The problem concerns a fundamentally new method of determination of equivalents of mechanical material parameters from the topography of surfaces generated by a flexible cutting tool. Based on the measurement of the roughness Ra in the cut trace at any measured depth h (mm), the new mechanical constant Kplmat is determined. From this parameter, equivalents of mechanical material parameters in the elastic as well as the plastic areas of deformation are determined, including numerical and graphical parameters in the case of engineering and true σ–ε diagrams, including the determination of deformation limits and their prediction for various kinds of materials. The method of determination of equivalents of mechanical material parameters from the topography of surfaces generated with a flexible cutting tool enables the sufficiently accurate determination of mechanical equivalents of material parameters even in a contactless and non-destructive way.
4.1. Surface Topography Function
In this part of the derivation, the main geometrical parameters of the surface topology and their mutual functional and distribution relationships are defined. The knowledge of the topography function is of great importance for the analysis and prediction of the surface topography state for any change in the technological regime and/or change in the cut material [
25,
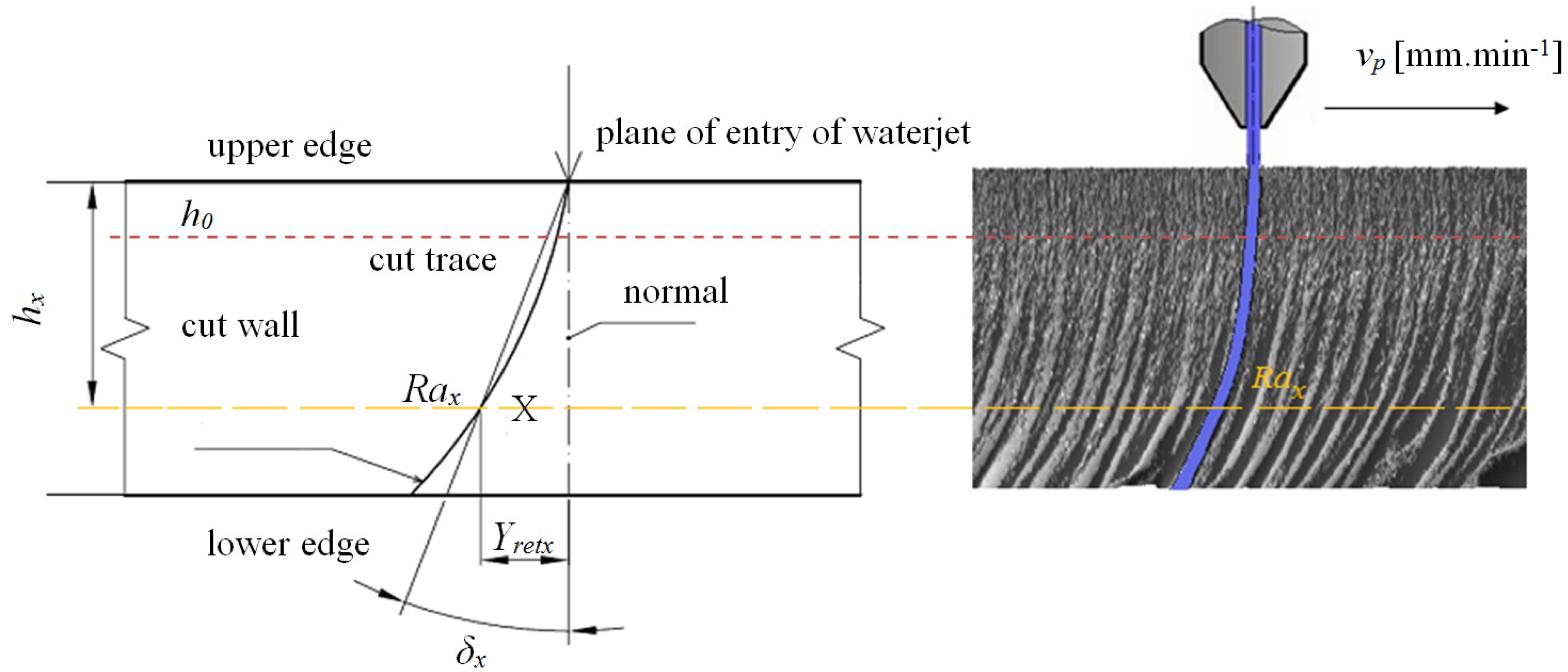
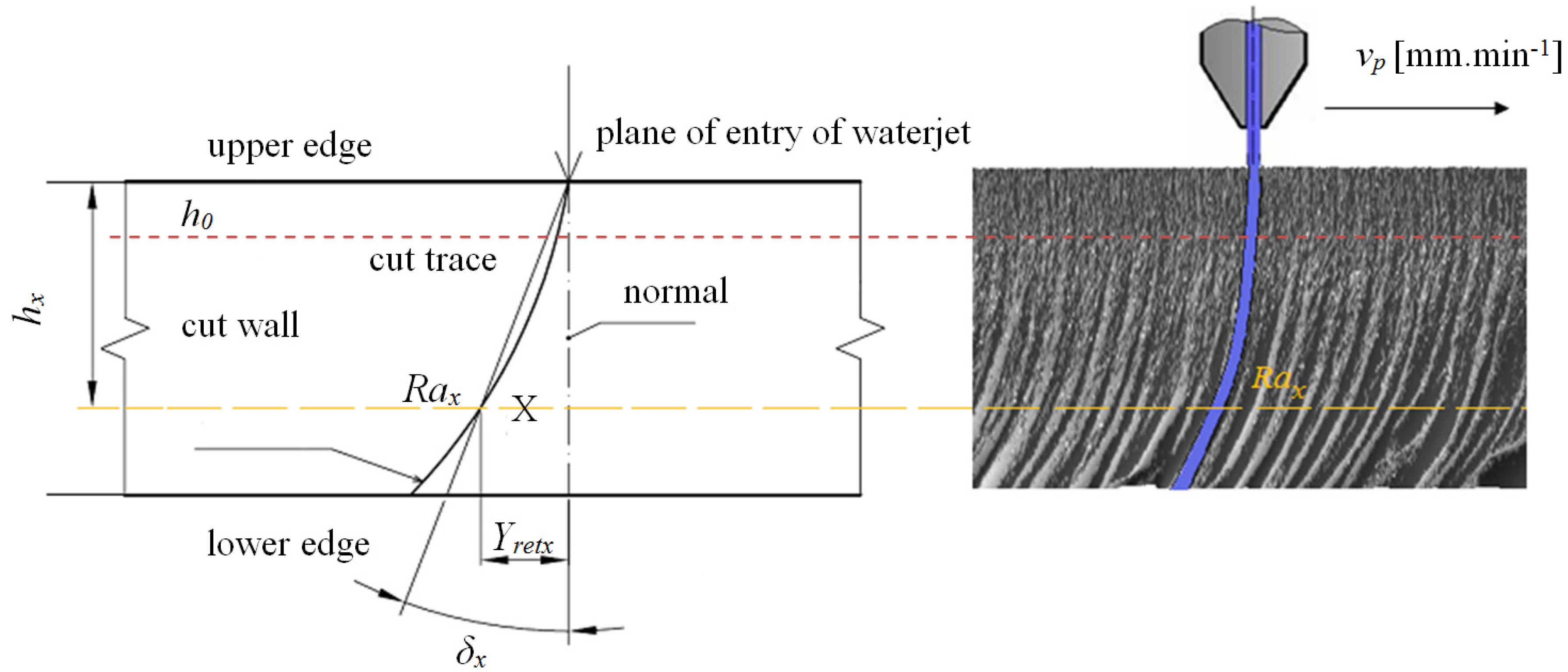
26]. Geometrical parameters provide information about changes in shape and dimensions of a permanently deformed body. It is the measurable permanent deformation on the cut wall surfaces that belongs to the most important geometrical parameters. Permanent deformations evaluate the process qualitatively (change in physical-mechanical properties) as well as quantitatively (change in outside dimensions). When studying the geometry of cuts, the continuous body, which is composed of spatially interconnected distributed points, is taken as the basis. The deformation of the continuous body is considered as a continuous mutual change in positions of individual points. Geometrical parameters (elements of permanent deformation) are divided into linear and angular values. Linear parameters express changes in linear dimensions of the whole body or its specific parts (grains, fibres). Angular parameters express changes in measured angles in the whole body or only in its specific parts. To assess the total deformation of the continuous body, the geometry of the cut wall surface after abrasive waterjet cutting is examined. As the main geometrical elements of the cut wall surface, the following parameters are proposed: surface roughness
Ra, cut trace retardation
Yret, angle of curvature of cut trace (deviation)
δ and depth of cut
hcut, and potentially the thickness of the sample being cut (
Figure 3).
Figure 3.
Geometrical parameters of the edge of cut in the case of abrasive waterjet cutting and method of determining parameters Rax, Yretx, δx, hx at point X in cut trace.
Figure 3.
Geometrical parameters of the edge of cut in the case of abrasive waterjet cutting and method of determining parameters Rax, Yretx, δx, hx at point X in cut trace.
The surface roughness grows in all places where deformation stress and deformation force,
i.e., the working ability of the tool, decrease [
27]. For the assessment of surface roughness as the permanent deformation, merely two geometrical states,
i.e., initial and final, have usually been considered so far. This is why it is necessary to proceed in short elementary time stages
dt. A theoretical basis for the derivation of the topography function for selected main variables is the use of the stress-strain parameters of the cut material in conjunction with a solution for the mechanical equilibrium of the system: material properties–tool properties–deformation properties as seen from Equation (1).
The previous equation contains the following parameters: hcut—depth of cut (mm), Re—yield point (MPa), Yret—retardation of the cut trace (mm), δ—angle of curvature of cut trace (°), vp—traverse speed of the cutting head (mm·min−1), p—pressure (MPa), d0—orifice diameter (mm), da—focusing tube diameter (mm), ma—abrasive mass flow rate (kg·min−1) and L—nozzle-material surface distance (mm). It is a set of both material and main technology parameters for machining the test samples.
When a beam is subjected to stress, the existence of a neutral plane is found. By analogy, the zone which we have named the neutral plane
h0 is one of the zones in flexible cuts. Here, the tensile and compressive states of stress are aligned. Location of the plane
h0 in cuts varies depending on the material. The position of neutral plane
h0 is readable e.g., in
Figure 3, in this article, where it significantly separates the smooth surface from the grooved one.
From the measured data, their analysis and interpretation, we defined a neutral plane at the local minimum of the topography function at the roughness value
Ra =
Ra0 = 3.7 μm.
Ra0 is an empirically determined value obtained from the surface topography measurements of materials. The value obtained by calculation is 3.7 for different materials. Its range of fluctuation is between 5% and 10% depending on the type of measurement selected [
28]. For example, for an optical profilometer, it is 5%, for surface roughness tester SJ 401, it is 10%. These deviations are given by a principles of measurement and their accuracy. The determination of both,
i.e., the geometric parameters and the position of equilibrium plane (
Ra0,
h0) in the flexible cut, is an important analytical factor. The term “tool properties” can be replaced by the term “technological properties”. The whole set of properties, physical, mechanical and technological, is in close connection with and affects the mechanism of surface disintegration. A serious technological factor in material machining is the index of material machinability. This is an indicator for the suitability to use a specific set of technological machining parameters. To improve the properties of abrasive waterjet cutting technology, it is necessary to introduce a mathematical approach to the assessment of material machinability limits and classes. For this reason, the original “plasticity” factor
Kplmat is introduced. The parameter
Kplmat is based on the direct measurement of selected geometrical elements at any point X on the surface of cut wall according to the illustration in
Figure 3. It is a comprehensive and empirical material parameter given in physical units (µm) that satisfies Equation (2) and is of high importance to other analyses of the process [
21].
Moreover, the parameter
Kplmat provides a direct connection to the elastic-strength properties of cut materials and to the laws of classical elasticity and strength, because a relation between the parameter and Young’s modulus in tension
Emat in Equation (3) is also valid with sufficiently verified closeness [
21].
The value 10
12 is only the proportionality constant unit to get
Kplmat in µm. Hence, the following explicit equations for the dependence of the main deformation parameters Equations (4)–(7) on the depth of cut
h for irregularities of the surface characterised by parameters
Ra—roughness,
Yret—retardation of cut trace,
h—instantaneous depth and
δ—deviation angle can be stated:
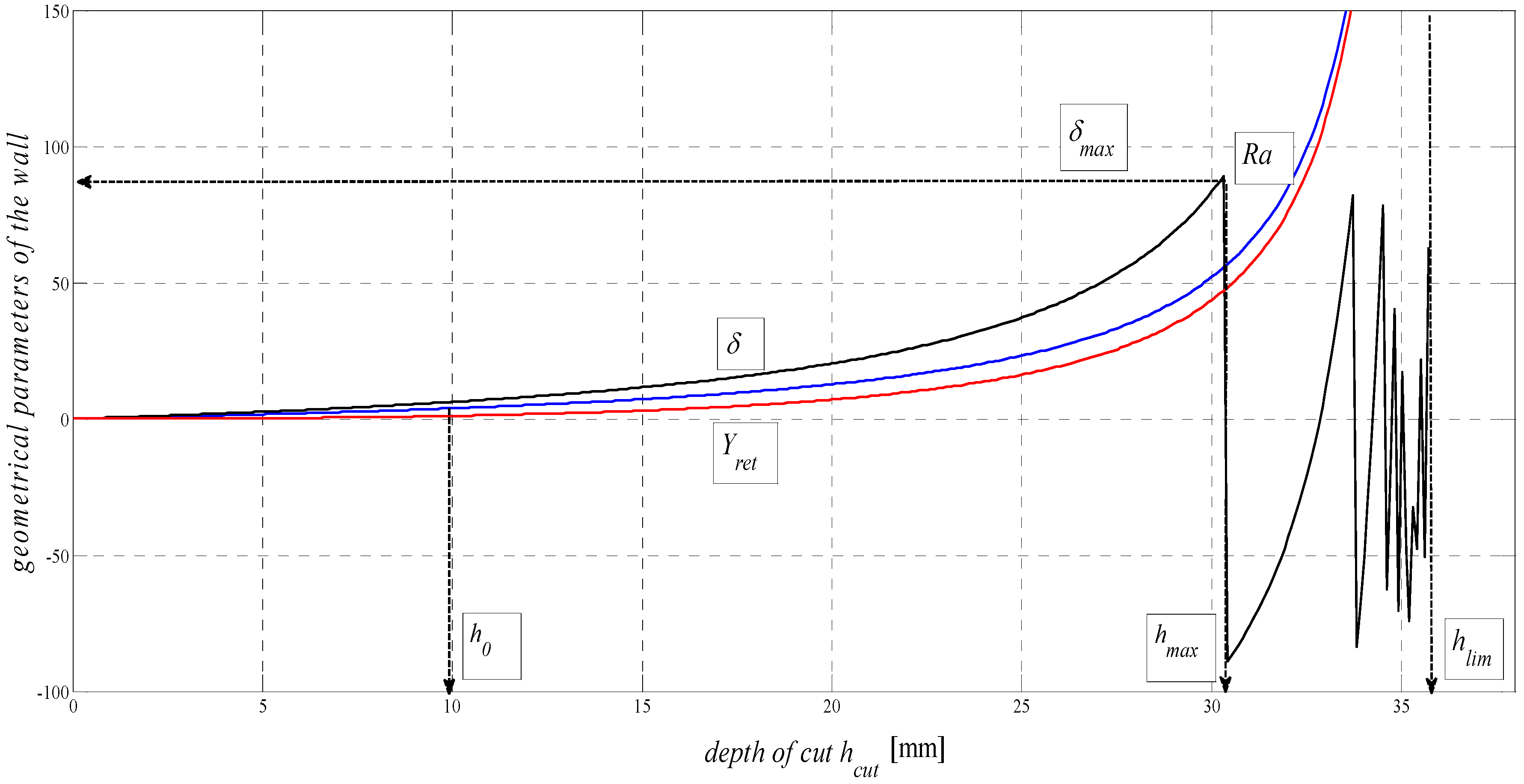
According to the derived equations, in
Figure 4, there are relationships concerning the distribution of geometrical elements of surface topography in the plane containing the cut trace. The graphic dependence
δ = f (
h) documents the achievable depth of the cut
hlim in a specific material and the decomposition of the cut trace after reaching the limit angle of deviation
δ = 90°. The limit theoretical depth can be expressed by the relationship
hlim = 10
3·
Kplmat (mm), which corresponds to the result predicted by theory, as well as the results of the statistical evaluation of the experiments suggested.
4.2. Areas and Limits in the Process of Elastic-Plastic Deformation of a Material
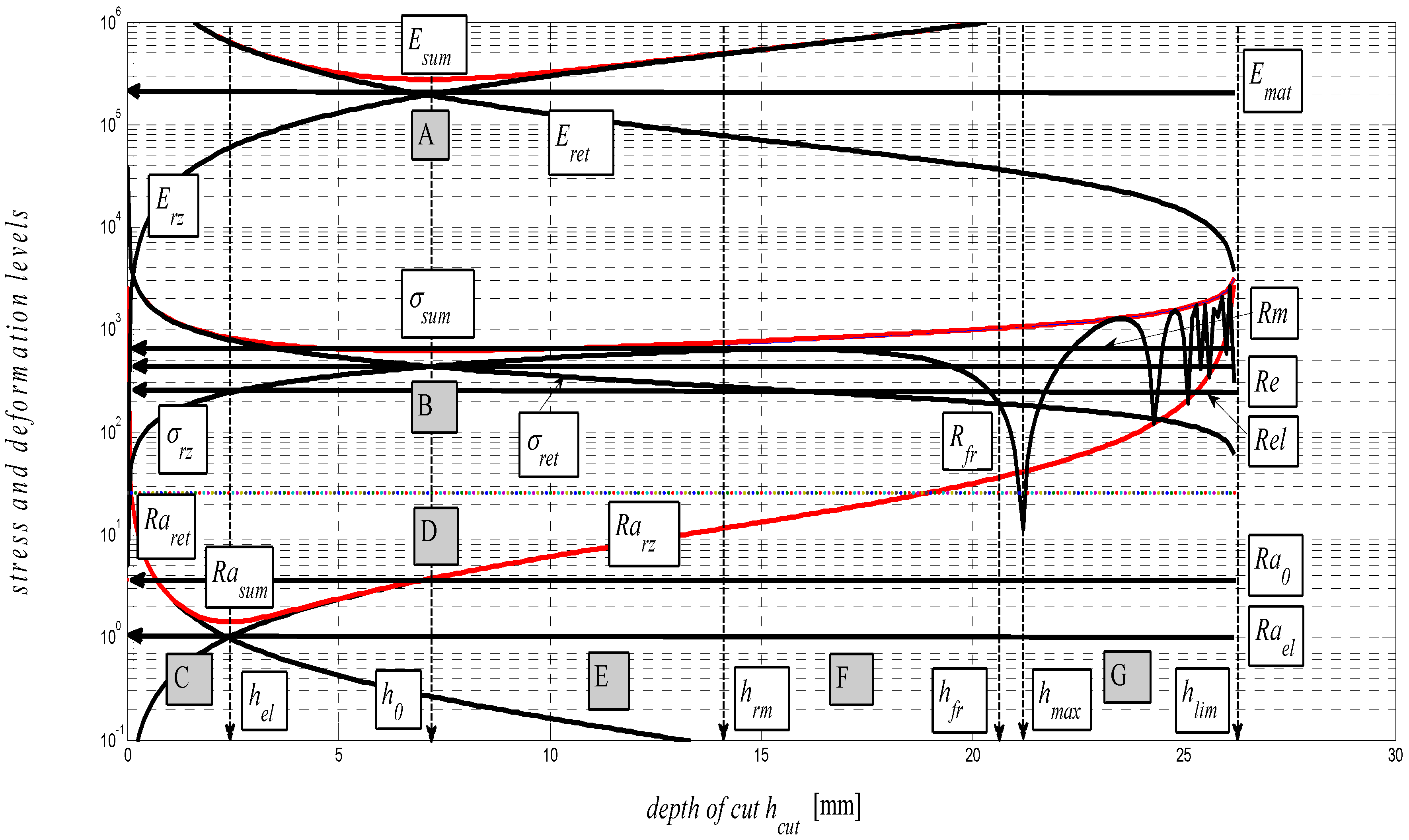
The graph in
Figure 5 represents a complex mathematical model of the analysis of stress-strain functions under external stress on a material in the cut with a flexible tool. In particular, it is the topographic state of surface after cutting with a hydroabrasive tool (AWJ). The authors have been dealing with studying the topography of surfaces after cutting with AWJ and laser tools for many years. Strain traces remaining after the use of the flexible tools, namely, directly react to the mechanical resistance of the material under stress according to the shape of topography of the separating cut. Mechanical and topographical components are well measurable and allow for feedback control. Moreover, the whole process can be mathematically modelled. Since we know and have already analytically defined all important features relating to the surface topography and their relationship to the mechanical state of the core of materials, the whole process of deformability may be predicted in an analytical way and, thus, without any need for making cuts. The diagram of
σ-
hcut, or
σ-
ɛ or timing of
σ-
tcut may be assessed precisely at individual tensometric limits or at any point, and continuously using continuous functions, or discreetly as well. Especially, a precise identification of the elastic limit
Rel, yield strength
Re as well as the Young’s modulus
Emat is a problem in classic tensile tests and for certain materials. At the same time, they are very important material parameters, which represent variables required for stability equations in designing machinery, buildings and structures. In case of AWJ, it is a cold cut not affected by high temperature, surface melting,
etc. as in the case of flexible, disintegrating tools like laser, oxygen, or plasma.
Figure 4.
Dependence of main deformation parameters of the surface in the plane containing the cut trace on depth (Ra, Yret, δ) = f (hcut) for steel AISI 309 material, Emat = 167.2 GPa.
Figure 4.
Dependence of main deformation parameters of the surface in the plane containing the cut trace on depth (Ra, Yret, δ) = f (hcut) for steel AISI 309 material, Emat = 167.2 GPa.
Figure 5.
Stress and deformation levels of steel AISI 304 material, Emat = 195 GPa.
Figure 5.
Stress and deformation levels of steel AISI 304 material, Emat = 195 GPa.
In theory, the method is based on newly derived equations of equilibrium between main variables for surface geometry and for the material itself. The topic of solving the process of deformability led the authors to develop analytical constructions for the overall expression of tensometric states of material induced by external stress. It is actually a set of tensometric states linked to each other in time according to certain laws. The issue falls within the theory and practice of elasticity and strength. However, in available professional documentation, none of the issues are resolved comprehensively, or are completely grounded. The reason for this state consists in continuing problems with theoretical resolving of the transition from ideally elastic to quasi-elastic and plastic stress-strain states. So, in discussions on this particular topic, often professionally ambiguous attitudes prevail. The following symbols used in
Figure 5 are:
Esum—overall Young’s modulus (MPa),
Eret—component of
Emat for tension (MPa),
Erz—component of
Emat for compression (MPa),
σsum—total stress (MPa),
σrz—compressive component of stress (MPa),
σret—tensile component of stress (MPa),
Rasum—total surface roughness (µm),
Rarz—compressive component of surface roughness formation (µm),
Raret—tensile component of surface roughness formation (µm),
Rm—conventional ultimate tensile strength (MPa),
hrm—depth at ultimate strength (mm),
hfr—depth at failure (mm),
hmax—maximal depth (mm),
Rael—roughness at elastic limit (µm),
Reel—elastic limit (MPa),
Rfr—ultimate strength at failure (MPa).
The analytical construction of the graph in
Figure 5 is made on the basis of the interpretation of initial topography values measured using a photodetector and values from tensile tests on a test-piece made of steel AISI 304. Except the original data from a topographical trace after applying a disintegration tool, a series of static and continuous parameters can be calculated using the values of
RMS and
Ra for determining the instantaneous tensometric state of material. For this purpose, the system of equations is used, which creates an algorithm in accordance with patent applications submitted under the registration numbers [
21]. Recently, the possibility to generalize the Hooke’s law into a plastic area derived from the distribution of the roughness parameter
Ra and other elements of the surface geometry during the deformation of material in a way in accordance with the mentioned patent applications has been analytically used. We are now coming to the family of curves listed in the legend to
Figure 5 and
Figure 6 which creates a comprehensive picture of the stress-strain or tensometric functions for a particular type of material. The amplitudes of the functions are expressed in a logarithmic scale on the Y-axis. On the X-axis, a depth of cut
hcut is introduced. The depth of cut on the X-axis may be replaced with the relative longitudinal deformation
ε, or also the time
tcut according to the relations derived by authors [
21]. For the elastic area C and
hcut ˂
hel,
εel is applied according to Hooke’s law, and
εpl according to Equation (24) it is applied for depths
hcut ˃
hel.
Three tensometric levels are distinguished: modulus A, stress B and strain C. At those levels, the decomposition into compression and tension components is performed. At the modulus level, the constant value of Young’s modulus, modulus load (compression) component
Erz, modulus deformation (tensile) component
Eret, and the cumulative component
Esum may be seen. The same is true by analogy for the levels B and C, and also for the retardation components of cut trace
Yret and their intersection D. The roughness components in the node C set out the depth level
hel at the elastic limit
Rel. The nodes A, B and D define the position of the neutral plane
h0 at the yield point
Re. To the depth level
h0, the
h0-
hrm section is tied at the ultimate strength
Rm marked with the letter E and outlines the area of elastic-plastic deformations. The
hrm–
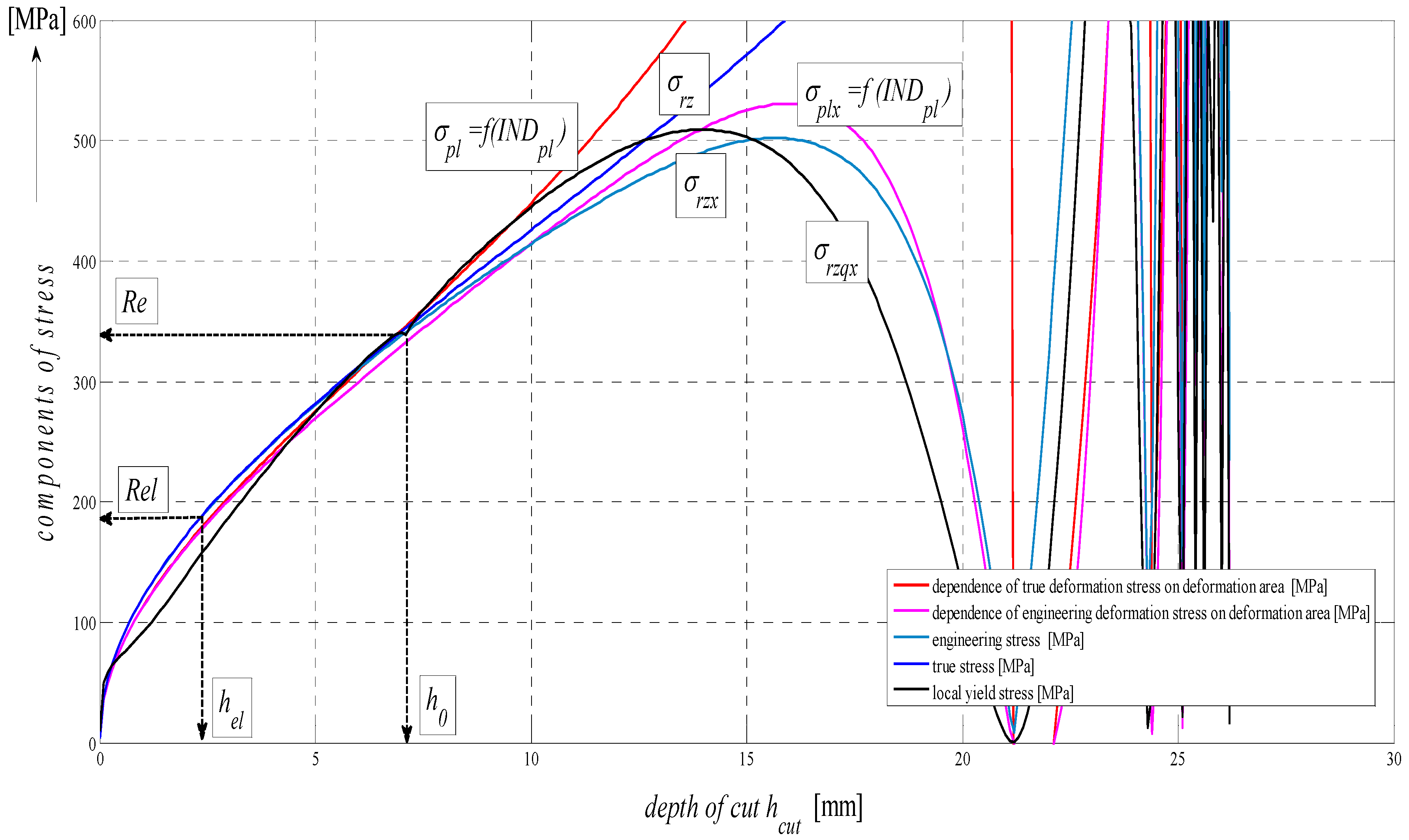
hmax section marked with the letter F outlines the area of plastic deformations and the section G the loss of original structure and cohesion up to the plastic creep of the material. For a clearer illustration, in
Figure 6, also detail of the tension node B in
Figure 5 in linear coordinates is shown.
Figure 6.
Components of steel AISI 304 material, Emat = 195 GPa.
Figure 6.
Components of steel AISI 304 material, Emat = 195 GPa.
4.3. Intensity of Increase in Plasticity of Material in the Process of Deformation
The functions for an analytical expression of the intensity of an increase in plasticity are those that affect the deformation intensity of trace and the surface of separating cut wall. According to
Figure 5, those functions are growing adequately with the growth of the angle
δ and the plasticity index
INDpl and depending on the depth
h, or in accordance with the relative deformation
ε or according to the time
tcut. In the default expression, the notation of functional relations in the form of
INDpl = f (
Emat,
Erz,
σrz,
Kplmat,
Ra,
hcut,
h0,
ε,
δ,
δ0,
tcut…
σres) can be used. Also, a significant influence of the growth of residual
σres on the increase in plasticity of the surface and the core of material is expected. The behaviour of the function
σres is given, according to the derivation by the authors [
29] by the relationship Equation (8)
σres = f (sin
δ) is here, which justifies the influence of residual stress on the intensity of increasing plasticity. Therefore, it is also illustrated in the graph in
Figure 5. The equation for
σres was verified using an ultrasonic method [
29].
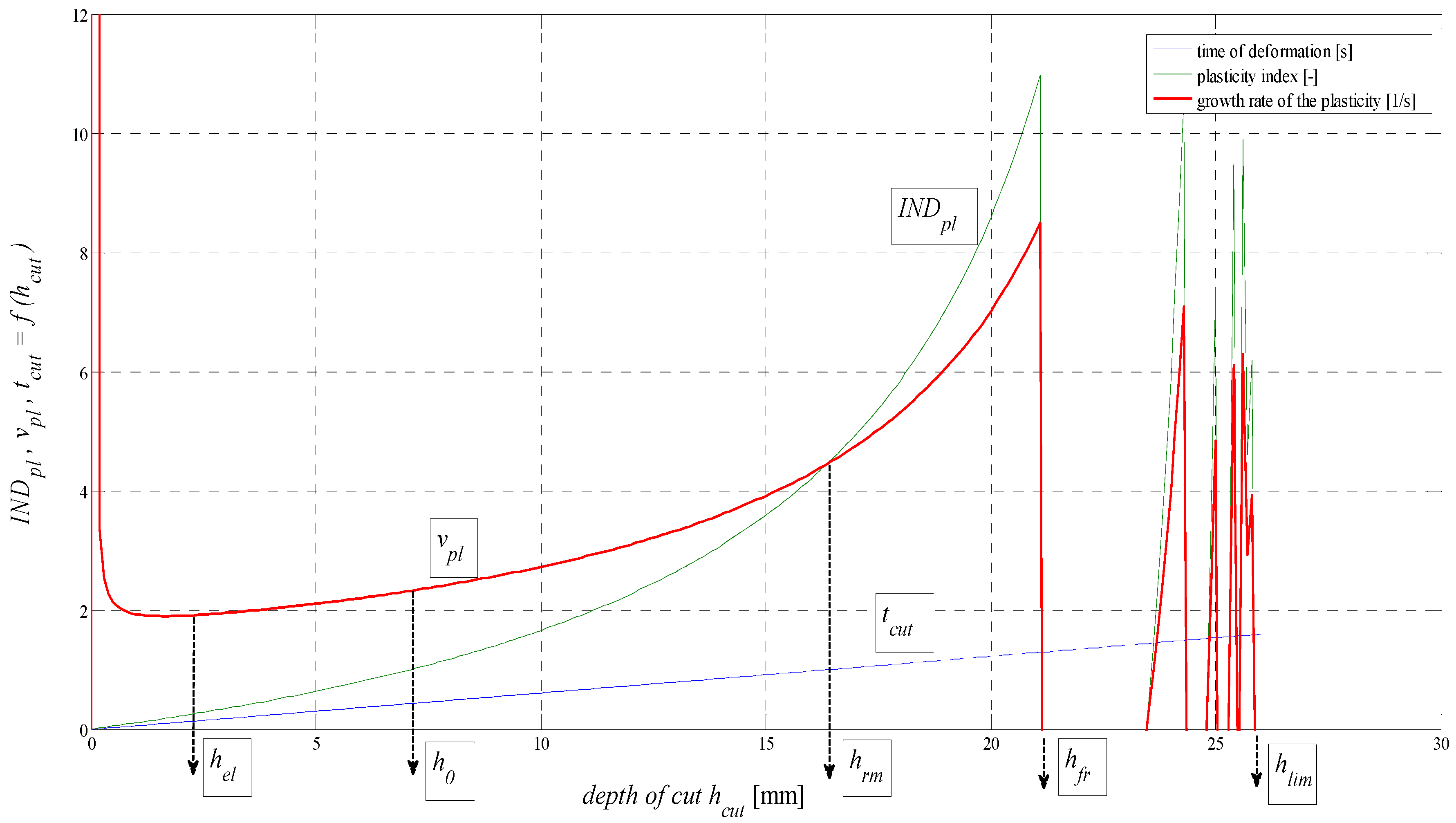
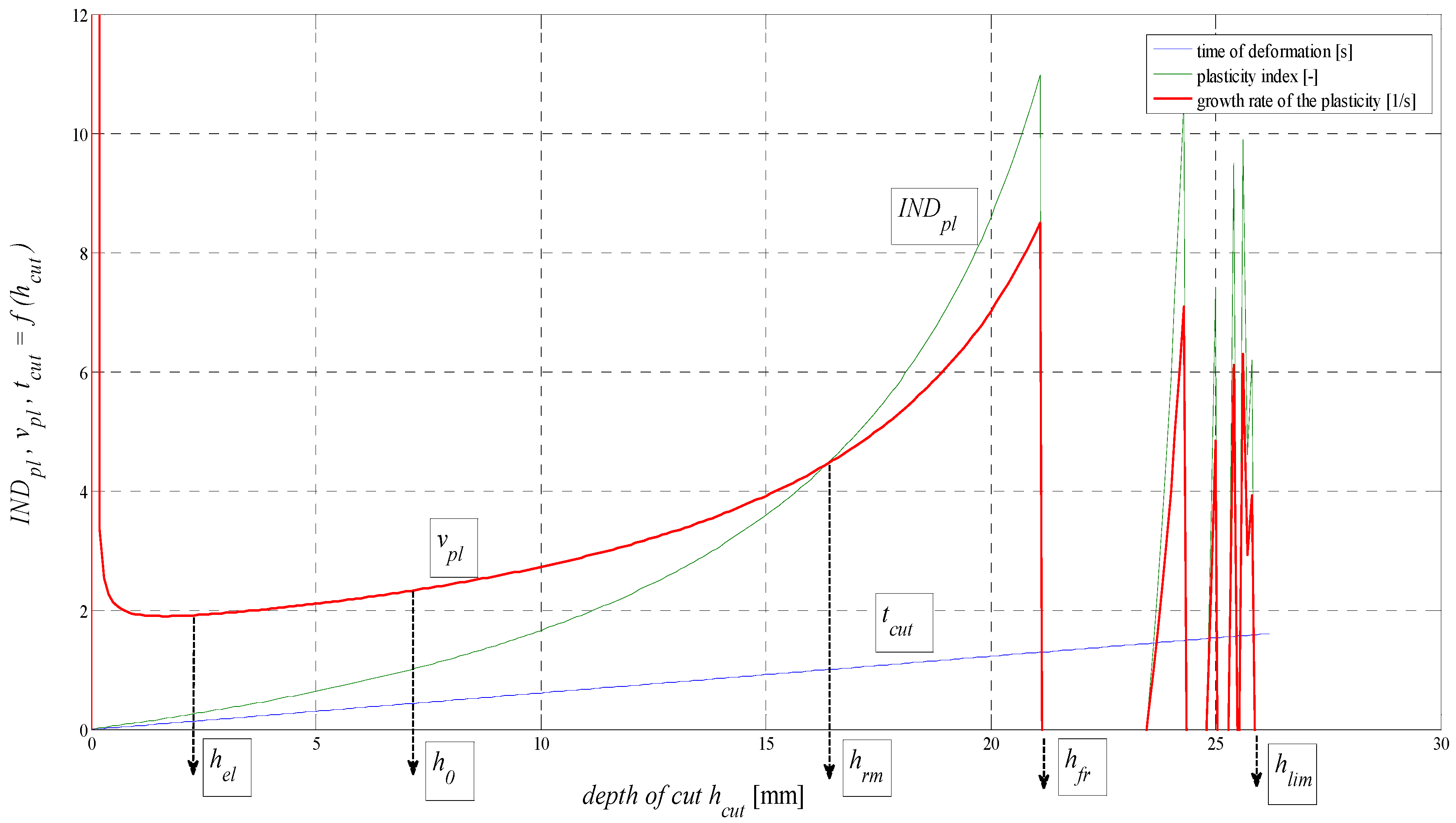
The examination of plasticity rate
vpl =
INDpl/
tcut (1/s) is also of interest. As shown in
Figure 7, the local maximum
vpl is within the first millimetre of depth where the disintegrating tool starts to penetrate into the material.
Figure 7.
Analysis of f (INDpl, vpl, tcut) for AISI 304 material, Emat = 195 GPa.
Figure 7.
Analysis of f (INDpl, vpl, tcut) for AISI 304 material, Emat = 195 GPa.
Here, it concerns the point indentation stress and volumetric stress. After overcoming the elastic limits at
hel, where
vpl is a local minimum, it continues to grow according to depth. The deformation time tcut was derived by means of regression according to FFT. With good correlation conformity, it was confronted with the results according to [
16]. Here, strain rates and the duration of disintegration behaviour in the AWJ cut were measured by means of the so-called visualization method. The equation for timing, according to the authors of the present article, can be found according to Equation (9) of
and is true, in general, for different materials defined here by the constant of plasticity, or cuttability
Kplmat. The parameter
INDpl can be well utilized for the construction of deformation diagrams
σpl = f (
h,
ε,
tcut) where
σpl = f (
INDpl). Similarly, for the calculation of deformation stress to create surface roughness, the relationships in Equations (10) and (11) derived by authors apply.
After completion of the basic notation, the equations of a specified approximation form are obtained according to Equations (12) and (13):
Here, the parameter
Plim in Equation (14) represents a stress development in the core of the material in (MPa).
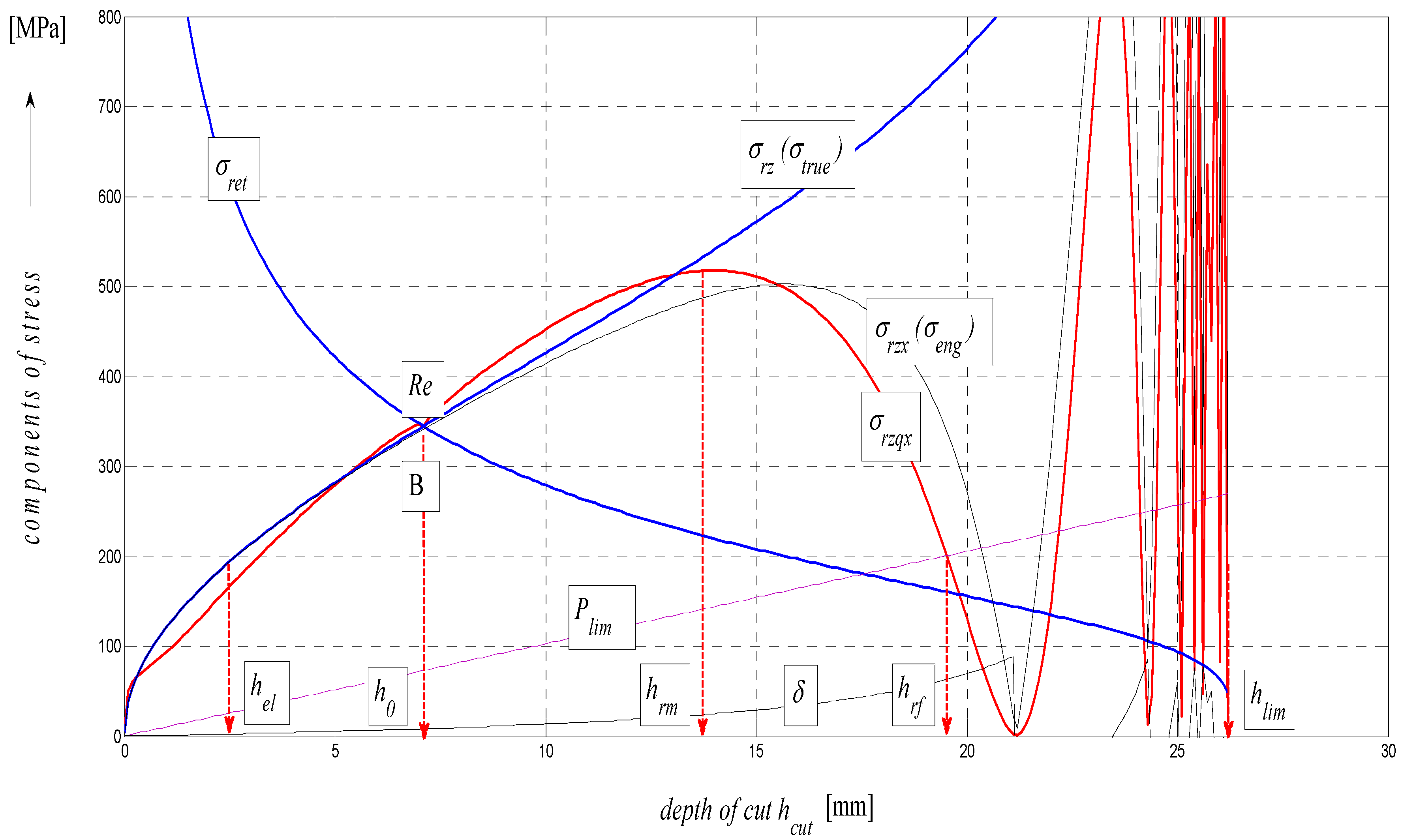
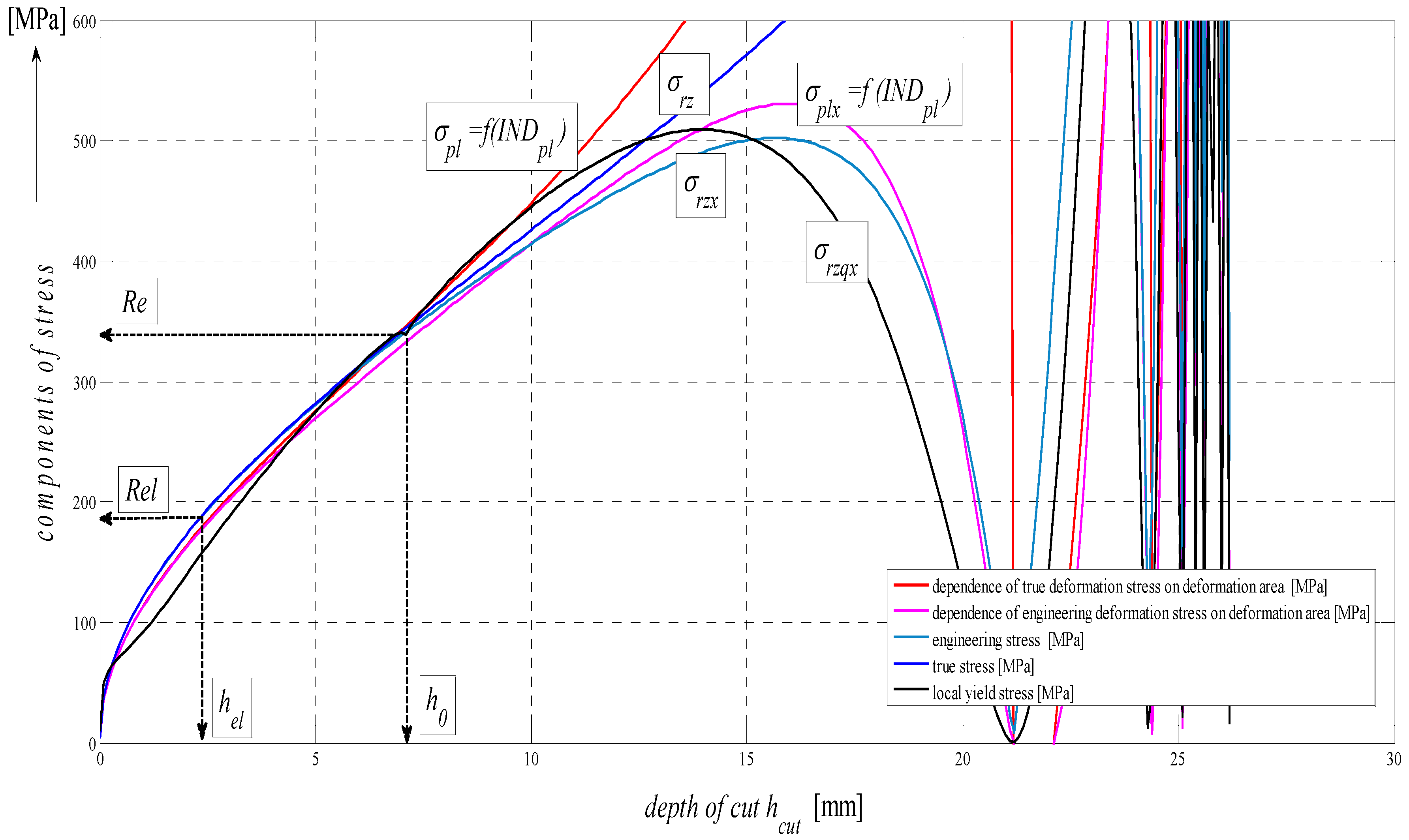
A good comparative match with other functions
σrz and
σrzq for the calculation of deformation stress can be seen in
Figure 8. From the composition of variables for the calculation of
σpl, it is also apparent that discrete values and individual limits in any depth
h, thus
ε or
tcut can be read from the graph. Substituting the discrete values, the deformational diagrams
σpl = f (
h,
ε,
tcut) can thus be constructed by means of a discrete point construction as well. As grounded above, the analysis of the deformability process may be carried out, and can be predicted purely analytically and, thus, without any need for making test cuts.
Figure 8.
Analysis of components of stress on depth of cut for AISI 304 material, Emat = 195 GPa.
Figure 8.
Analysis of components of stress on depth of cut for AISI 304 material, Emat = 195 GPa.
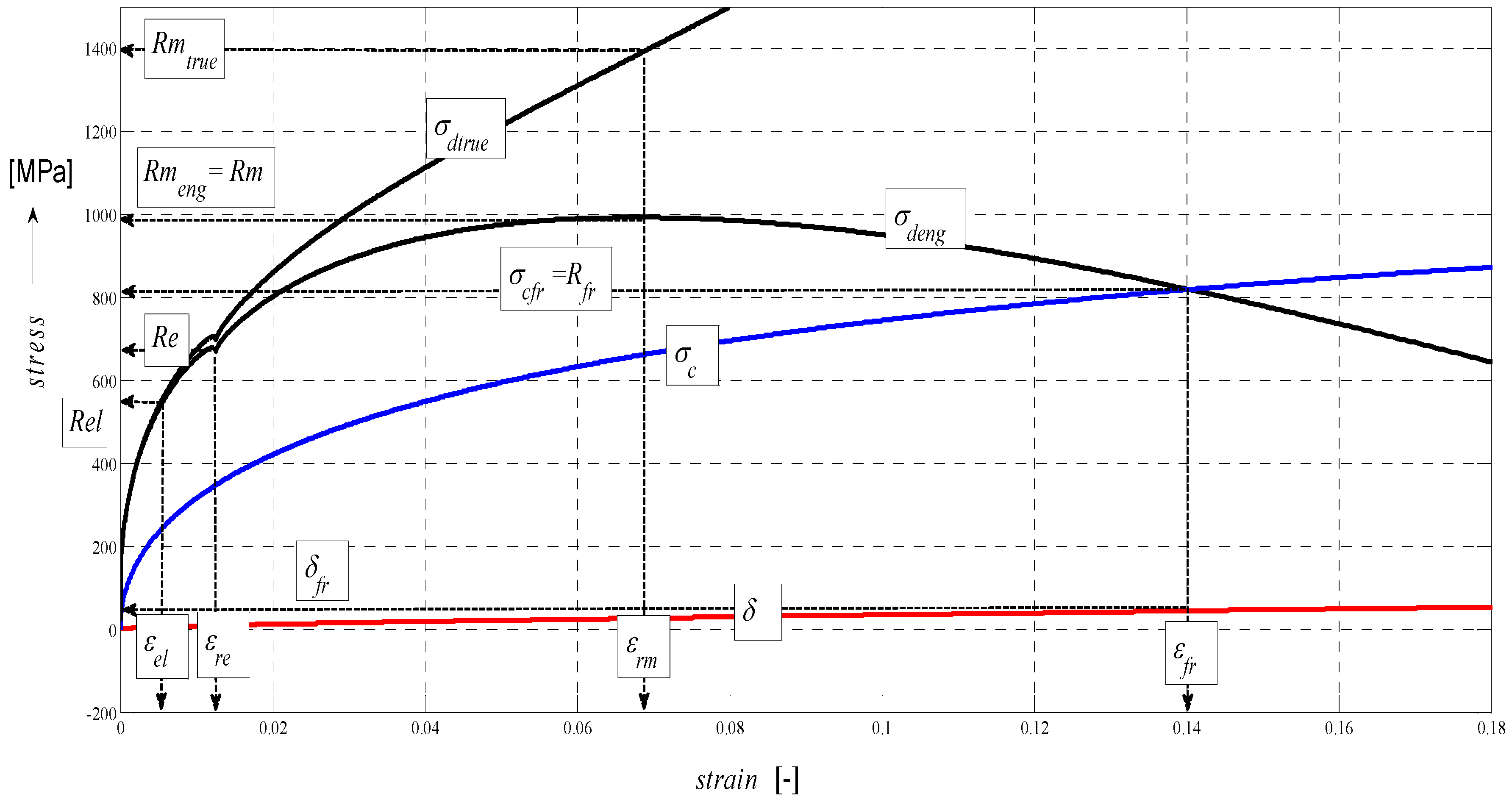
The basic considerations of the concept of analytical processing can be illustrated most simply by geometrical similarity in the curves of integral (total) stress in the modulus area (A), and more specifically, those of development of stress in the material in the stress area (B) and those of development of surface roughness in the deformation area (C) according to a diagram in
Figure 9. This similarity is hypothetical and forms a theoretical basis for the derivation of required relations. The mechanism of actual development of disintegration and deformation processes corresponds well with the distribution of stresses and deformations in the studied cut, providing, thus, information about the occurrence and development of tensile and compressive stresses and the deformations induced by them.
Based on the Equations (3)–(7) derived for the basic form of a topography function for the plane containing the trace, functional relations of stress and deformation quantities to instantaneous surface deformations in the cut can be defined. Thus, the following equations for the decomposition of these quantities into the tensile and compressive components, including their summarized values and values on the level of neutral plane will be obtained. For the total stress, Equation (15), which contains the decomposition component of stress
σrz, of Equation (16) for compression and the decomposition retardation component of tension
σret of Equation (17), applies.
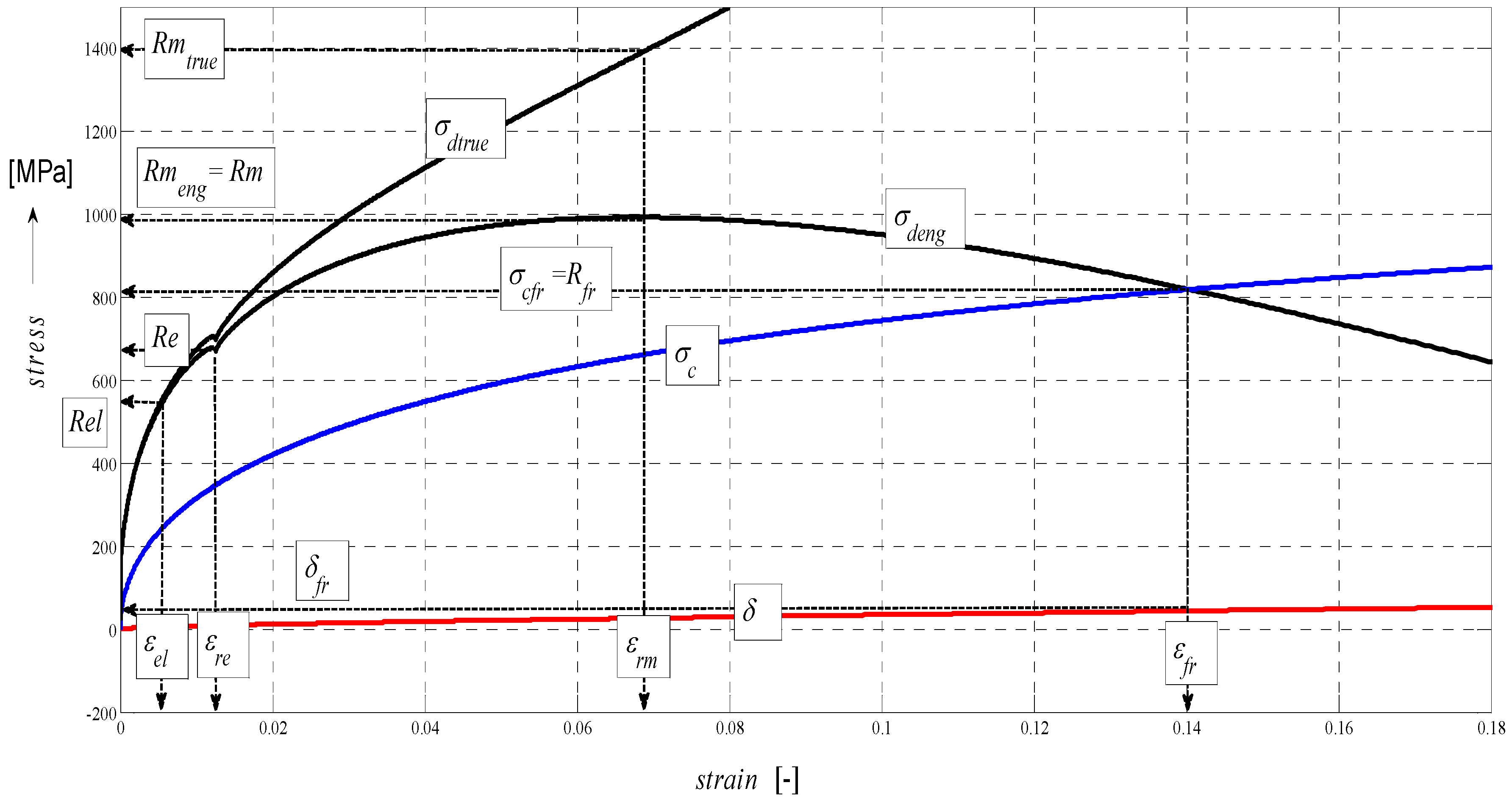
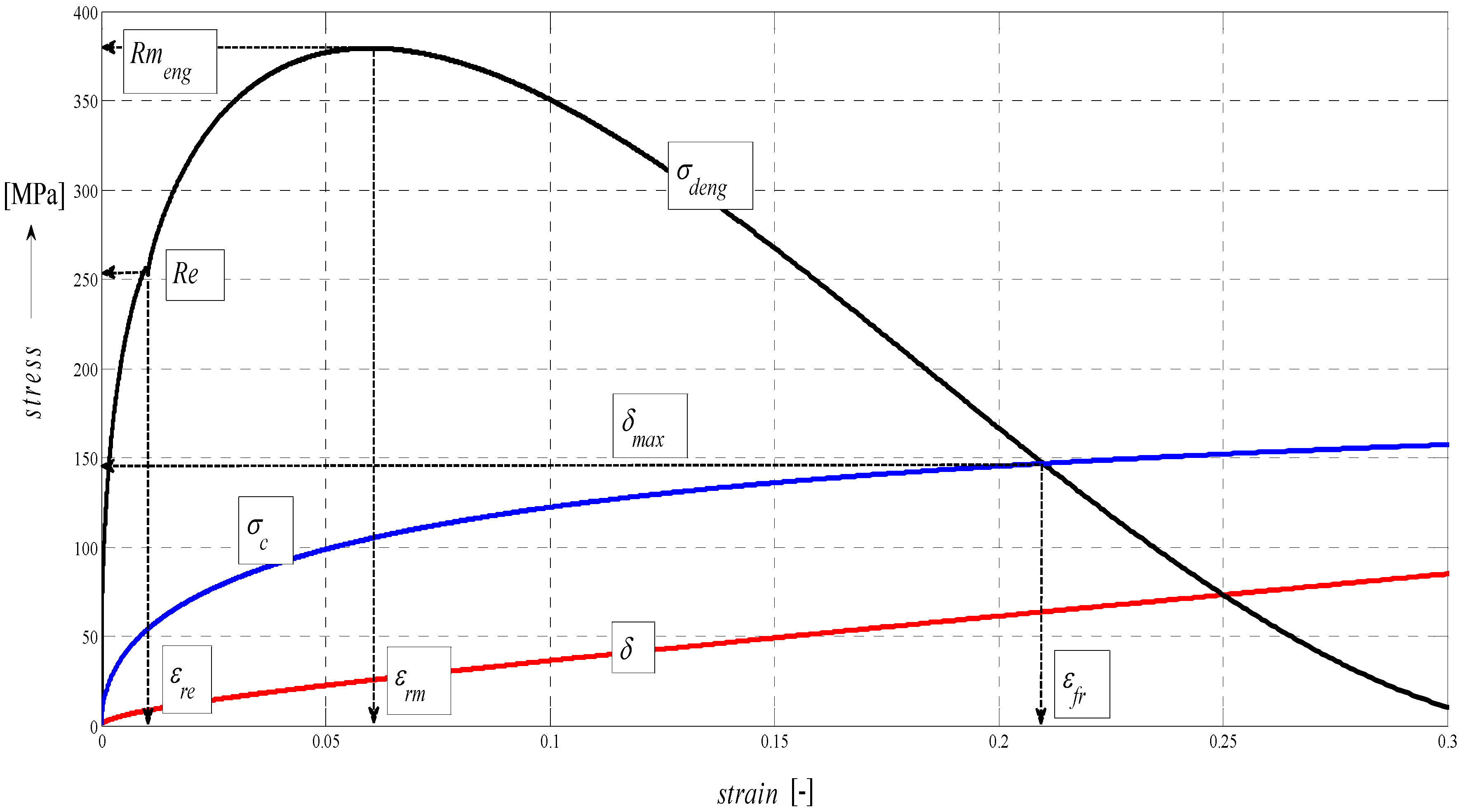
Figure 9.
Diagram for STN 15230 steel, dependence of functions on relative elongation.
Figure 9.
Diagram for STN 15230 steel, dependence of functions on relative elongation.
In the equations, the following parameters are included: Young’s modulus in tension
Emat, decomposition component of
Emat for compression
Erz, decomposition component for tension
Eret and instantaneous surface plasticity
Kpl, which is defined as instantaneous deformation area given by the product of instantaneous values of roughness
Ra and those of depth
h. Then, the equations for the calculation of compressive stress in the cut can be generally written in the form of Equation (18):
where instantaneous surface plasticity is defined by Equations (19) and (20)
and for the dissipation component of stress, the following relation holds true as per Equation (21)
where the member cos
δ is a dissipation factor in the cutting technologies utilizing flexible tools. For a sharp and rigid tool, such as a non-blunt turning tool, where
δ = 0, it would be true that cos
δ = 1 and
σrzx =
σrz. It holds for the engineering curve Equation (22) and for the true one as per Equation (23)
To get the topography function, its onset in the initiation zone and the curvature of cut trace, the equations for the topography function in the plane that contains the trace have to be supplemented by solving the equation for that in the radial plane, i.e., in the plane below the point of application of the tool radially to the surface of the sample, where roughness is usually measured in practice, is checked and then stated in tables.
4.4. Calculation Relations
Based on the input parameter
Emat of the given material, it is especially a case of calculation of the plasticity coefficient
Kplmat according to Equation (2). For the construction of stress-strain diagrams, functional relationships for stress-strain functions are essential. The deformation parameter
δ can be used suitably for the expression of relative deformation or relative elongation in the form ε = δ/90(-). More specifically, the relative elongation can be expressed using all partial deformations of the surface in the form of Equation (24)
Then, it holds true for Equation (25)
The cos
δ function represents a dissipation factor and is used for the division of stress into the deformation dissipation,
i.e., engineering component
σrzx according to Equation (22) and the non-dissipation,
i.e., actual component
σrz =
σtrue (actual stress), as follows from the measurement results. Equations for the expression of a relationship between stress and deformation and for the construction of stress-strain diagrams are derived in the form of Equations (26)–(29). As a matter of fact, the equations represent generalized Hooke’s law and hold true for the whole stress-deformation area and generally for all materials. For the theoretical branch of so-called actual stress, a relationship as per Equation (28) holds true; to the theoretical branch of so-called engineering stress, a relationship as per Equation (29) with reduction using the cos
δ function applies.
For the auxiliary function of
Mtaž (%) for the determination of the elongation limit, the relationship expressed in Equation (30) is valid:
To the development of local roughness in the yield point region, the development of local stress
σrzq according to the relationship in Equation (31) is related, where
Raq is the local roughness for Equation (32) in the yield point region.
The
σc function simulates stress in the material core; it means the permanent strength of the material, and determines ductility on the envelope of the stress-strain curves as per Equation (33)
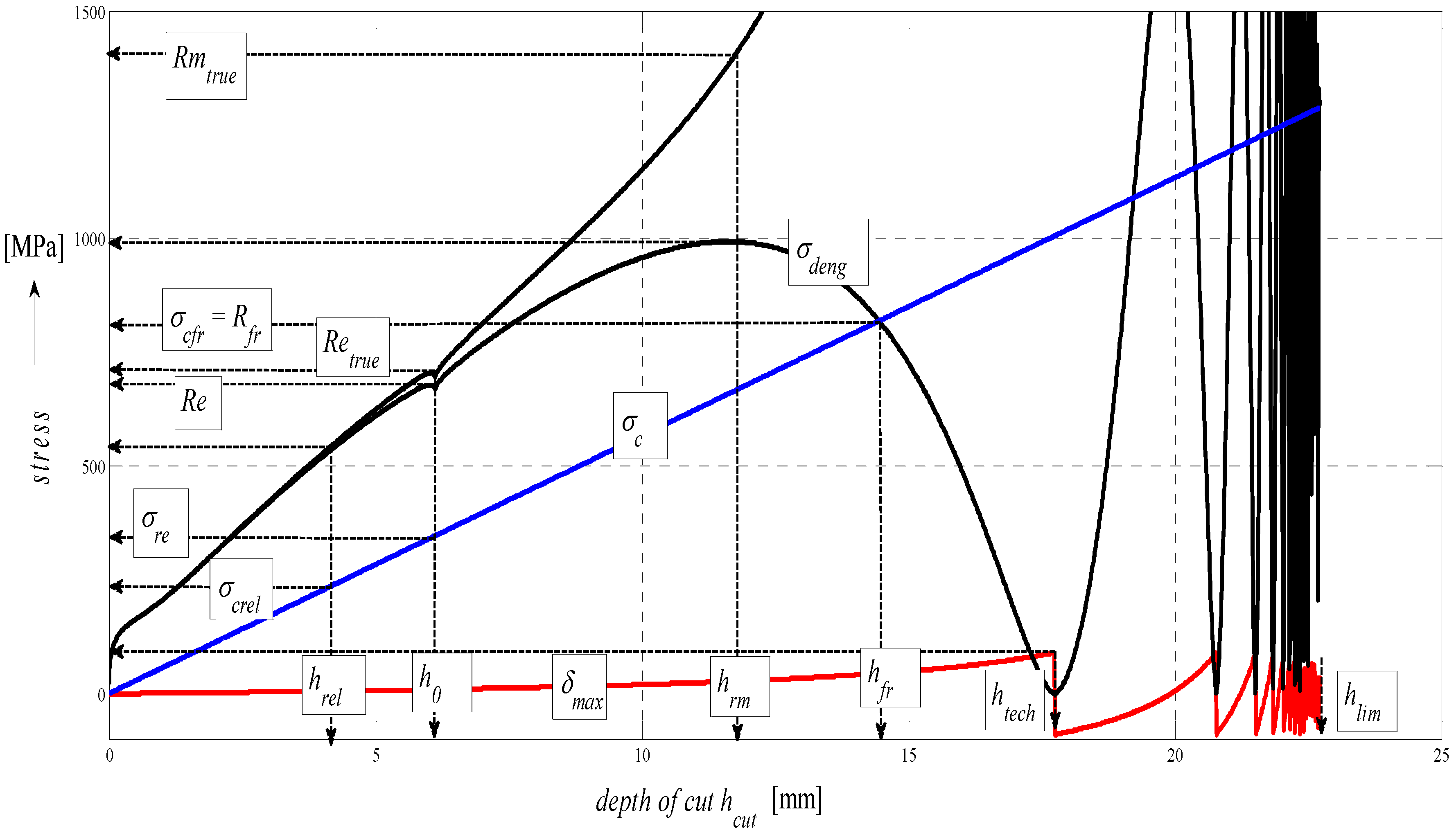
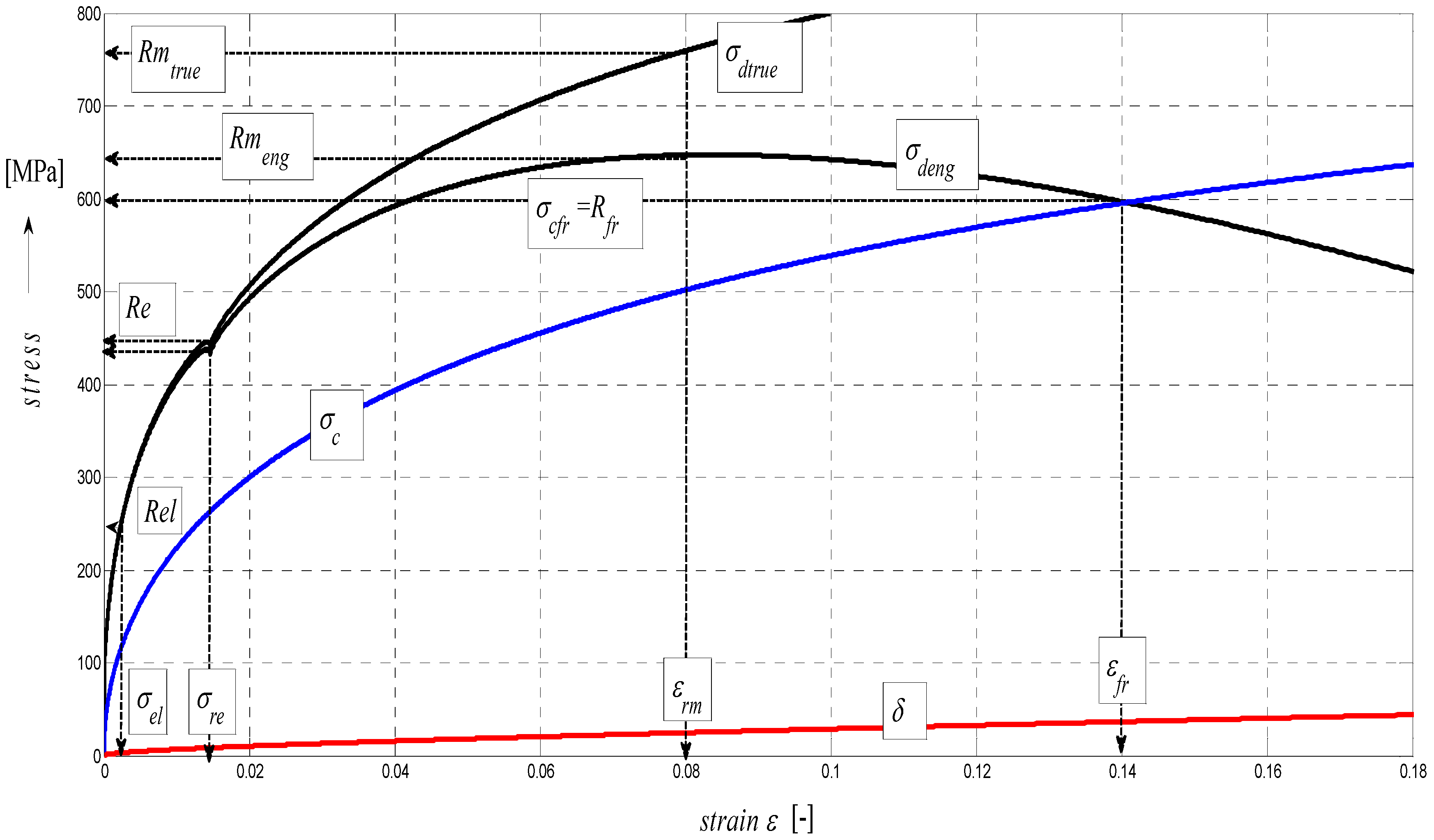
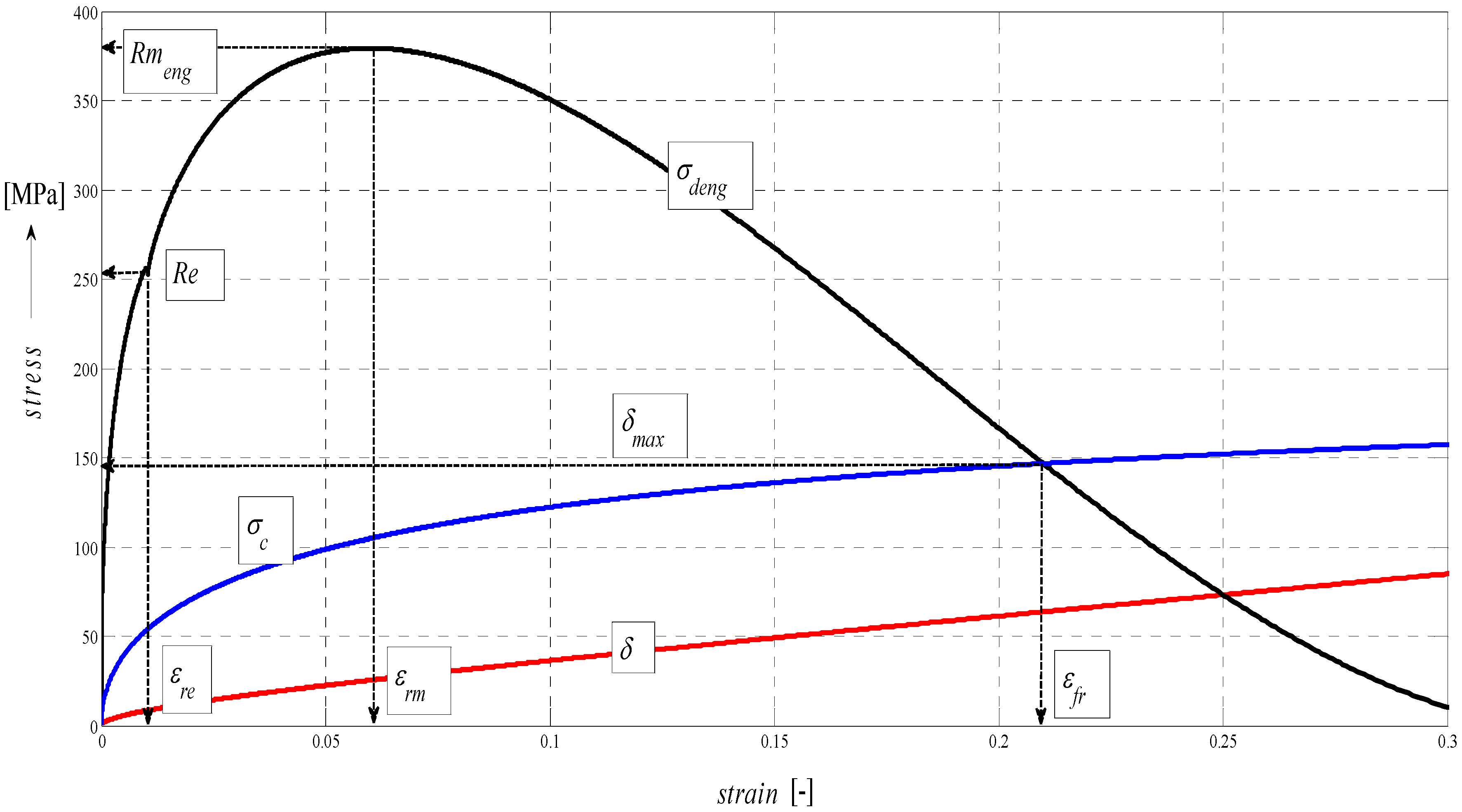
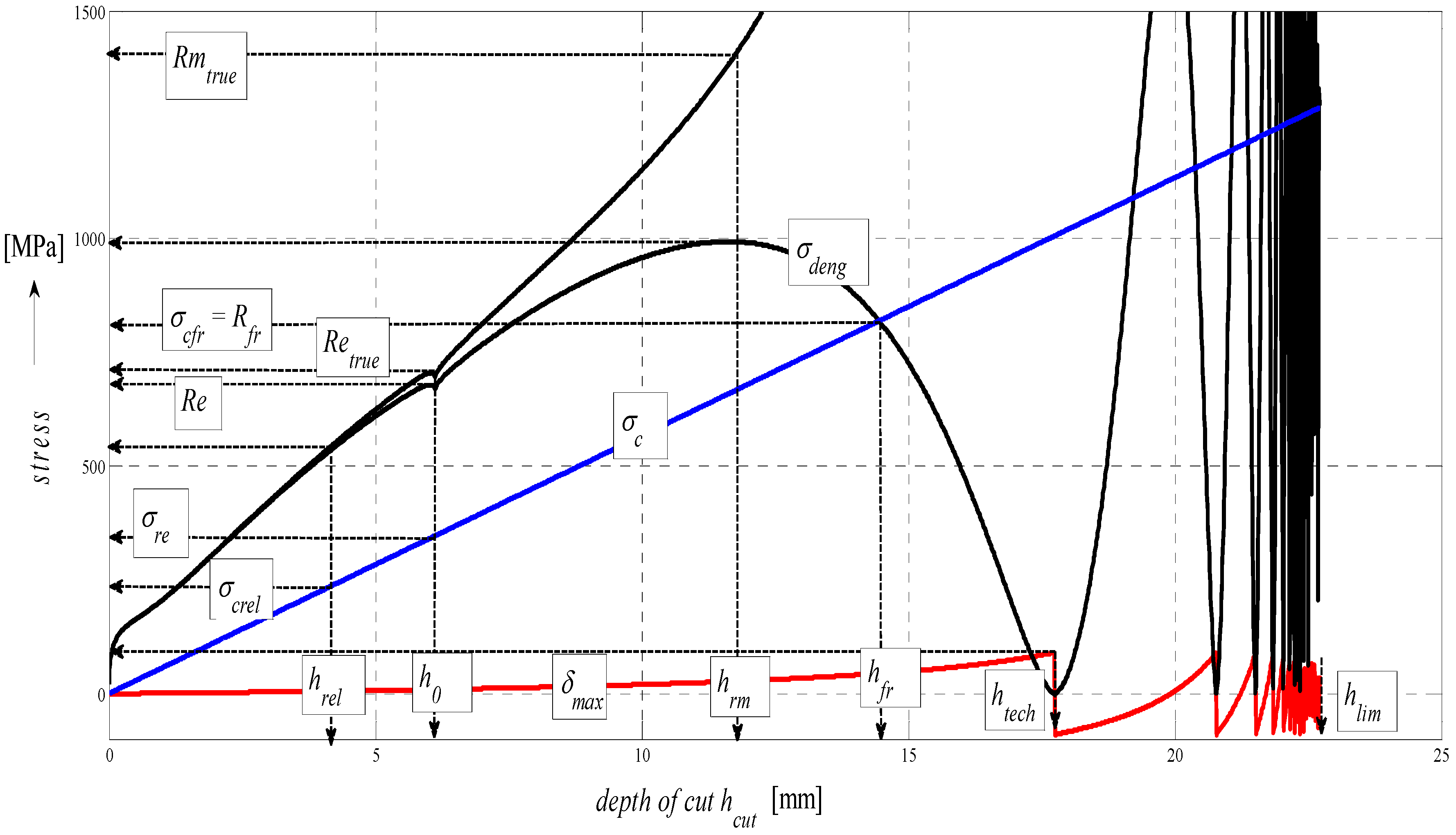
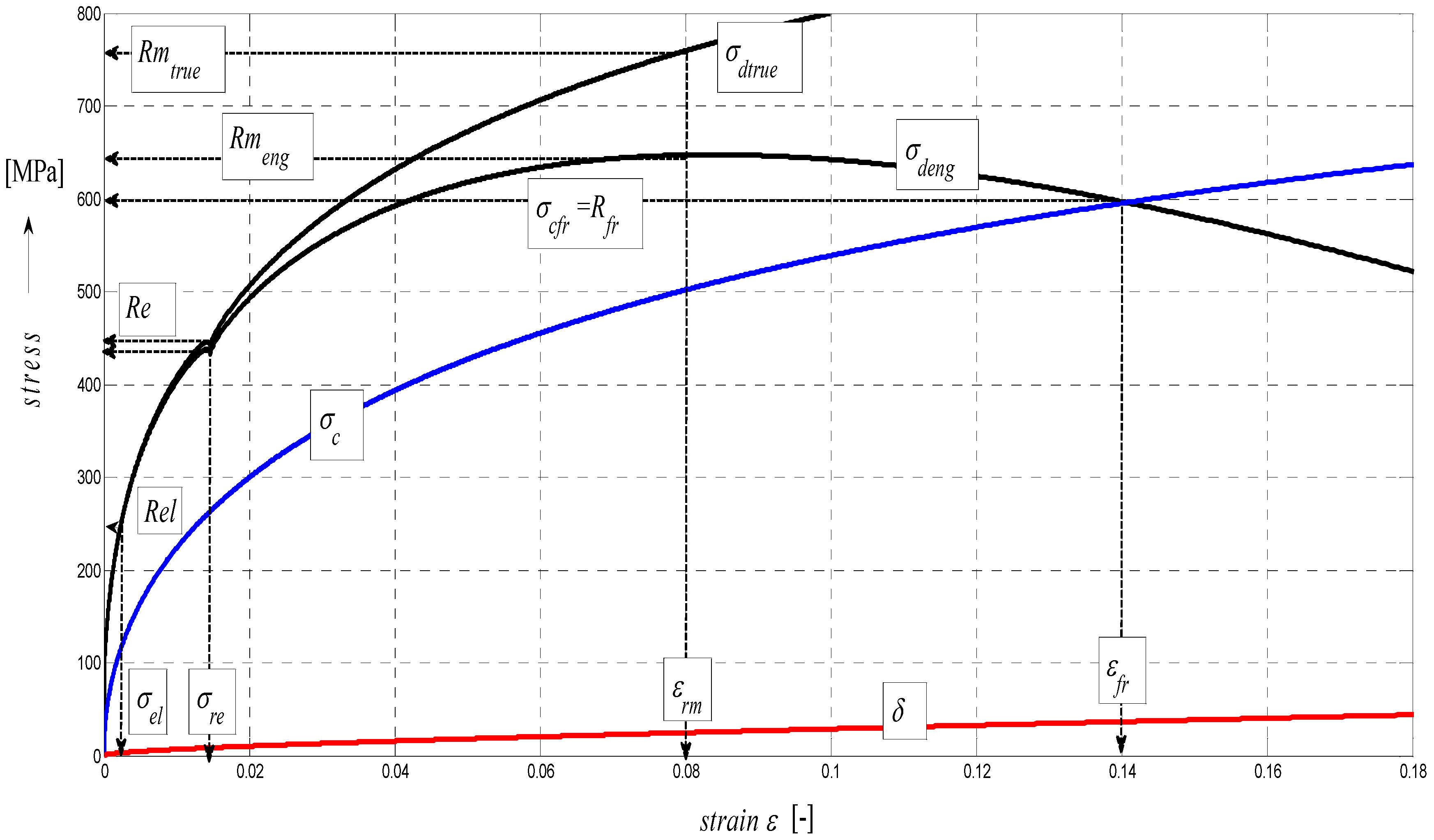
4.5. Construction of the σ–ε and σ-h Graphs
In the following figures, the dependence of stress-strain functions on relative longitudinal elongation (
Figure 9,
Figure 10,
Figure 11,
Figure 12,
Figure 13 and
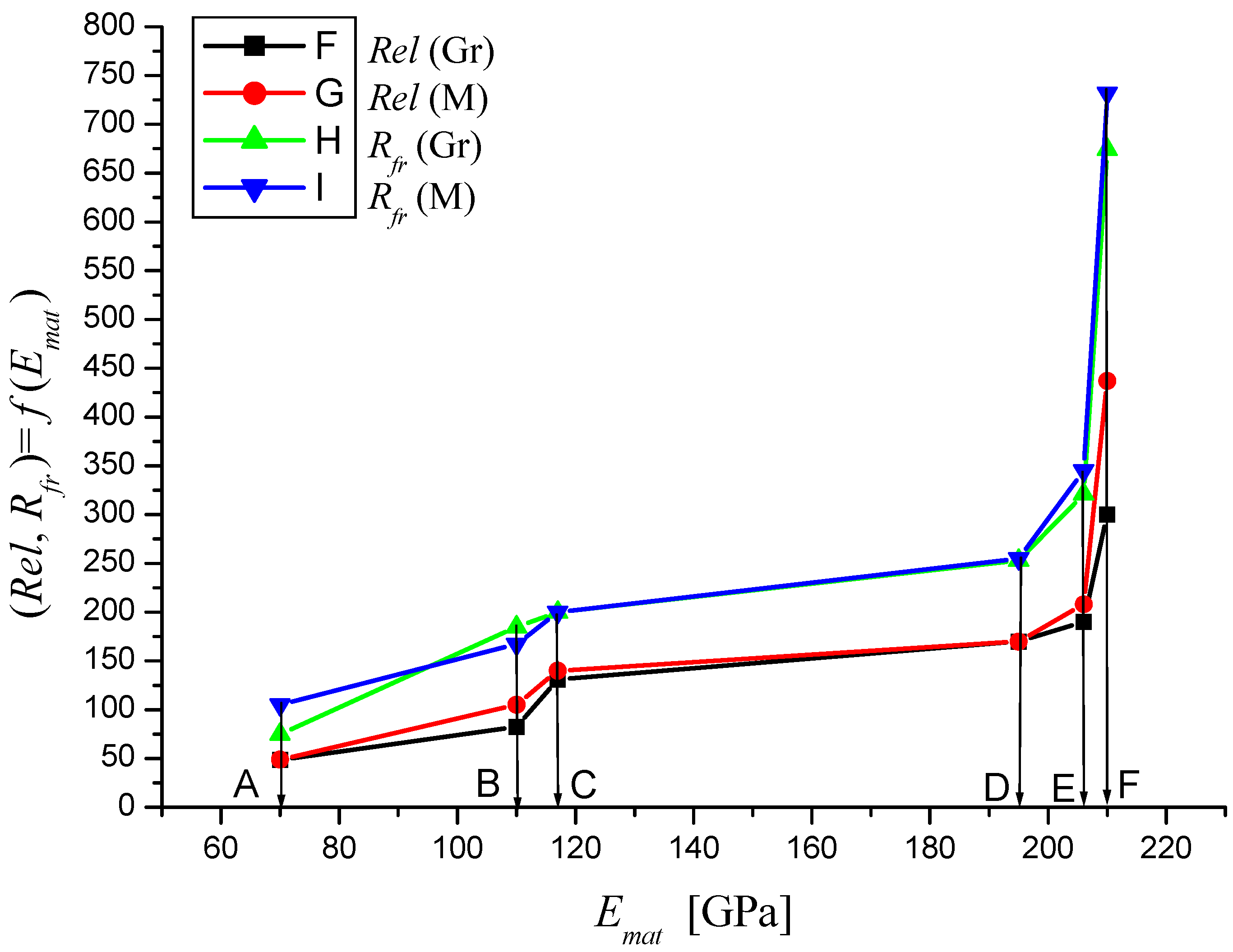
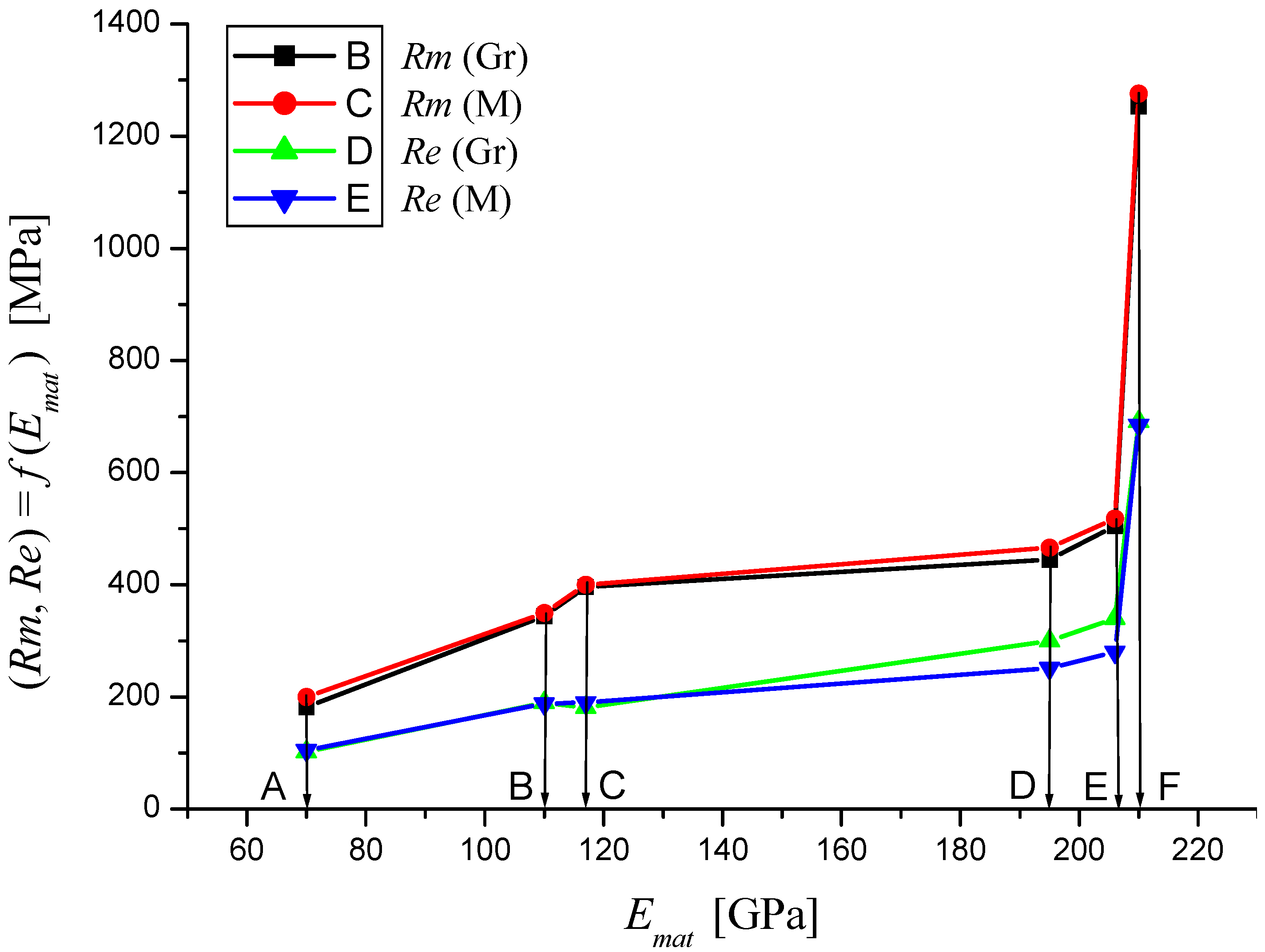
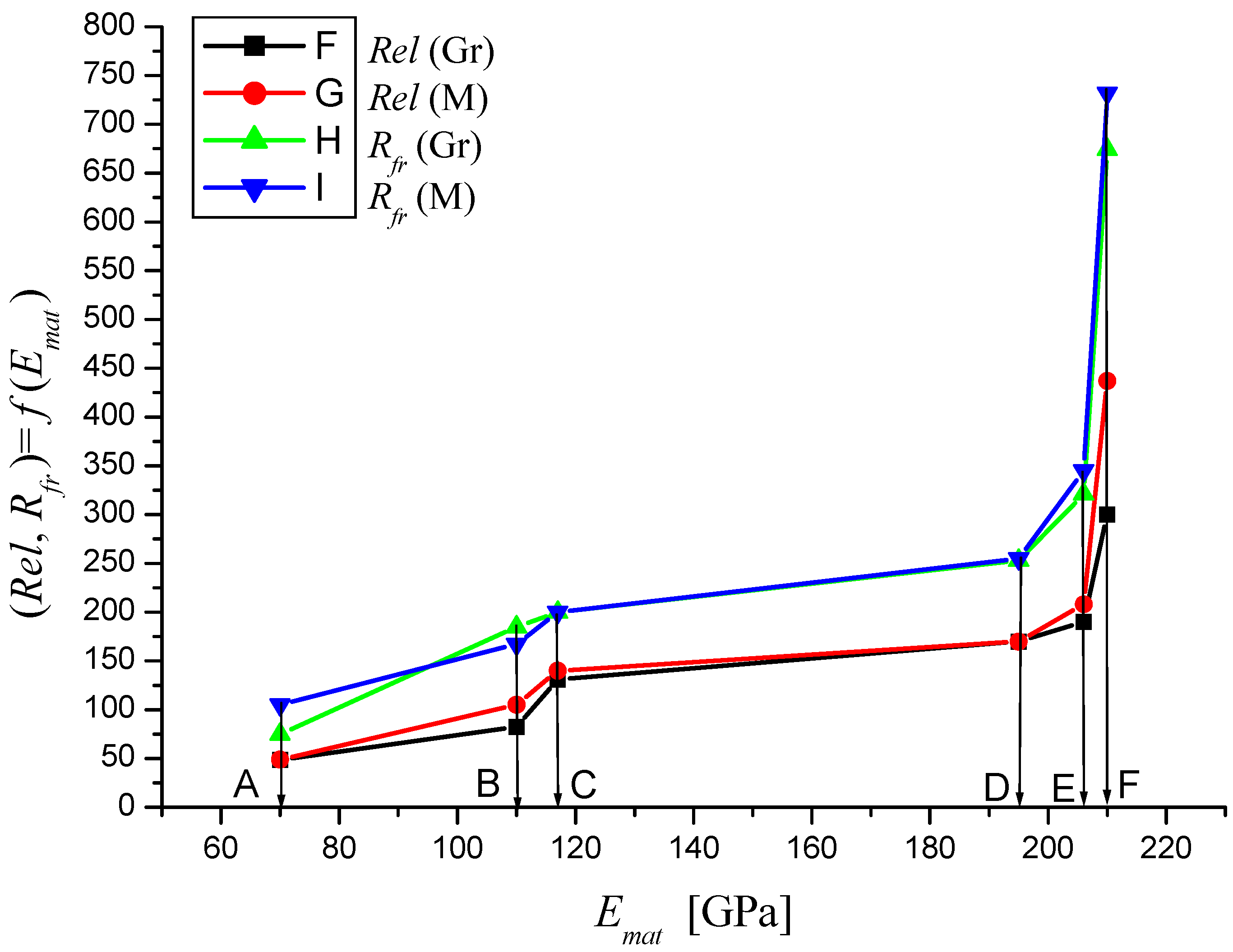
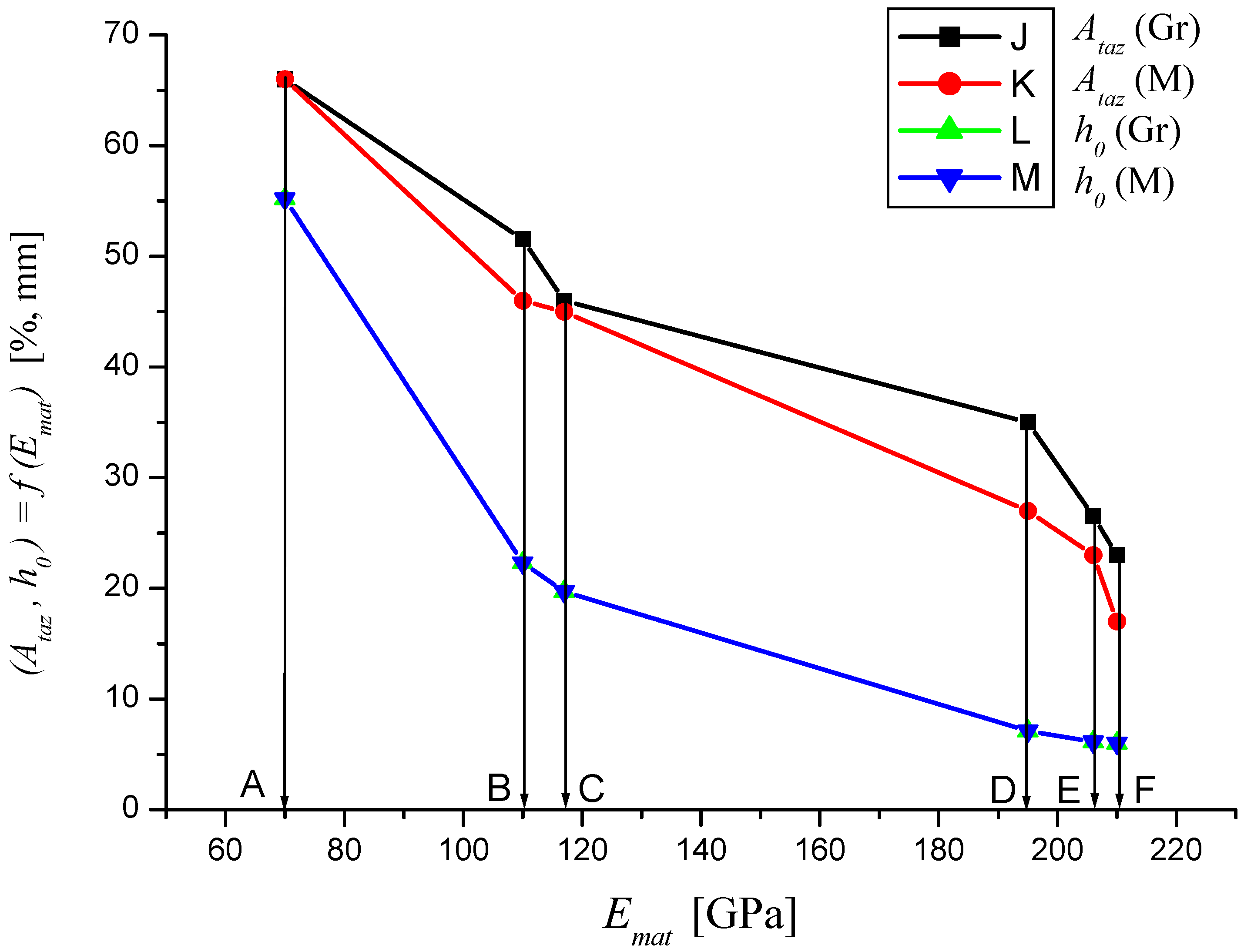
Figure 14) is shown, as well as a comparison between conventional stresses for single materials in the case of measured values (Mes) and theoretical values (Gr (see
Figure 15,
Figure 16 and
Figure 17), the difference between them being less than 10%. They include the following equivalents of basic tabular elastic-strength parameters of technical materials, including the values of the parameters at the main, arbitrarily chosen limits of deformability:
σc—stress in material core (MPa),
Rfr—ultimate strength at failure (MPa),
Re—yield point (MPa),
Rel—elastic limit (MPa),
Ataz—elongation limit (%),
δmax—angle of deviation of cut trace for depth
hmax (°),
hRe—depth at yield point (mm),
εel—relative elongation at elastic limit (-),
εRe—relative elongation at yield point (-),
εRm—relative elongation at ultimate strength (-),
εfr—relative elongation at failure (-),
Rmeng—engineering ultimate strength (MPa),
Rmtrue—true ultimate strength (MPa),
σdtrue—true deformation stress (MPa),
σdeng—engineering deformation stress (MPa).
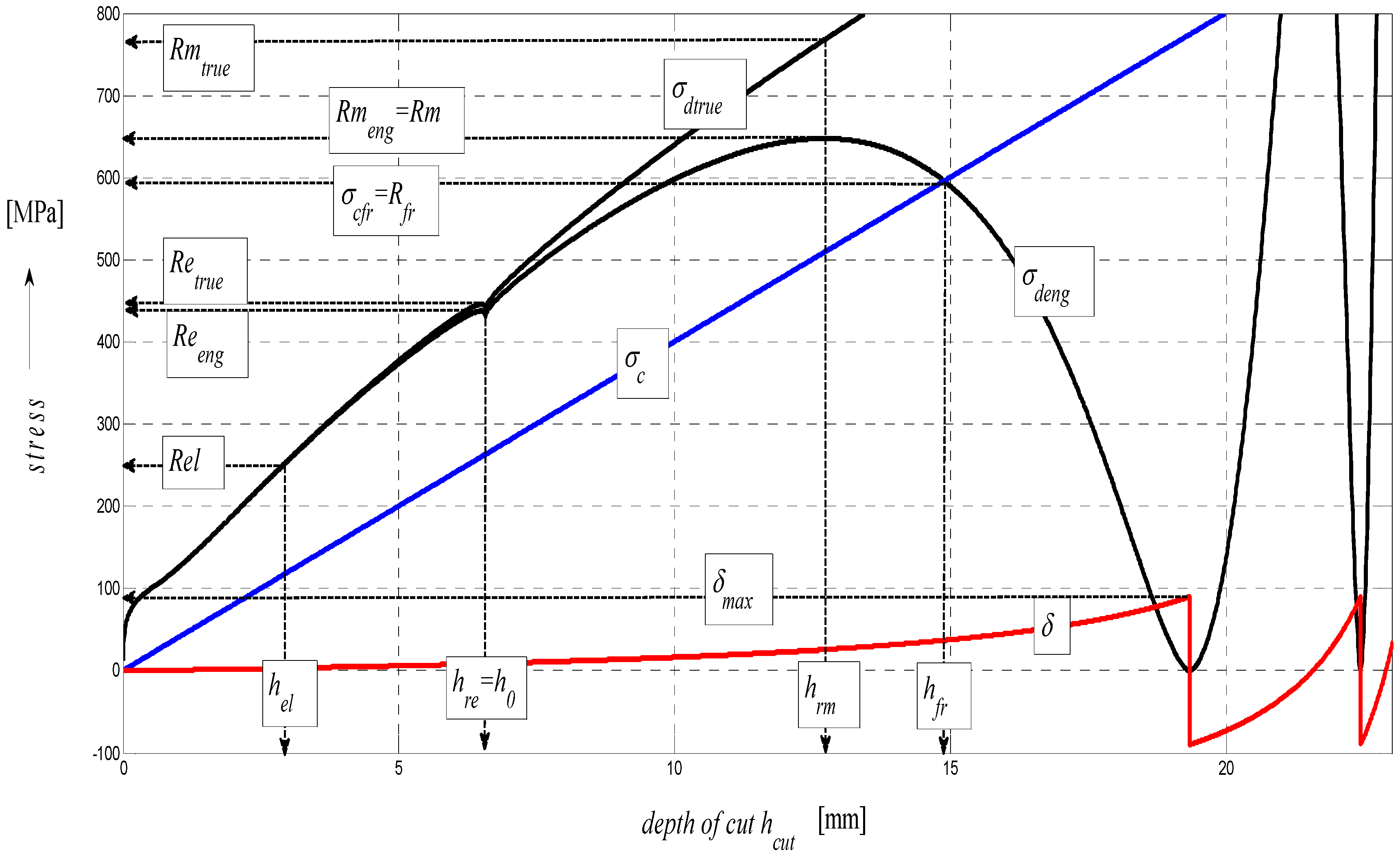
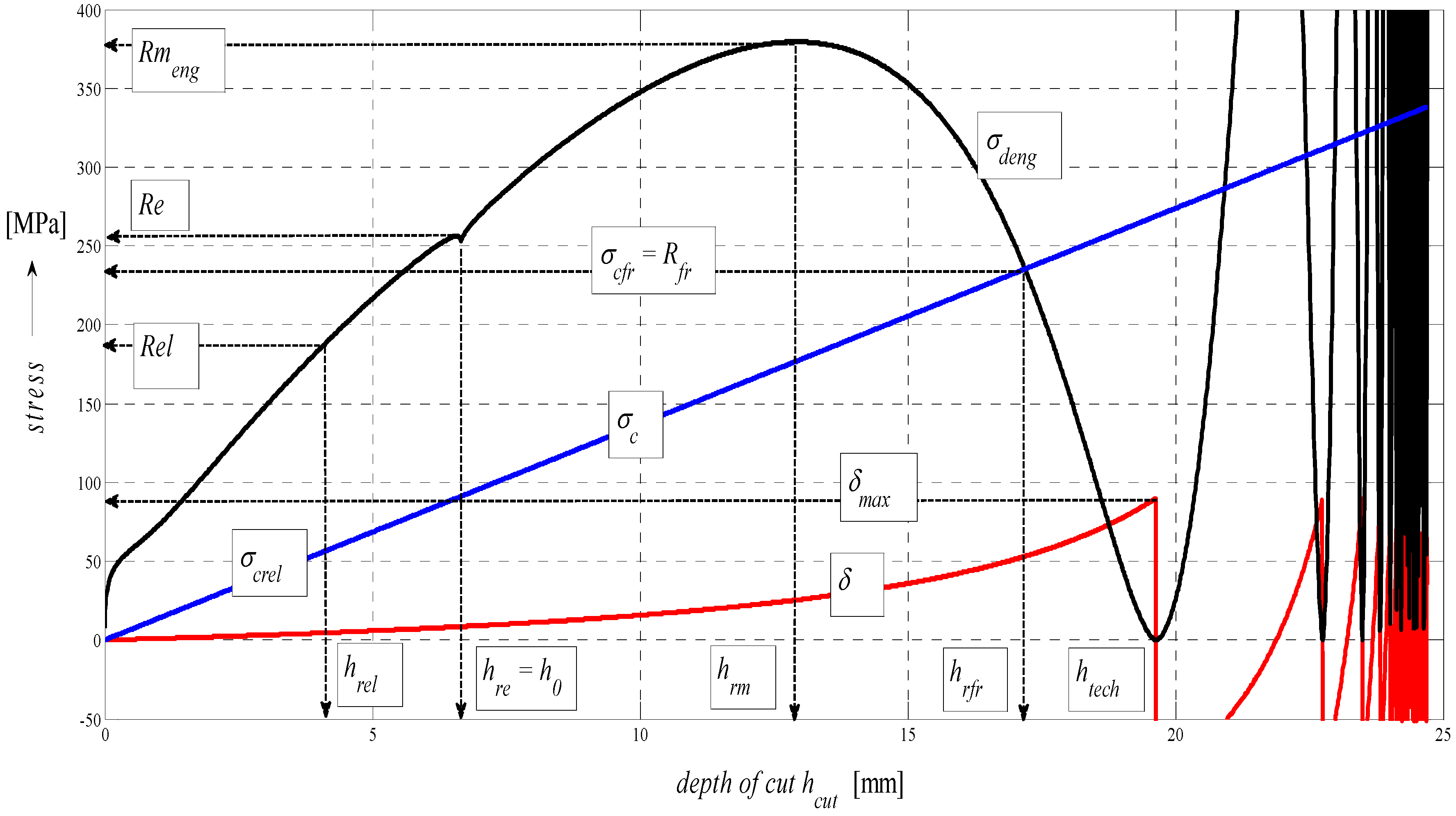
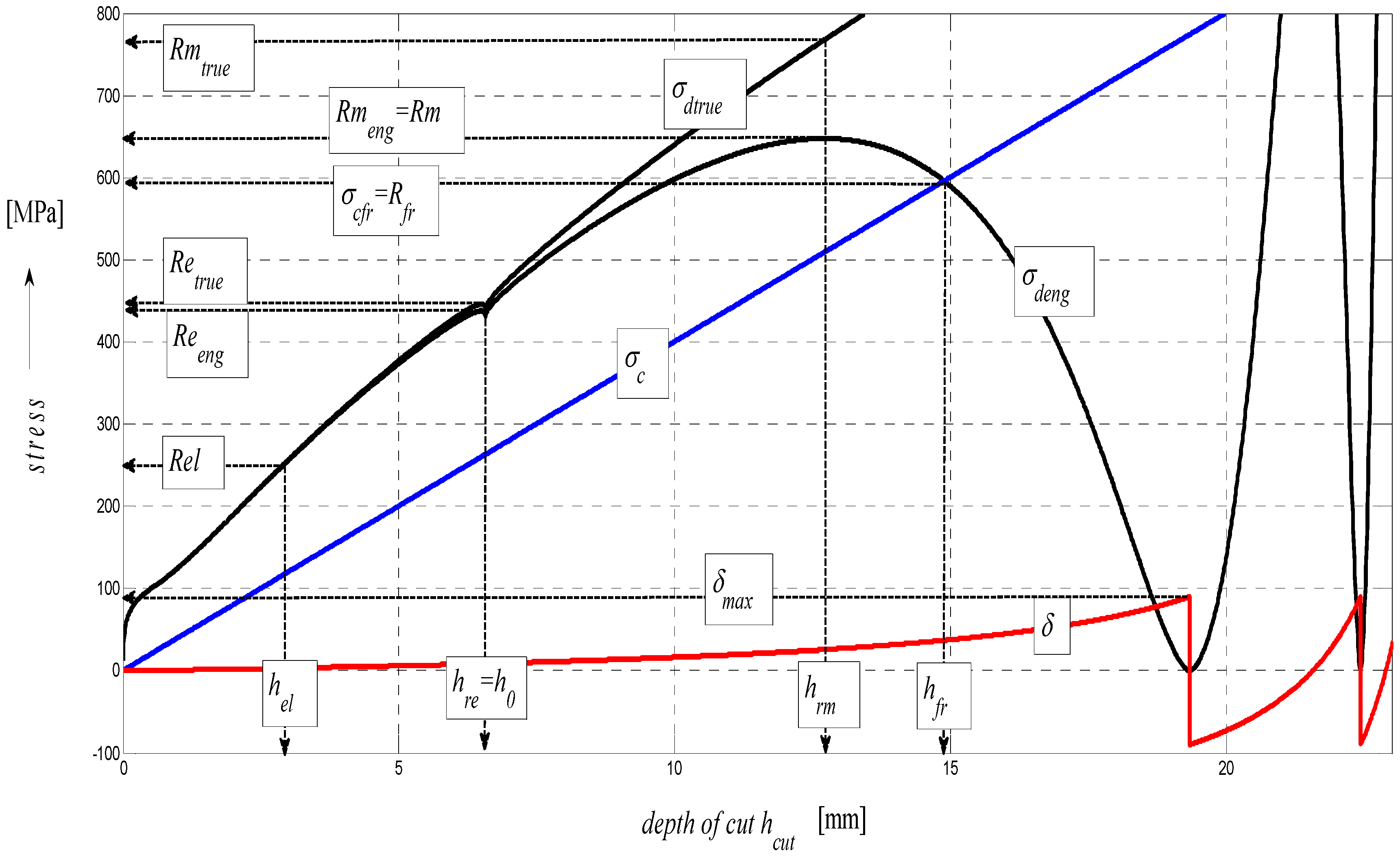
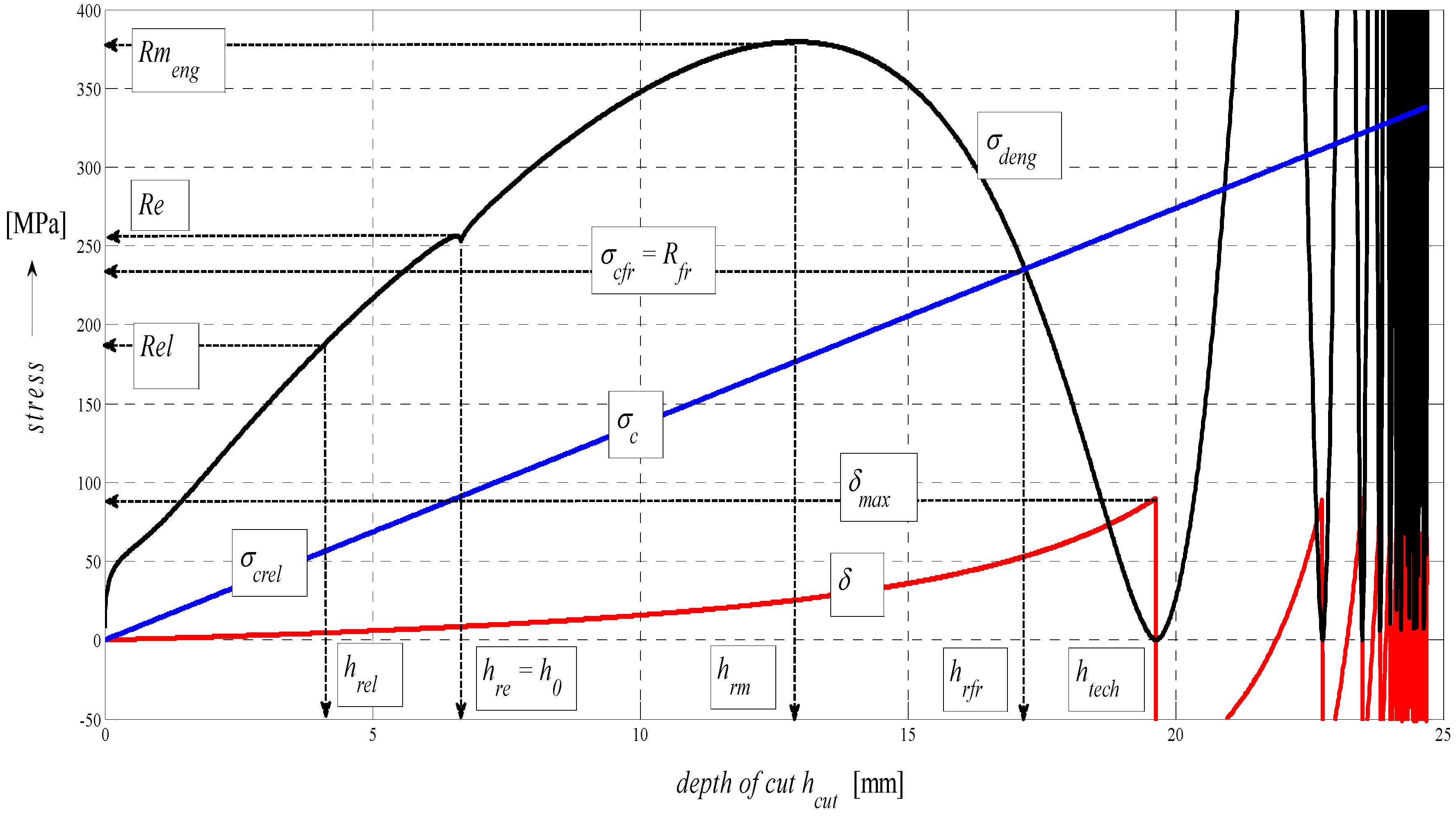
Figure 10.
Diagram for STN 15230 steel, dependence of functions on absolute depth.
Figure 10.
Diagram for STN 15230 steel, dependence of functions on absolute depth.
The comparison of the stress-strain curves of the figures given above show that the tensile test performed in VÚHŽ Ltd. perfectly reproduces the experimental test. Thus, it shows that the equivalents of mechanical parameters and their relationships are correctly determined.
The equivalents of mechanical parameters obtained from the above given equations seem sufficient to give the response to the elastic and plastic zone, necking occurrence and fracture. To confirm our method, another experiment has been performed with different materials (see
Table 1 and
Table 2). This table contains the values obtained by tensile testing and the values obtained by theoretical prediction calculations (see equations above). All values can be also verified in [
30].
Figure 11.
Diagram for EN S355J0 steel, dependence of functions on absolute depth.
Figure 11.
Diagram for EN S355J0 steel, dependence of functions on absolute depth.
Figure 12.
Diagram for ENS355J0 steel, dependence of functions on relative elongation.
Figure 12.
Diagram for ENS355J0 steel, dependence of functions on relative elongation.
Figure 13.
Diagram for AISI 1020 steel, dependence of functions on absolute depth.
Figure 13.
Diagram for AISI 1020 steel, dependence of functions on absolute depth.
Figure 14.
Diagram for AISI 1020 steel, dependence of functions on relative elongation.
Figure 14.
Diagram for AISI 1020 steel, dependence of functions on relative elongation.
Figure 15.
Dependencies of material parameters (Mes) and theoretical (Gr) for materials A—aluminium, B—titanium, C—commercially pure copper, D—AISI 304, E—commercially pure iron, F—AISI 309.
Figure 15.
Dependencies of material parameters (Mes) and theoretical (Gr) for materials A—aluminium, B—titanium, C—commercially pure copper, D—AISI 304, E—commercially pure iron, F—AISI 309.
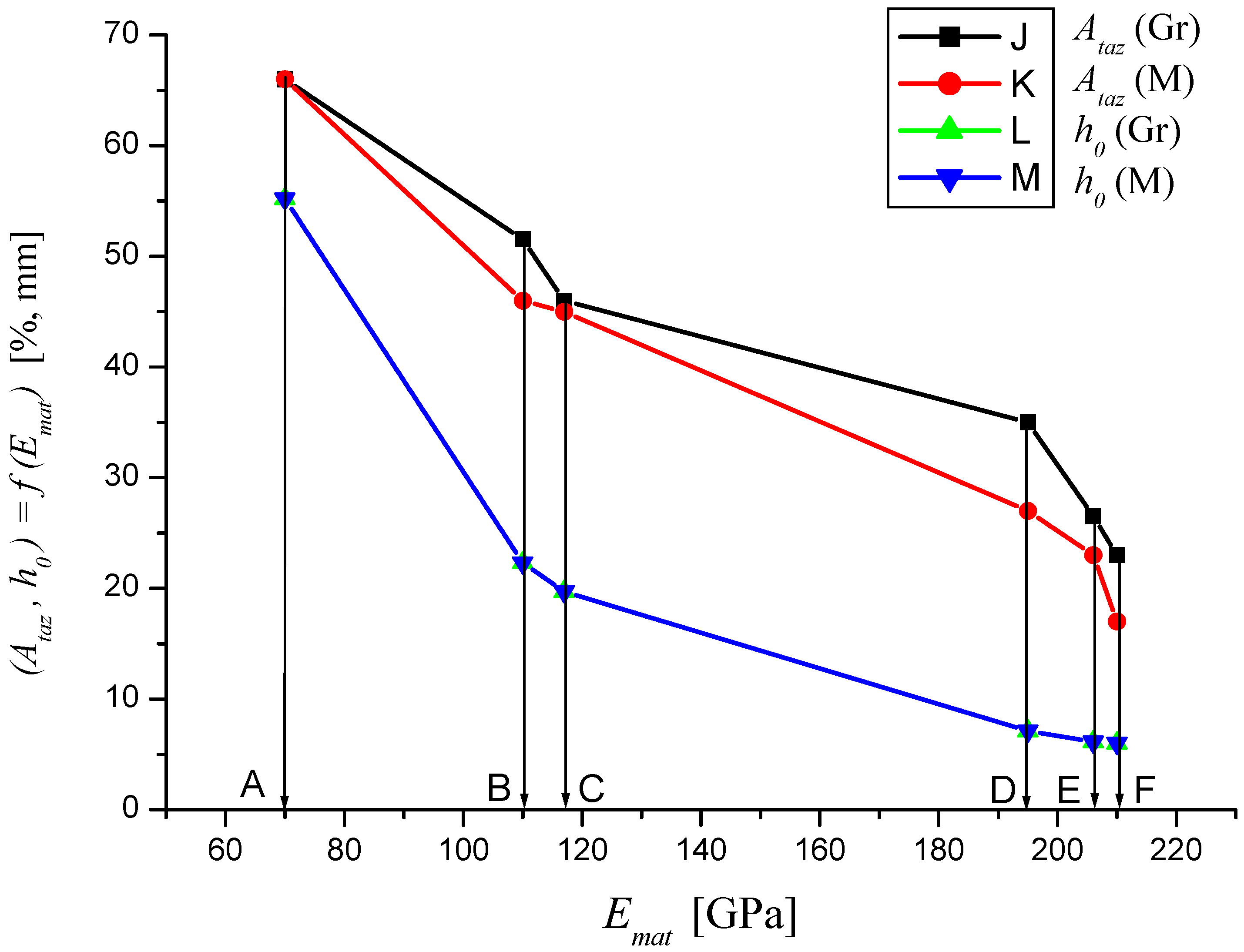
Figure 16.
Dependencies of material parameters (Mes) and theoretical (Gr) for materials A—aluminium, B—titanium, C—commercially pure copper, D—AISI 304, E—commercially pure iron, F—AISI 309.
Figure 16.
Dependencies of material parameters (Mes) and theoretical (Gr) for materials A—aluminium, B—titanium, C—commercially pure copper, D—AISI 304, E—commercially pure iron, F—AISI 309.
Figure 17.
Dependencies of material parameters (Mes) and theoretical (Gr) for materials A—aluminium, B—titanium, C—commercially pure copper, D—AISI 304, E—commercially pure iron, F—AISI 309.
Figure 17.
Dependencies of material parameters (Mes) and theoretical (Gr) for materials A—aluminium, B—titanium, C—commercially pure copper, D—AISI 304, E—commercially pure iron, F—AISI 309.
Table 1.
Values obtained by tensile testing and values obtained by theoretical prediction calculations.
Table 1.
Values obtained by tensile testing and values obtained by theoretical prediction calculations.
| Parameter | Titanium | Titanium | AISI 309 | AISI 309 | Aluminium | Aluminium |
|---|
| Mes | Gr | Mes | Gr | Mes | Gr |
|---|
| Emat (MPa) | 110000 | 110000 | 210000 | 210000 | 70000 | 70000 |
| Kplmat (μm) | 82.64 | 82.64 | 22.68 | 22.68 | 204.08 | 204.08 |
| Rm (MPa) | 350 | 343.74 | 1275.55 | 1252.72 | 200 | 182 |
| Re (MPa) | 188 | 189.68 | 685.15 | 691.28 | 105 | 102 |
| Rel (MPa) | 120 | 82.31 | 437.33 | 299.97 | 49 | 48.59 |
| Rfr (MPa) | 185 | 200.96 | 674.22 | 732.373 | 75 | 105 |
| Ataz (%) | 26.5 | 27 | 51.55 | 17 | 23 | 23 |
| h0 (mm) | 22.3 | 22.3 | 6.1 | 6.1 | 55.2 | 55.2 |
| εfr (-) | 0.27 | 0.27 | 0.3 | 0.17 | 0.23 | 0.23 |
Table 2.
Values obtained by tensile testing and values obtained by theoretical prediction calculations.
Table 2.
Values obtained by tensile testing and values obtained by theoretical prediction calculations.
| Parameter | AISI 304 | AISI 304 | Iron CP | Iron CP | Copper CP | Copper CP |
|---|
| Mes | Gr | Mes | Gr | Mes | Gr |
|---|
| Emat (MPa) | 195000 | 195000 | 206000 | 206000 | 117000 | 117000 |
| Kplmat (μm) | 26.3 | 26.3 | 23.56 | 23.56 | 73.1 | 73.1 |
| Rm (MPa) | 505 | 518 | 445 | 466 | 400 | 396 |
| Re (MPa) | 340 | 280 | 300 | 251 | 240 | 238 |
| Rel (MPa) | 190 | 181 | 190 | 208 | 190 | 190 |
| Rfr (MPa) | 200 | 187 | 345 | 321 | 255 | 253 |
| Ataz (%) | 66 | 66 | 45 | 46 | 45 | 46 |
| h0 (mm) | 7.1 | 7.1 | 6 | 6 | 19.7 | 19.7 |
| εfr (-) | 0.66 | 0.66 | 0.45 | 0.46 | 0.45 | 0.46 |





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}