
Compressibility of 304 Stainless Steel Powder Metallurgy Materials Reinforced with 304 Short Stainless Steel Fibers

Abstract
:
1. Introduction
2. Results and Discussion
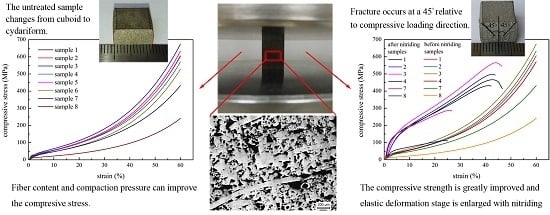
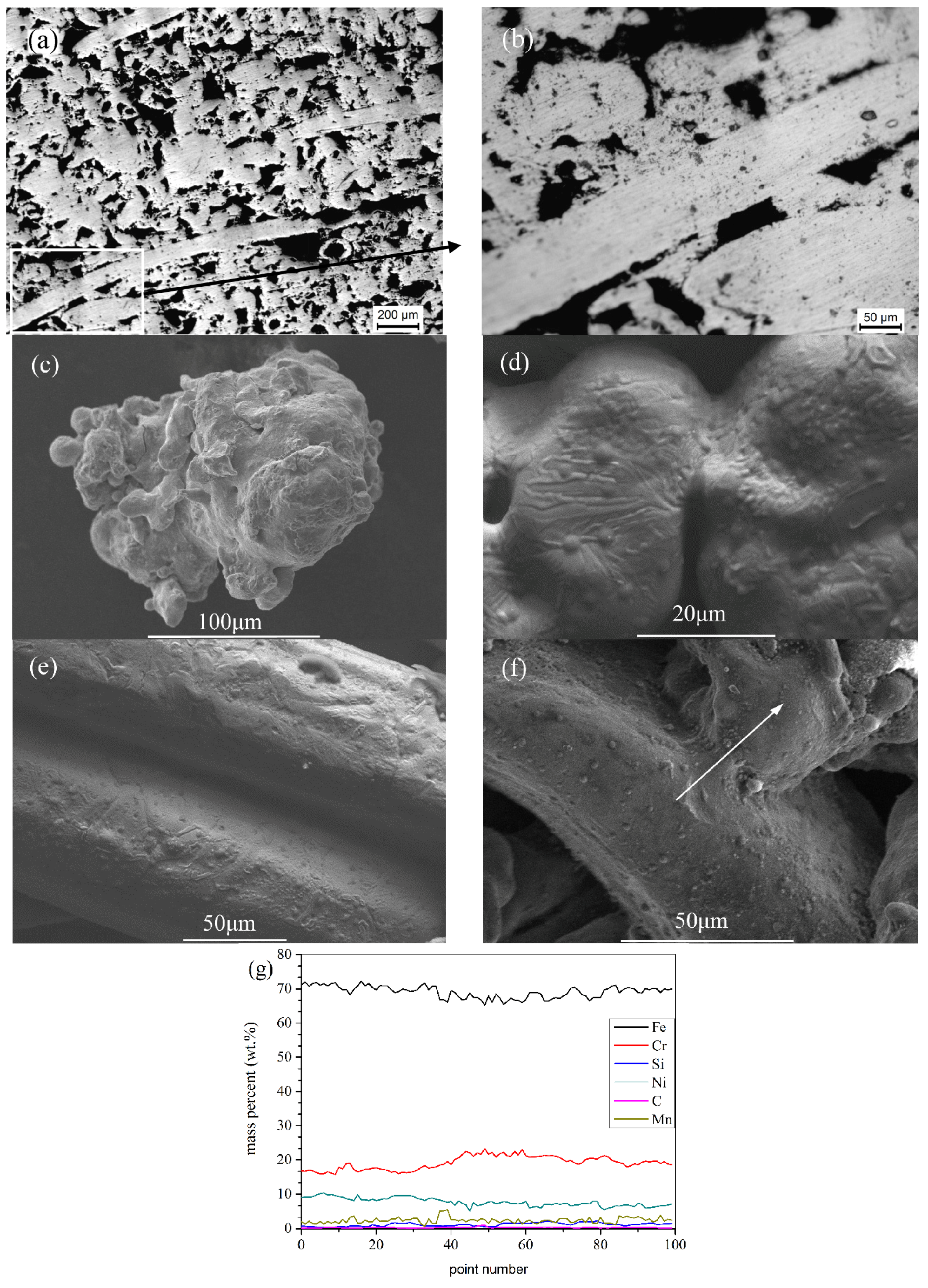
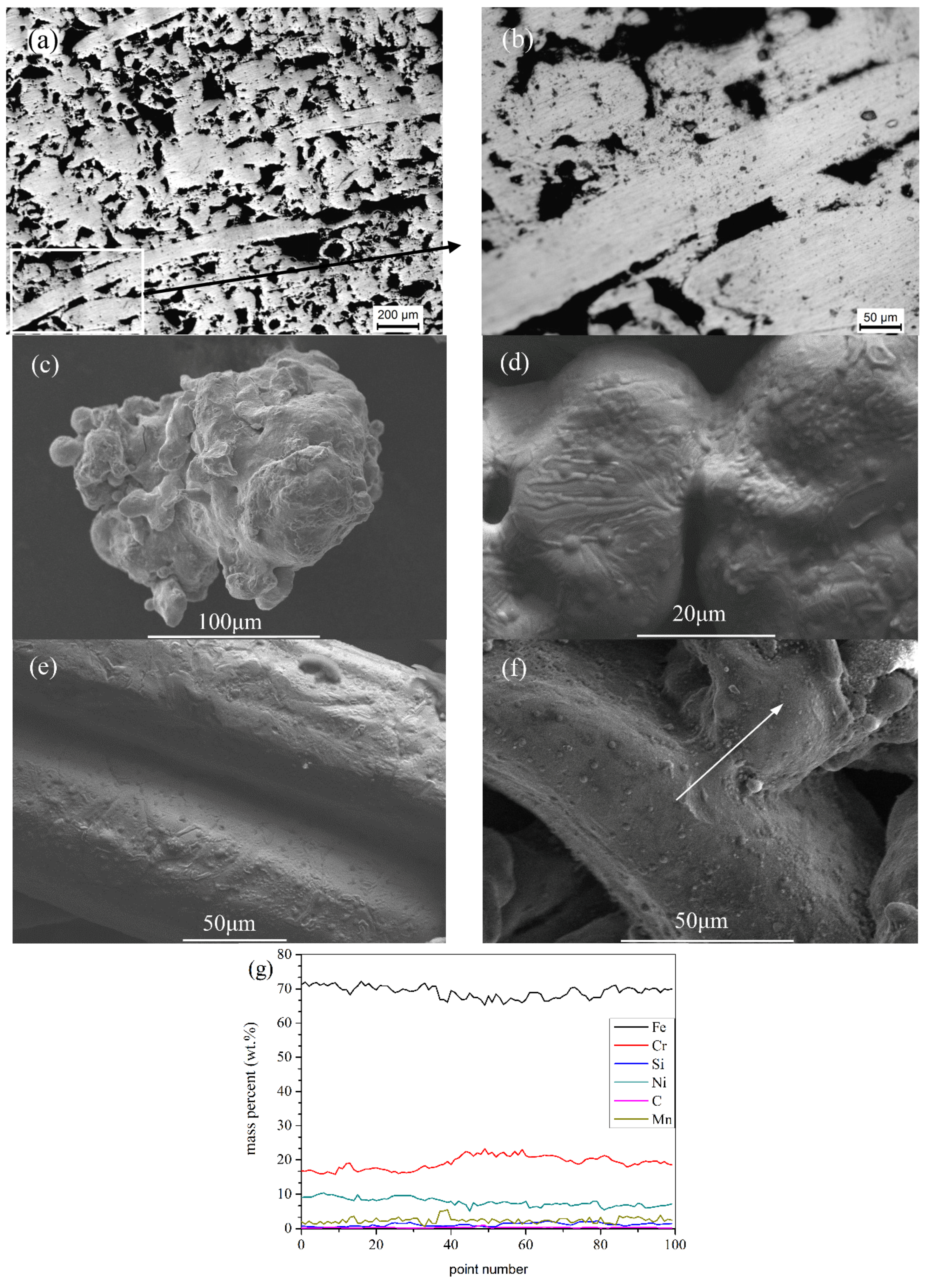
2.1. Microstructural Characterization of the P/M Material
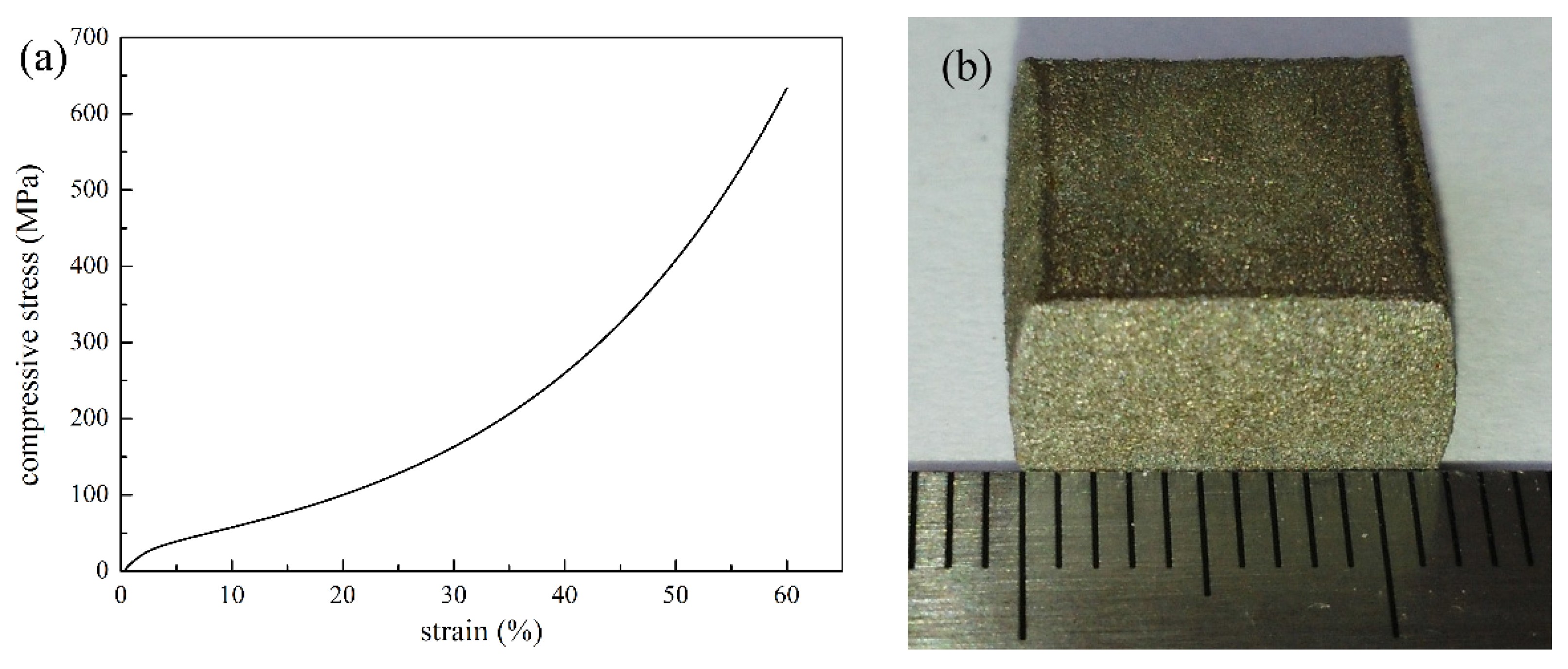
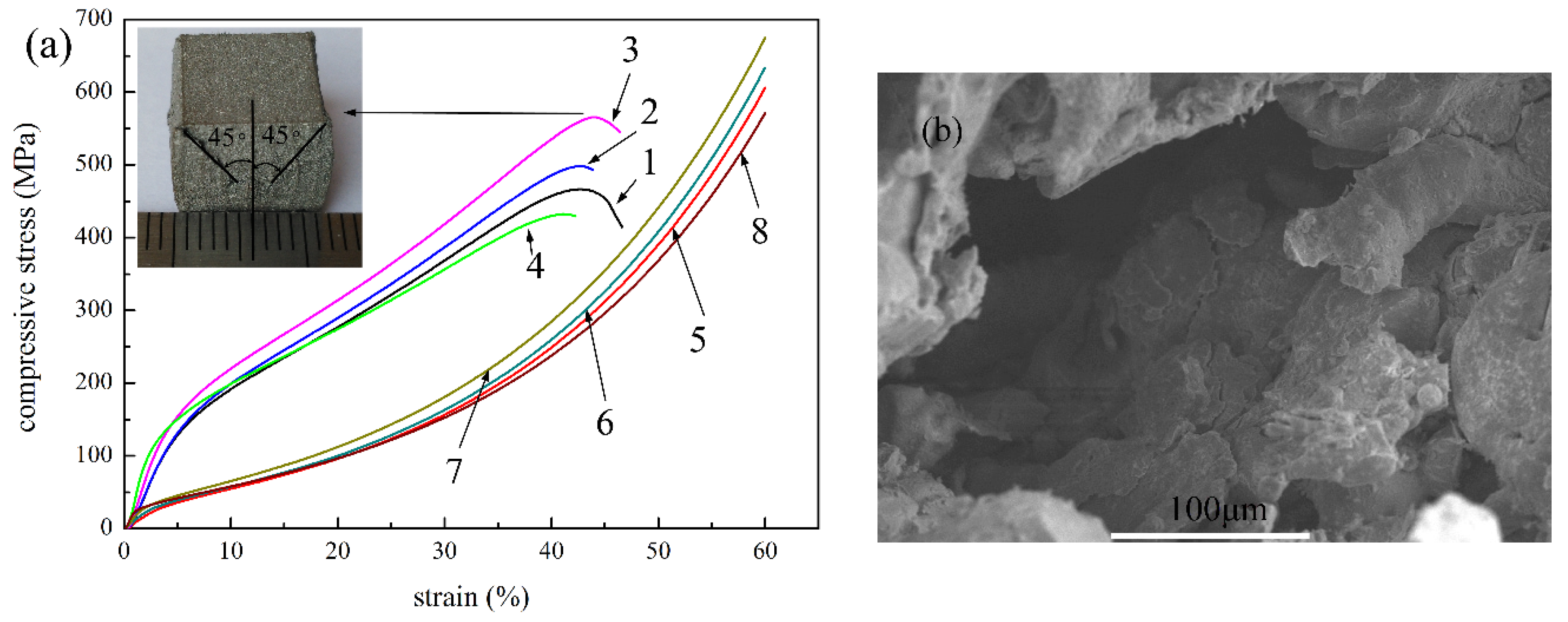
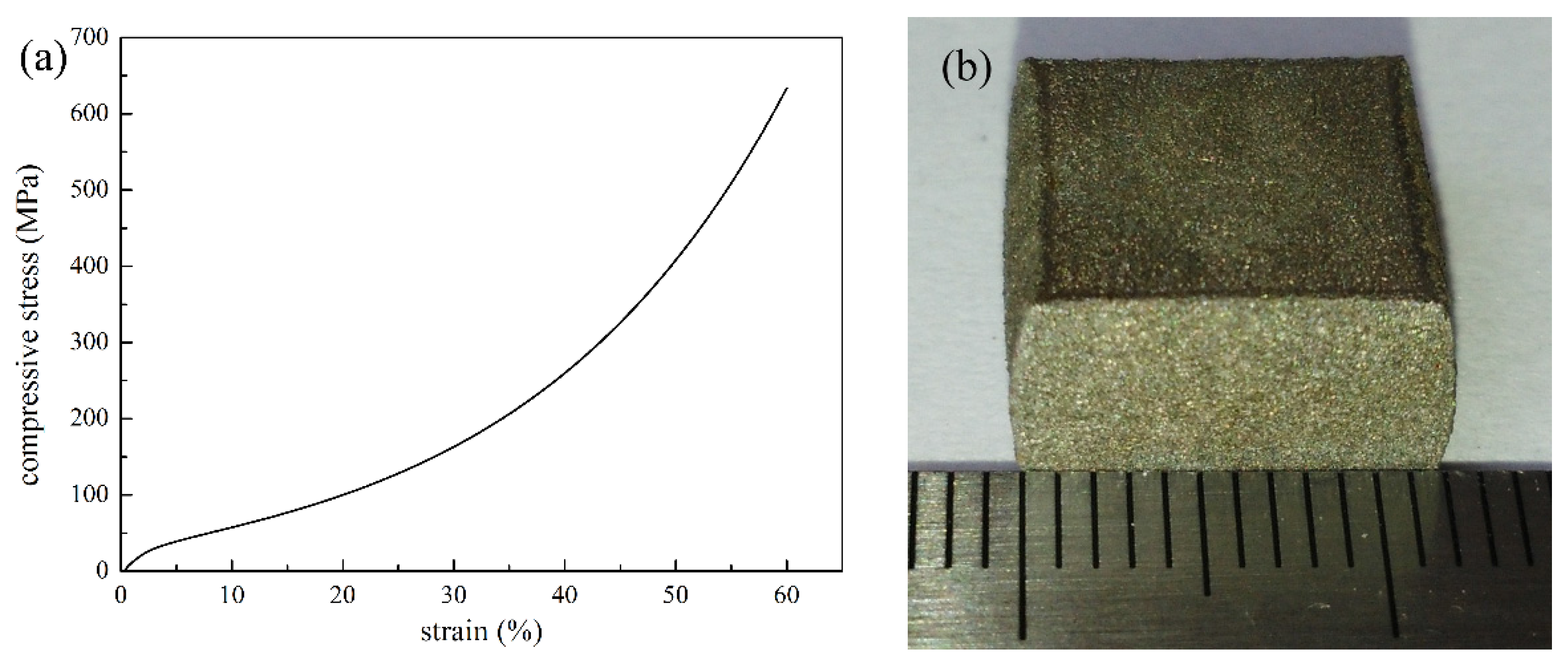
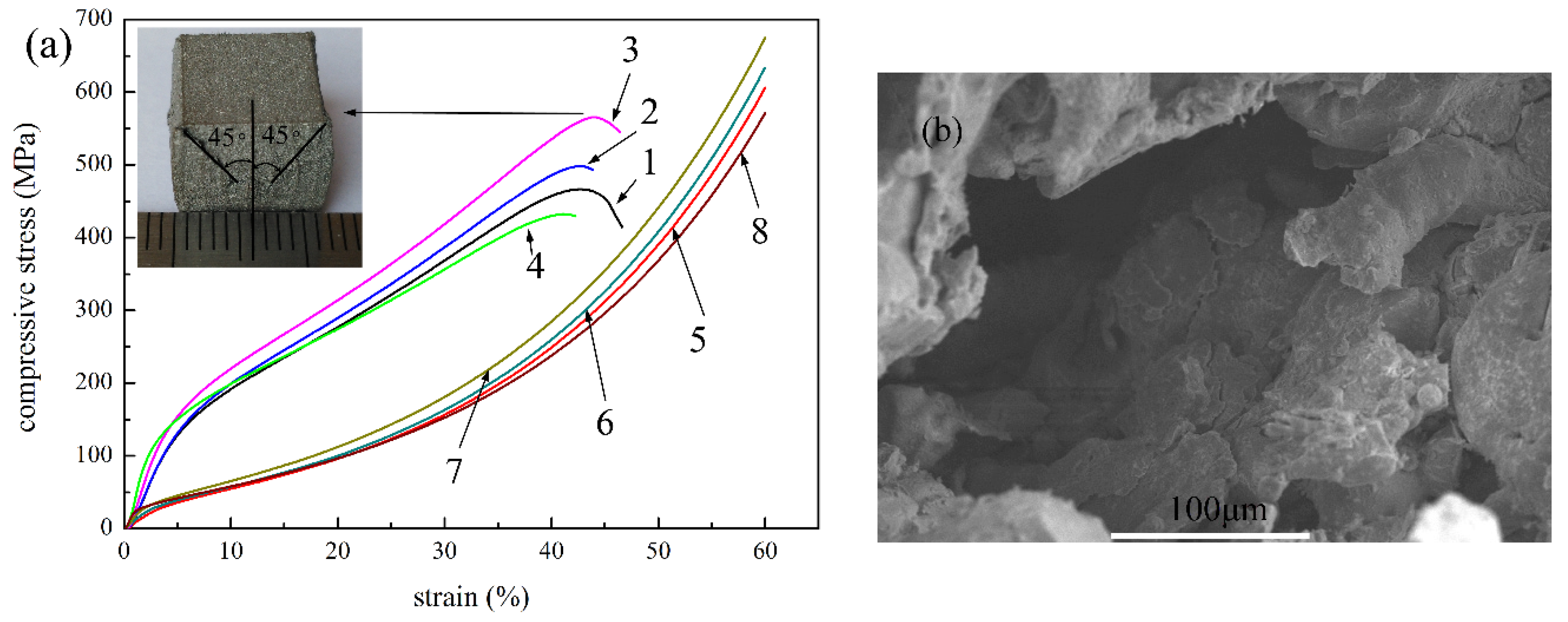
2.2. Compressive Process of the P/M Material
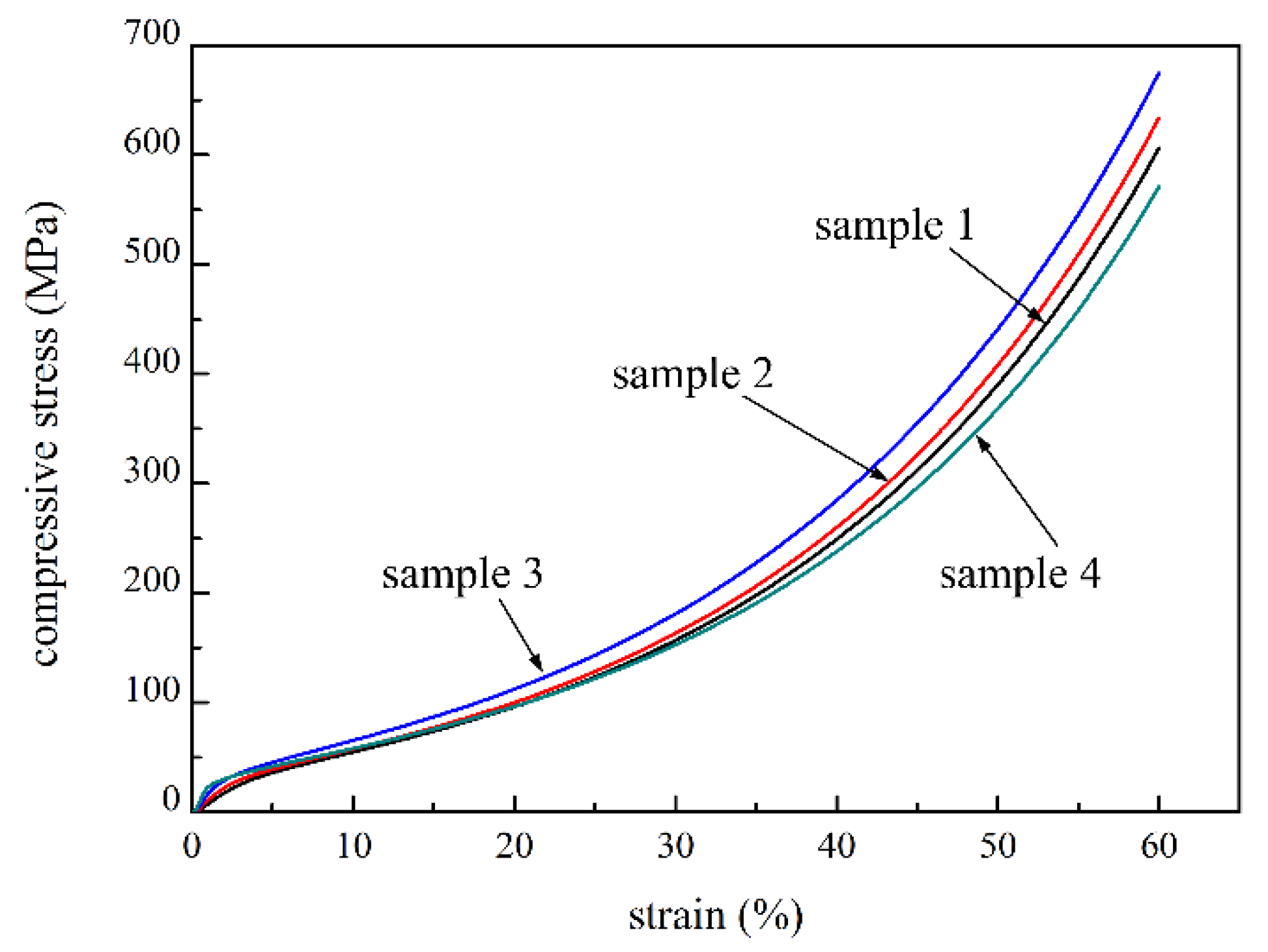
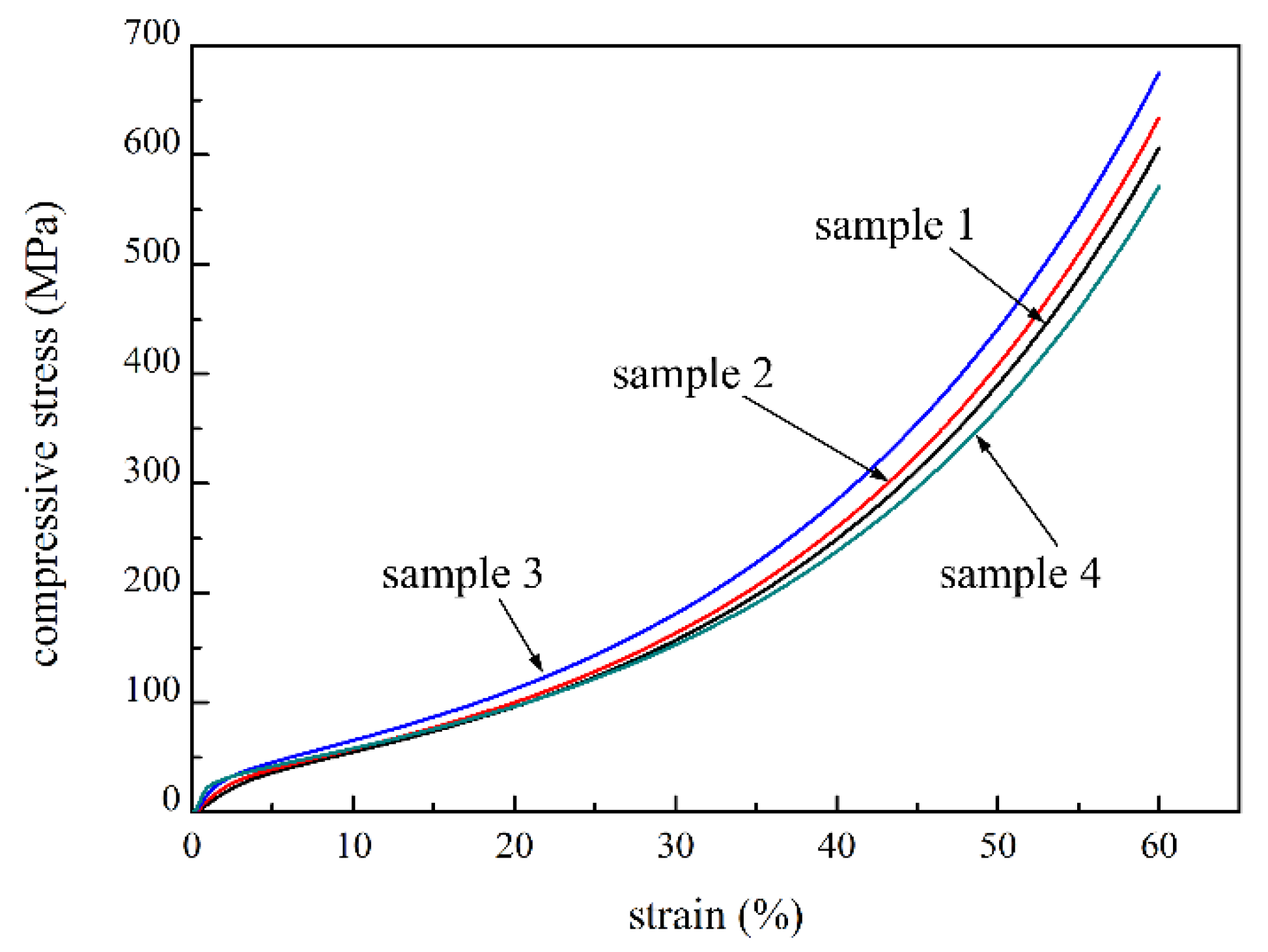
2.3. Effect of Fiber Content on the Compressive Properties of the P/M Material
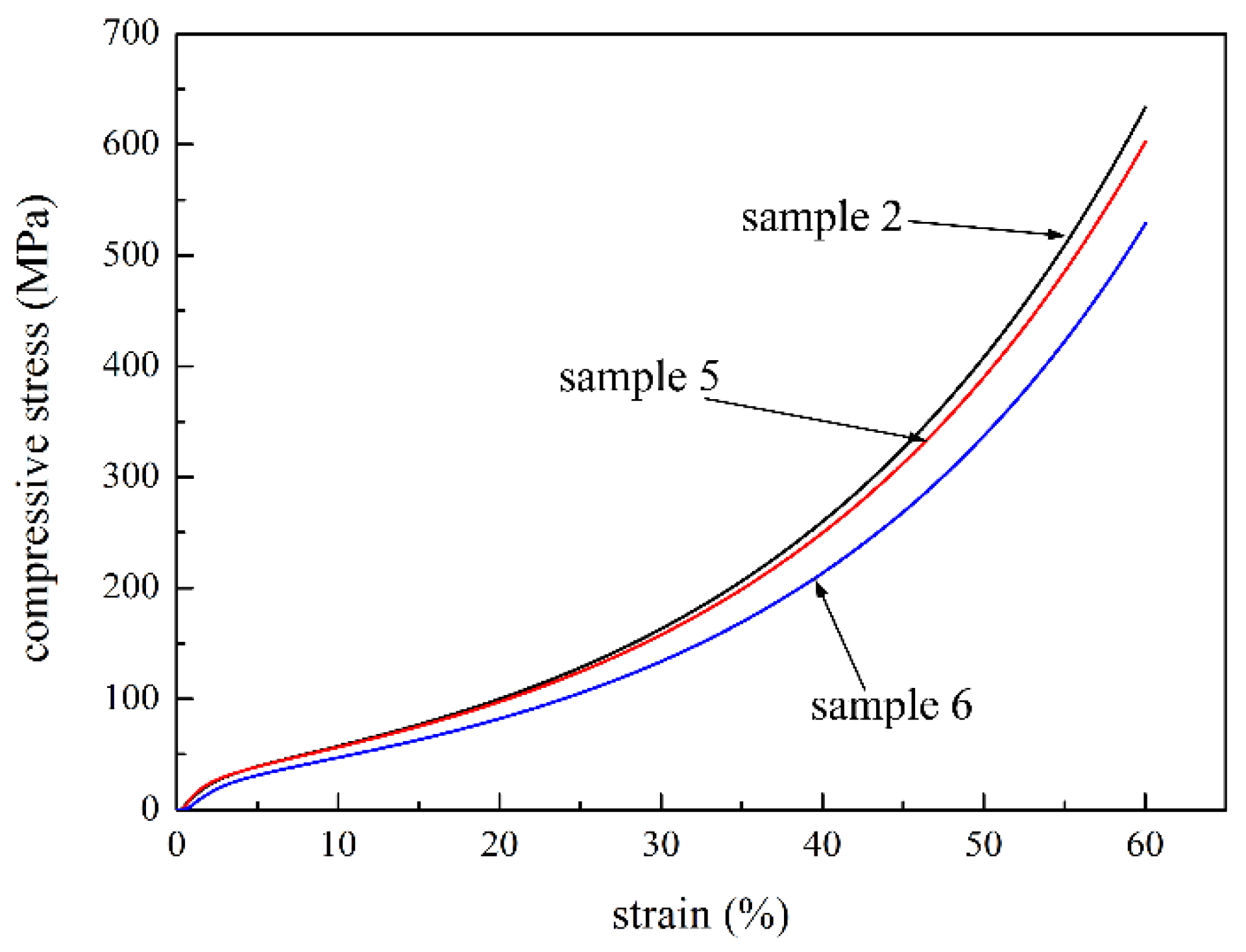
2.4. Effect of Compaction Pressureon the Compressive Properties of the P/M Material
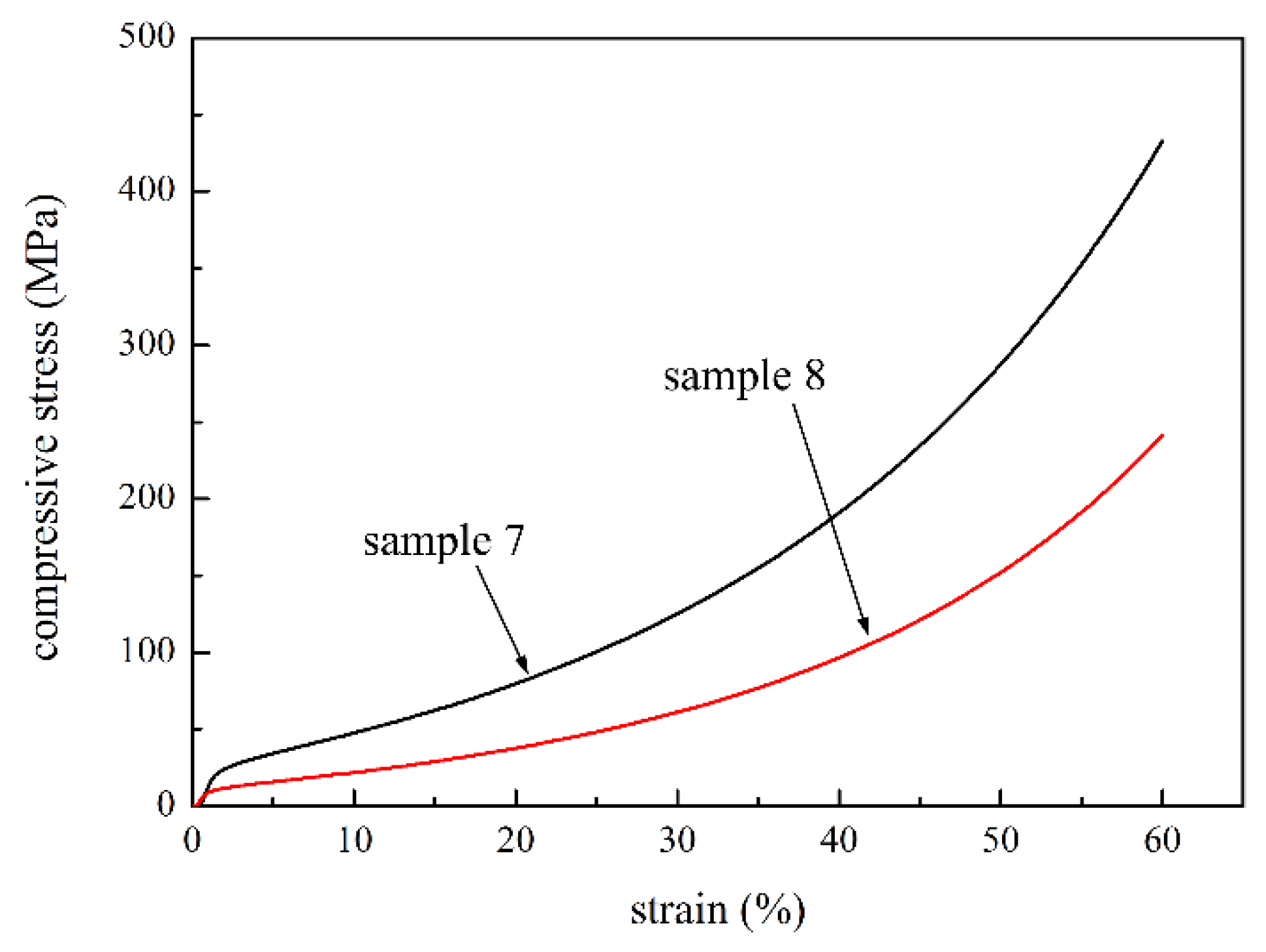
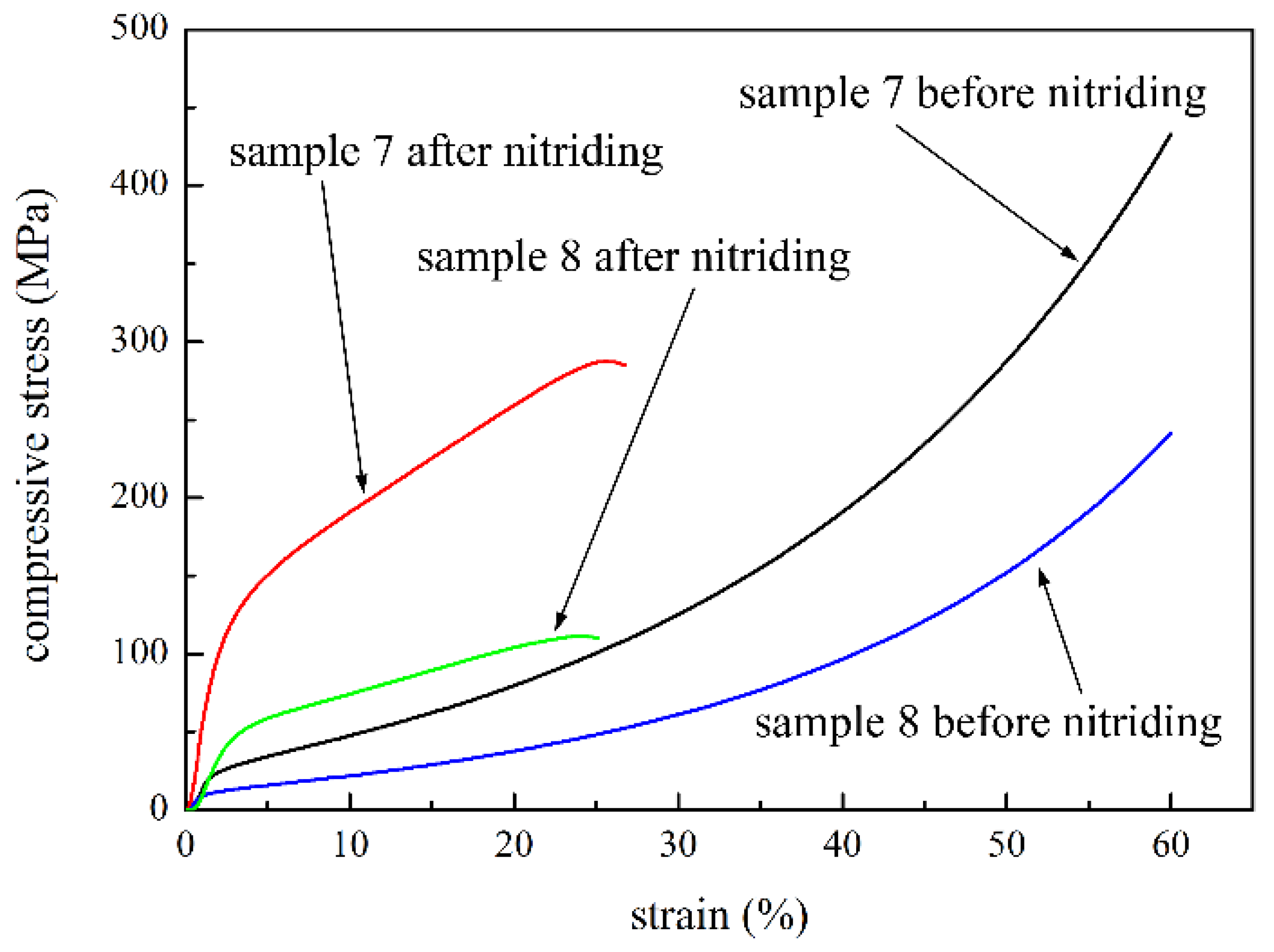
2.5. Effect of High Temperature Nitriding Heat Treatment on the Compressive Properties of the P/M Material
3. Experimental Procedures
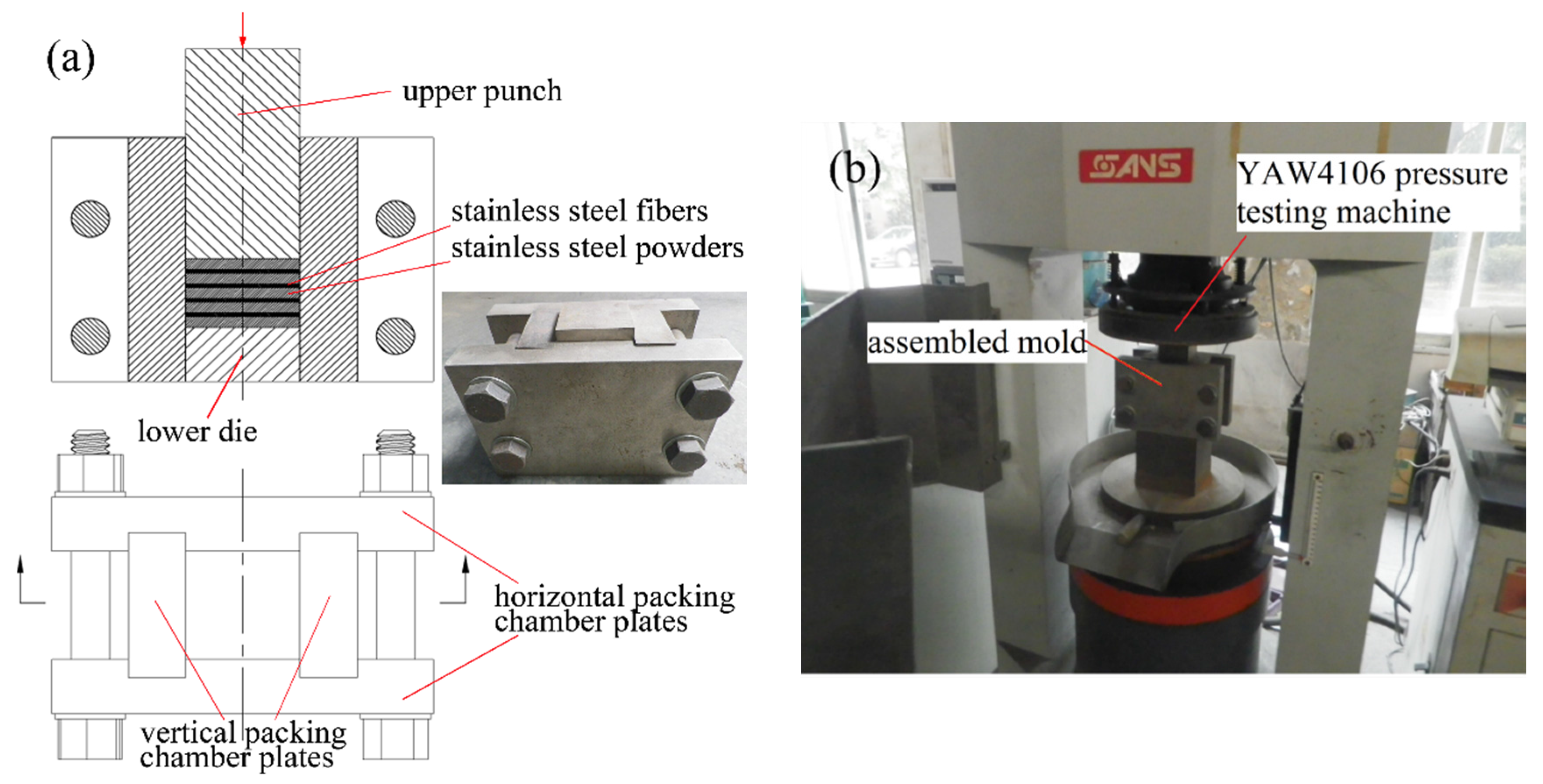
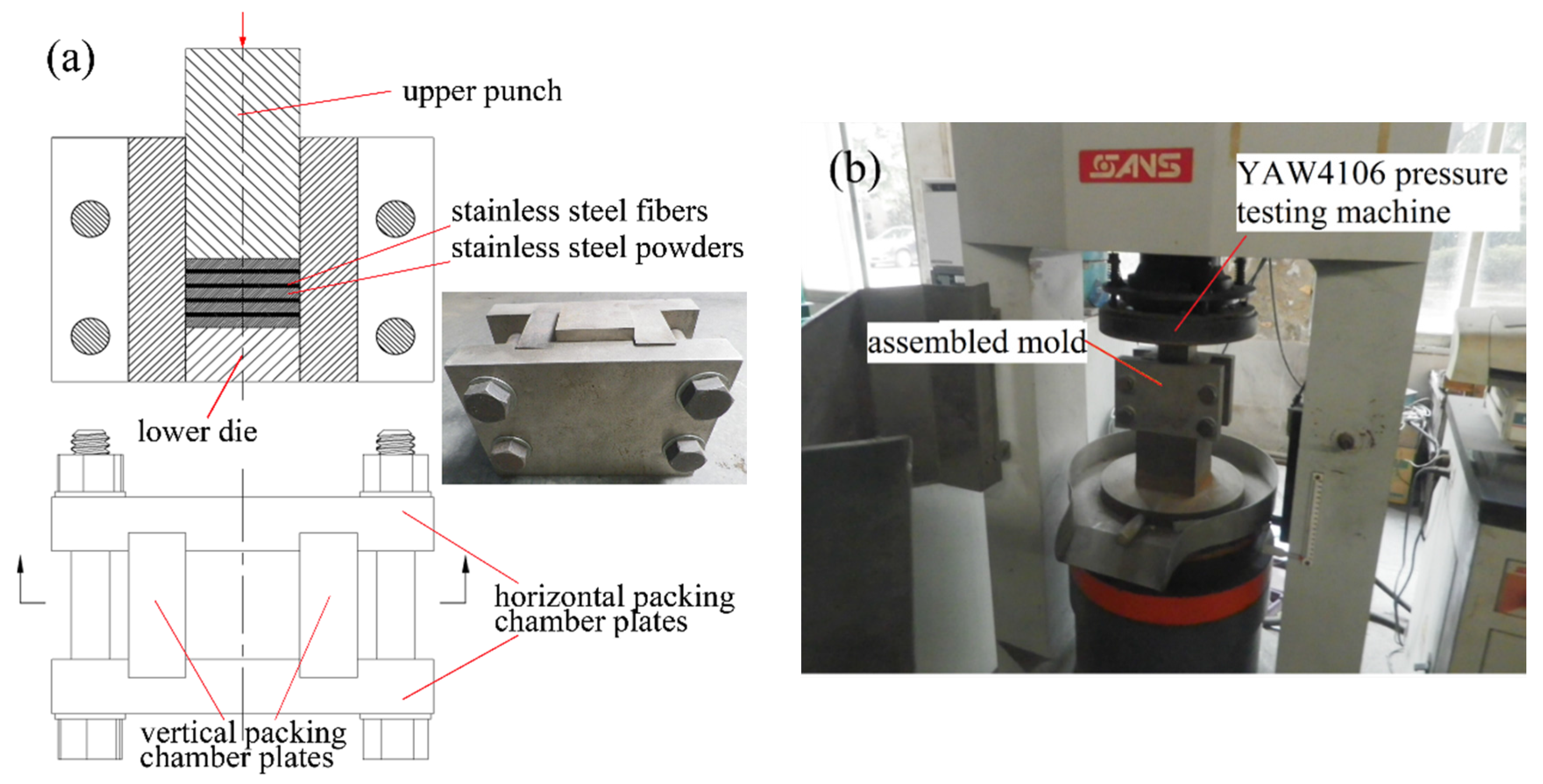
3.1. Manufacturing Process of the P/M Material
3.2. Characterizations and Compression Test of the P/M Material
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Lefebvre, L.P.; Banhart, J.; Dunand, D.C. Porous metals and metallic foams: Current status and recent developments. Adv. Eng. Mater. 2008, 10, 775–787. [Google Scholar] [CrossRef] [Green Version]
- Xi, Z.P.; Zhu, J.L.; Tang, H.P.; Ao, Q.B.; Zhi, H.; Wang, J.Y.; Li, C. Progress of application researches of porous fiber metals. Materials 2011, 4, 816–824. [Google Scholar] [CrossRef]
- Zhou, W.; Tang, Y.; Pan, M.Q.; Wei, X.L.; Xiang, J.H. Experimental investigation on uniaxial tensile properties of high-porosity metal fiber sintered sheet. Mater. Sci. Eng. A 2009, 525, 133–137. [Google Scholar] [CrossRef]
- Jin, M.Z.; Chen, C.Q.; Lu, T.J. The mechanical behavior of porous metal fiber sintered sheets. J. Mech. Phys. Solids 2013, 61, 161–174. [Google Scholar] [CrossRef]
- Zhao, T.F.; Chen, C.Q. The shear properties and deformation mechanisms of porous metal fiber sintered sheets. Mech. Mater. 2014, 70, 33–40. [Google Scholar] [CrossRef]
- Ducheyne, P.; Aernoudt, E.; Meester, P.D. The mechanical behavior of porous austenitic stainless steel fibre structures. J. Mater. Sci. 1978, 13, 2650–2658. [Google Scholar] [CrossRef]
- Kurgan, N. Effects of sintering atmosphere on microstructure and mechanical property of sintered powder metallurgy 316L stainless steel. Mater. Des. 2013, 52, 995–998. [Google Scholar] [CrossRef]
- Kurgan, N. Effect of porosity and density on the mechanical and microstructural properties of sintered 316L stainless steel implant materials. Mater. Des. 2014, 55, 235–241. [Google Scholar] [CrossRef]
- Wang, J.Z.; Tang, H.P.; Zhu, J.L.; Ao, Q.B.; Zhi, H.; Ma, J. Relationship between compressive strength and fractal dimension of pore structure. Rare Met. Mater. Eng. 2013, 42, 2433–2436. [Google Scholar]
- Bucaille, J.L.; Rossoll, A.; Moser, B.; Stauss, S.; Michler, J. Determination of the matrix in situ flow stress of a continuous fibre reinforced metal matrix composite using instrumented indentation. Mater. Sci. Eng. A 2004, 369, 82–92. [Google Scholar] [CrossRef]
- Isaacs, J.A.; Mortensen, A. Structure and room-temperature deformation of alumina fiber-reinforced aluminum. Metall. Trans. A 1992, 23, 1207–1219. [Google Scholar] [CrossRef]
- Bystricky, P.; Bjerregard, H.; Mortensen, A. Plasticity of continuous fiber-reinforced metals. Metall. Mater. Trans. A 1999, 30, 1843–1866. [Google Scholar] [CrossRef]
- Moser, B.; Rossoll, A.; Weber, L.; Beffort, O.; Mortensen, A. Nextel™ 610 alumina fibre reinforced aluminum: Influence of matrix and process on flow stress. Compos. AAppl. Sci. Manuf. 2001, 32, 1067–1075. [Google Scholar] [CrossRef]
- Okabe, T.; Nishikawa, M.; Takeda, N.; Sekine, H. Effect of matrix hardening on the tensile strength of alumina fiber-reinforced aluminum matrix composites. Acta Mater. 2006, 54, 2557–2566. [Google Scholar] [CrossRef]
- Ochiai, S.; Osamura, K. Influences of matrix ductility, interfacial bonding strength, and fiber volume fraction on tensile strength of unidirectional metal matrix composite. Metall. Trans. A 1990, 21, 971–977. [Google Scholar] [CrossRef]
- Jayalakshmi, S.; Kailas, S.V.; Seshan, S.; Fleury, E. Properties of squeeze cast mg-6zn-3cu alloy and its saffil alumina short fibre reinforced composites. J. Mater. Sci. 2006, 41, 3743–3752. [Google Scholar] [CrossRef]
- Kelly, A.; Lilholt, H. Stress-strain curve of a fibre-reinforced composite. Philos. Mag. 1969, 20, 311–328. [Google Scholar] [CrossRef]
- Brockenbrough, J.R.; Suresh, S.; Wienecke, H.A. Deformation of metal-matrix composites with continuous fibers: Geometrical effects of fiber distribution and shape. Acta Metall. Mater. 1991, 39, 735–752. [Google Scholar] [CrossRef]
- Finot, M.; Shen, Y.L.; Needleman, A.; Suresh, S. Micromechanical modeling of reinforcement fracture in particle-reinforced metal-matrix composites. Metall. Mater. Trans. A 1994, 25, 2403–2420. [Google Scholar] [CrossRef]
- Abenojar, J.; Velasco, F.; Bautista, A.; Campos, M.; Bas, J.A.; Torralba, J.M. Atmosphere influence in sintering process of stainless steels matrix composites reinforced with hard particles. Compos. Sci. Technol. 2003, 63, 69–79. [Google Scholar] [CrossRef]
- Li, H.B.; Jiang, Z.H.; Zhang, Z.R.; Yang, Y. Effect of grain size on mechanical properties of nickel-free high nitrogen austenitic stainless steel. J. Iron Steel Res. Int. 2009, 16, 58–61. [Google Scholar] [CrossRef]
- Li, H.B.; Jiang, Z.H.; Zhang, Z.R.; Xu, B.Y.; Liu, F.B. Mechanical properties of nickel free high nitrogen austenitic stainless steels. J. Iron Steel Res. Int. 2007, 14, 330–334. [Google Scholar] [CrossRef]
- Shin, J.H.; Lee, J.W. Effects of twin intersection on the tensile behavior in high nitrogen austenitic stainless steel. Mater. Charact. 2014, 91, 19–25. [Google Scholar] [CrossRef]
- Bottoli, F.; Winther, G.; Christiansen, T.L.; Somers, M.A.J. Influence of plastic deformation on low-temperature surface hardening of austenitic stainless steel by gaseous nitriding. Metall. Mater. Trans. A 2015, 46, 2579–2590. [Google Scholar] [CrossRef]
- Balusamy, T.; Narayanan, T.S.N.S.; Ravichandran, K.; Park, I.S.; Lee, M.H. Plasma nitriding of AISI 304 stainless steel: Role of surface mechanical attrition treatment. Mater. Charact. 2013, 85, 38–47. [Google Scholar] [CrossRef]
- Wong-Ángel, W.D.; Téllez-Jurado, L.; Chávez-Alcalá, J.F.; Chavira-Martínez, E.; Verduzco-Cedeño, V.F. Effect of copper on the mechanical properties of alloys formed by powder metallurgy. Mater. Des. 2014, 58, 12–18. [Google Scholar] [CrossRef]
- Dewidar, M.M.; Khalil, K.A.; Lim, J.K. Processing and mechanical properties of porous 316L stainless steel for biomedical applications. Trans. Nonferrous Met. Soc. China 2007, 17, 468–473. [Google Scholar] [CrossRef]
- Qiao, J.C.; Xi, Z.P.; Tang, H.P.; Wang, J.Y.; Zhu, J.L. Influence of porosity on quasi-static compressive properties of porous metal media fabricated by stainless steel fibers. Mater. Des. 2009, 30, 2737–2740. [Google Scholar] [CrossRef]
- Wen, C.E.; Yamada, Y.; Shimojima, K.; Chino, Y.; Hosokawa, H.; Mabuchi, M. Compressibility of porous magnesium foam: Dependency on porosity and pore size. Mater. Lett. 2004, 58, 357–360. [Google Scholar] [CrossRef]
- Liu, P.S.; Li, T.F.; Fu, C. Relationship between electrical resistivity and porosity for porous metals. Mater. Sci. Eng. A 1999, 268, 208–215. [Google Scholar] [CrossRef]
- Li, B.Q.; Yan, F.; Lu, X. Effect of microstructure on the tensile property of porous Ti produced by powder metallurgy technique. Mater. Sci. Eng. A 2012, 534, 43–52. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Number | Powder Particle Size (mesh) | Fiber Diameter (μm) | Fiber Content (wt.%) | Compaction Pressure (MPa) | Density (g/cm3) | Porosity (%) |
|---|---|---|---|---|---|---|
| 1 | 100 | 100 | 4 | 75 | 4.16 | 47.5 |
| 2 | 100 | 100 | 6 | 75 | 4.19 | 47.2 |
| 3 | 100 | 100 | 8 | 75 | 4.23 | 46.7 |
| 4 | 100 | 100 | 0 | 75 | 4.15 | 47.7 |
| 5 | 100 | 100 | 6 | 65 | 4.13 | 47.9 |
| 6 | 100 | 100 | 6 | 55 | 3.99 | 49.7 |
| 7 | 200 | 100 | 6 | 0 | 3.81 | 52.0 |
| 8 | 200 | 100 | 0 | 0 | 3.17 | 60.0 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yao, B.; Zhou, Z.; Duan, L.; Xiao, Z. Compressibility of 304 Stainless Steel Powder Metallurgy Materials Reinforced with 304 Short Stainless Steel Fibers. Materials 2016, 9, 161. https://doi.org/10.3390/ma9030161
Yao B, Zhou Z, Duan L, Xiao Z. Compressibility of 304 Stainless Steel Powder Metallurgy Materials Reinforced with 304 Short Stainless Steel Fibers. Materials. 2016; 9(3):161. https://doi.org/10.3390/ma9030161
Chicago/Turabian StyleYao, Bibo, Zhaoyao Zhou, Liuyang Duan, and Zhiyu Xiao. 2016. "Compressibility of 304 Stainless Steel Powder Metallurgy Materials Reinforced with 304 Short Stainless Steel Fibers" Materials 9, no. 3: 161. https://doi.org/10.3390/ma9030161