
Influence of Size on the Microstructure and Mechanical Properties of an AISI 304L Stainless Steel—A Comparison between Bulk and Fibers




Abstract
:1. Introduction
2. Experimental Section
3. Results and Discussion
3.1. Chemical Composition

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | C | Si | Mn | Cr | Ni | P | S | Fe |
|---|---|---|---|---|---|---|---|---|
| Bulk | 0.023 | 0.278 | 1.488 | 18.163 | 8.214 | 0.026 | 0.024 | Balance |
| Fiber | 0.029 | 0.389 | 1.406 | 19.756 | 11.216 | 0.013 | 0.005 | Balance |
| ASTM A240 [29] | 0.030 | 0.750 | 2.000 | 18.000–20.000 | 8.000–12.000 | 0.045 | 0.030 | Balance |
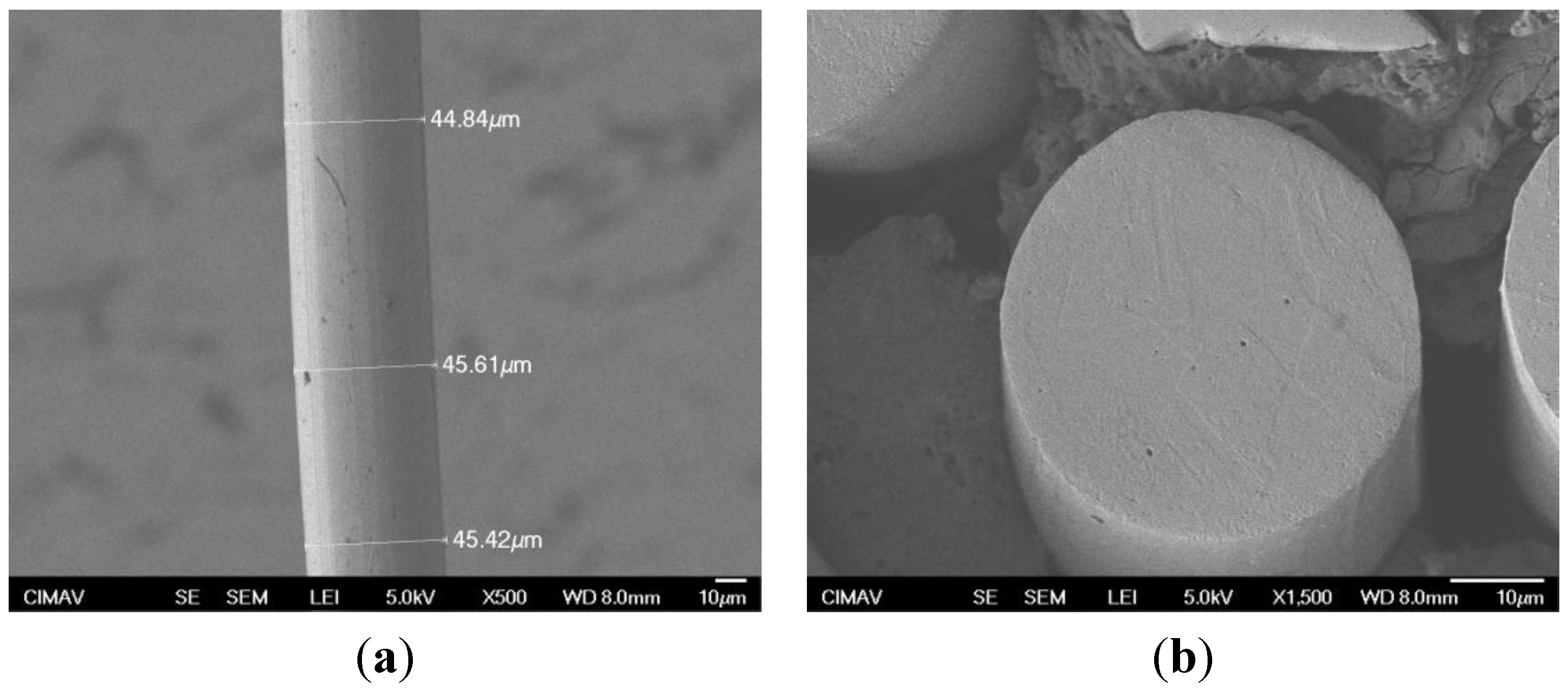
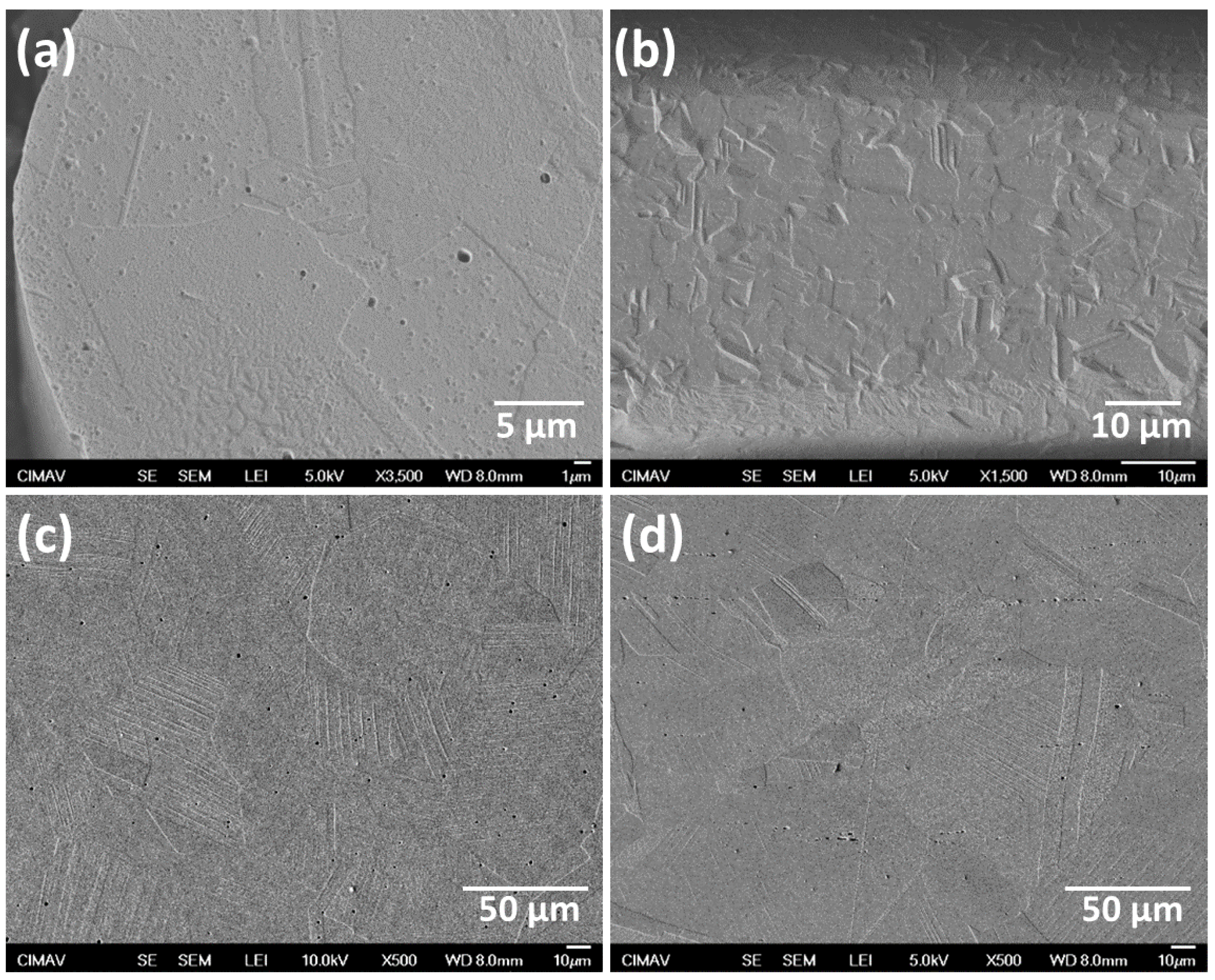
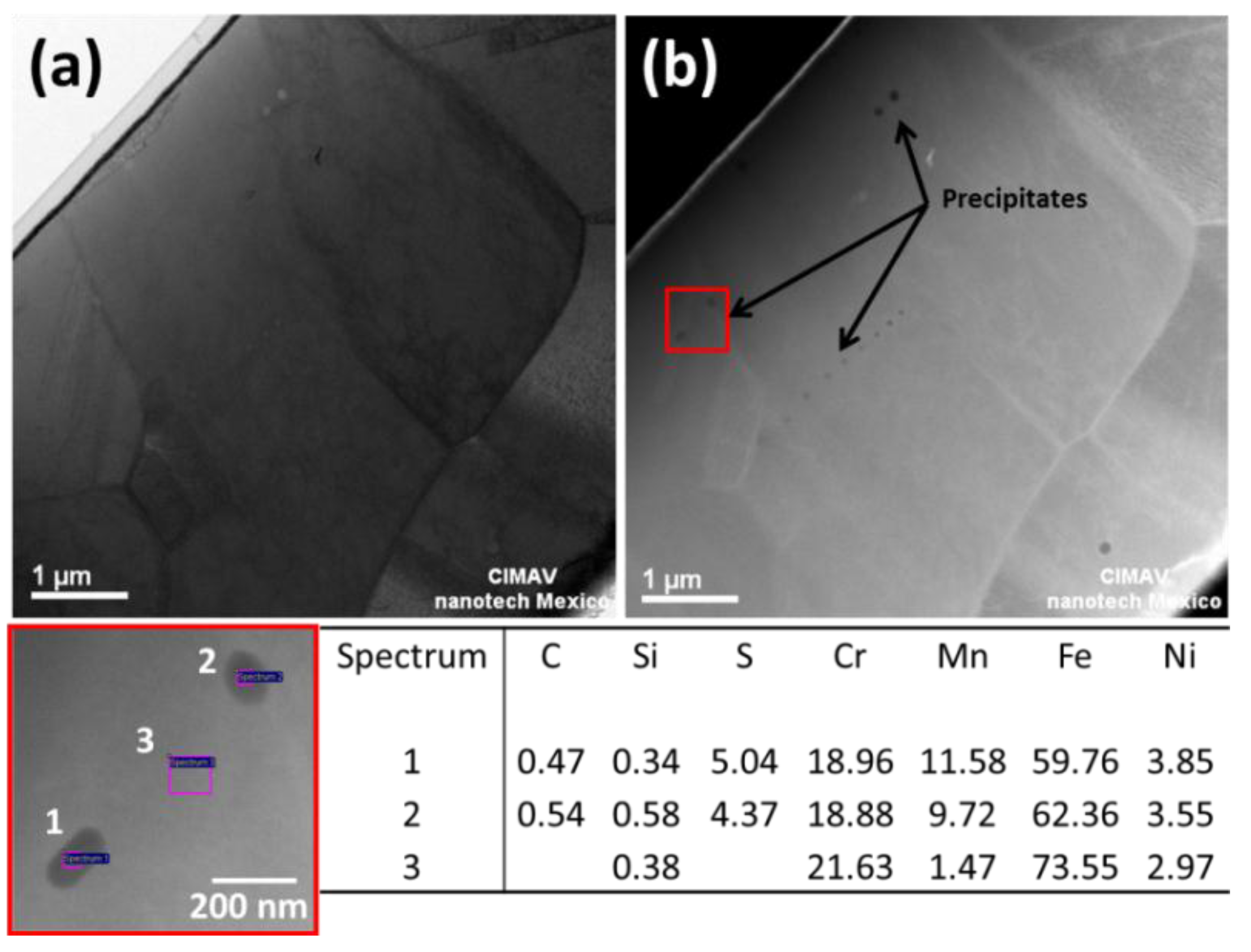
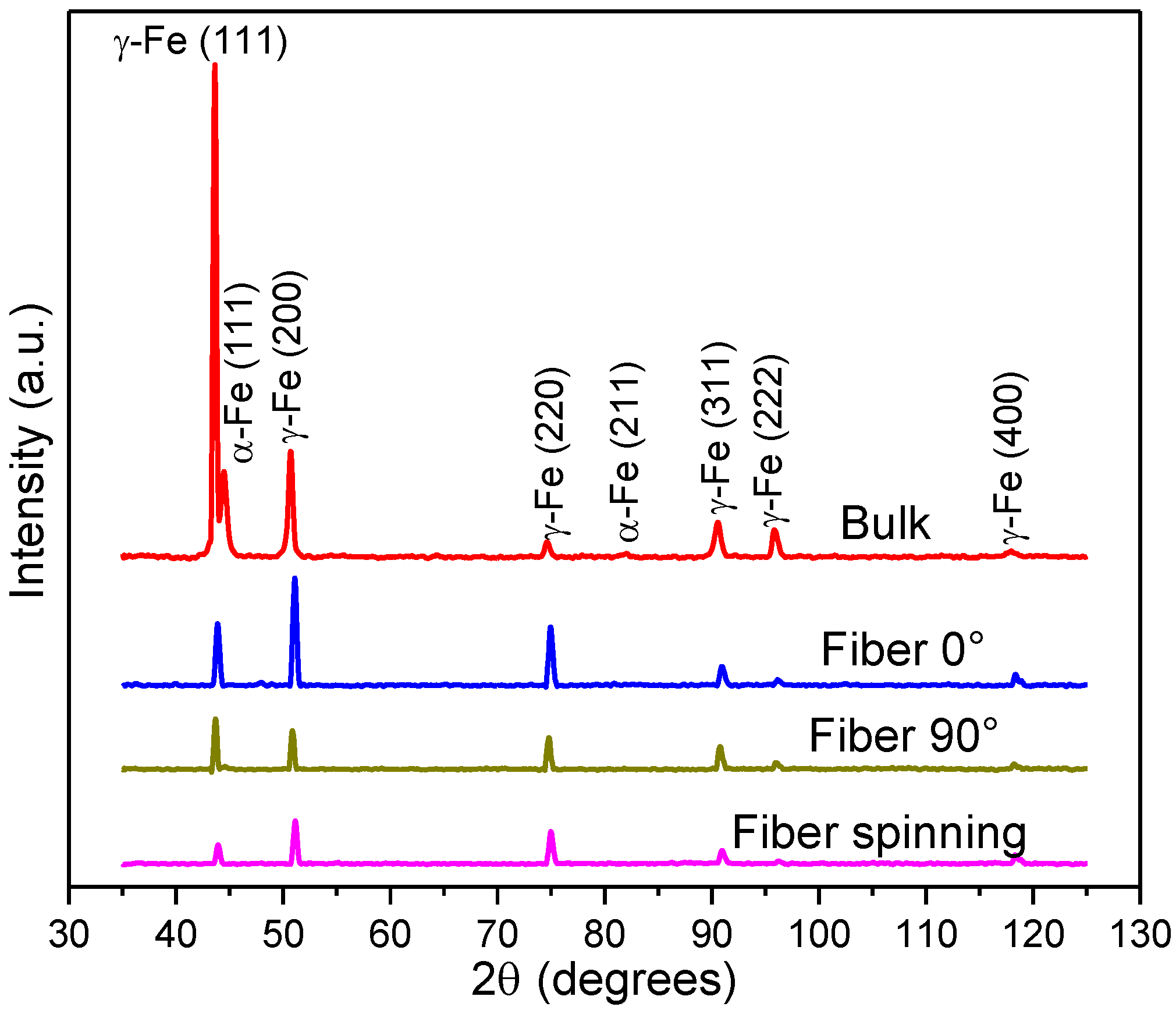
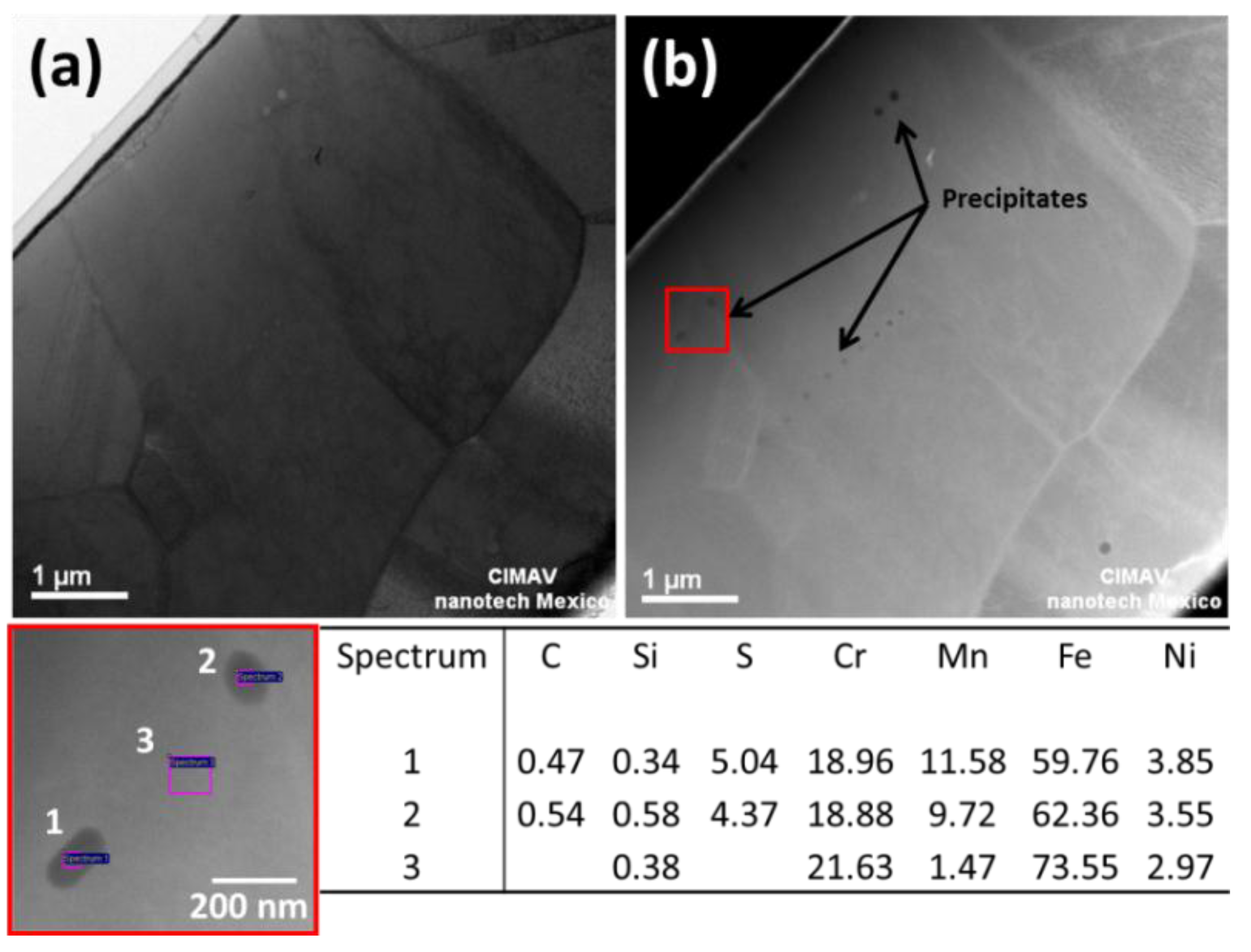
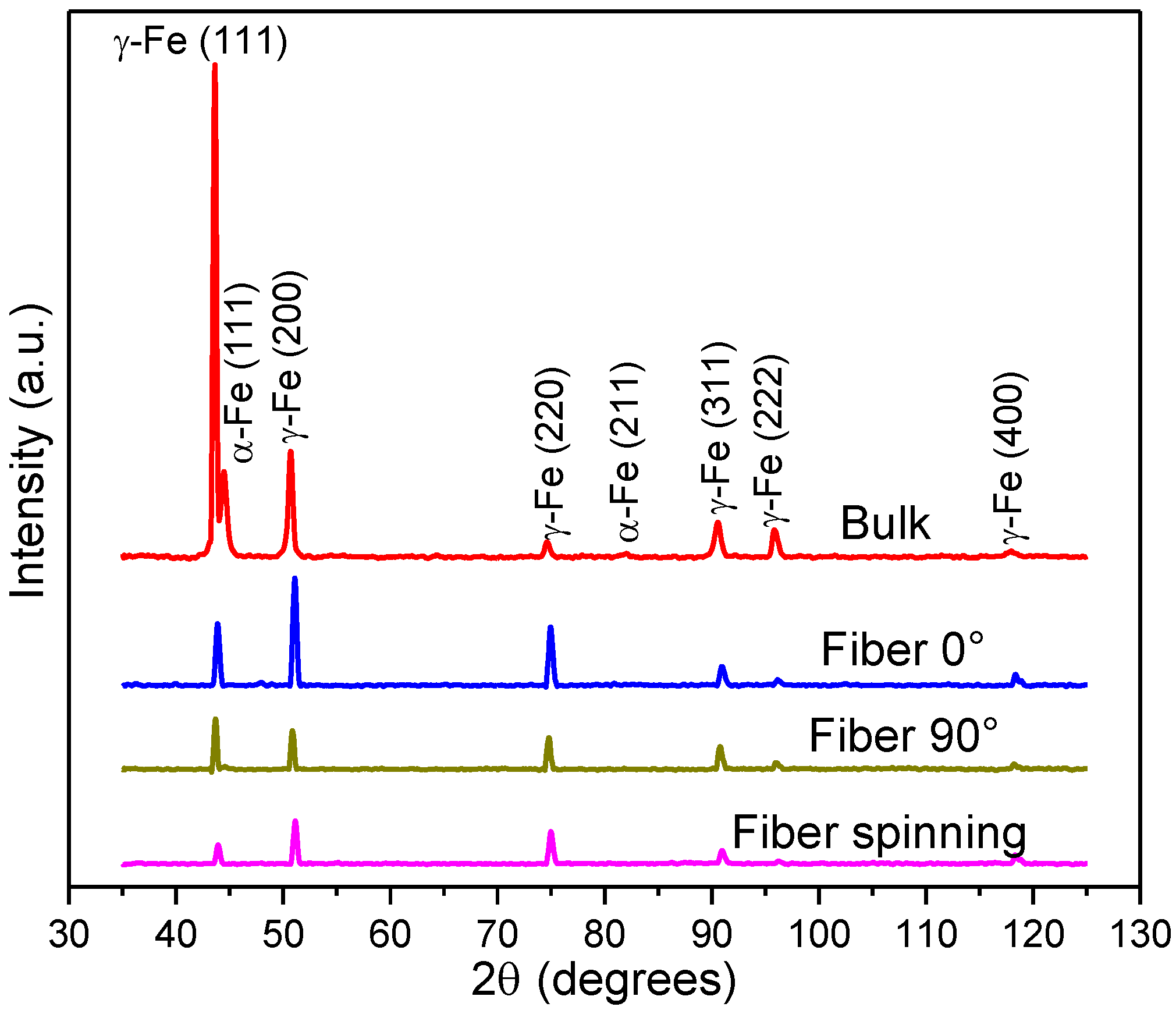
3.2. Microstructural and Structural Characterization

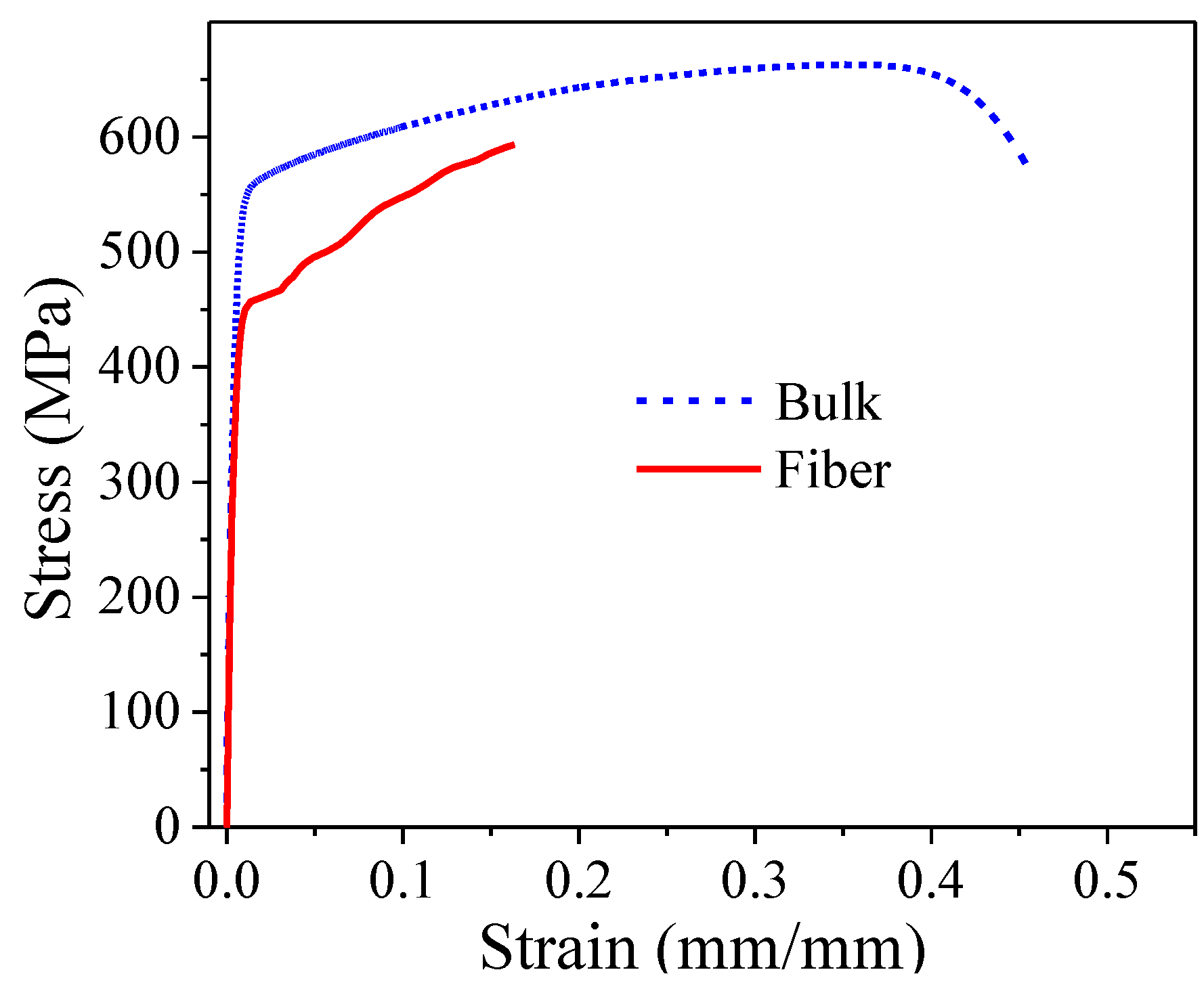
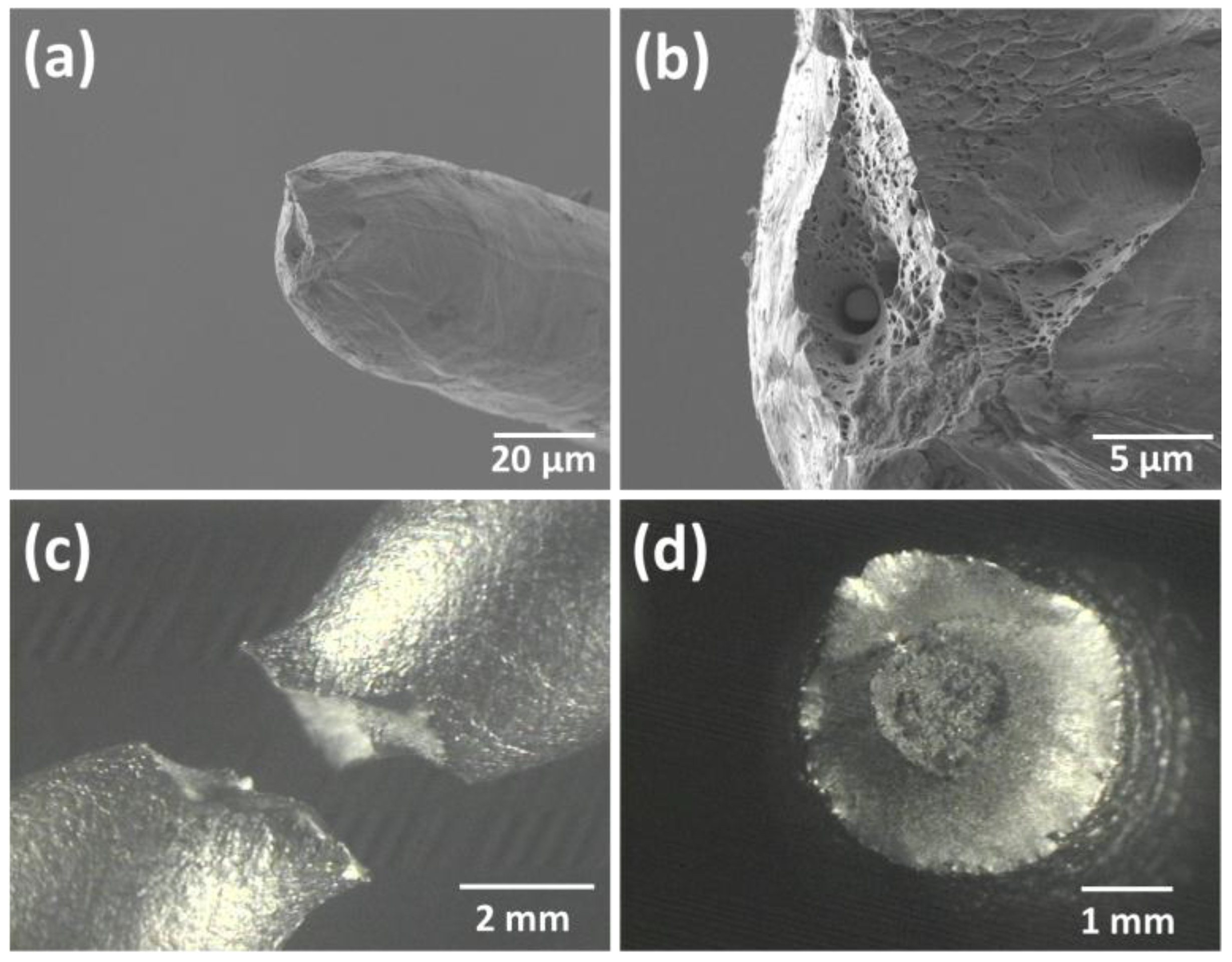
3.3. Tensile Tests
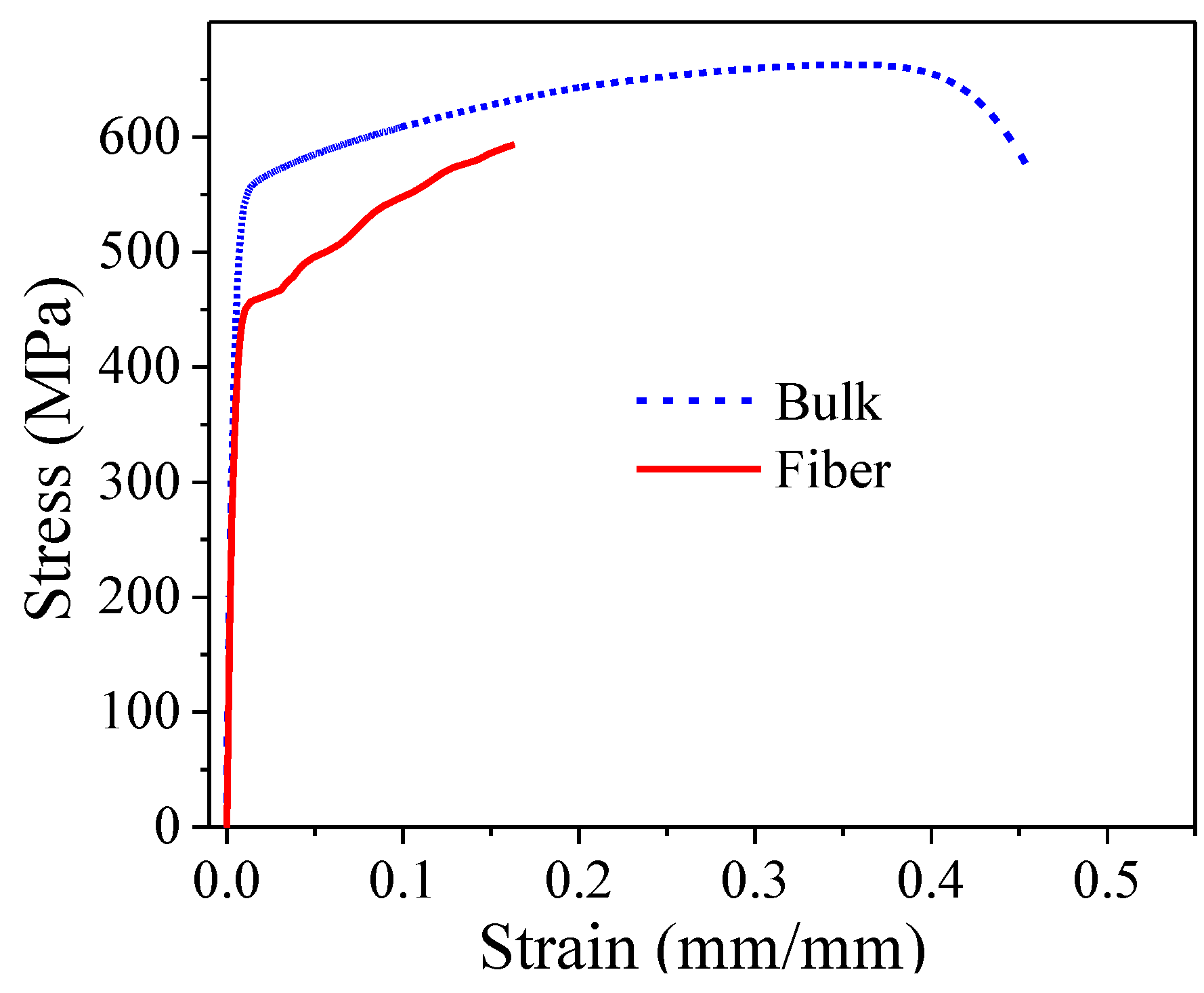
| Sample | σy (MPa) | σmax (MPa) | ε (%) | E (GPa) | HV | |
|---|---|---|---|---|---|---|
| Long-section | Cross-section | |||||
| Bulk | 492 ± 4.5 | 663.07 ± 9.1 | 45.91 ± 3.7 | 175.44 ± 10.7 | 273.53 ± 5.1 | 256.53 ± 7.2 |
| Fiber | 389 ± 7.2 | 597.47 ± 10.7 | 16.33 ± 2.8 | 162.76 ± 8.9 | 151.73 ± 9.1 | 169.12 ± 2.0 |
3.4. Microhardness and Nanoindentation
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Davis, J.R. Stainless steel. In ASM Specialty Handbook, 1st ed.; ASM International: Northeast, OH, USA, 1994. [Google Scholar]
- Beddoes, J.; Parr, J.G. Introduction to Stainless Steels, 3rd ed.; ASM International: Northeast, OH, 1999. [Google Scholar]
- Baek, J.H.; Kim, Y.P.; Kim, W.S.; Kho, Y.T. Effect of temperature on the charpy impact and CTOD values of type 304 stainless steel pipeline for LNG transmission. KSME Int. J. 2002, 16, 351–357. [Google Scholar]
- Hedayati, A.; Najafizadeh, A.; Kermanpur, A.; Forouzan, F. The effect of cold rolling regime on microstructure and mechanical properties of AISI 304L stainless steel. J. Mater. Process. Tech. 2010, 210, 1017–1022. [Google Scholar] [CrossRef]
- Chen, T.C.; Chen, S.T.; Tsay, L.W. The role of induced α-martensite on the hydrogen-assisted fatigue crack growth of austenitic stainless steels. Int. J. Hydrog. Energy 2014, 39, 10293–10302. [Google Scholar] [CrossRef]
- Dehsorkhi, R.N.; Sabooni, S.; Karimzadeh, F.; Rezaeian, A.; Enayati, M.H. The effect of grain size and martensitic transformation on the wear behavior of AISI 304L stainless steel. Mater. Des. 2014, in press. [Google Scholar]
- Switzner, N.T.; van Tyne, C.J.; Mataya, M.C. Effect of forging strain rate and deformation temperature on the mechanical properties of warm-worked 304L stainless steel. J. Mater. Process. Tech. 2010, 210, 998–1007. [Google Scholar] [CrossRef]
- Weber, S.; Martin, M.; Theisen, W. Impact of heat treatment on the mechanical properties of AISI 304L austenitic stainless steel in high-pressure hydrogen gas. J. Mater. Sci. 2012, 47, 6095–6107. [Google Scholar] [CrossRef]
- Bai, T.; Chen, P.; Guan, K. Evaluation of stress corrosion cracking susceptibility of stainless steel 304L with surface nanocrystallization by small punch test. Mater. Sci. Eng. A Struct. 2013, 561, 498–506. [Google Scholar] [CrossRef]
- Bai, T.; Guan, K. Evaluation of stress corrosion cracking susceptibility of nanocrystallized stainless steel 304L welded joint by small punch test. Mater. Des. 2013, 52, 849–860. [Google Scholar] [CrossRef]
- Roffey, P.; Davies, E.H. The generation of corrosion under insulation and stress corrosion cracking due to sulphide stress cracking in an austenitic stainless steel hydrocarbon gas pipeline. Eng. Fail. Anal. 2014, 44, 148–157. [Google Scholar] [CrossRef]
- Li, W.J.; Young, M.C.; Lai, C.L.; Kai, W.; Tsay, L.W. The effects of rolling and sensitization treatments on the stress corrosion cracking of 304L stainless steel in salt-spray environment. Corros. Sci. 2013, 68, 25–33. [Google Scholar] [CrossRef]
- Rai, A.K.; Raju, S.; Jeya Ganesh, B.; Panneerselvam, G.; Vijayalakshmi, M.; Jayakumar, T.; Raj, B. Investigation of high temperature phase stability, thermal properties and evaluation of metallurgical compatibility with 304L stainless steel, of indigenously developed ferroboron alternate shielding material for fast reactor applications. Nucl. Eng. Des. 2011, 241, 2787–2801. [Google Scholar] [CrossRef]
- Darvazi, R.; Iranmanesh, M. Prediction of asymmetric transient temperature and longitudinal residual stress in friction stir welding of 304L stainless steel. Mater. Des. 2014, 55, 812–820. [Google Scholar] [CrossRef]
- Unnikrishnan, R.; Satish Idury, K.S.N.; Ismail, T.P.; Bhadauria, A.; Shekhawat, S.K.; Khatirkar, R.K.; Sapate, S.G. Effect of heat input on the microstructure, residual stresses and corrosion resistance of 304L austenitic stainless steel weldments. Mater. Charact. 2014, 93, 10–23. [Google Scholar] [CrossRef]
- Le Pécheur, A.; Curtit, F.; Clavel, M.; Stephan, J.M.; Rey, C.; Bompard, P.H. Thermo-mechanical FE model with memory effect for 304L austenitic stainless steel presenting microstructure gradient. Int. J. Fatigue 2012, 45, 106–115. [Google Scholar] [CrossRef]
- Taleb, L.; Cailletaud, G.; Saï, K. Experimental and numerical analysis about the cyclic behavior of the 304L and 316L stainless steels at 350 °C. Int. J. Plast. 2014, 61, 32–48. [Google Scholar] [CrossRef]
- Haddar, N.; Köster, A.; Kchaou, Y.; Remy, L. Thermal-mechanical and isothermal fatigue of 304L stainless steel under middle range temperatures. Compte. R. Mec. 2012, 340, 444–452. [Google Scholar] [CrossRef]
- Bae, K.; Kim, H.; Lee, S. Competing damage mechanisms in the thermo-mechanical fatigue of AISI 304L stainless steel. Mater. Sci. Eng. A Struct. 2011, 529, 417–424. [Google Scholar] [CrossRef]
- Zangeneh, S.H.; Ketabchi, M.; Kalaki, A. Fracture failure analysis of AISI 304L stainless steel shaft. Eng. Fail. Anal. 2014, 36, 155–165. [Google Scholar] [CrossRef]
- Ammar, O.; Haddar, N.; Remy, L. Numerical computation of crack growth of Low Cycle Fatigue in the 304L austenitic stainless steel. Eng. Fract. Mech. 2014, 120, 67–81. [Google Scholar] [CrossRef]
- Colin, J.; Fatemi, A.; Taheri, S. Cyclic hardening and fatigue behavior of stainless steel 304L. J. Mater. Sci. 2011, 46, 145–154. [Google Scholar] [CrossRef]
- Sorkhabi, A.H.D.; Vakili-Tahami, F. Experimental study of the creep behavior of parent, simulated HAZ and weld materials for cold-drawn 304L stainless steel. Eng. Fail. Anal. 2012, 21, 78–90. [Google Scholar] [CrossRef]
- Wang, Y.; Gong, J.; Jiang, Y.; Jiang, W.; Jiang, W. Ductility loss of hydrogen-charged and releasing 304L steel. Front. Mech. Eng. 2013, 8, 298–304. [Google Scholar] [CrossRef]
- Chawla, K.K. Composite Materials, 5th ed.; Springer: New York, NY, USA, 2012. [Google Scholar]
- Elices, M.; Llorca, J. Fiber Fracture, 1st ed.; Elsevier Science: Oxford, UK, 2002. [Google Scholar]
- Bunsell, A.R.; Hearle, J.W.S.; Hunter, R. An apparatus for fatigue testing of fibres. J. Phys. E 1971, 4, 868–872. [Google Scholar] [CrossRef]
- Standard Test Methods for Tension Testing of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2004; ASTM E8.
- Standard Specification for Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip for Pressure Vessels and for General Applications; ASTM International: West Conshohocken, PA, USA, 2005; ASTM A240.
- Qiao, J.; Xi, Z.; Tang, H.; Wang, J.; Zhu, J. Influence of porosity on quasi-static compressive properties of porous metal media fabricated by stainless steel fibers. Mater. Des. 2009, 30, 2737–2740. [Google Scholar] [CrossRef]
- Chawla, N.; Deng, X. Microstructure and mechanical behavior of porous sintered steels. Mater. Sci. Eng. A Struct. 2005, 390, 98–112. [Google Scholar] [CrossRef]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Baldenebro-Lopez, F.J.; Gomez-Esparza, C.D.; Corral-Higuera, R.; Arredondo-Rea, S.P.; Pellegrini-Cervantes, M.J.; Ledezma-Sillas, J.E.; Martinez-Sanchez, R.; Herrera-Ramirez, J.M. Influence of Size on the Microstructure and Mechanical Properties of an AISI 304L Stainless Steel—A Comparison between Bulk and Fibers. Materials 2015, 8, 451-461. https://doi.org/10.3390/ma8020451
Baldenebro-Lopez FJ, Gomez-Esparza CD, Corral-Higuera R, Arredondo-Rea SP, Pellegrini-Cervantes MJ, Ledezma-Sillas JE, Martinez-Sanchez R, Herrera-Ramirez JM. Influence of Size on the Microstructure and Mechanical Properties of an AISI 304L Stainless Steel—A Comparison between Bulk and Fibers. Materials. 2015; 8(2):451-461. https://doi.org/10.3390/ma8020451
Chicago/Turabian StyleBaldenebro-Lopez, Francisco J., Cynthia D. Gomez-Esparza, Ramon Corral-Higuera, Susana P. Arredondo-Rea, Manuel J. Pellegrini-Cervantes, Jose E. Ledezma-Sillas, Roberto Martinez-Sanchez, and Jose M. Herrera-Ramirez. 2015. "Influence of Size on the Microstructure and Mechanical Properties of an AISI 304L Stainless Steel—A Comparison between Bulk and Fibers" Materials 8, no. 2: 451-461. https://doi.org/10.3390/ma8020451