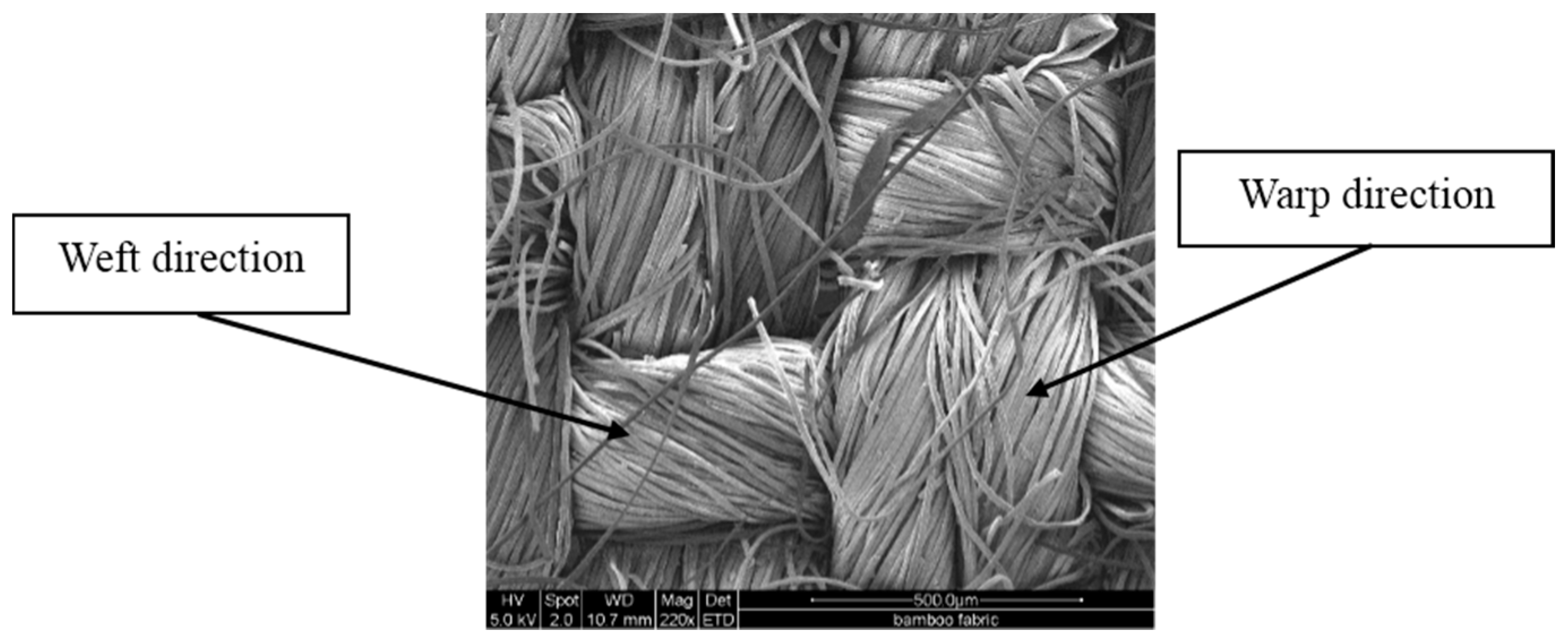
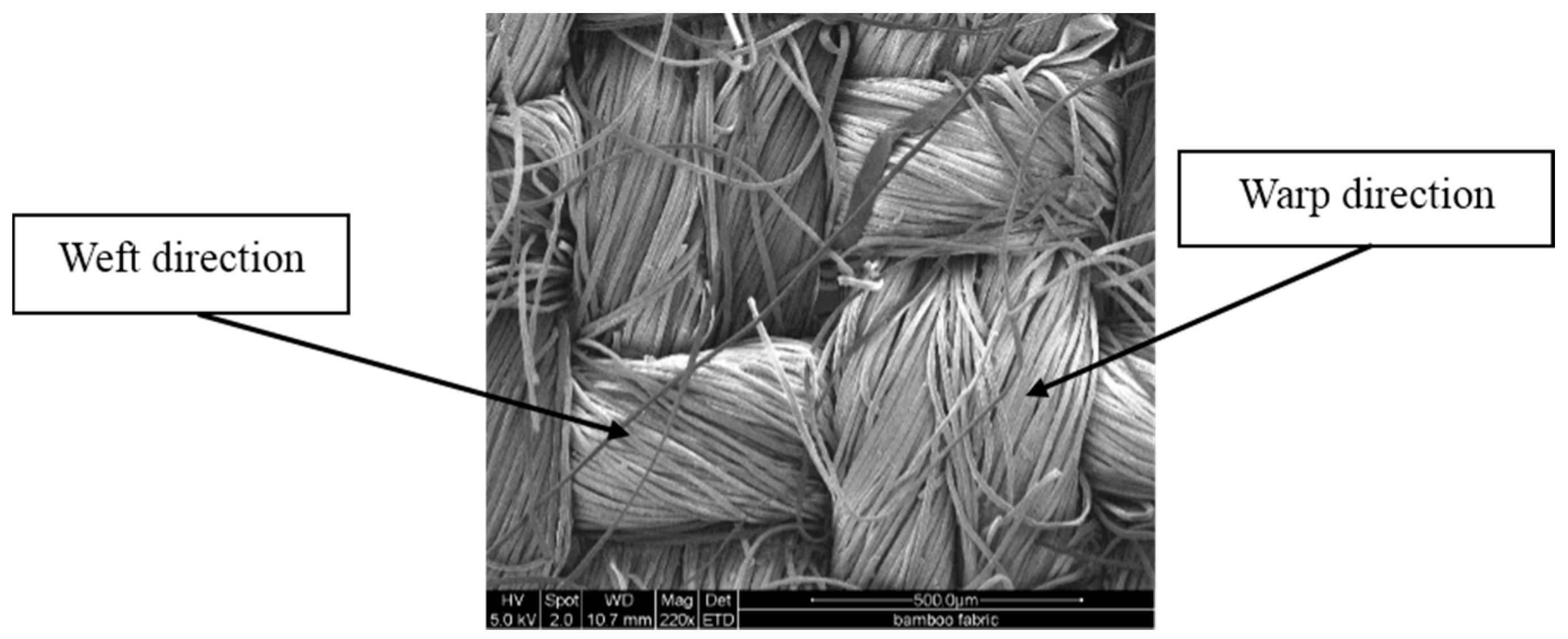
2.1. Materials
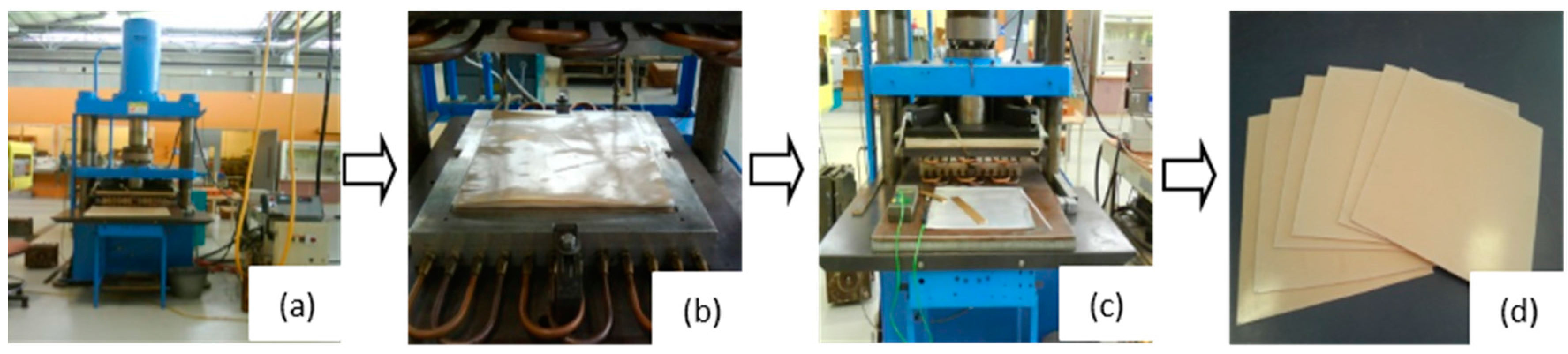
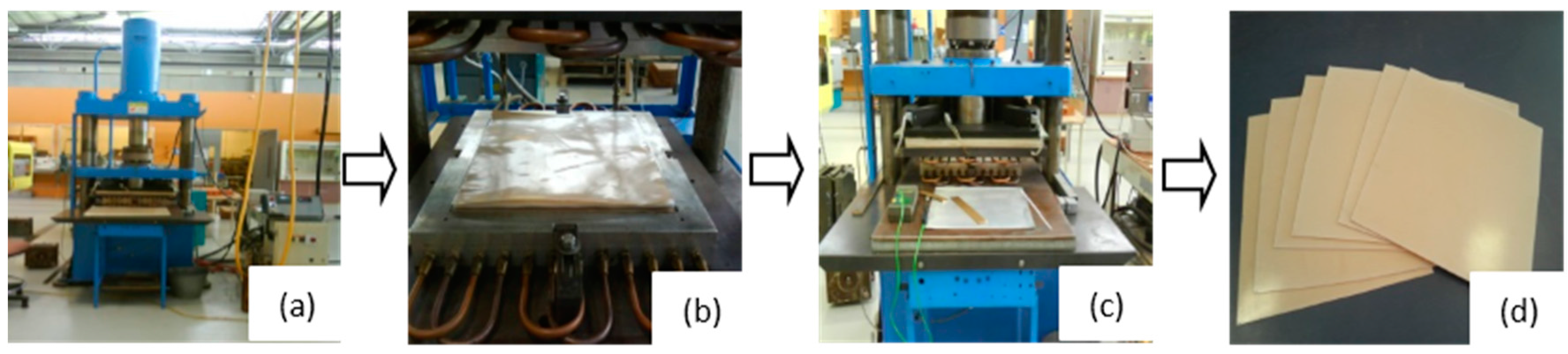
2.2. Fabrication of Composites
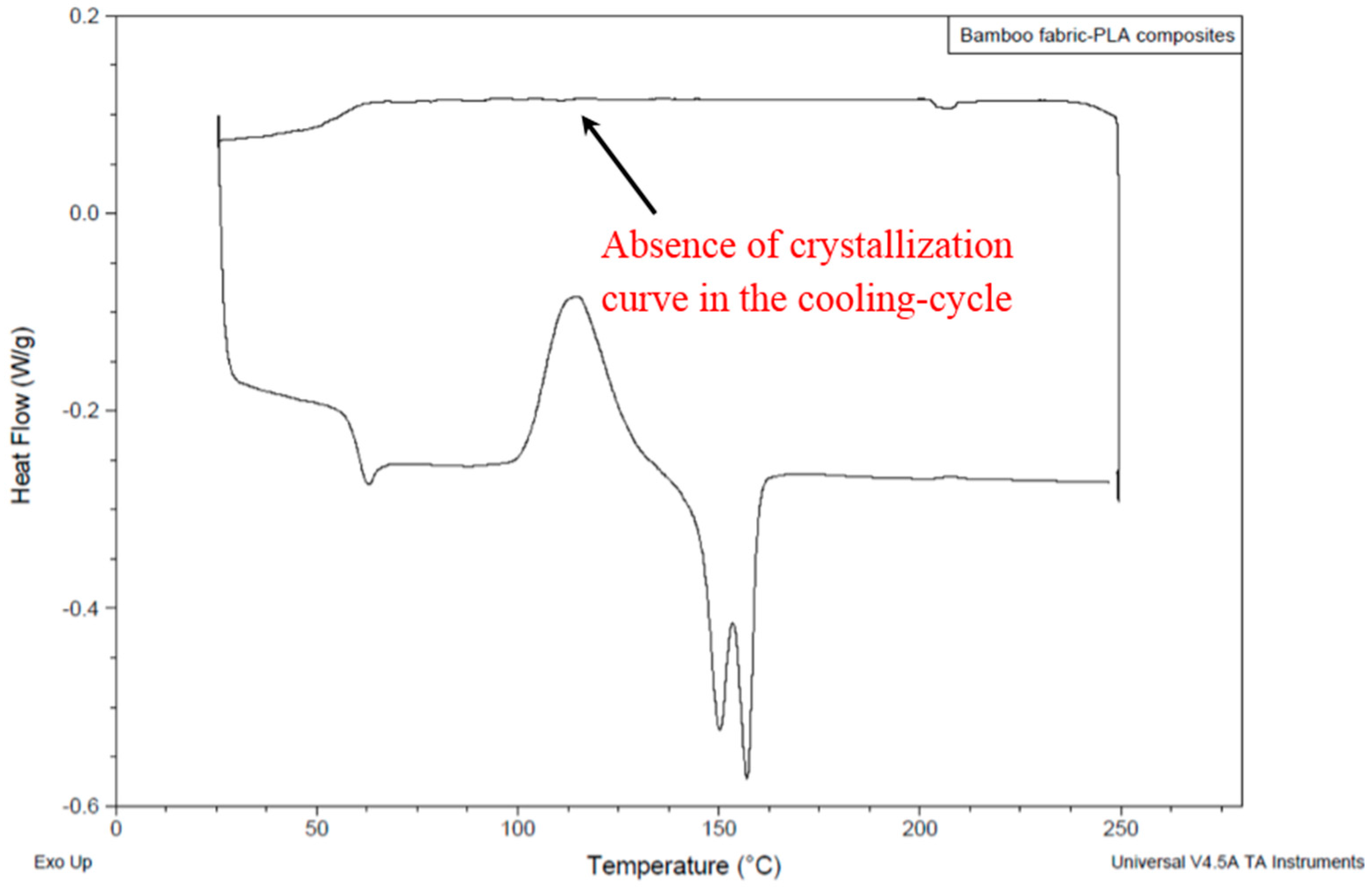
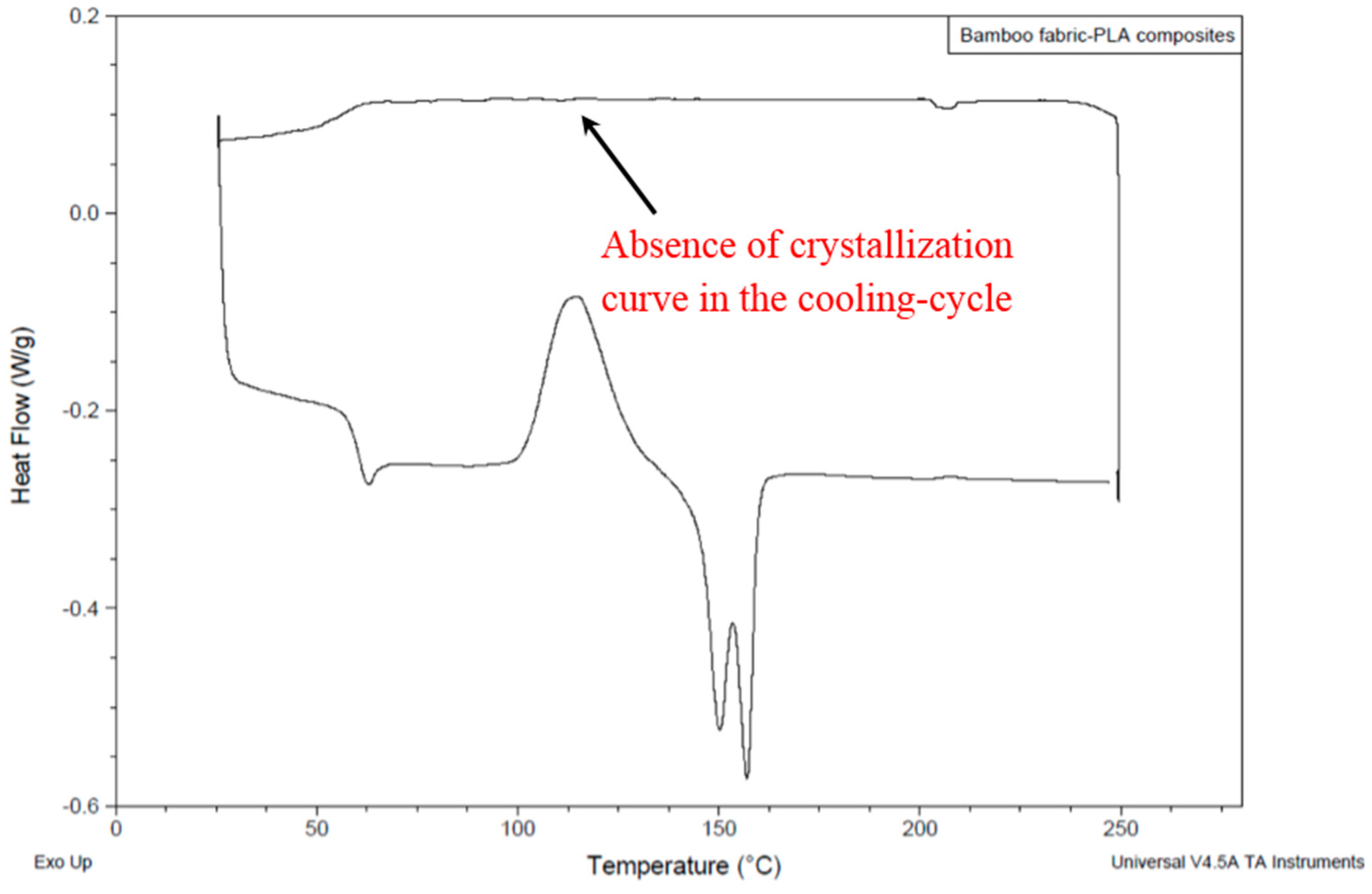
2.3. Differential Scanning Calorimetry (DSC)
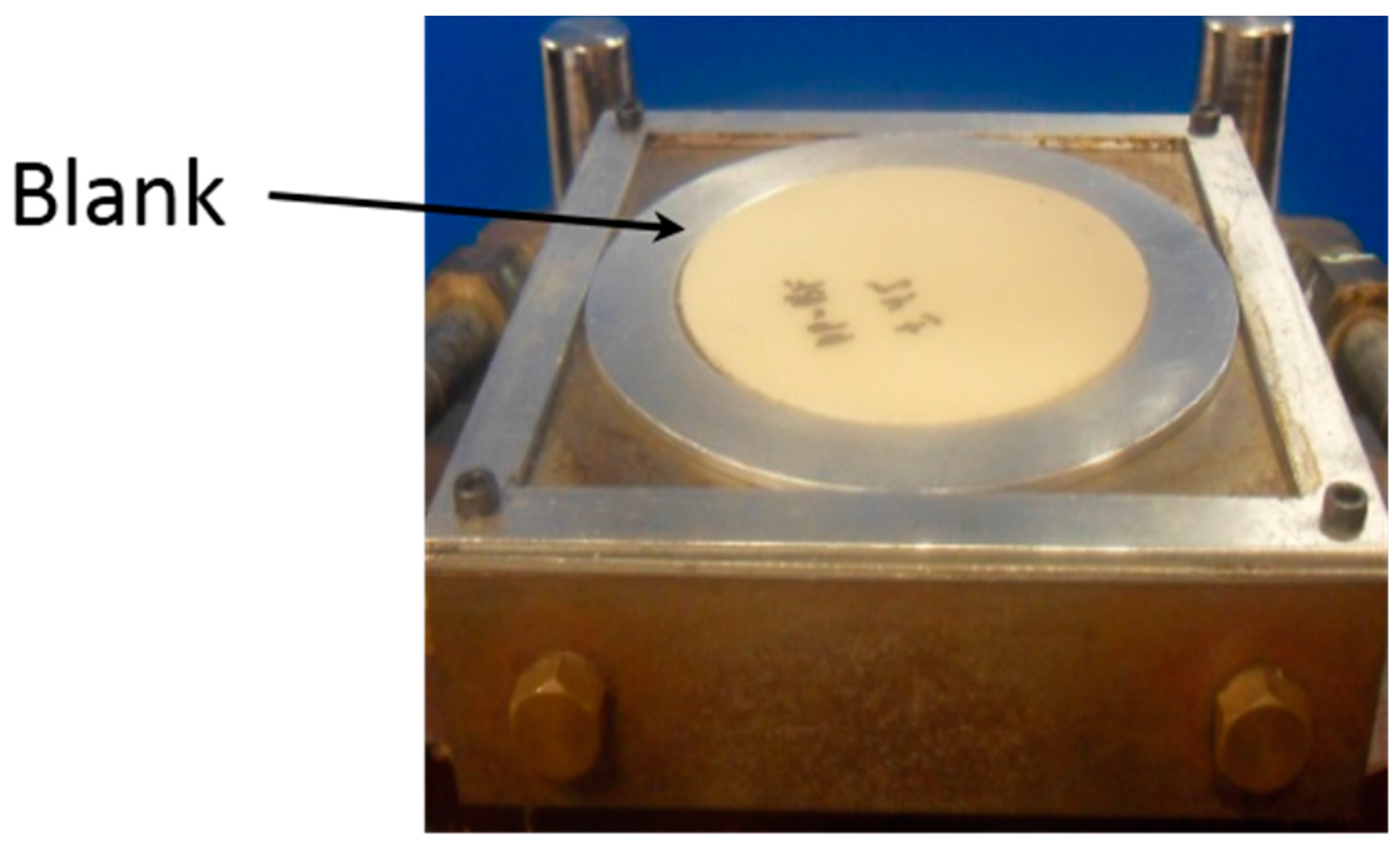
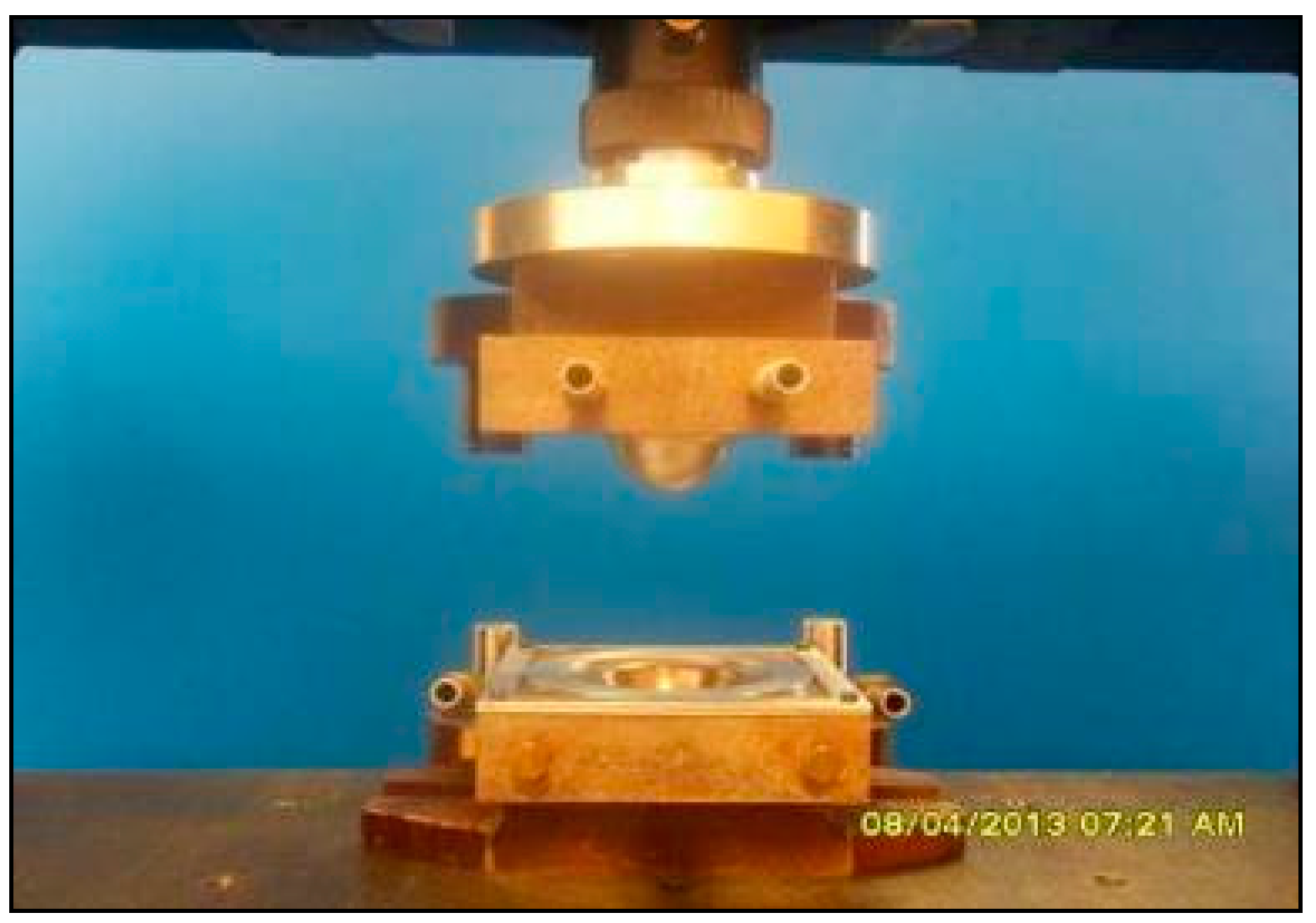
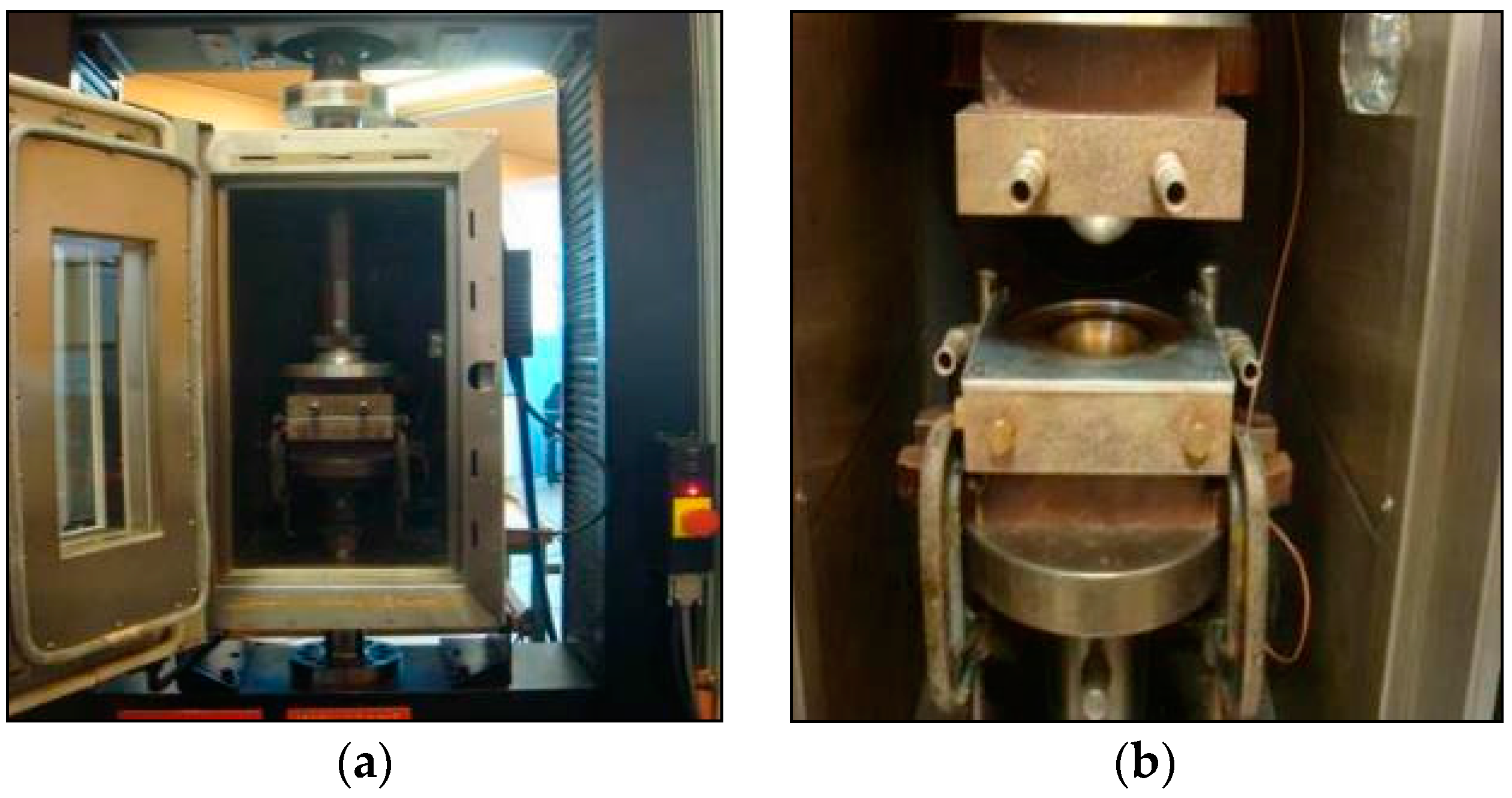
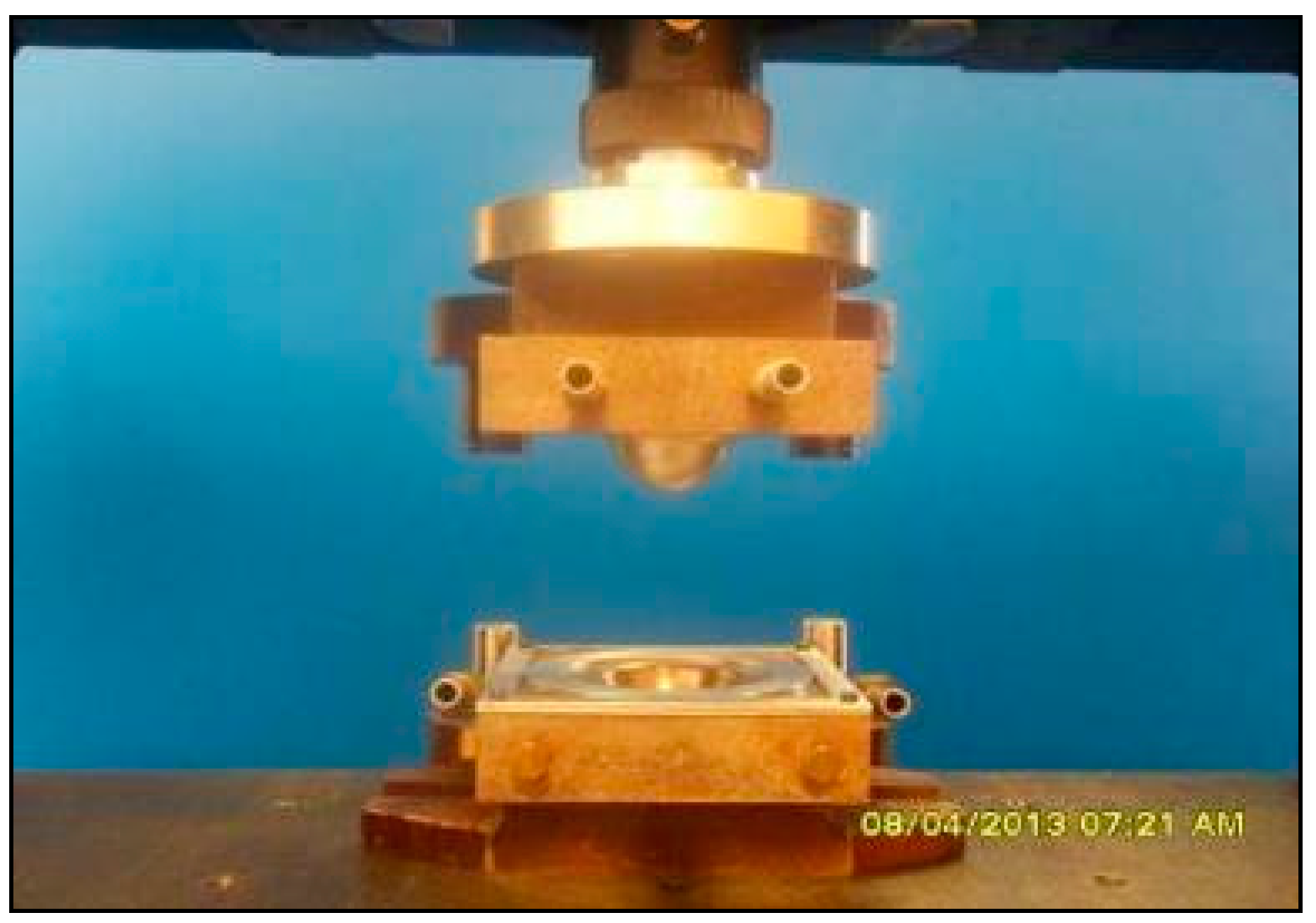
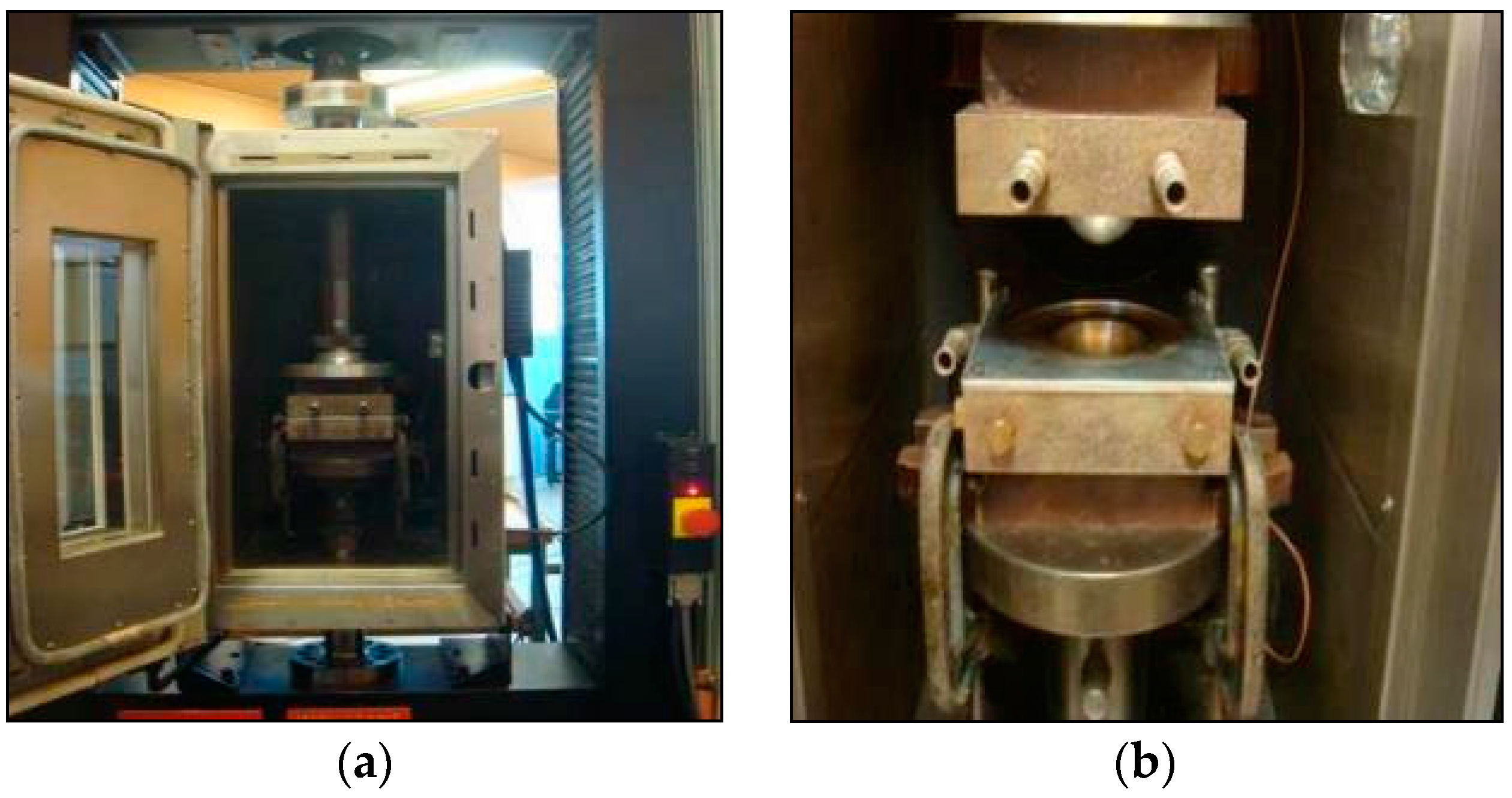
2.4. Matched-Die Forming Setup
2.4.1. Dome Forming Setup for Cold Tooling Conditions
2.4.2. Dome Forming Setup for Hot Tooling Conditions
2.5. Grid Strain Analysis (GSA)
3. Results and Discussion
3.1. Differential Scanning Calorimetry (DSC) Results
3.2. Determination of Forming Parameters Using Different Tooling Conditions
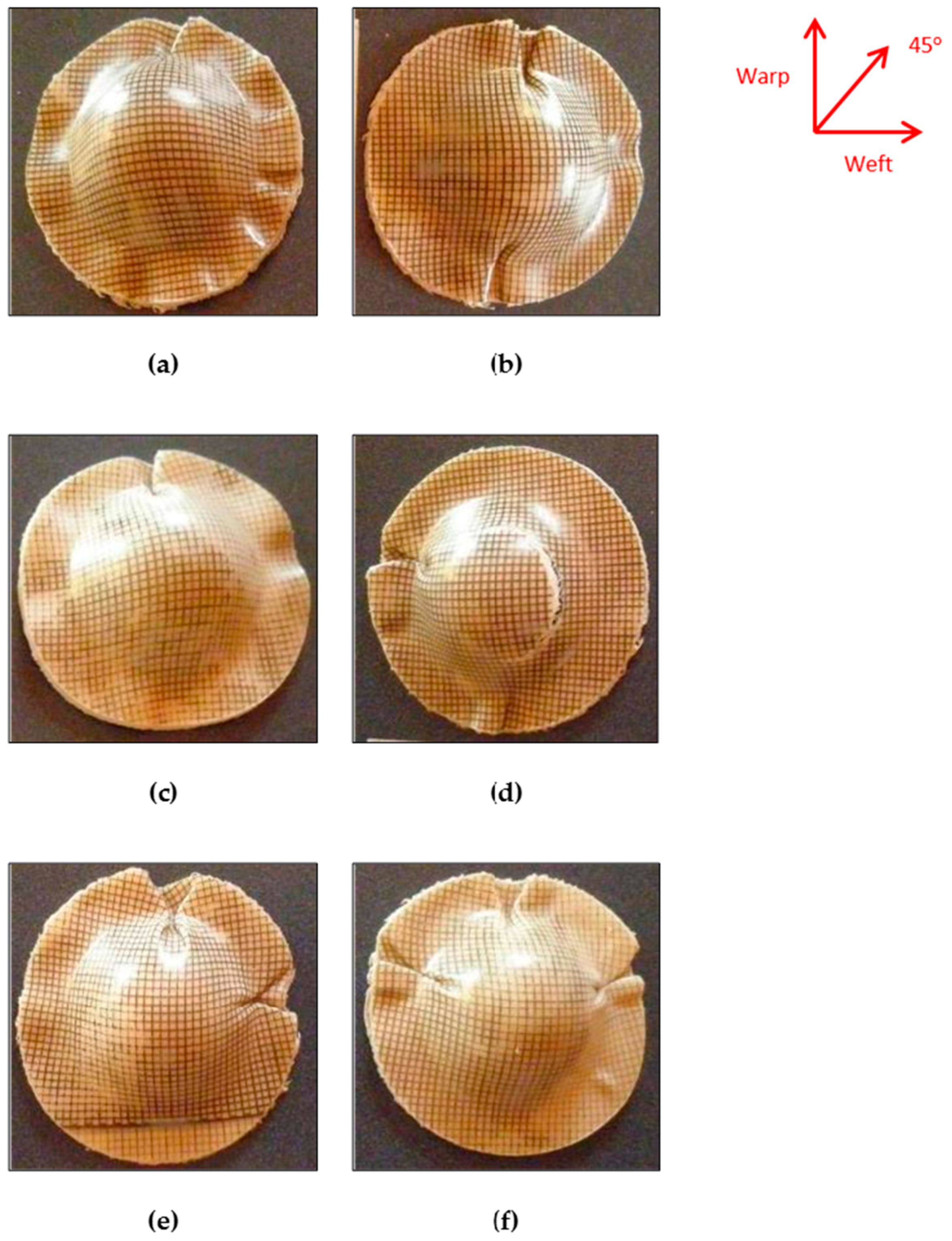
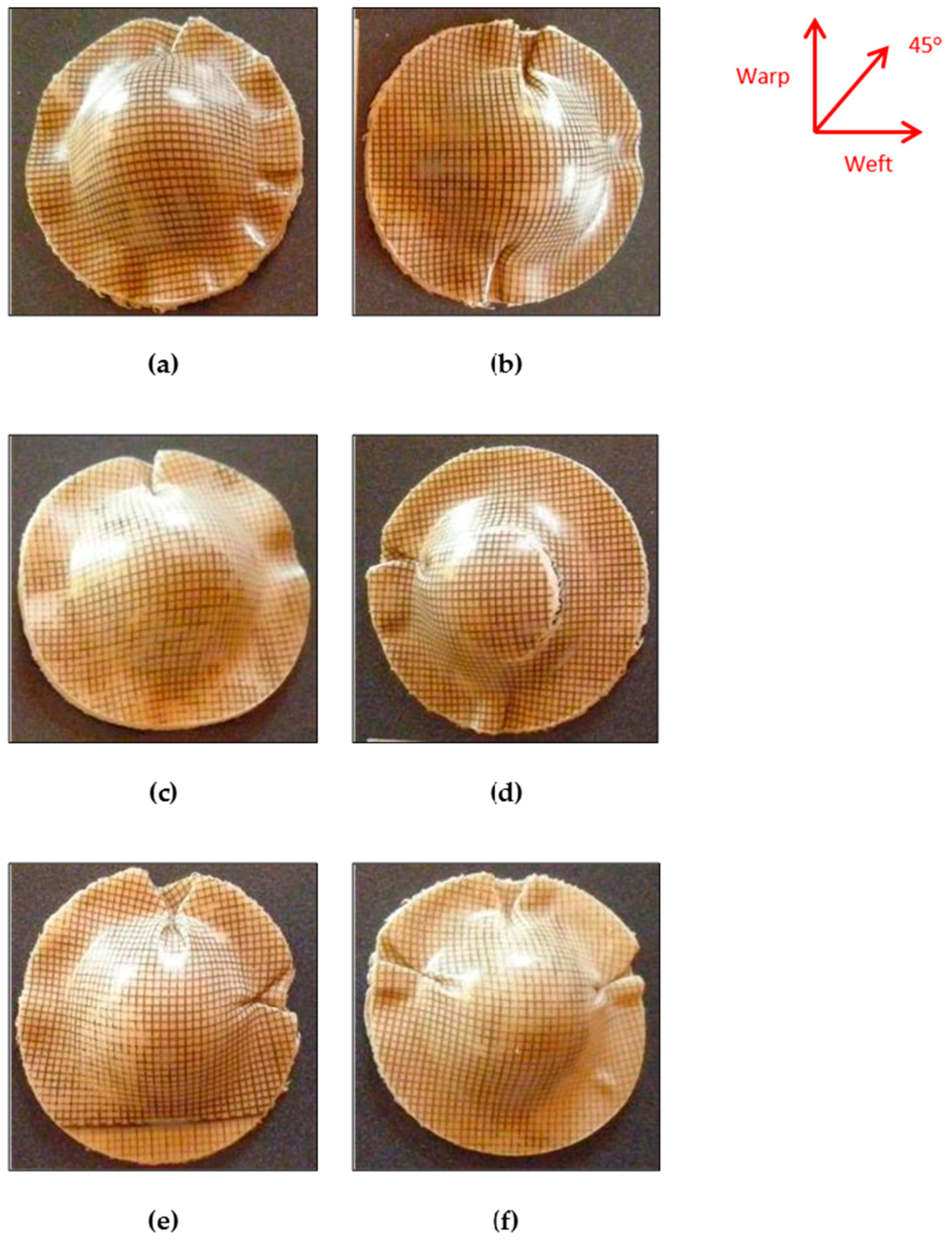
3.2.1. Bamboo fabric-PLA Composites Formed Using Cold Tooling Conditions
Forming Rate
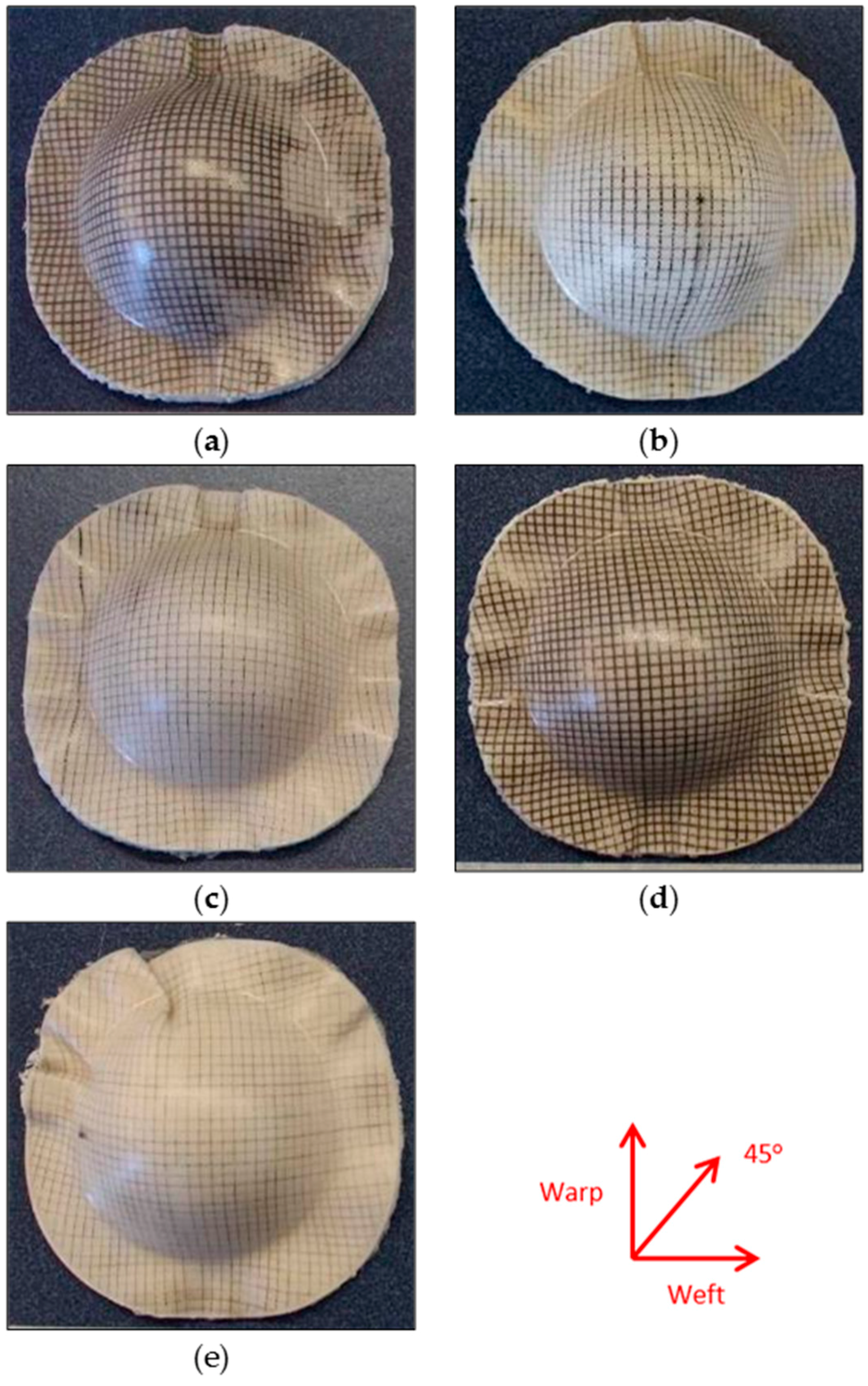
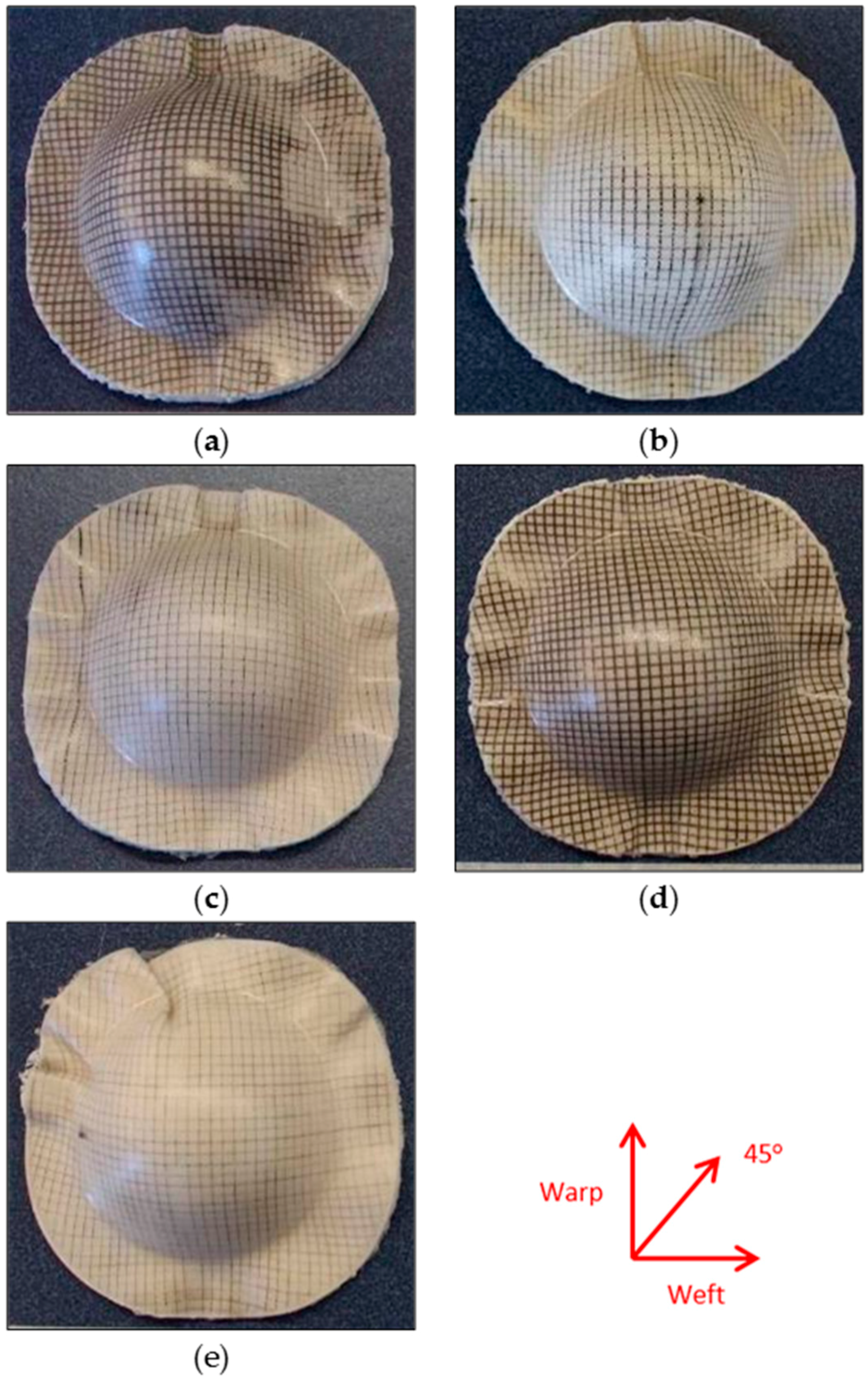
3.2.2. Bamboo Fabric-PLA Composites Formed Using Hot Tooling Conditions
Forming Temperature
Forming Rate
Blank Temperature
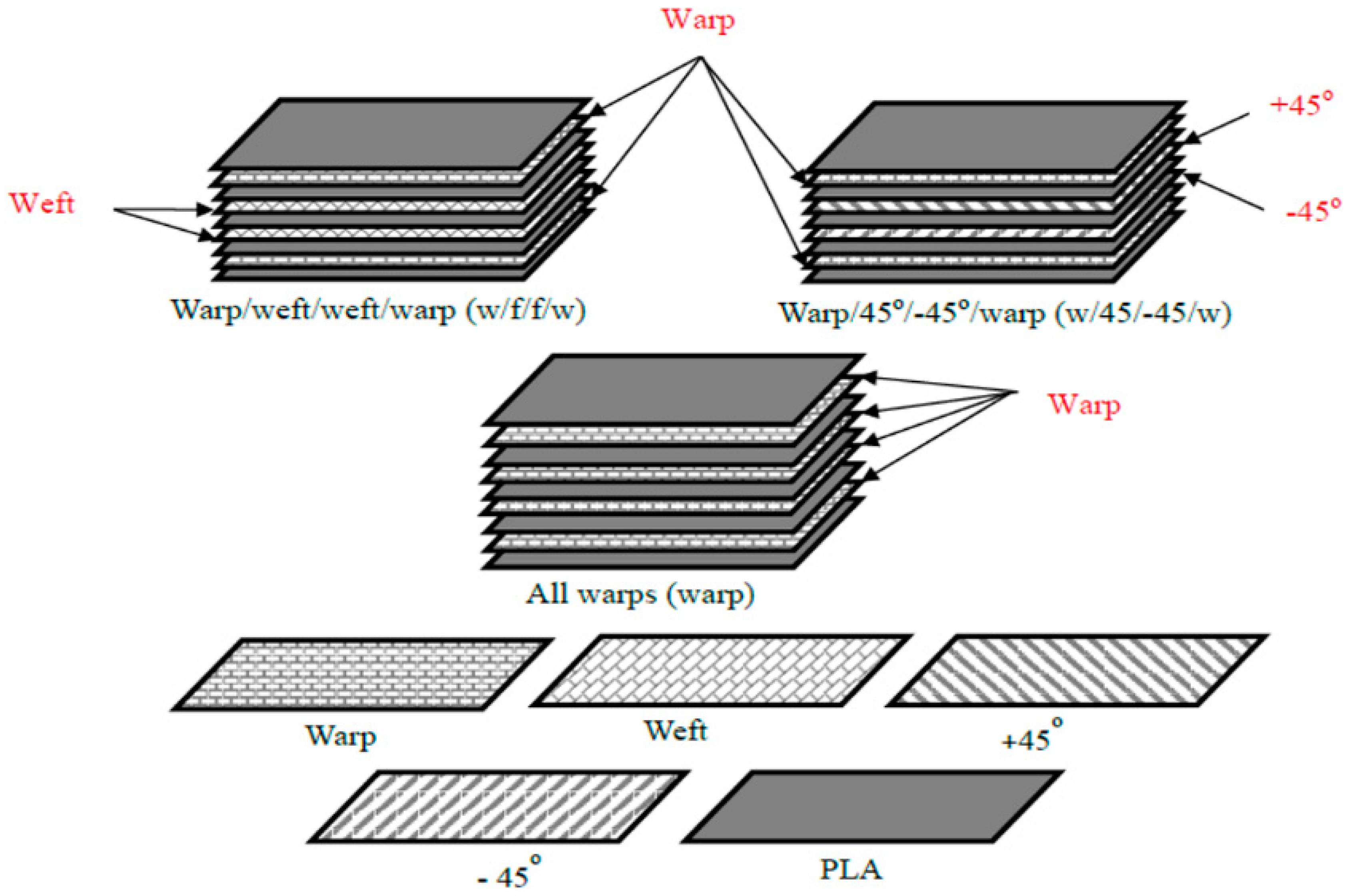
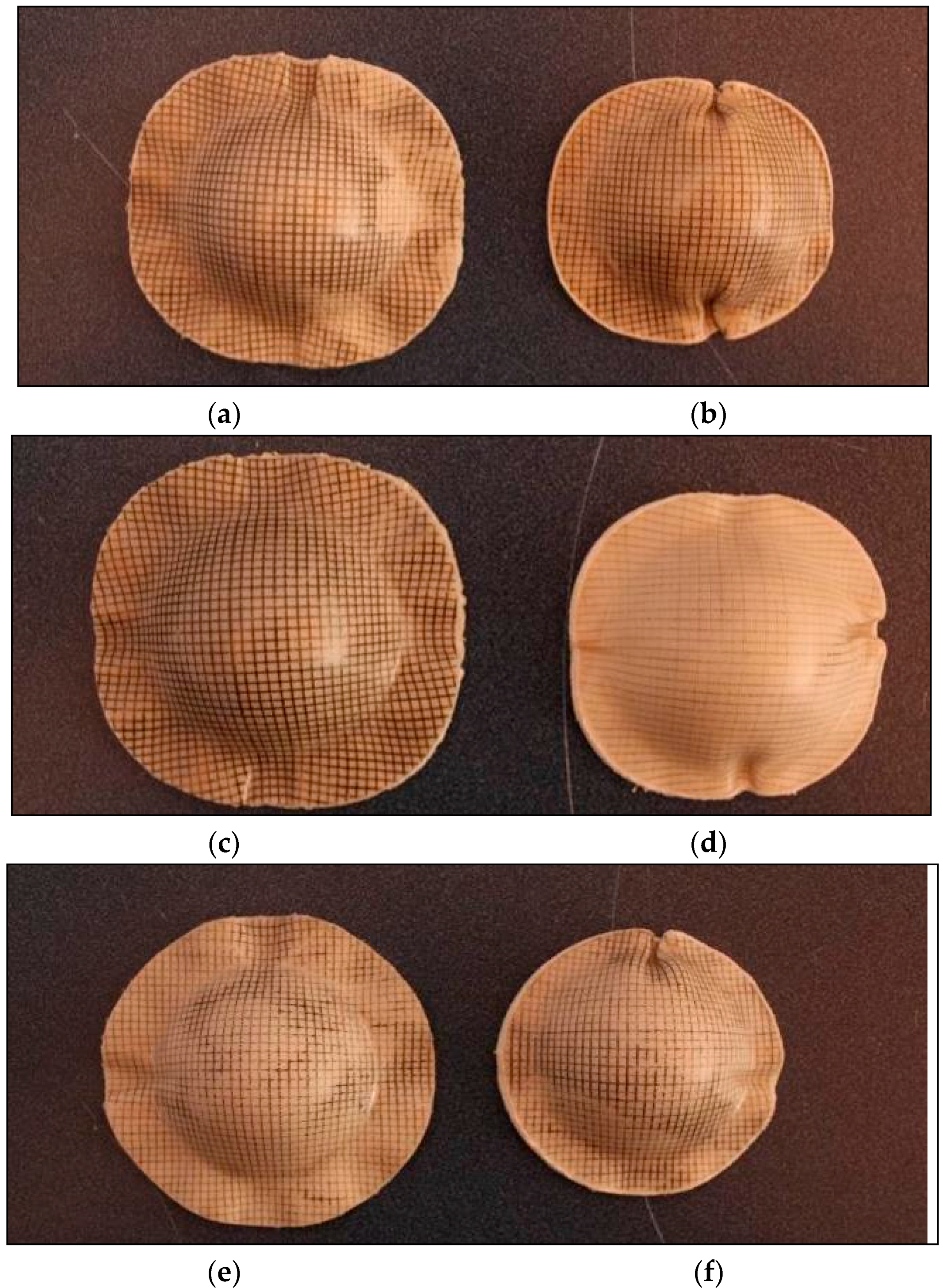
3.3. Effect of Different Layups
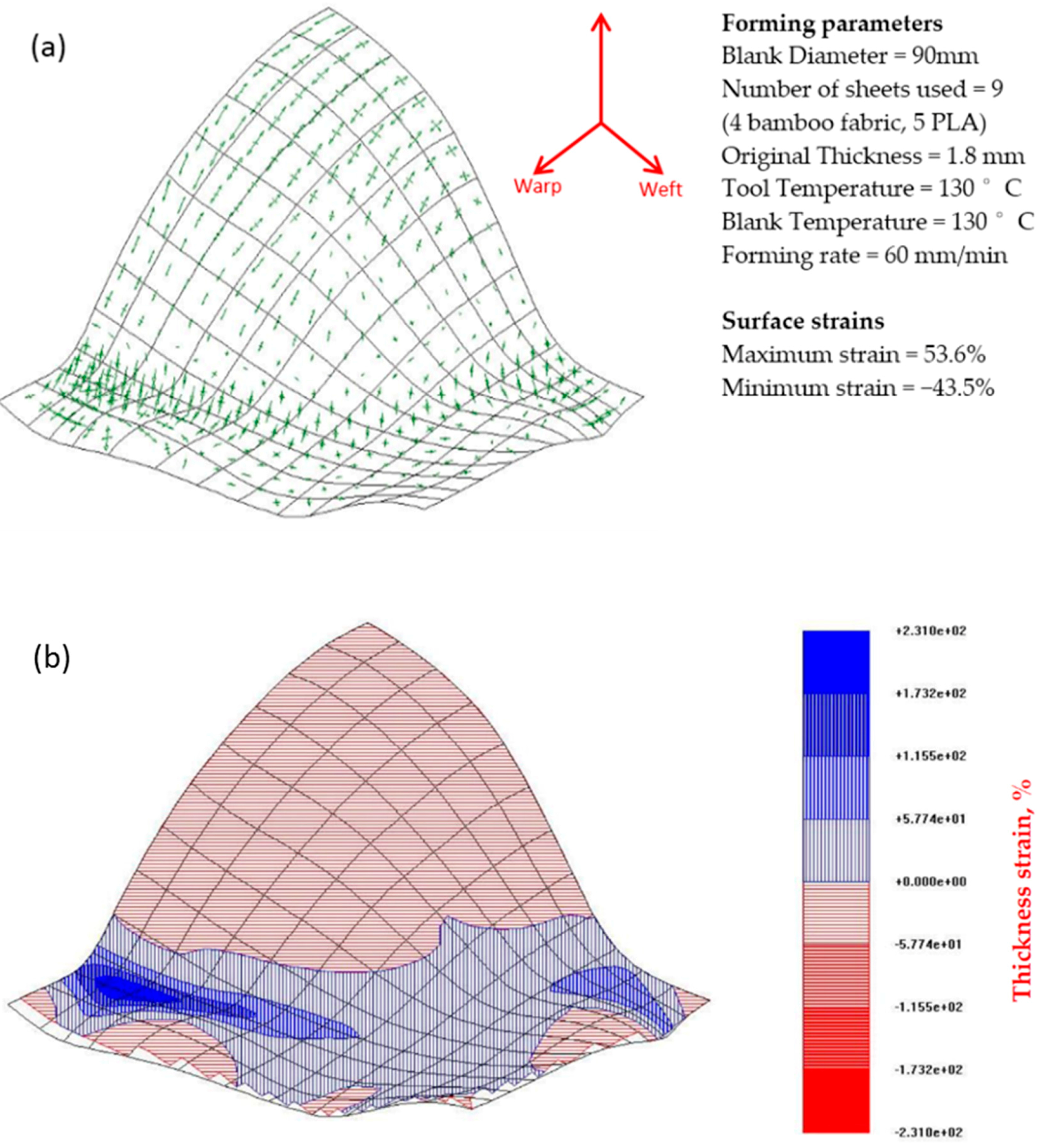
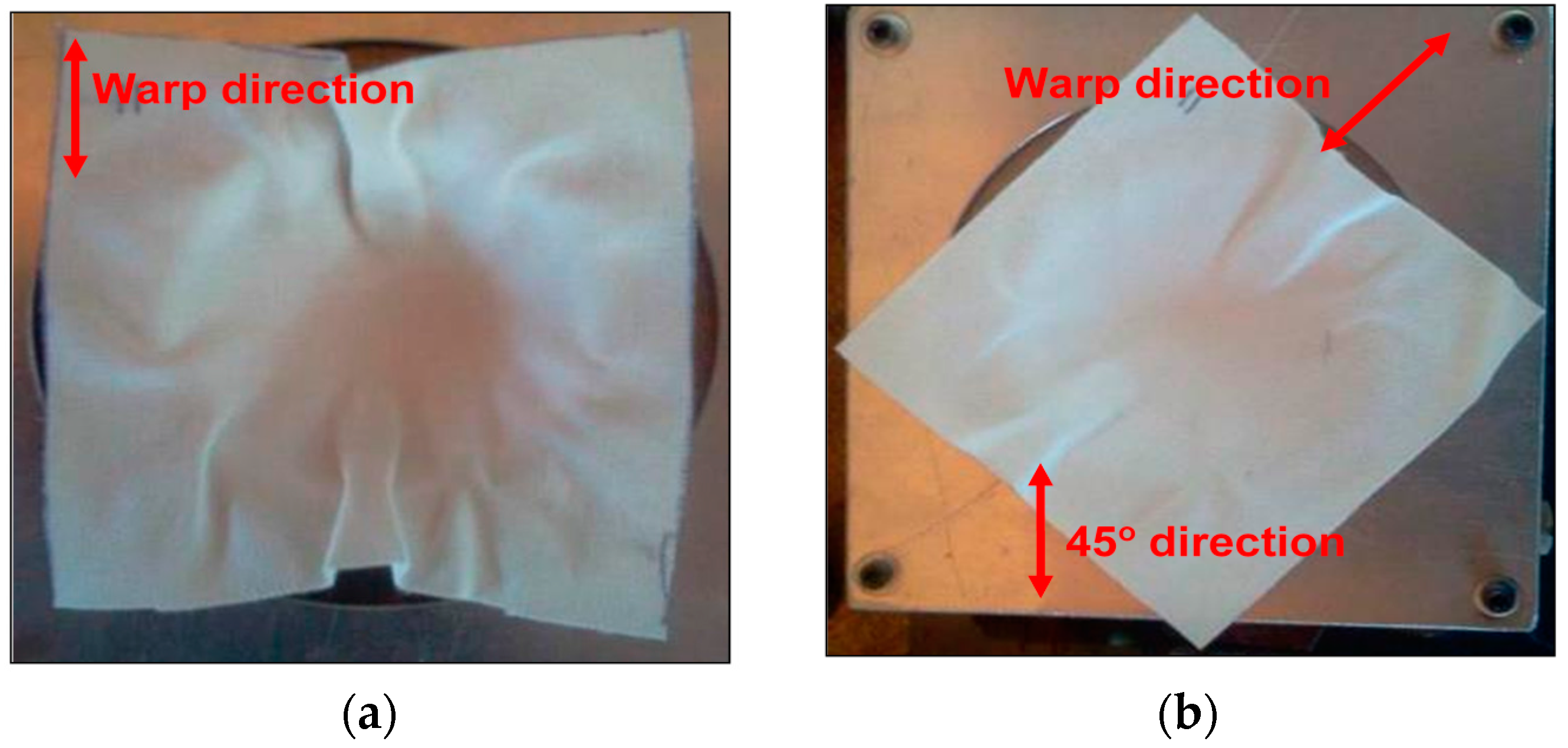
3.3.1. Warp and w/f/f/w Laminates
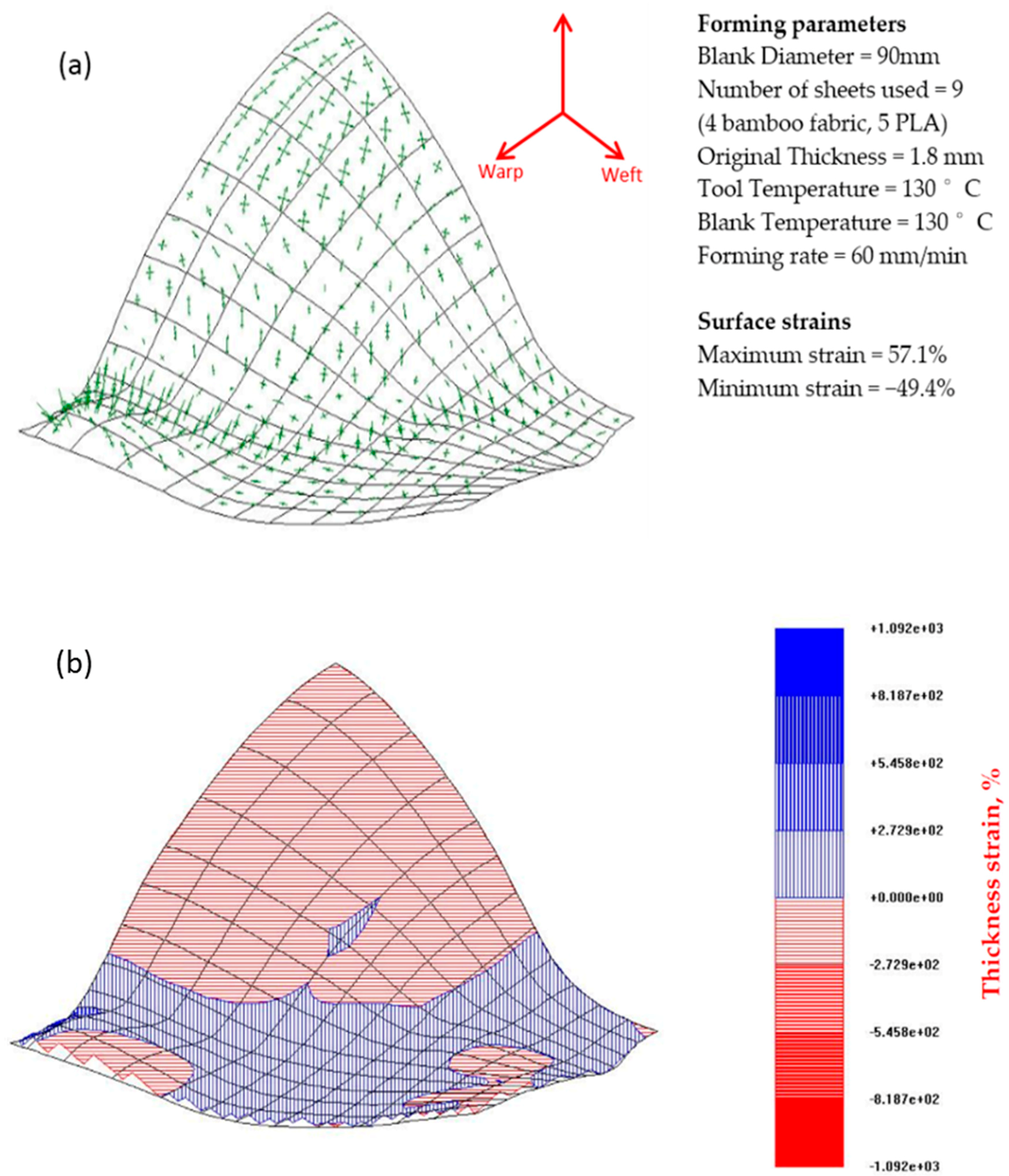
3.3.2. w/45/−45/w Laminates
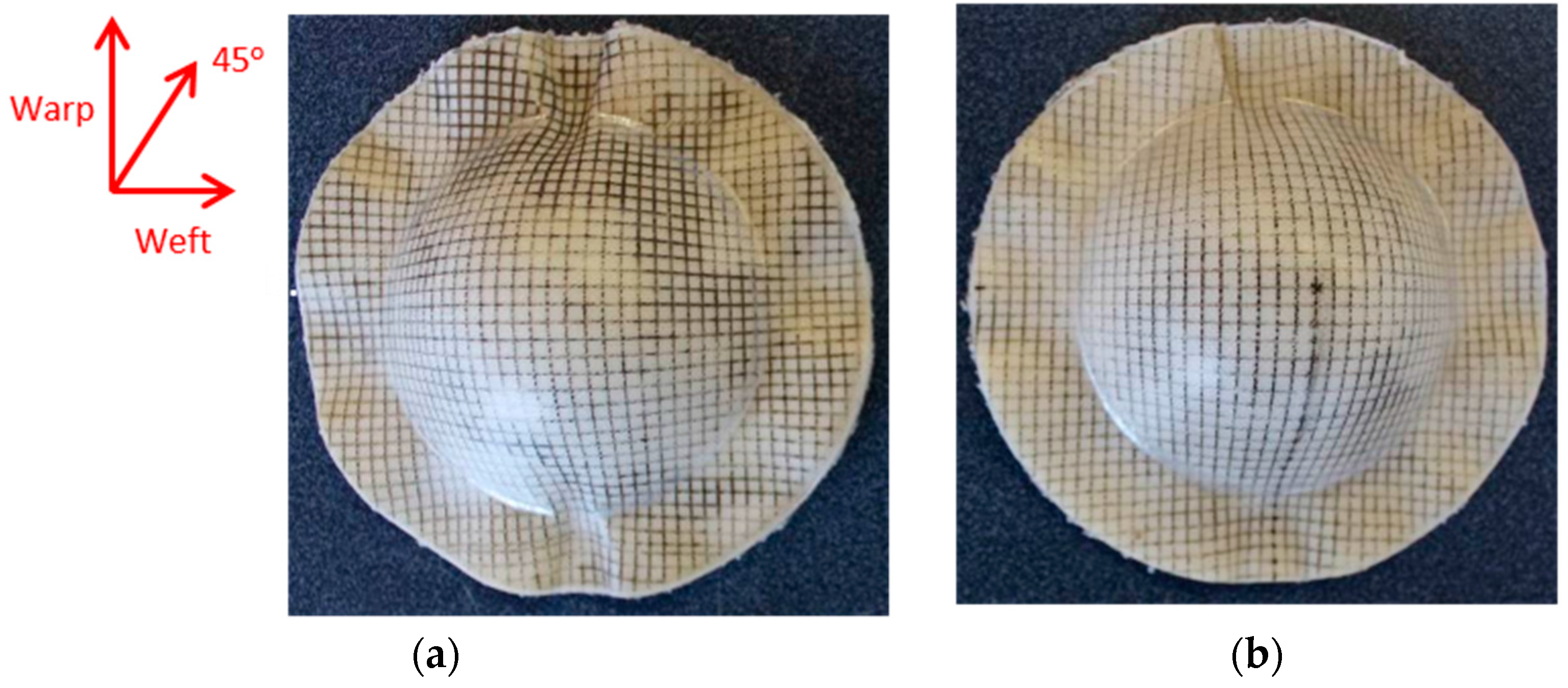
3.4. Effect of Blank Size (Forming Ratio)
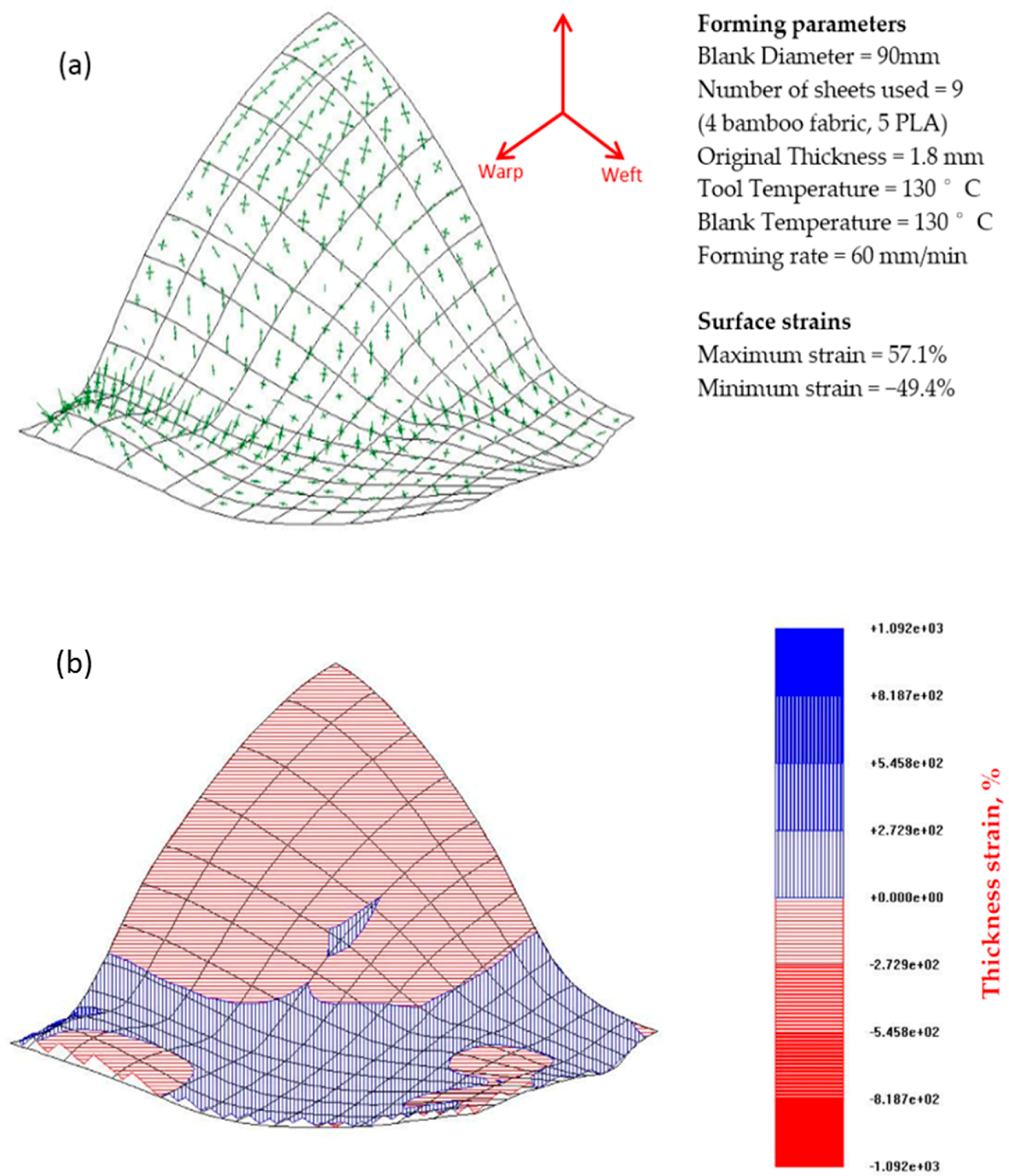
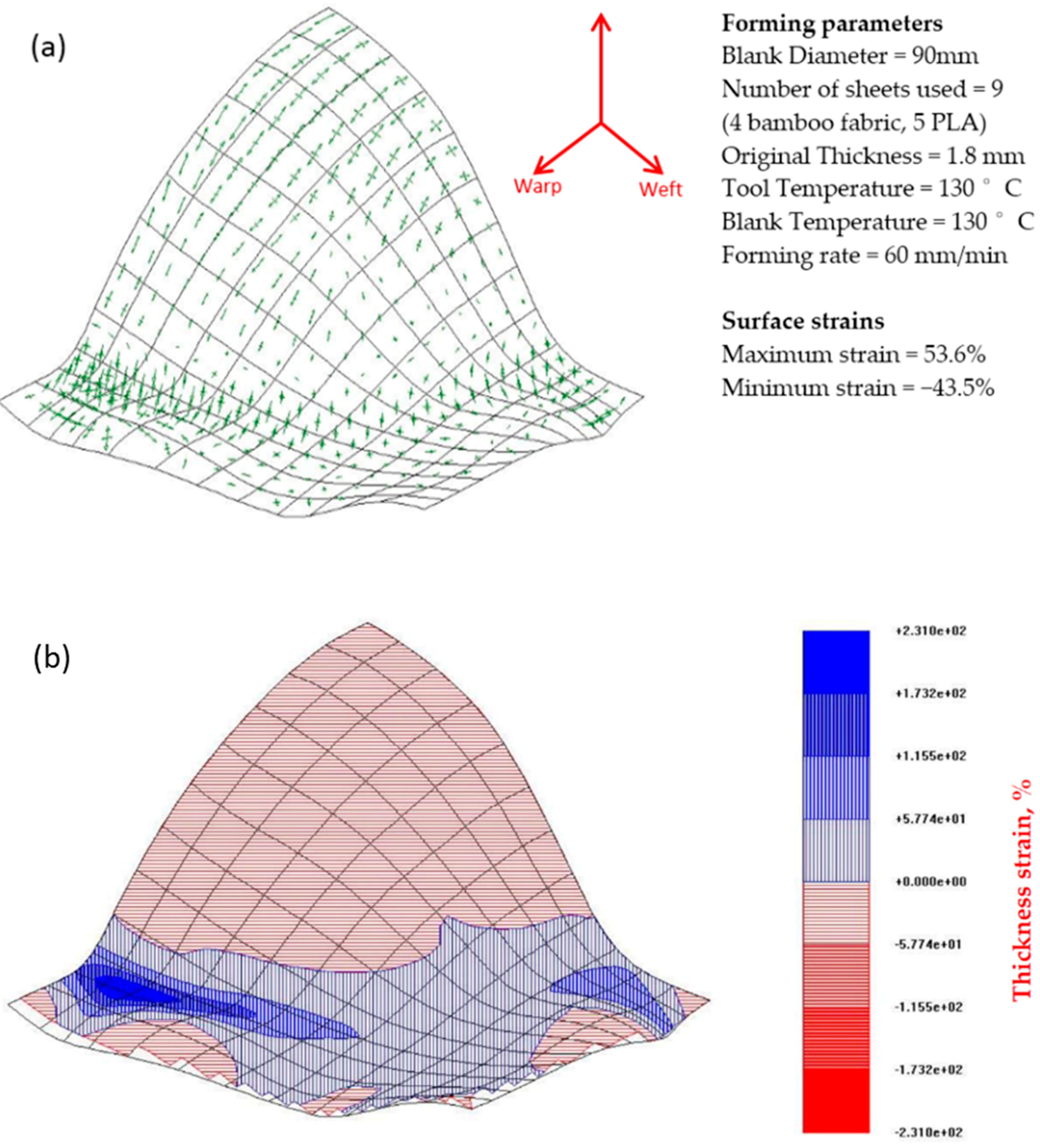
3.5. Strains Occurring During Matched-Die Thermoforming
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Lee, J.T.; Kim, M.W.; Song, Y.S.; Kang, T.J.; Youn, J.R. Mechanical properties of denim fabric reinforced poly(lactic acid). Fibers Polym. 2010, 11, 60–66. [Google Scholar] [CrossRef]
- Mohammad Rawi, N.F.; Jayaraman, K.; Bhattacharyya, D. A performance study on composites made from bamboo fabric and poly (lactic acid). J. Reinf. Plast. Compos. 2013, 32, 1513–1525. [Google Scholar] [CrossRef]
- BCC Research Market Forecasting. Thermoformed Plastics: Technologies and Global Markets. Available online: http://www.bccresearch.com/report/thermoformed-plastics-technologies-markets-pls047b.html (accessed on 11 January 2013).
- Lussier, D.; Chen, J. Shear Frame Standardization for Stamping of Thermoplastic Woven Fabric Composites. In Proceedings of the 32nd International SAMPE Technical Conference, Boston, MA, USA, 5–9 November 2000; Pamela, J.A., Sharon, A.E., Micahel, J.P., Thomas, C.W., Eds.; CRC Press: Boston, MA, USA; pp. 150–160.
- Haanappel, S.P. Forming of UD Fibre Reinforced Thermoplastic: A Critical Evaluation of Intra-Ply Shear. Ph.D. Thesis, University of Twente, Enschede, The Netherlands, 12 April 2013. [Google Scholar]
- Krebs, J.; Friedrich, K.; Bhattacharyya, D. A direct comparison of matched-die versus diaphragm forming. Compos. Part A Appl. Sci. Manuf. 1998, 29, 183–188. [Google Scholar] [CrossRef]
- Schuster, J.; Friedrich, K. Modelling of the mechanical properties of discontinuous-aligned-fiber composites after thermoforming. Compos. Sci. Technol. 1997, 57, 405–413. [Google Scholar] [CrossRef]
- Friedrich, K.; Hou, M.; Krebs, J. Thermoforming of continuous fibre/thermoplastic composite sheets. In Composite Materials Series; Bhattacharyya, D., Ed.; Elsevier: Amsterdam, The Netherlands, 1997; Volume 11, pp. 91–162. [Google Scholar]
- McGuinness, G.B.; Ó’Brádaigh, C.M. Effect of preform shape on buckling of quasi-isotropic thermoplastic composite laminates during sheet forming. Compos. Manuf. 1995, 6, 269–280. [Google Scholar] [CrossRef]
- Hou, M.; Friedrich, K. Stamp forming of continuous carbon fibre/polypropylene composites. Compos. Manuf. 1991, 2, 3–9. [Google Scholar] [CrossRef]
- Hou, M. Stamp forming of fabric-reinforced thermoplastic composites. Polym. Compos. 1996, 17, 596–603. [Google Scholar] [CrossRef]
- Duhovic, M.; Bhattacharyya, D. Simulating the deformation mechanisms of knitted fabric composites. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1897–1915. [Google Scholar] [CrossRef]
- Haanappel, S.P.; Ten Thije, R.H.W.; Sachs, U.; Rietman, B.; Akkerman, R. Formability analyses of uni-directional and textile reinforced thermoplastics. Compos. Part A Appl. Sci. Manuf. 2014, 56, 80–92. [Google Scholar] [CrossRef]
- Ye, L.; Daghyani, H.R. Characteristics of woven fibre fabric reinforced composites in forming process. Compos. Part A Appl. Sci. Manuf. 1997, 28, 869–874. [Google Scholar] [CrossRef]
- Standard Test Methods for Constituent Content of Composite Materials; ASTM D3171-11; ASTM International: West Conshohocken, PA, USA, 1 October 2011.
- Fazita, M.R.N.; Jayaraman, K.; Bhattacharyya, D.; Hossain, M.S.; Haafiz, M.K.M.; Khalil, H.P.S.A. Disposal options of bamboo fabric-reinforced poly(lactic) acid composites for sustainable packaging: Biodegradability and recyclability. Polymers 2015, 7, 1476–1496. [Google Scholar] [CrossRef]
- Bhattacharyya, D.; Bowis, M.; Jayaraman, K. Thermoforming woodfibre-polypropylene composite sheets. Compos. Sci. Technol. 2003, 63, 353–365. [Google Scholar] [CrossRef]
- Christie, G.R. Numerical Modelling of Fibre-Reinforced Thermoplastic Sheet Forming. Ph.D. Thesis, The University of Auckland, Auckland, New Zealand, 18 September 1997. [Google Scholar]
- Martin, T.A.; Christie, G.R.; Bhattacharya, D. Grid strain analysis and its application in composite sheet forming. In Composite Sheet Forming; Bhattacharya, D., Ed.; Elsevier Science B.V.: Amsterdam, The Netherlands, 1997; Volume 11, p. 217. [Google Scholar]
- Ahmed, J.; Zhang, J.X.; Song, Z.; Varshney, S.K. Thermal properties of polylactides effect of molecular mass and nature of lactide isomer. J. Therm. Anal. Calorim. 2009, 95, 957–964. [Google Scholar] [CrossRef]
- Auras, R.; Harte, B.; Selke, S. An overview of polylactides as packaging materials. Macromol. Biosci. 2004, 4, 835–864. [Google Scholar] [CrossRef] [PubMed]
- Koester, L.; Nemeth, S.; Koester, M. Thermoforming and die cutting of recycled/virgin pet sheet. Available online: http://www.burchamintl.com/papers/petpapers/34_gpec03.pdf (accessed on 1 February 2016).
- Behalek, L.; Marsalkova, M.; Lenfeld, P.; Habr, J.; Bobek, J.; Seidl, M. Study of crystallization of polylactic acid composites and nanocomposites with natrual fibres by dsc method. In NANOCON 2013; TANGER Ltd.: Brno, Czech Republic, 2013. [Google Scholar]
- Lee, R.E.; Guo, Y.; Tamber, H.; Planeta, M.; Leung, S.N.S. Thermoforming of polylactic acid foam sheets: Crystallization behaviors and thermal stability. Ind. Eng. Chem. Res. 2016, 55, 560–567. [Google Scholar] [CrossRef]
- Lim, L.T.; Auras, R.; Rubino, M. Processing technologies for poly(lactic acid). Prog. Polym. Sci. 2008, 33, 820–852. [Google Scholar] [CrossRef]
- Hitchen, S.A.; Kemp, R.M.J. The effect of stacking sequence on impact damage in a carbon fibre/epoxy composite. Composites 1995, 26, 207–214. [Google Scholar] [CrossRef]
- Boisse, P.; Hamila, N.; Vidal-Sallé, E.; Dumont, F. Simulation of wrinkling during textile composite reinforcement forming. Influence of tensile, in-plane shear and bending stiffnesses. Compos. Sci. Technol. 2011, 71, 683–692. [Google Scholar] [CrossRef]
- Hu, J. Modelling drape deformation of woven fabrics and garments-computation and simulation. In Structure and Mechanics of Woven Fabrics; Woodhead Publishing Ltd.: Cambridge, UK, 2004. [Google Scholar]
- Cherouat, A.; Billoët, J.L. Mechanical and numerical modelling of composite manufacturing processes deep-drawing and laying-up of thin pre-impregnated woven fabrics. J. Mater. Process. Technol. 2001, 118, 460–471. [Google Scholar] [CrossRef]
- Sadighi, M.; Rabizadeh, E.; Kermansaravi, F. Effects of laminate sequencing on thermoforming of thermoplastic matrix composites. J. Mater. Process. Technol. 2008, 201, 725–730. [Google Scholar] [CrossRef]
- O’Bradaigh, C.M.; Bryon Pipes, R. Issues in diaphragm forming of continuous fiber reinforced thermoplastic composites. Polym. Compos. 1991, 12, 246–256. [Google Scholar] [CrossRef]
- Martin, T.A.; Mander, S.J.; Dykes, R.J.; Bhattacharyya, D. Bending of continuous fibre-reinforced thermoplastic sheets. In Composite Sheet Forming; Bhattacharyya, D., Ed.; Elsevier Science B.V.: Amsterdam, The Netherlands, 1997; Volume 11, pp. 371–401. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | PLA |
|---|---|
| Trade name | Ingeo biopolymer 2003D |
| Density (g/cm3) | 1.24 |
| Tensile stress (MPa) | 53 |
| Flexural modulus (MPa) | – |
| Notched izod impact strength (23 °C) (J/m) | 16 |
| Falling dart impact (23 °C) (J) | – |
| Heat distortion temperature (°C) | 55 |
| Melt mass flow rate (MFR) (230 °C/2.16 kg) (g/10 min) | 6 |
| Tooling Conditions | Test Parameters for Bamboo Fabric-PLA Composites | ||||
|---|---|---|---|---|---|
| Blank Temperature (°C) | Die Temperature (°C) | Forming Rate (mm/min) | Blank Size (mm) | Orientation of the Plies | |
| Cold tooling conditions | 155 | 23 | 60 | 90 | warp |
| w/f/f/w | |||||
| w/45/−45/w | |||||
| 100 | warp | ||||
| w/f/f/w | |||||
| w/45/−45/w | |||||
| Hot tooling conditions | 130 | 130 | 60 | 90 | warp |
| w/f/f/w | |||||
| w/45/−45/w | |||||
| 80 | warp | ||||
| w/f/f/w | |||||
| w/45/−45/w | |||||
| 130 | 130 | 40 | 90 | w/f/f/w | |
| 60 | |||||
| 140 | 60 | ||||
| 100 | 130 | 60 | 90 | w/45/−45/w | |
| 130 | |||||
| Specimen | Max Dome Depth (h) (mm) | Cavity Rim Radius (rrim) | Blank Radius (r0) (mm) | Dome Radius (rdome) (mm) | Blank Area (A0) (mm2) | Dome Area (A1) (mm2) | Forming Ratio (FR) |
|---|---|---|---|---|---|---|---|
| Diameter 80 mm | 25 | 25 | 40 | 25 | 5027 | 3928 | 1.28 |
| Diameter 90 mm | 25 | 25 | 45 | 25 | 6362 | 3928 | 1.62 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
M. R., N.F.; Jayaraman, K.; Bhattacharyya, D. Formability Analysis of Bamboo Fabric Reinforced Poly (Lactic) Acid Composites. Materials 2016, 9, 539. https://doi.org/10.3390/ma9070539
M. R. NF, Jayaraman K, Bhattacharyya D. Formability Analysis of Bamboo Fabric Reinforced Poly (Lactic) Acid Composites. Materials. 2016; 9(7):539. https://doi.org/10.3390/ma9070539
Chicago/Turabian StyleM. R., Nurul Fazita, Krishnan Jayaraman, and Debes Bhattacharyya. 2016. "Formability Analysis of Bamboo Fabric Reinforced Poly (Lactic) Acid Composites" Materials 9, no. 7: 539. https://doi.org/10.3390/ma9070539