
Compressive Behavior and Microstructural Characteristics of Iron Hollow Sphere Filled Aluminum Matrix Syntactic Foams


Abstract
:1. Introduction
2. Results and Discussion
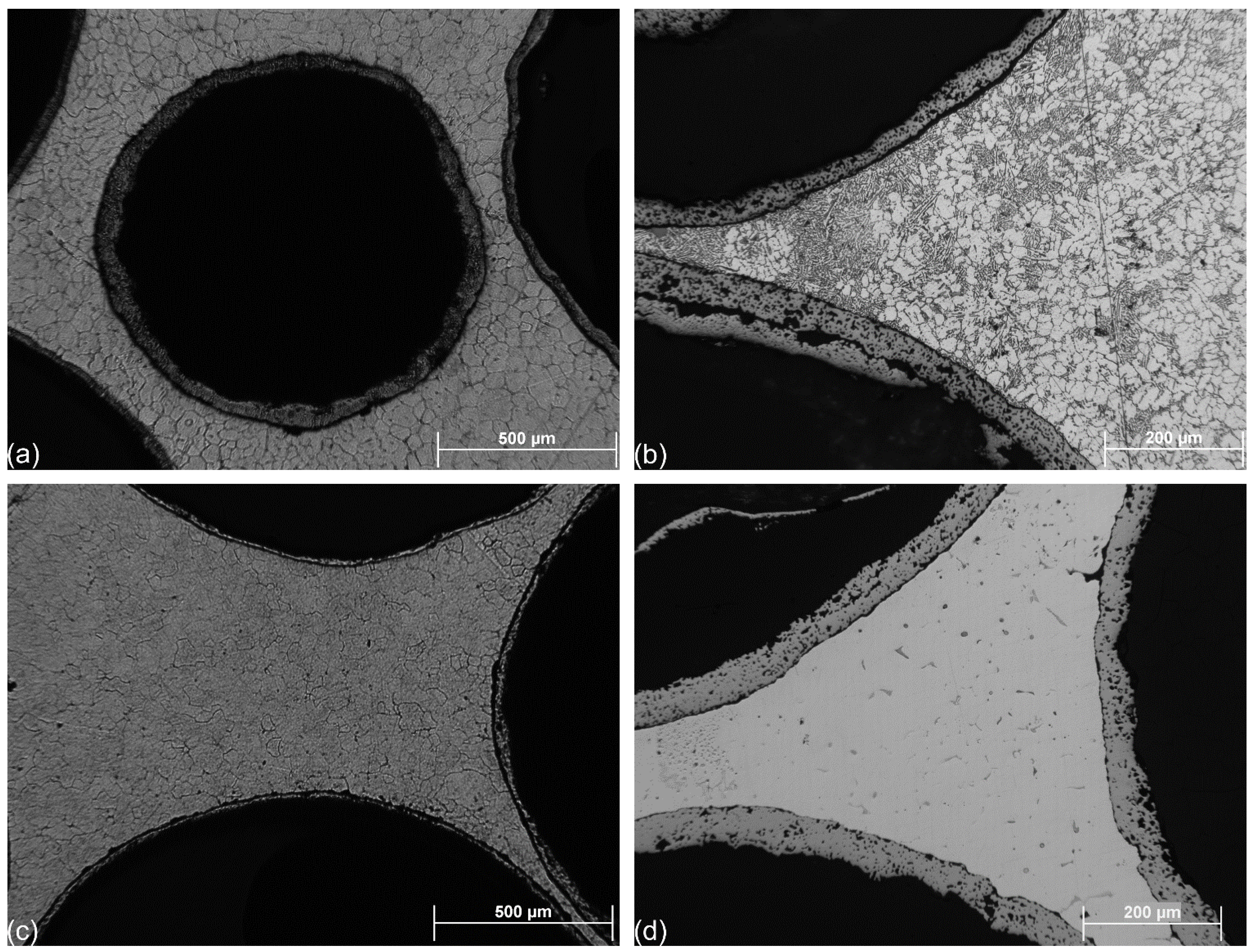
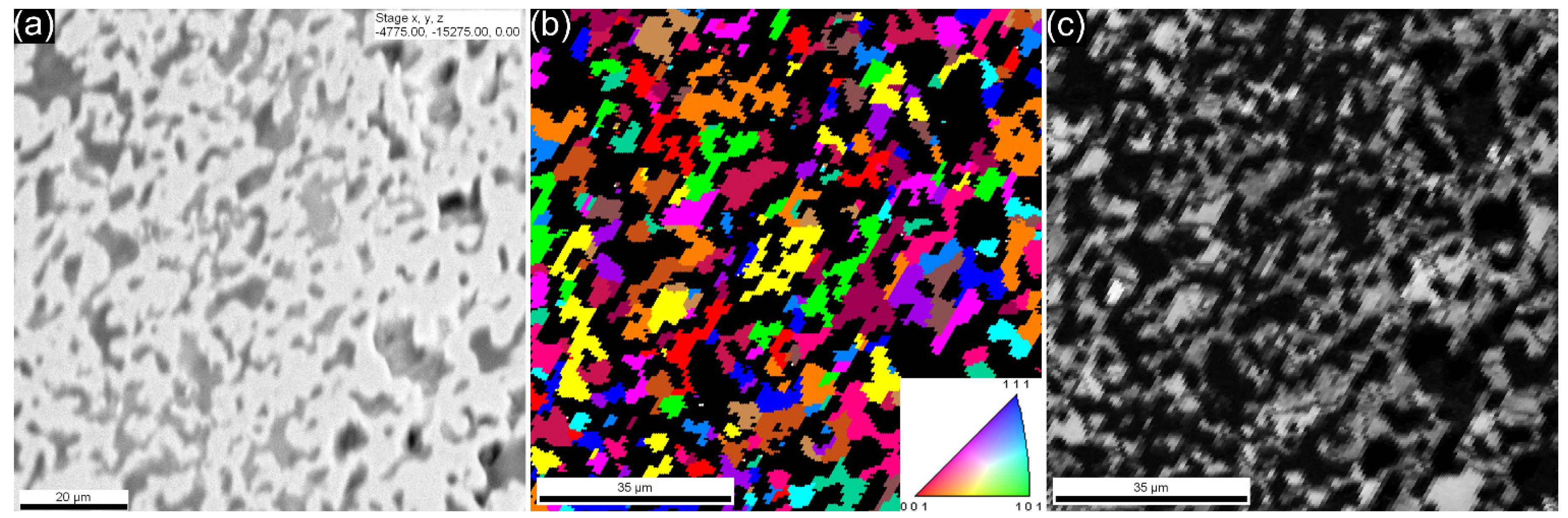
2.1. Microstructure


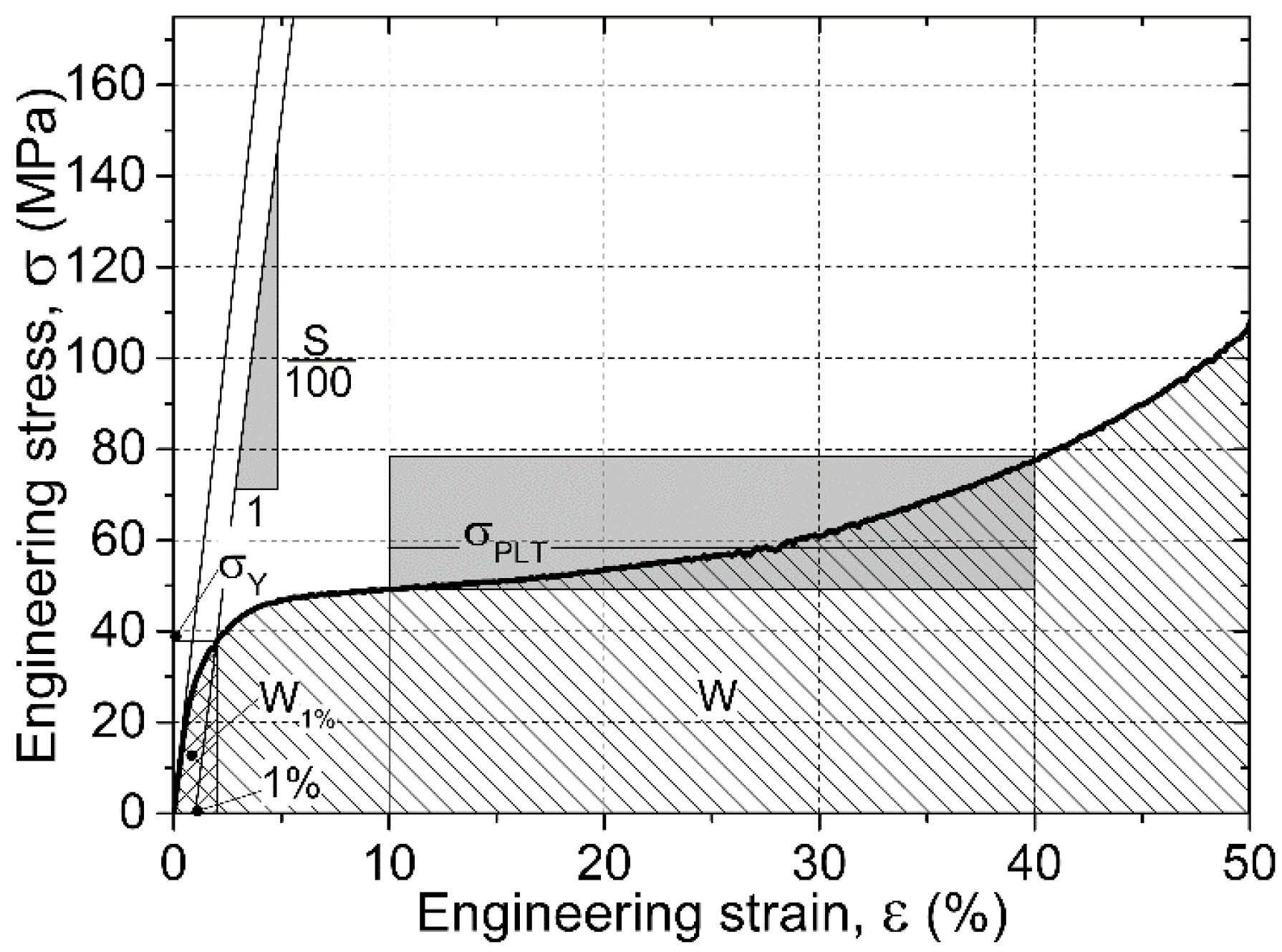
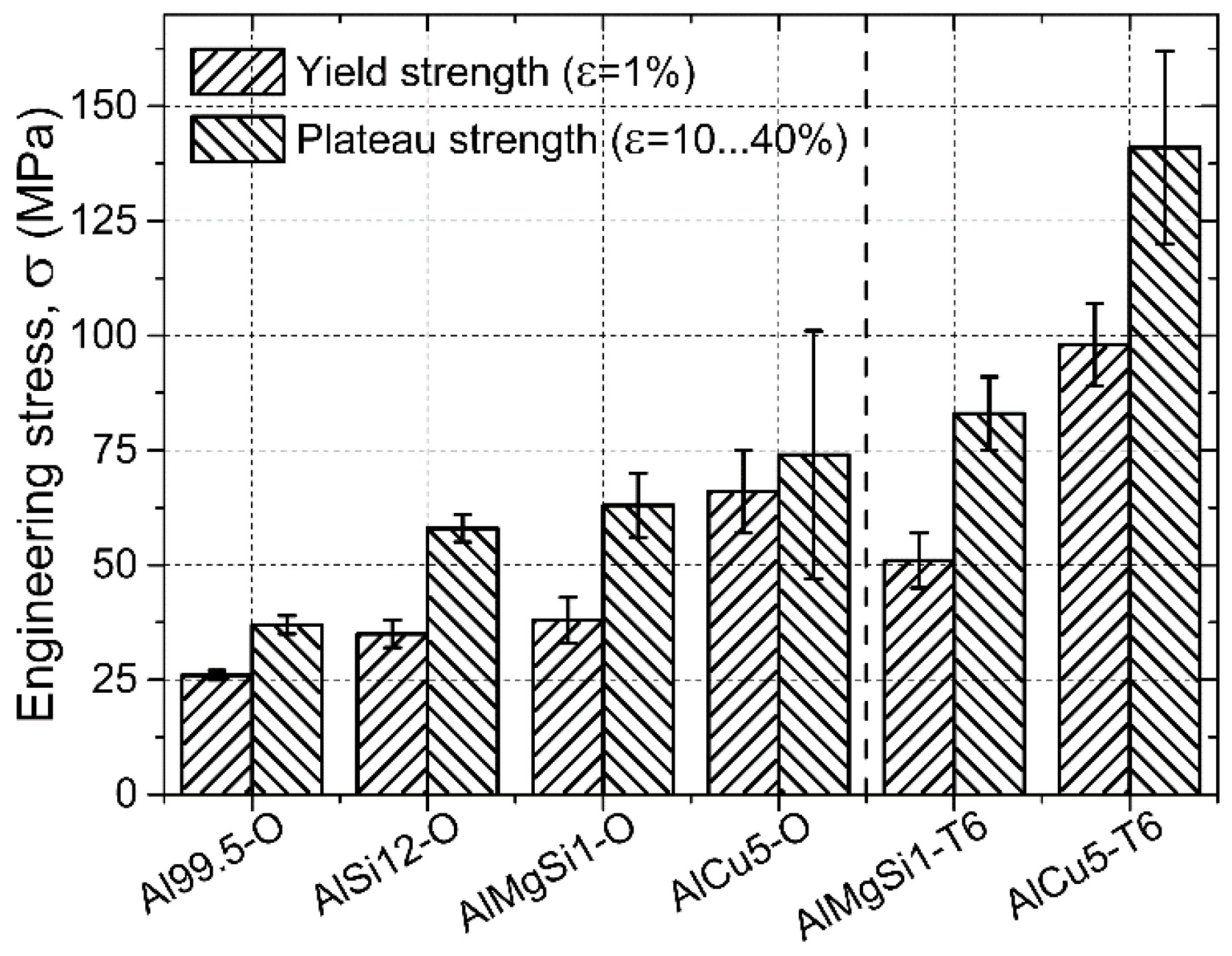
2.2. Compressive Behavior and Properties

3. Experimental Section
3.1. Production of the AMSF Blocks and Samples

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Matrix | Chemical Element (wt %) | Young Modulus, E0 (GPa) | Density, ρ (g·cm−3) | |||||
|---|---|---|---|---|---|---|---|---|
| Al | Mg | Si | Cu | Fe | Other | |||
| Al99.5 | 99.5 | – | 0.1 | – | 0.1 | 0.3 | 69.0 | 2.71 |
| AlSi12 | 86.0 | 0.1 | 12.8 | – | 0.1 | 1.0 | 78.6 | 2.65 |
| AlMgSi1 | 97.0 | 1.1 | 1.1 | – | 0.5 | 0.3 | 70.0 | 2.70 |
| AlCu5 | 95.0 | – | – | 4.5 | – | 0.5 | 73.1 | 2.81 |
| Fe sphere wall | – | – | – | – | 99.9 | 0.1 | 212.0 | 7.80 |

3.2. Sample Preparation and Microstructural Analysis
| Abrasive | Time (min) | Load (N) | Revolution (min−1) | Direction |
|---|---|---|---|---|
| P 320 SiC | 1 | 22 | 220 | counter |
| P 600 SiC | 1 | 22 | 220 | counter |
| P 1200 SiC | 1 | 22 | 220 | counter |
| P 2400 SiC | 1 | 22 | 220 | counter |
| 6 μm diamond | 15 | 27 | 150 | counter |
| 3 μm diamond | 6 | 27 | 150 | counter |
| 0.05 μm SiO | 3 | 27 | 125 | comply |
3.3. Mechanical Tests
4. Conclusions
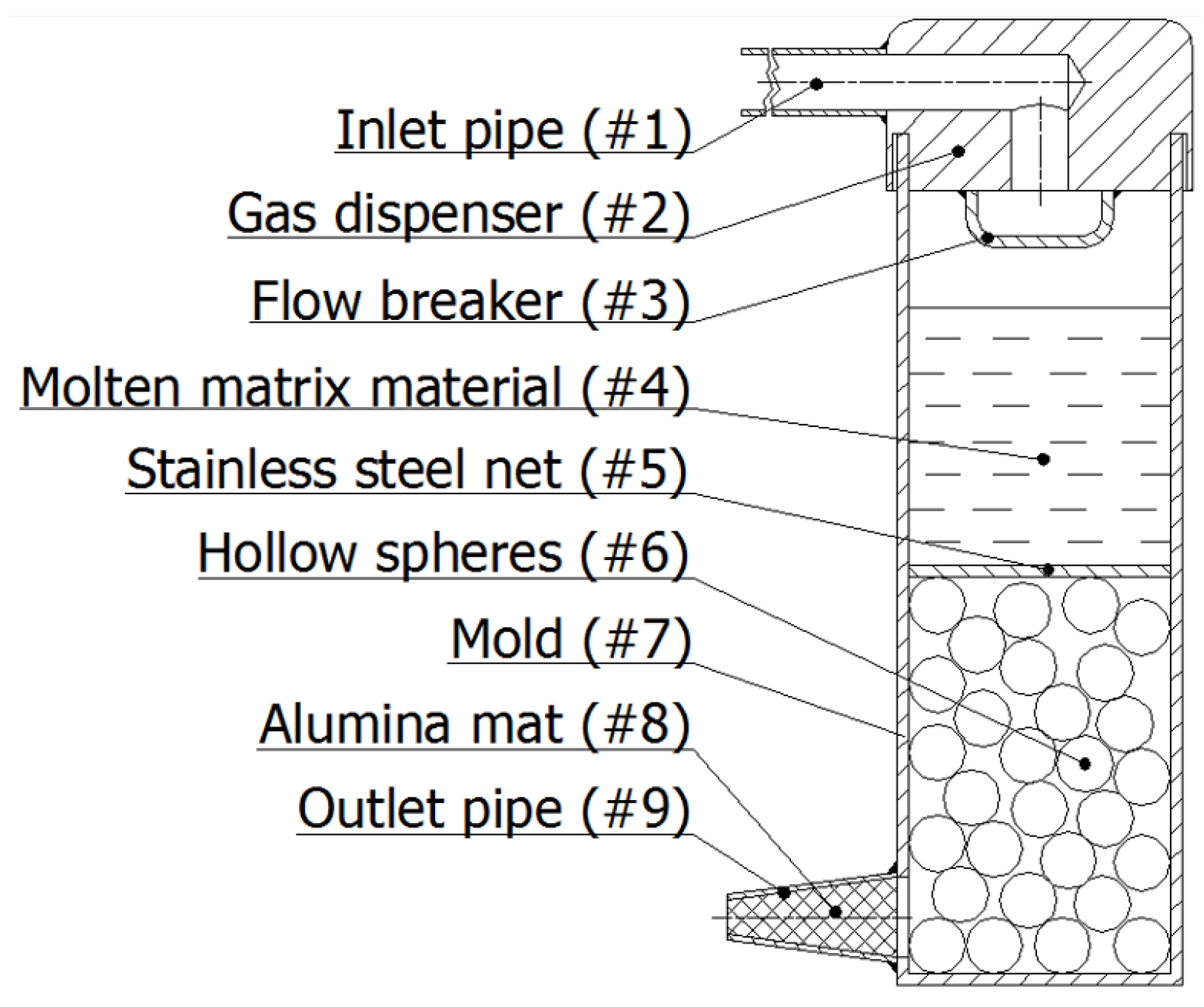
- Low-pressure inert gas infiltration is a proper method to produce AMSFs with high volume fraction of hollow sphere inclusions.
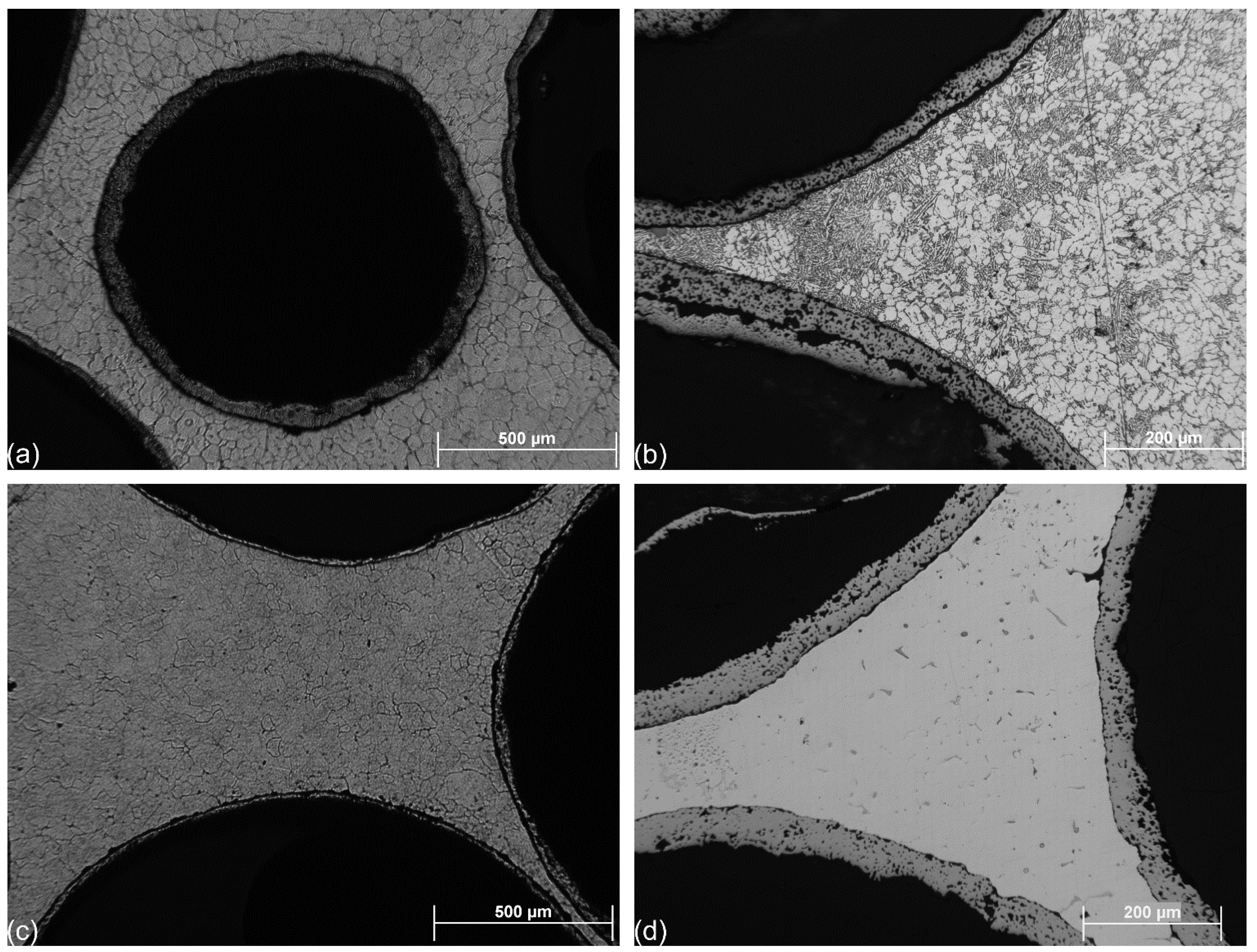
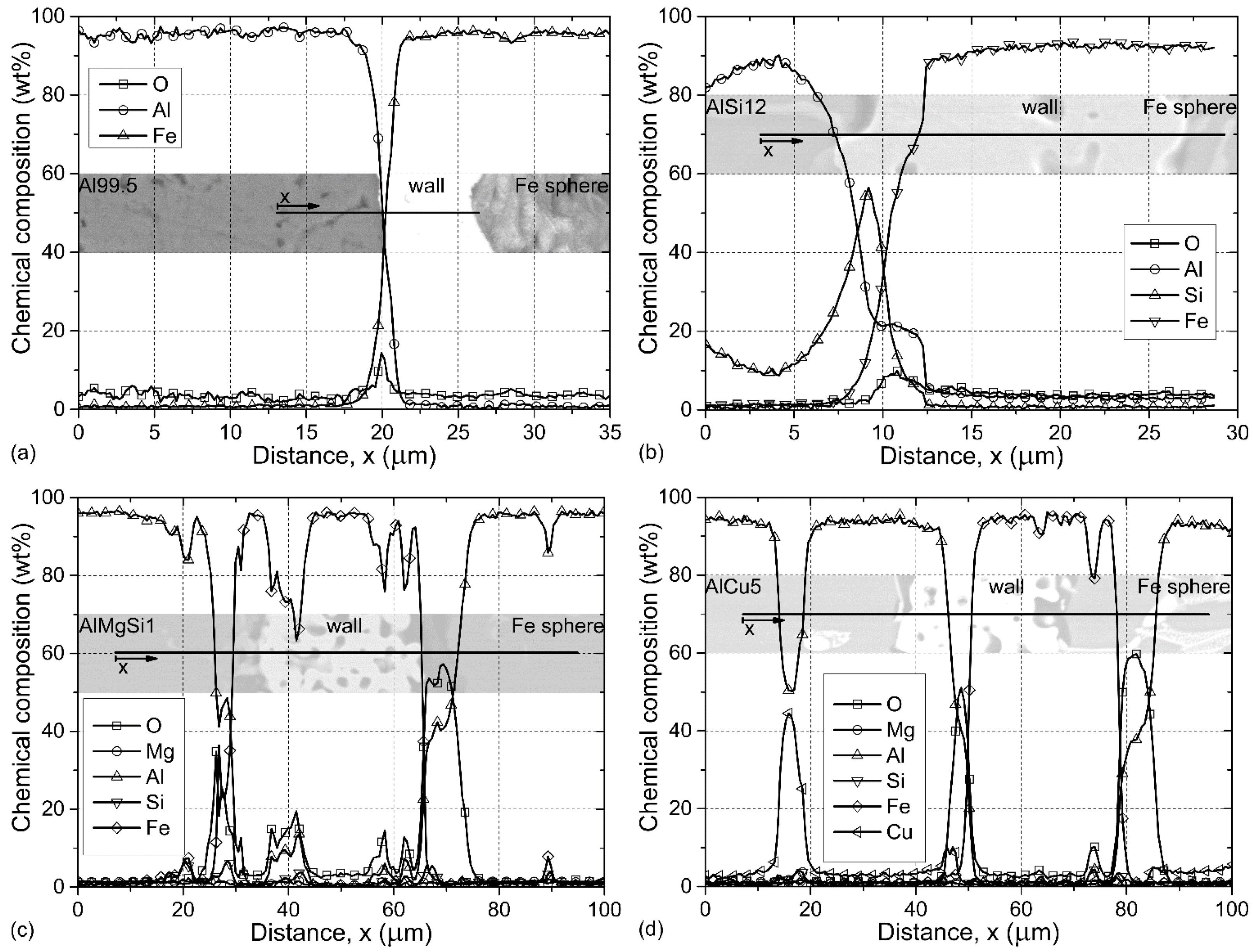
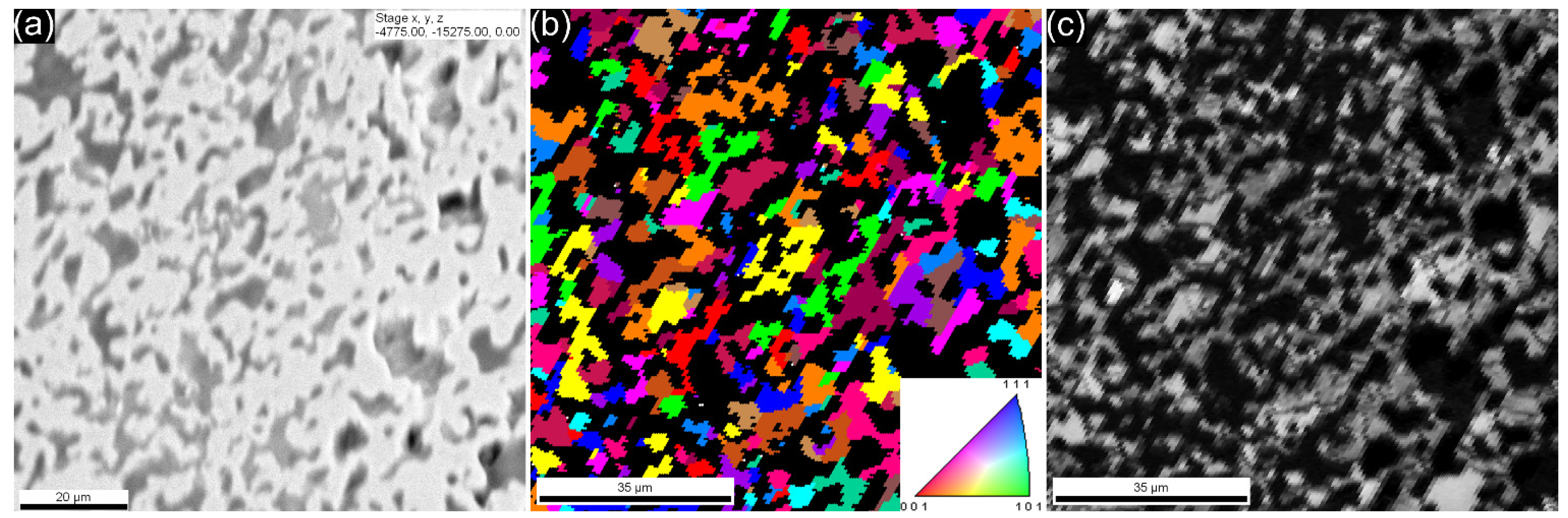
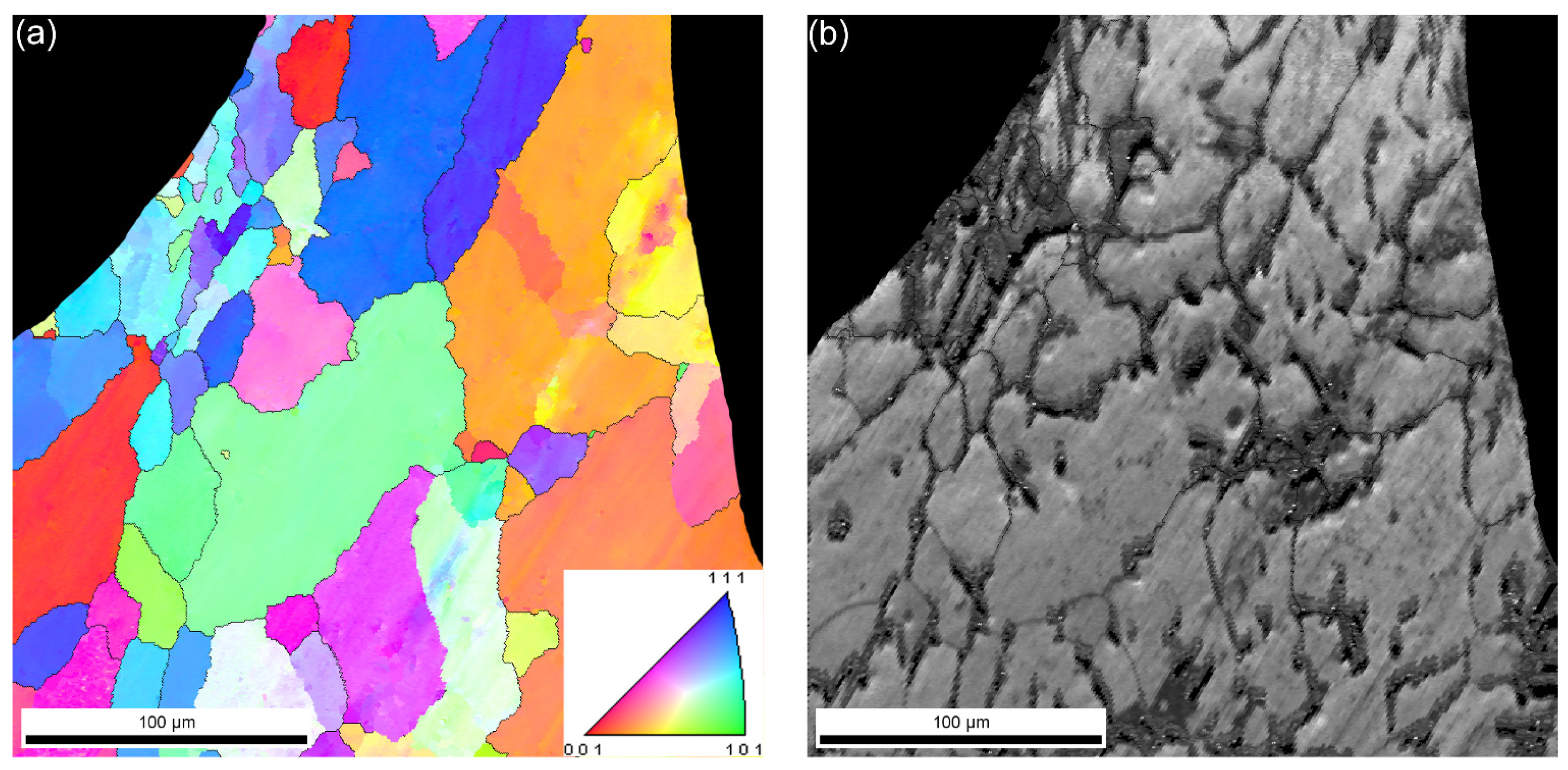
- Depending on the matrix material, a thin interface layer may be formed between the hollow spheres and the matrix. This layer ensures good bonding and load transfer, resulting in favorable mechanical properties. EBSD investigations showed that the average grain size in the vicinity of the hollow spheres was lower than in the matrix, far from the hollow spheres. The grains had no distinguished directions and were equiaxed.
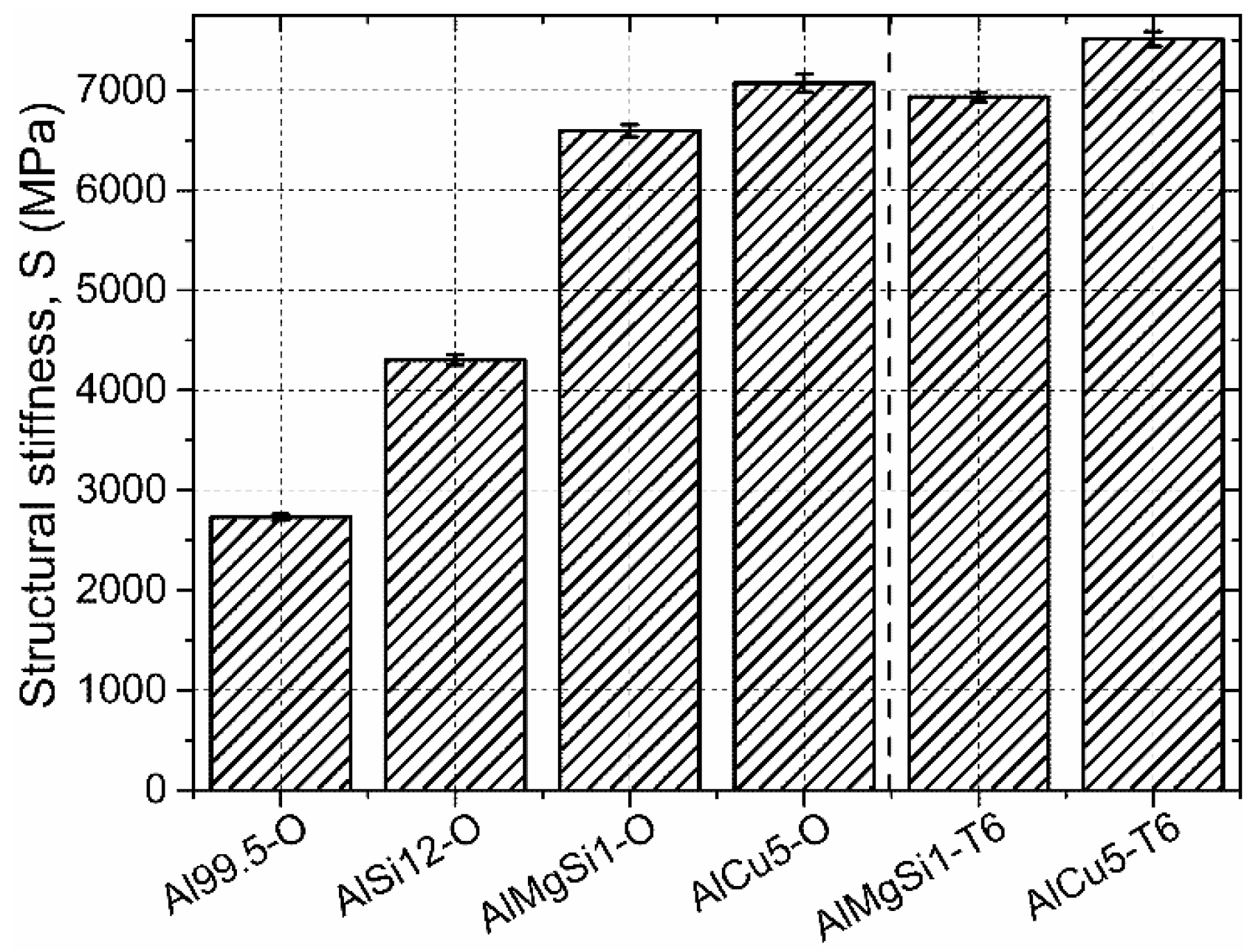
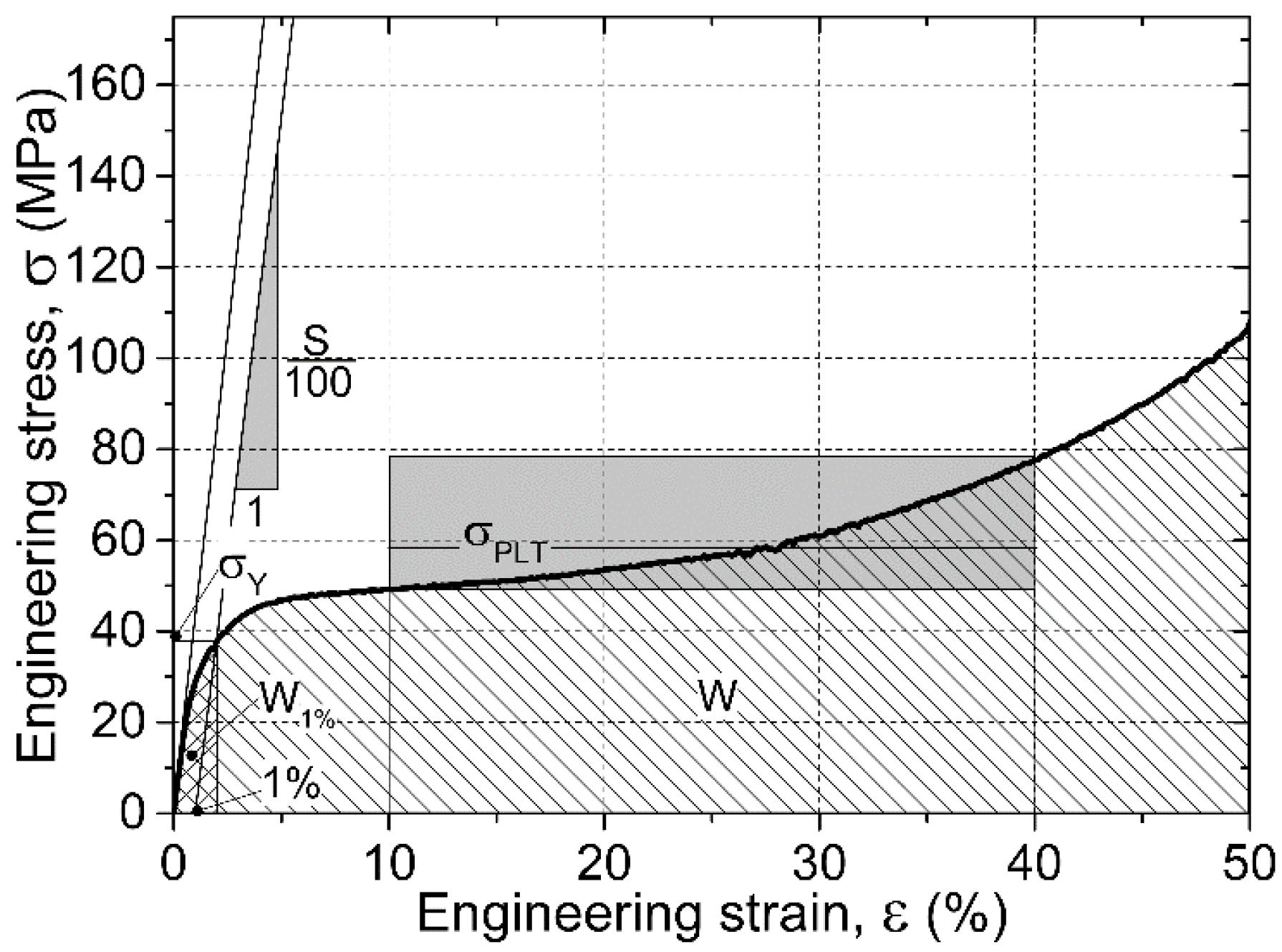
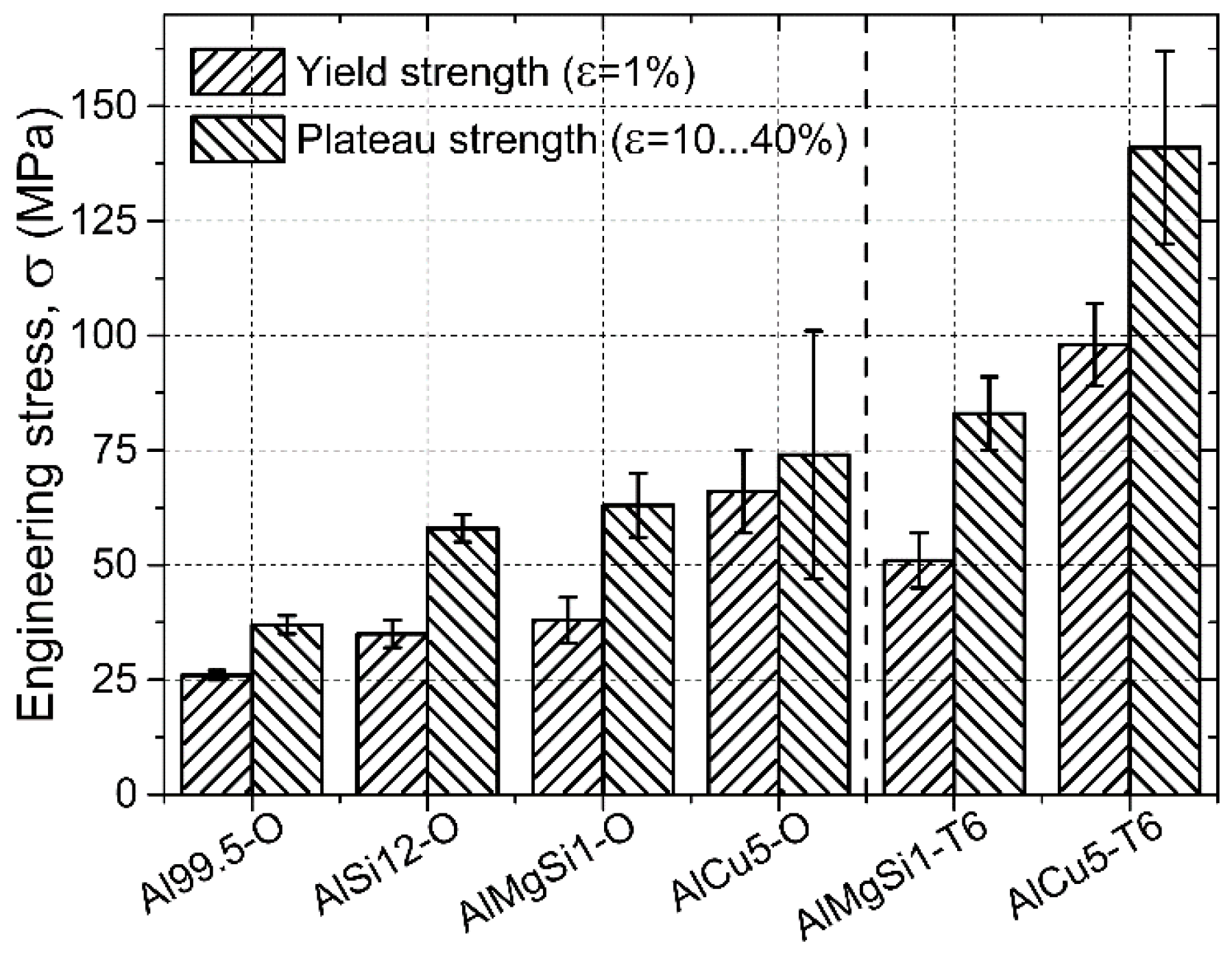
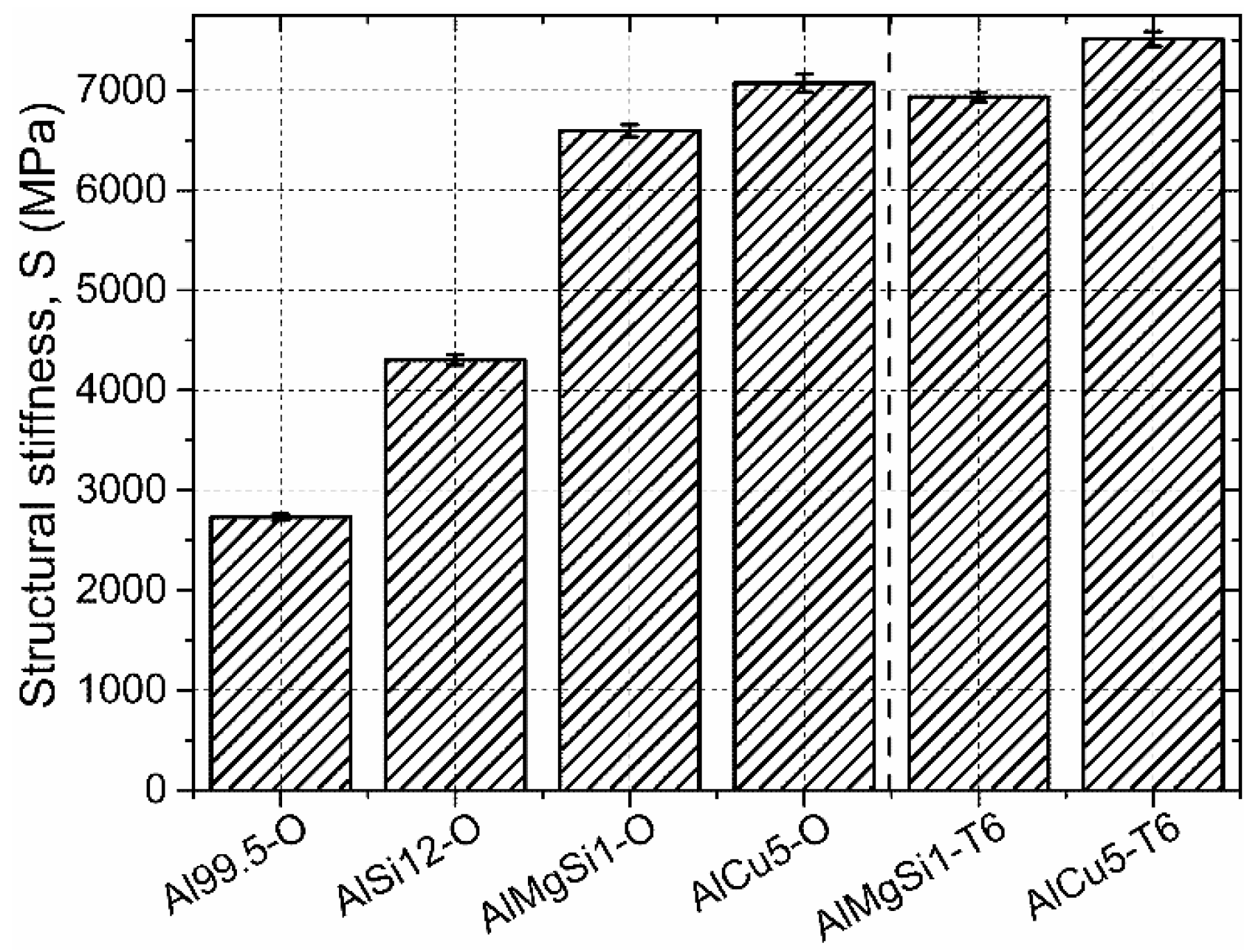
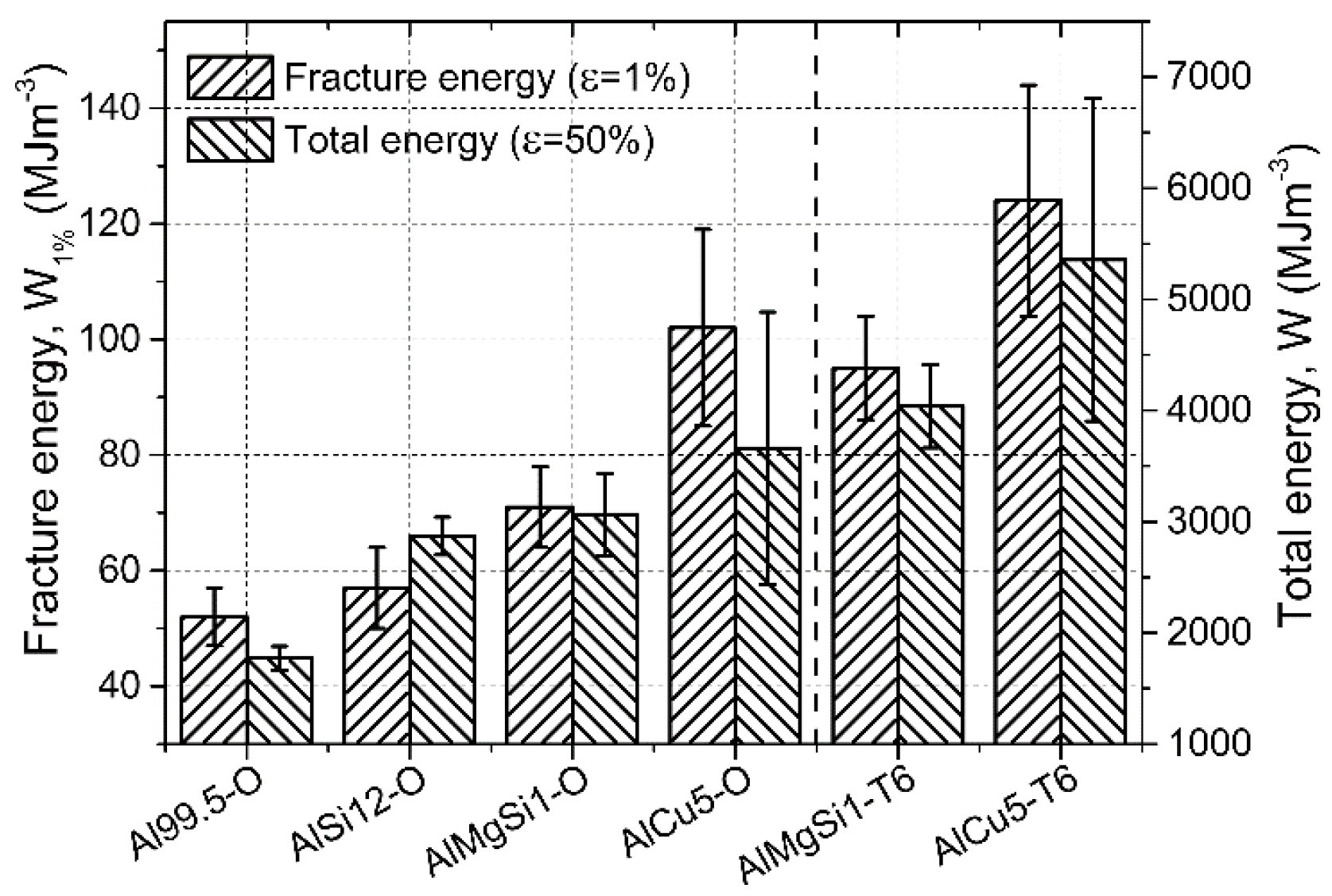
- The standardized mechanical tests revealed beneficial specific mechanical properties. The matrix material had significant effect on the mechanical properties, as well as the T6 heat treatment (solution treated and artificially aged). The yield strength (at 1% deformation), the plateau strength (between 10% and 40% deformation) and the energy absorption capabilities up to the initialization of fracture (1% deformation) and up to the end of the test (50% deformation) were increased by ~30% in the case of T6 treatment. The structural stiffness was also varied with the matrix material, but remained almost unchanged in the case of T6 treatment.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Daoud, A.; Abou El-khair, M.T.; Abdel-Aziz, M.; Rohatgi, P. Fabrication, microstructure and compressive behavior of ZC63 Mg–microballoon foam composites. Compos. Sci. Technol. 2007, 67, 1842–1853. [Google Scholar] [CrossRef]
- Luong, D.D.; Gupta, N.; Rohatgi, P.K. The high strain rate compressive response of Mg-Al alloy/fly ash cenosphere composites. JOM 2011, 63, 48–52. [Google Scholar]
- Huang, Z.; Yu, S.; Liu, J.; Zhu, X. Microstructure and mechanical properties of in situ Mg2Si/AZ91D composites through incorporating fly ash cenospheres. Mater. Des. 2011, 32, 4714–4719. [Google Scholar] [CrossRef]
- Rocha Rivero, G.A.; Schultz, B.F.; Ferguson, J.B.; Gupta, N.; Rohatgi, P.K. Compressive properties of Al-A206/SiC and Mg-AZ91/sic syntactic foams. J. Mater. Res. 2013, 28, 2426–2435. [Google Scholar] [CrossRef]
- Anantharaman, H.; Shunmugasamy, V.C.; Strbik Iii, O.M.; Gupta, N.; Cho, K. Dynamic properties of silicon carbide hollow particle filled magnesium alloy (AZ91D) matrix syntactic foams. Int. J. Impact Eng. 2015, 82, 14–24. [Google Scholar] [CrossRef]
- Daoud, A. Synthesis and characterization of novel ZnAl22 syntactic foam composites via casting. Mater. Sci. Eng. A 2008, 488, 281–295. [Google Scholar] [CrossRef]
- Daoud, A. Effect of strain rate on compressive properties of novel Zn12Al based composite foams containing hybrid pores. Mater. Sci. Eng. A 2009, 525, 7–17. [Google Scholar] [CrossRef]
- Mondal, D.P.; Datta Majumder, J.; Jha, N.; Badkul, A.; Das, S.; Patel, A.; Gupta, G. Titanium-cenosphere syntactic foam made through powder metallurgy route. Mater. Des. 2012, 34, 82–89. [Google Scholar] [CrossRef]
- Peroni, L.; Scapin, M.; Fichera, C.; Lehmhus, D.; Weise, J.; Baumeister, J.; Avalle, M. Investigation of the mechanical behaviour of AISI 316L stainless steel syntactic foams at different strain-rates. Compos. B Eng. 2014, 66, 430–442. [Google Scholar] [CrossRef]
- Weise, J.; Lehmhus, D.; Baumeister, J.; Kun, R.; Bayoumi, M.; Busse, M. Production and properties of 316L stainless steel cellular materials and syntactic foams. Steel Res. Int. 2014, 85, 486–497. [Google Scholar] [CrossRef]
- Lehmhus, D.; Weise, J.; Baumeister, J.; Peroni, L.; Scapin, M.; Fichera, C.; Avalle, M.; Busse, M. Quasi-static and dynamic mechanical performance of glass microsphere- and cenosphere-based 316L syntactic foams. Procedia Mater. Sci. 2014, 4, 383–387. [Google Scholar] [CrossRef]
- Luong, D.D.; Shunmugasamy, V.C.; Gupta, N.; Lehmhus, D.; Weise, J.; Baumeister, J. Quasi-static and high strain rates compressive response of iron and invar matrix syntactic foams. Mater. Des. 2015, 66, 516–531. [Google Scholar] [CrossRef]
- Taşdemirci, A.; Ergönenç, Ç.; Güden, M. Split hopkinson pressure bar multiple reloading and modeling of a 316L stainless steel metallic hollow sphere structure. Int. J. Impact Eng. 2010, 37, 250–259. [Google Scholar] [CrossRef]
- Castro, G.; Nutt, S.R. Synthesis of syntactic steel foam using gravity-fed infiltration. Mater. Sci. Eng. A 2012, 553, 89–95. [Google Scholar] [CrossRef]
- Castro, G.; Nutt, S.R. Synthesis of syntactic steel foam using mechanical pressure infiltration. Mater. Sci. Eng. A 2012, 535, 274–280. [Google Scholar] [CrossRef]
- Rabiei, A.; Garcia-Avila, M. Effect of various parameters on properties of composite steel foams under variety of loading rates. Mater. Sci. Eng. A 2013, 564, 539–547. [Google Scholar] [CrossRef]
- Vendra, L.; Neville, B.; Rabiei, A. Fatigue in aluminum–steel and steel–steel composite foams. Mater. Sci. Eng. A 2009, 517, 146–153. [Google Scholar] [CrossRef]
- Cox, J.; Luong, D.D.; Shunmugasamy, V.C.; Gupta, N.; Strbik, O.M., III; Cho, K. Dynamic and thermal properties of aluminum alloy A356/Silicon carbide hollow particle syntactic foams. Metals 2014, 4, 530–548. [Google Scholar] [CrossRef]
- Fiedler, T.; Taherishargh, M.; Krstulović-Opara, L.; Vesenjak, M. Dynamic compressive loading of expanded perlite/aluminum syntactic foam. Mater. Sci. Eng. A 2015, 626, 296–304. [Google Scholar] [CrossRef]
- Taherishargh, M.; Belova, I.V.; Murch, G.E.; Fiedler, T. Low-density expanded perlite-aluminium syntactic foam. Mater. Sci. Eng. A 2014, 604, 127–134. [Google Scholar] [CrossRef]
- Taherishargh, M.; Belova, I.V.; Murch, G.E.; Fiedler, T. On the mechanical properties of heat-treated expanded perlite-aluminium syntactic foam. Mater. Des. 2014, 63, 375–383. [Google Scholar] [CrossRef]
- Taherishargh, M.; Sulong, M.A.; Belova, I.V.; Murch, G.E.; Fiedler, T. On the particle size effect in expanded perlite aluminium syntactic foam. Mater. Des. 2015, 66, 294–303. [Google Scholar] [CrossRef]
- Taherishargh, M.; Belova, I.V.; Murch, G.E.; Fiedler, T. Pumice/aluminium syntactic foam. Mater. Sci. Eng. A 2015, 635, 102–108. [Google Scholar] [CrossRef]
- Mondal, D.P.; Das, S.; Ramakrishnan, N.; Uday Bhasker, K. Cenosphere filled aluminum syntactic foam made through stir-casting technique. Compos. A Appl. Sci. Manuf. 2009, 40, 279–288. [Google Scholar] [CrossRef]
- Vogiatzis, C.A.; Tsouknidas, A.; Kountouras, D.T.; Skolianos, S. Aluminum–ceramic cenospheres syntactic foams produced by powder metallurgy route. Mater. Des. 2015, 85, 444–454. [Google Scholar] [CrossRef]
- Marin, E.; Lekka, M.; Andreatta, F.; Fedrizzi, L.; Itskos, G.; Moutsatsou, A.; Koukouzas, N.; Kouloumbi, N. Electrochemical study of aluminum-fly ash composites obtained by powder metallurgy. Mater. Charact. 2012, 69, 16–30. [Google Scholar] [CrossRef]
- Rabiei, A.; O’Neill, A.T. A study on processing of a composite metal foam via casting. Mater. Sci. Eng. A 2005, 404, 159–164. [Google Scholar] [CrossRef]
- Vendra, L.J.; Rabiei, A. A study on aluminum–steel composite metal foam processed by casting. Mater. Sci. Eng. A 2007, 465, 59–67. [Google Scholar] [CrossRef]
- Neville, B.P.; Rabiei, A. Composite metal foams processed through powder metallurgy. Mater. Des. 2008, 29, 388–396. [Google Scholar] [CrossRef]
- Rabiei, A.; Vendra, L.J. A comparison of composite metal foam’s properties and other comparable metal foams. Mater. Lett. 2009, 63, 533–536. [Google Scholar] [CrossRef]
- Brown, J.A.; Vendra, L.J.; Rabiei, A. Bending properties of al-steel and steel-steel composite metal foams. Metall. Mater. Trans. A 2010, 41, 2784–2793. [Google Scholar] [CrossRef]
- Alvandi-Tabrizi, Y.; Whisler, D.A.; Kim, H.; Rabiei, A. High strain rate behavior of composite metal foams. Mater. Sci. Eng. A 2015, 631, 248–257. [Google Scholar] [CrossRef]
- Din 50134 Testing of Metallic Materials—Compression Test of Metallic Cellular Materials; DIN: Berlin, Germany, 2008.
- Szlancsik, A.; Katona, B.; Bobor, K.; Májlinger, K.; Orbulov, I.N. Compressive behaviour of aluminium matrix syntactic foams reinforced by iron hollow spheres. Mater. Des. 2015, 83, 230–237. [Google Scholar] [CrossRef] [Green Version]
- Hollomet Gmbh. Available online: http://www.Hollomet.Com/home.Html (accessed on 15 November 2013).
- Jaeger, H.M.; Nagel, S.R. Physics of the granular state. Science 1992, 5051, 1523–1531. [Google Scholar] [CrossRef] [PubMed]
- Torquato, S.; Truskett, T.M.; Debenedetti, P.G. Is random close packing of spheres well defined? Phys. Rev. Lett. 2000, 84, 2064–2067. [Google Scholar] [CrossRef] [PubMed]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Szlancsik, A.; Katona, B.; Májlinger, K.; Orbulov, I.N. Compressive Behavior and Microstructural Characteristics of Iron Hollow Sphere Filled Aluminum Matrix Syntactic Foams. Materials 2015, 8, 7926-7937. https://doi.org/10.3390/ma8115432
Szlancsik A, Katona B, Májlinger K, Orbulov IN. Compressive Behavior and Microstructural Characteristics of Iron Hollow Sphere Filled Aluminum Matrix Syntactic Foams. Materials. 2015; 8(11):7926-7937. https://doi.org/10.3390/ma8115432
Chicago/Turabian StyleSzlancsik, Attila, Bálint Katona, Kornél Májlinger, and Imre Norbert Orbulov. 2015. "Compressive Behavior and Microstructural Characteristics of Iron Hollow Sphere Filled Aluminum Matrix Syntactic Foams" Materials 8, no. 11: 7926-7937. https://doi.org/10.3390/ma8115432