
Fabrication of Aluminum Tubes Filled with Aluminum Alloy Foam by Friction Welding

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Results and Discussion
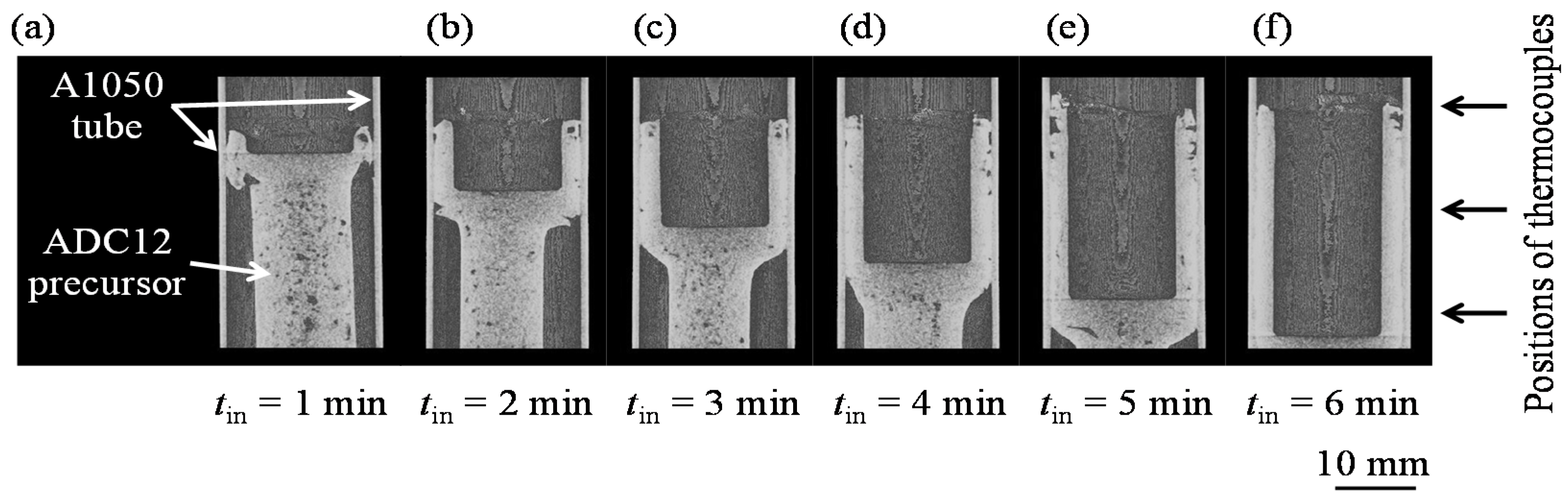
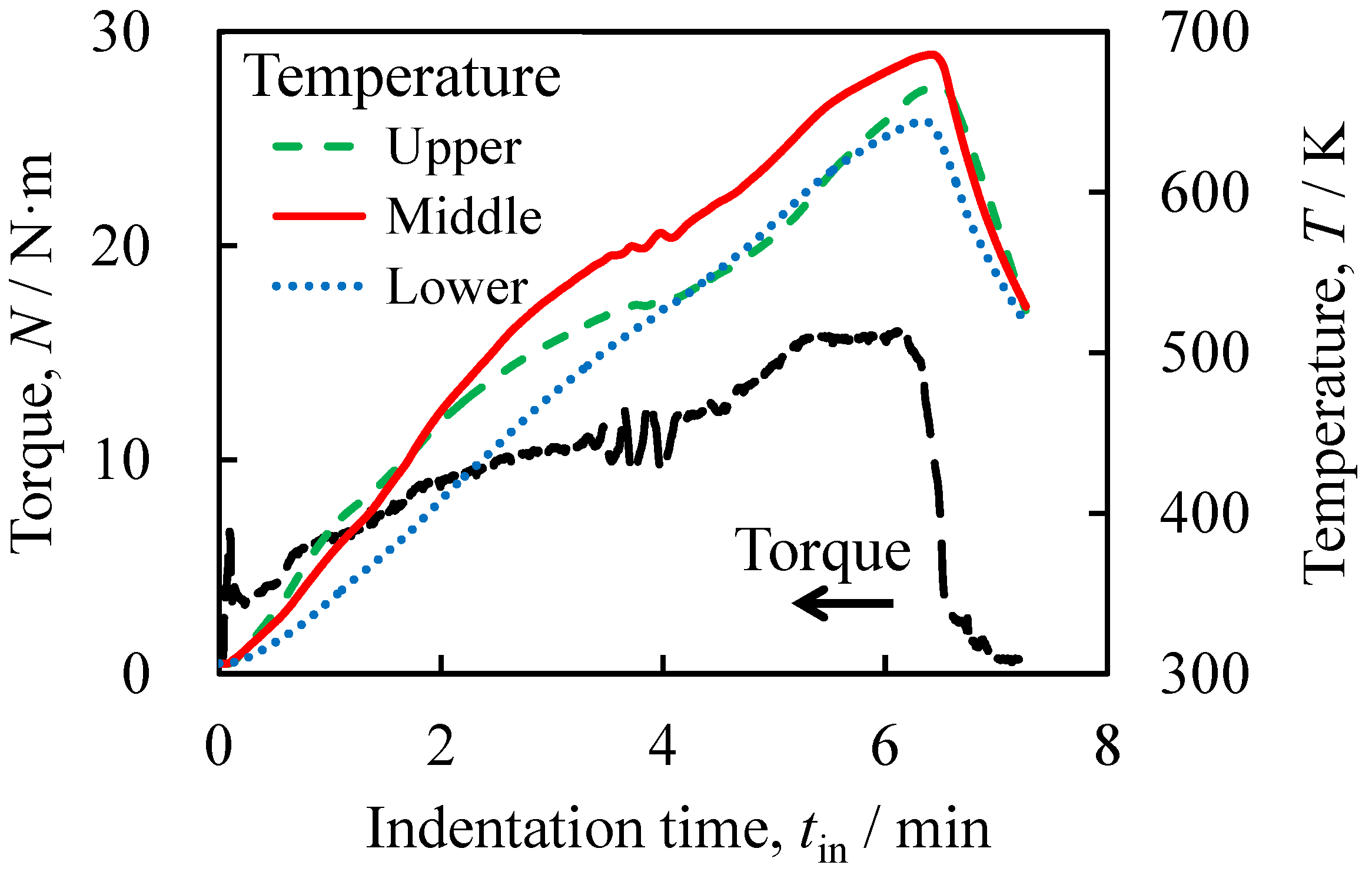
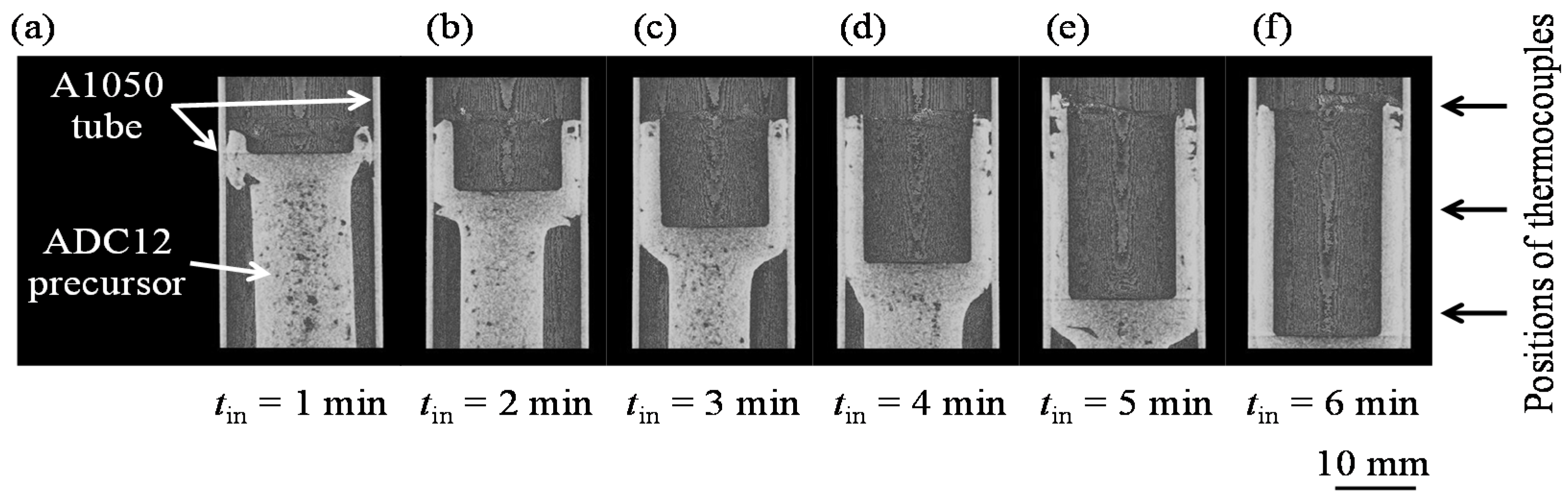
2.1. Relationship between Deformation Behavior of ADC12 Precursor and Torque/Temperature during Friction Welding

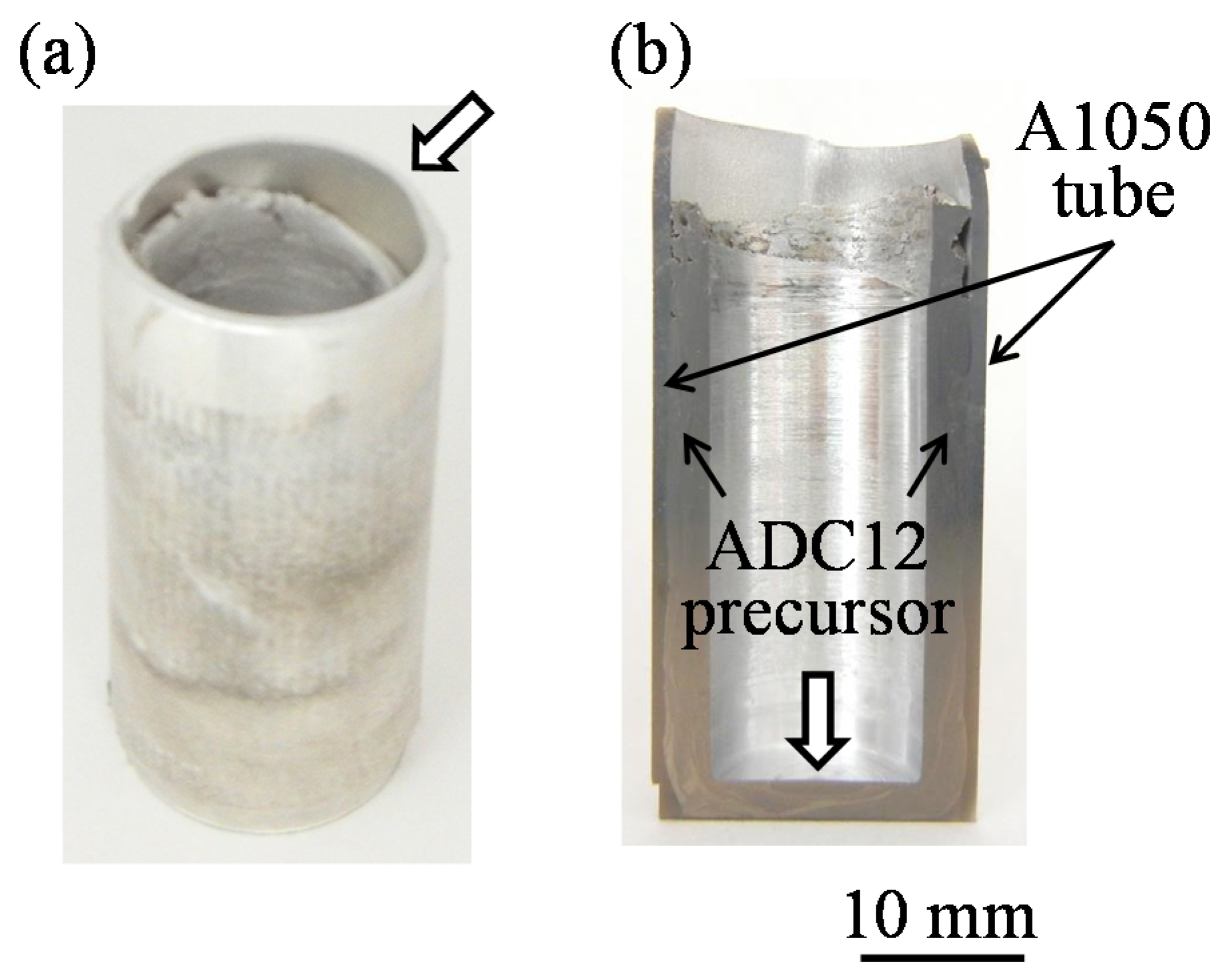
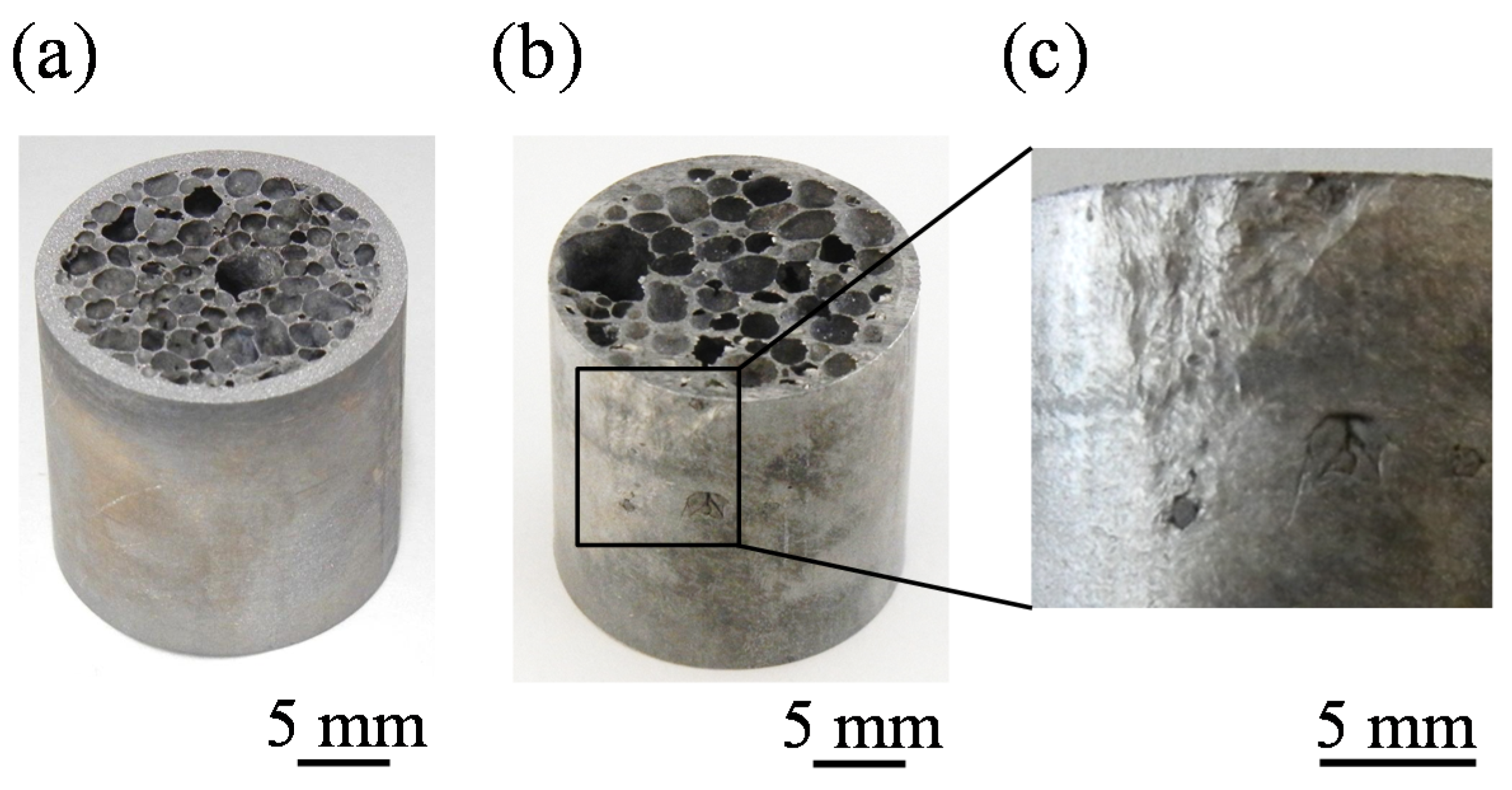
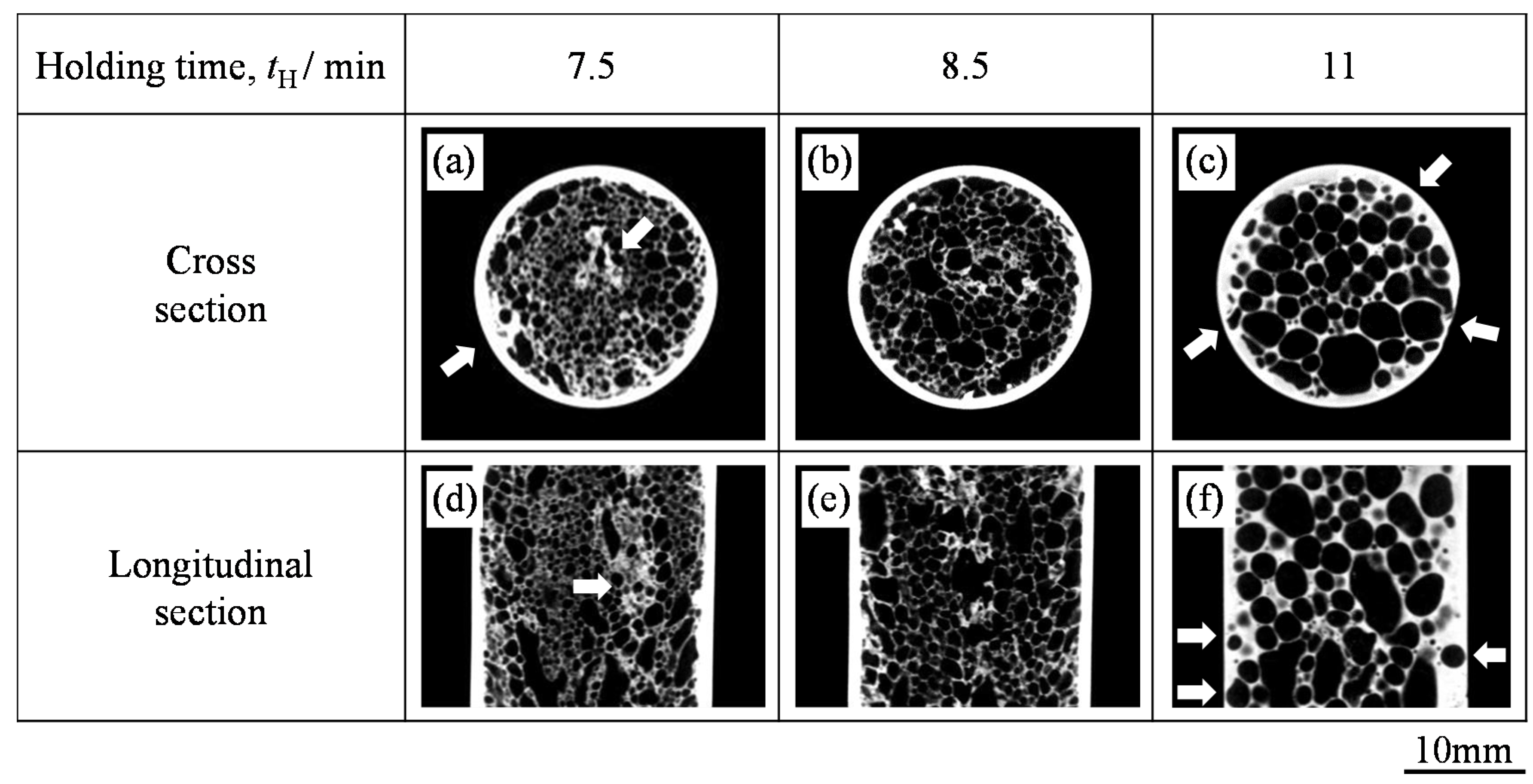
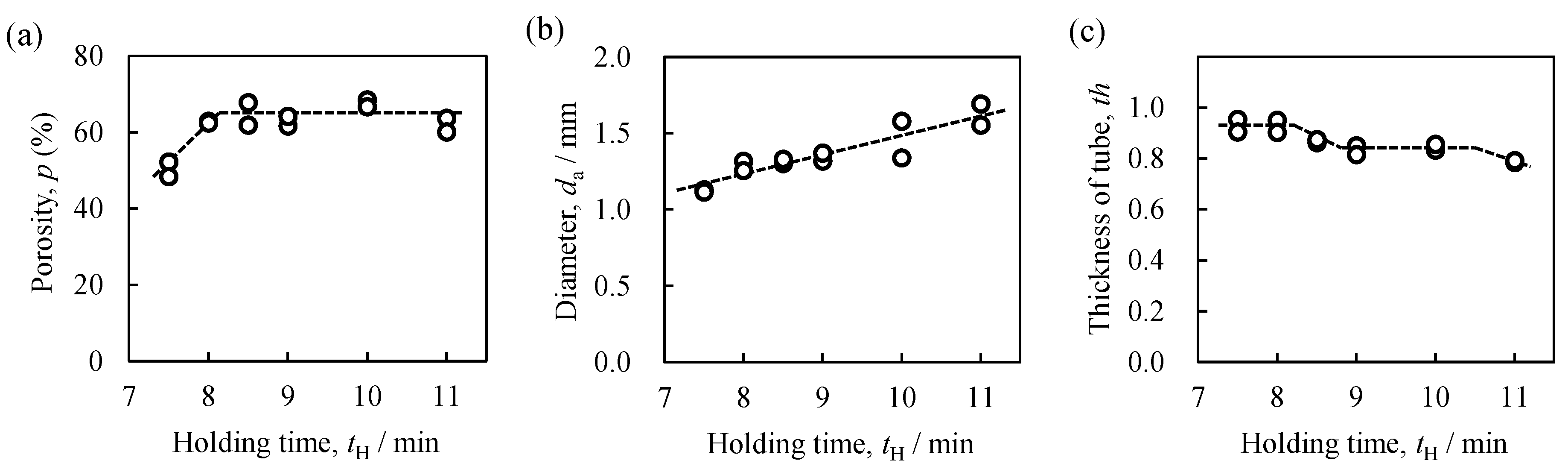
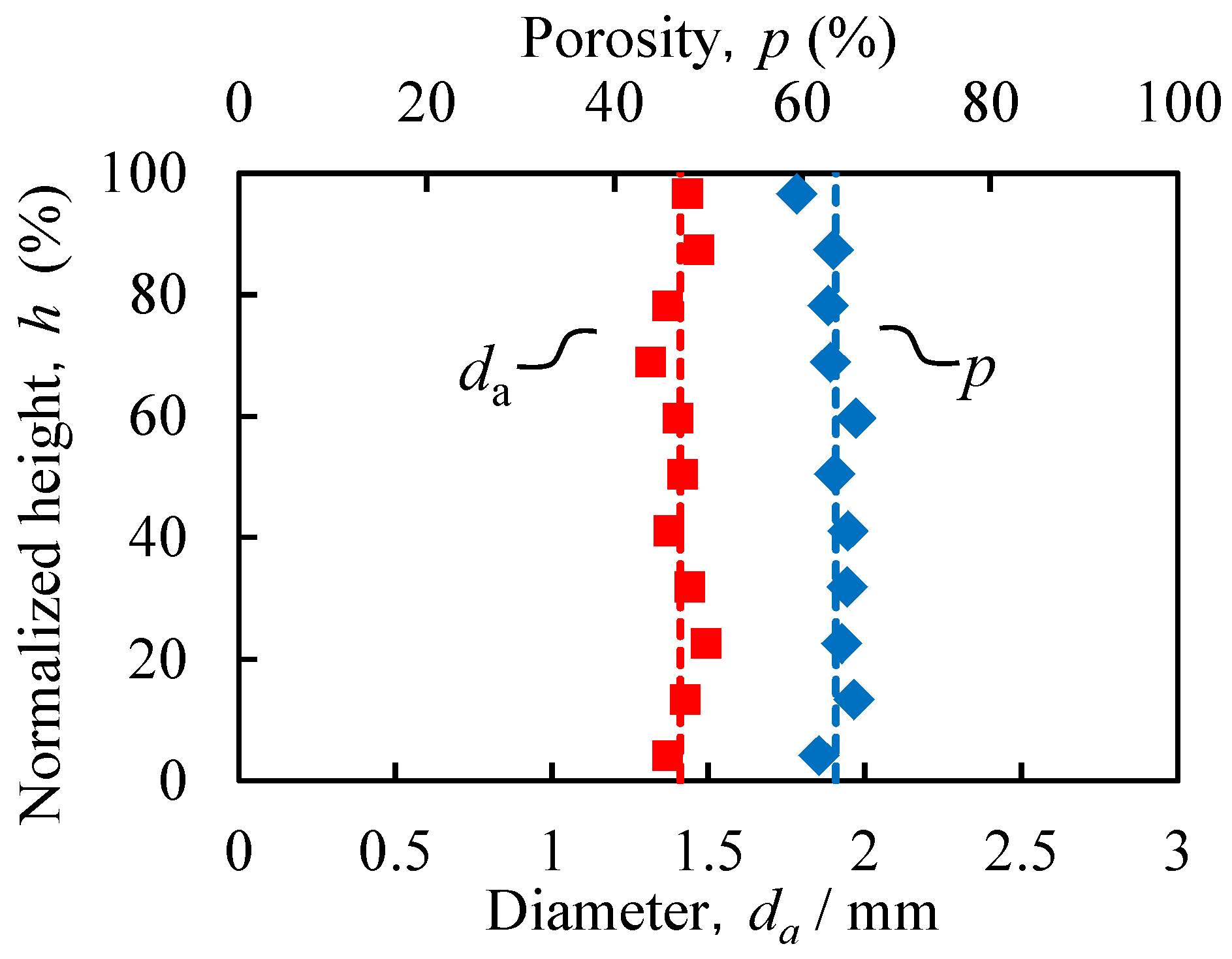
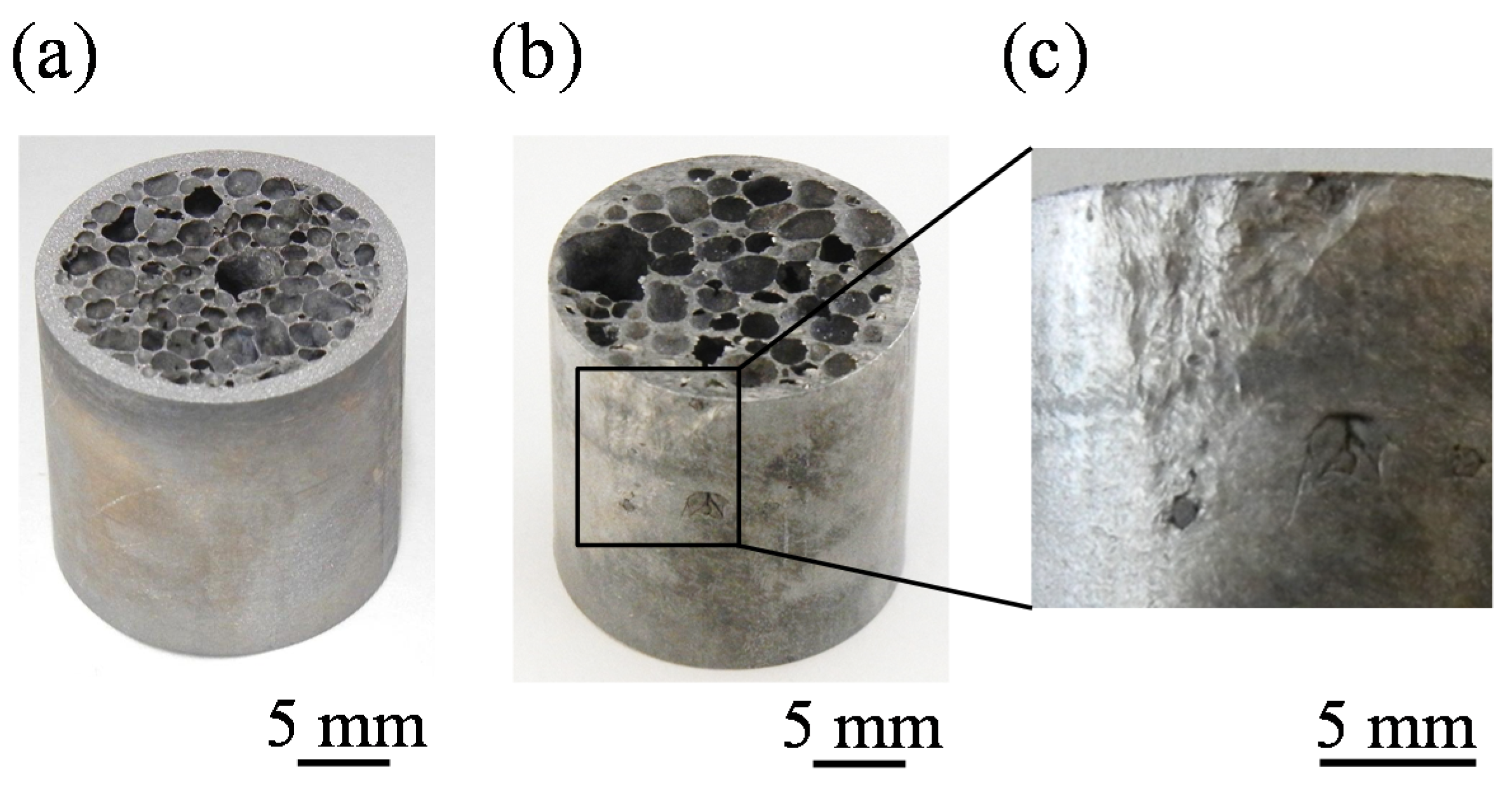
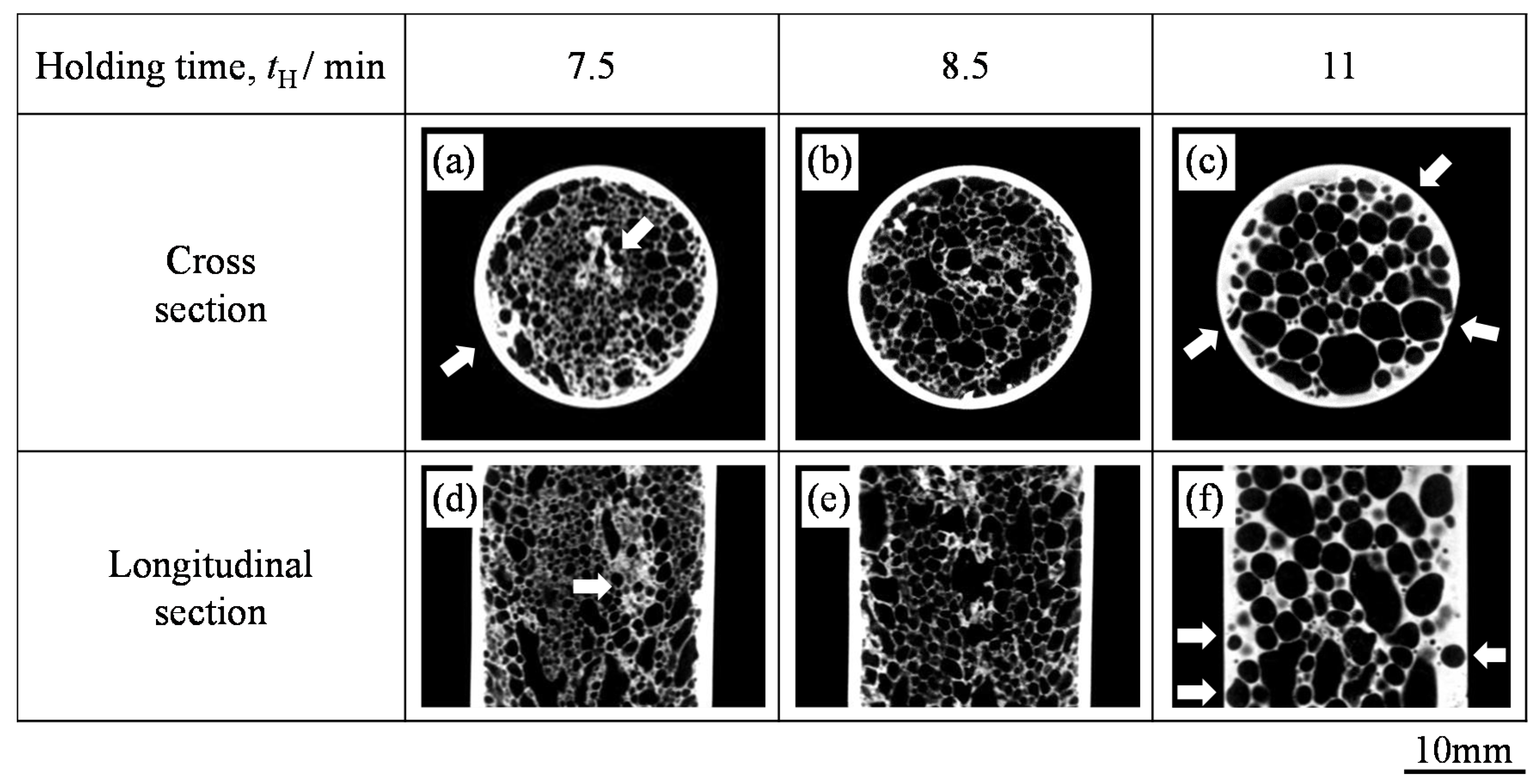
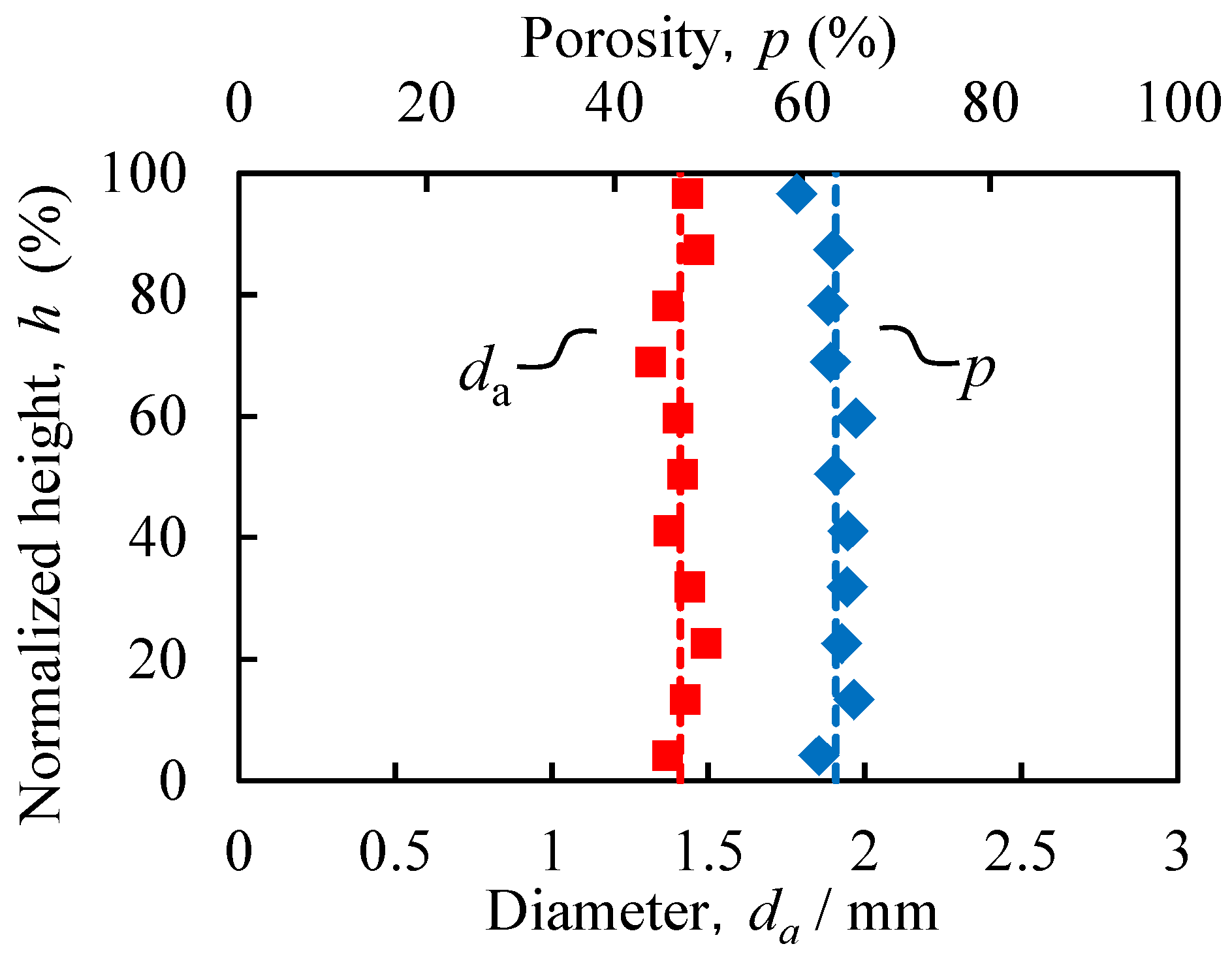
2.2. Pore Structures of ADC12 Foam and Thickness of A1050 Tube

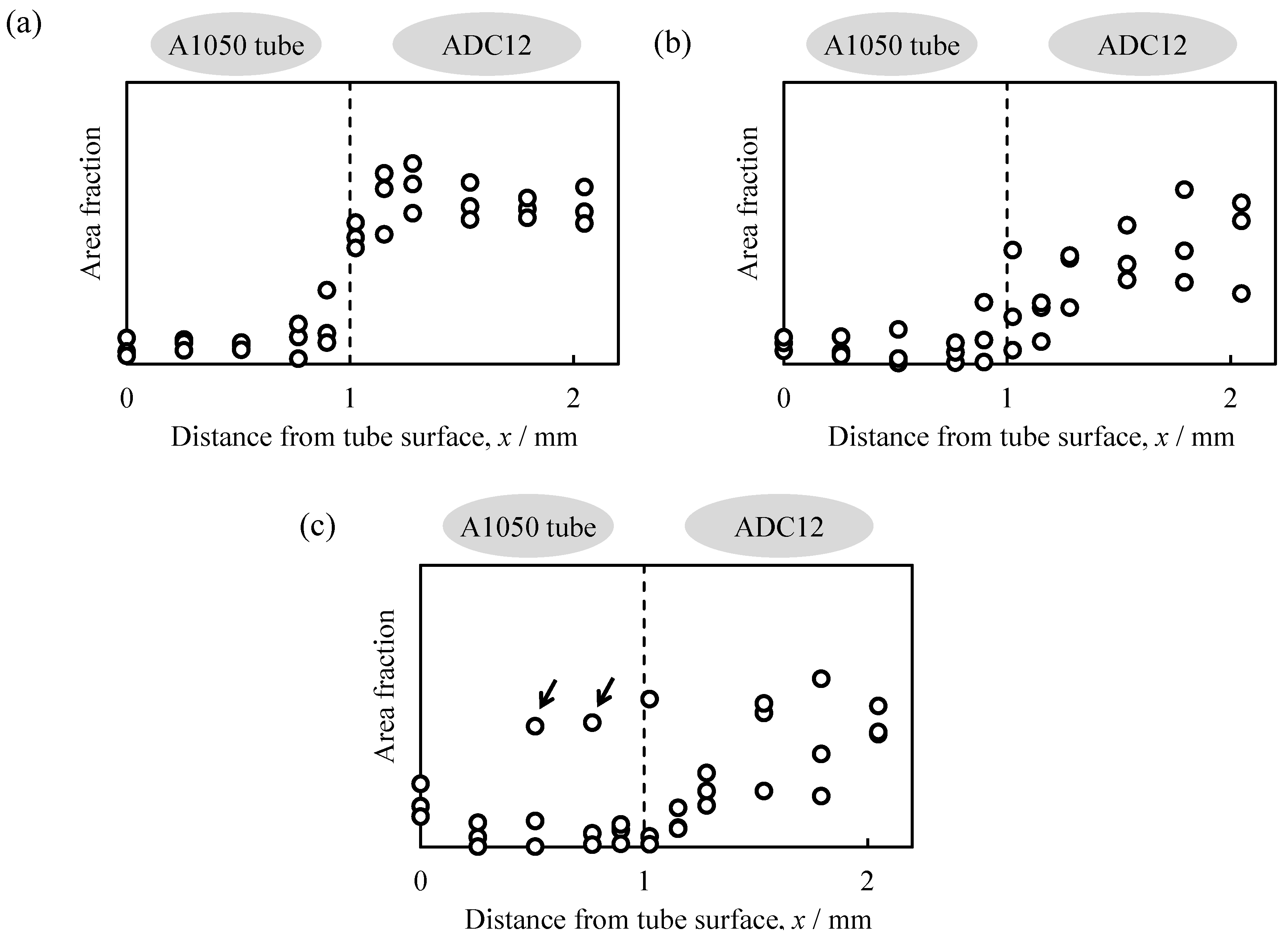
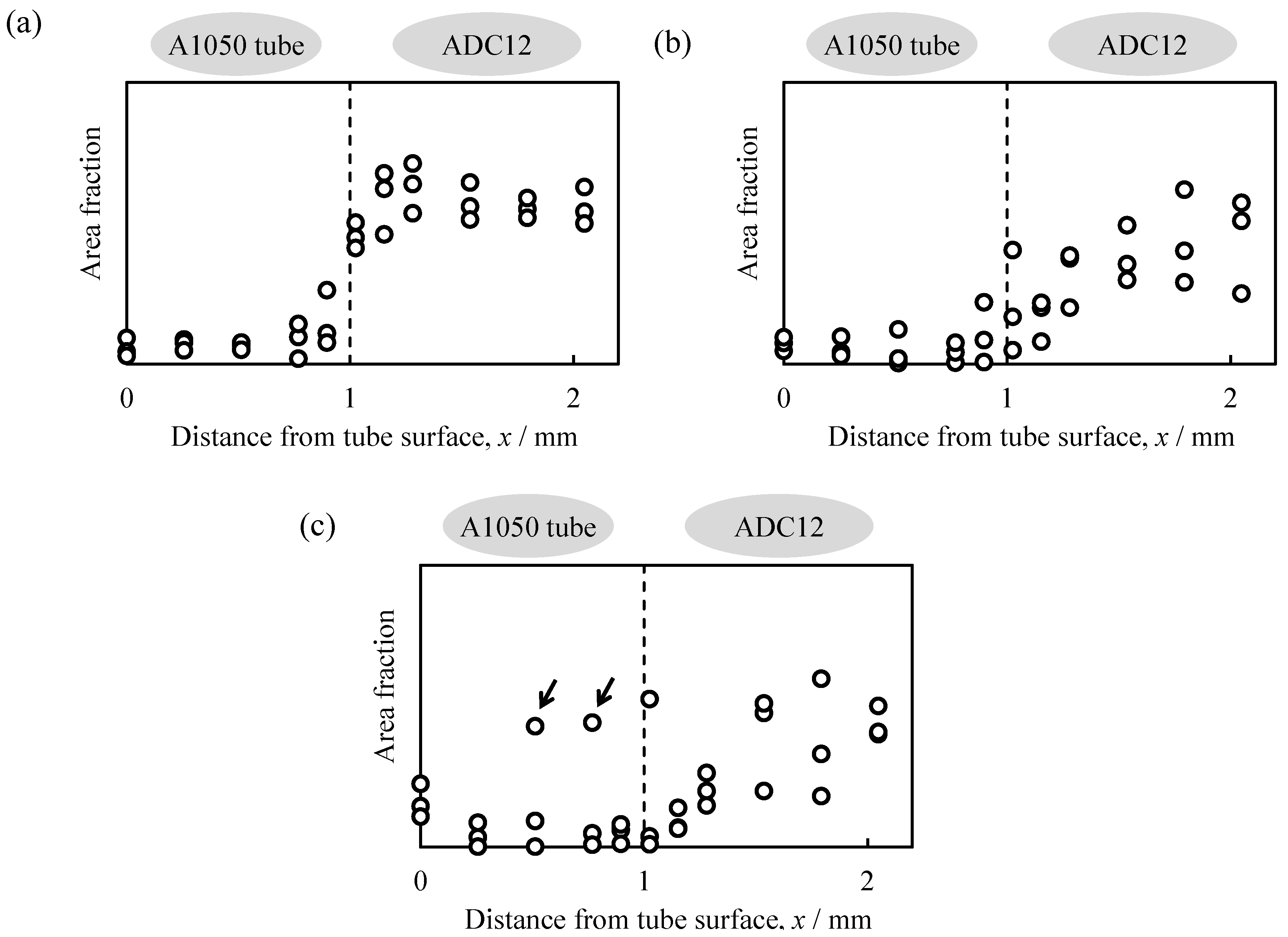
2.3. Distribution of Elemental Si
3. Experimental Section
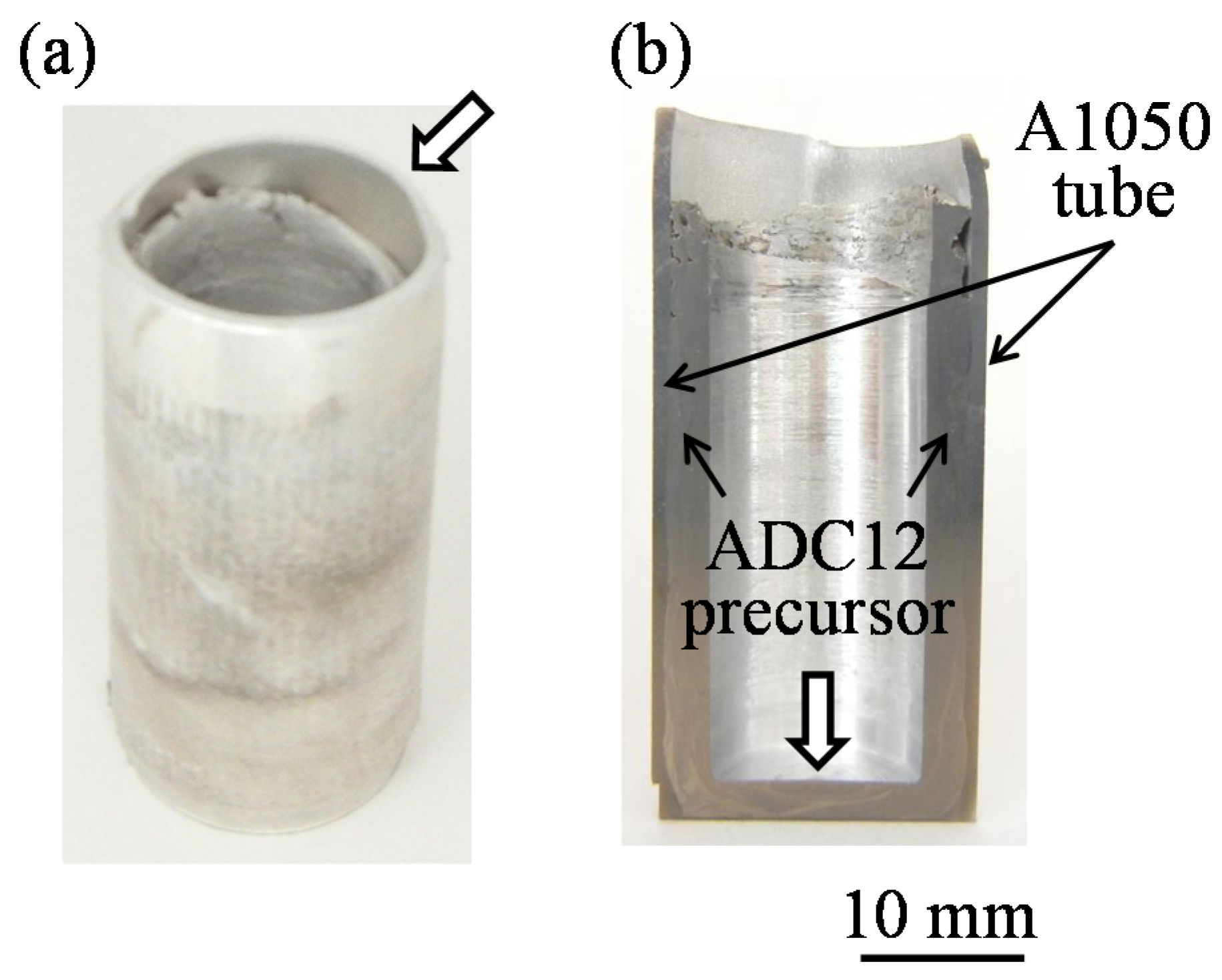
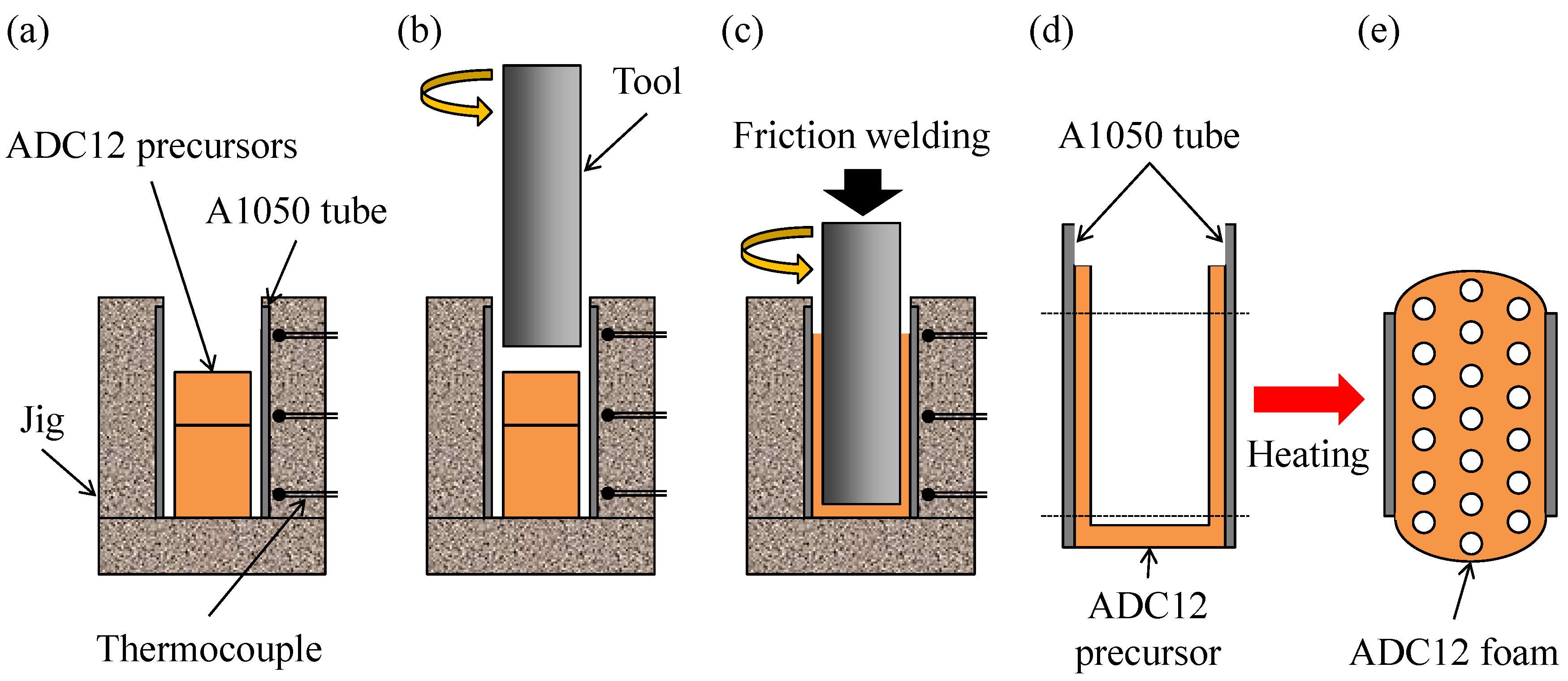
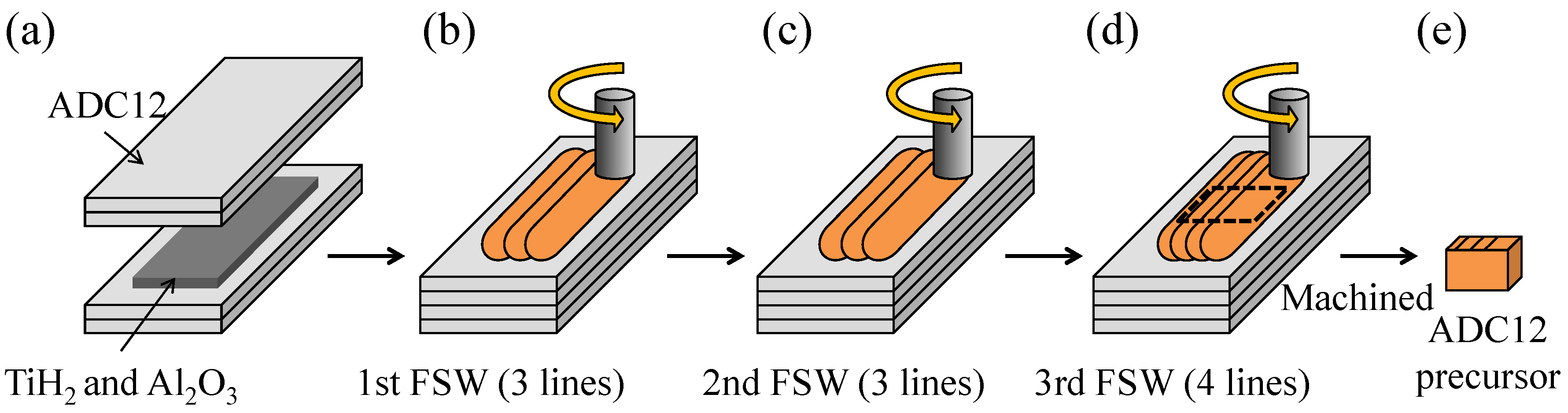
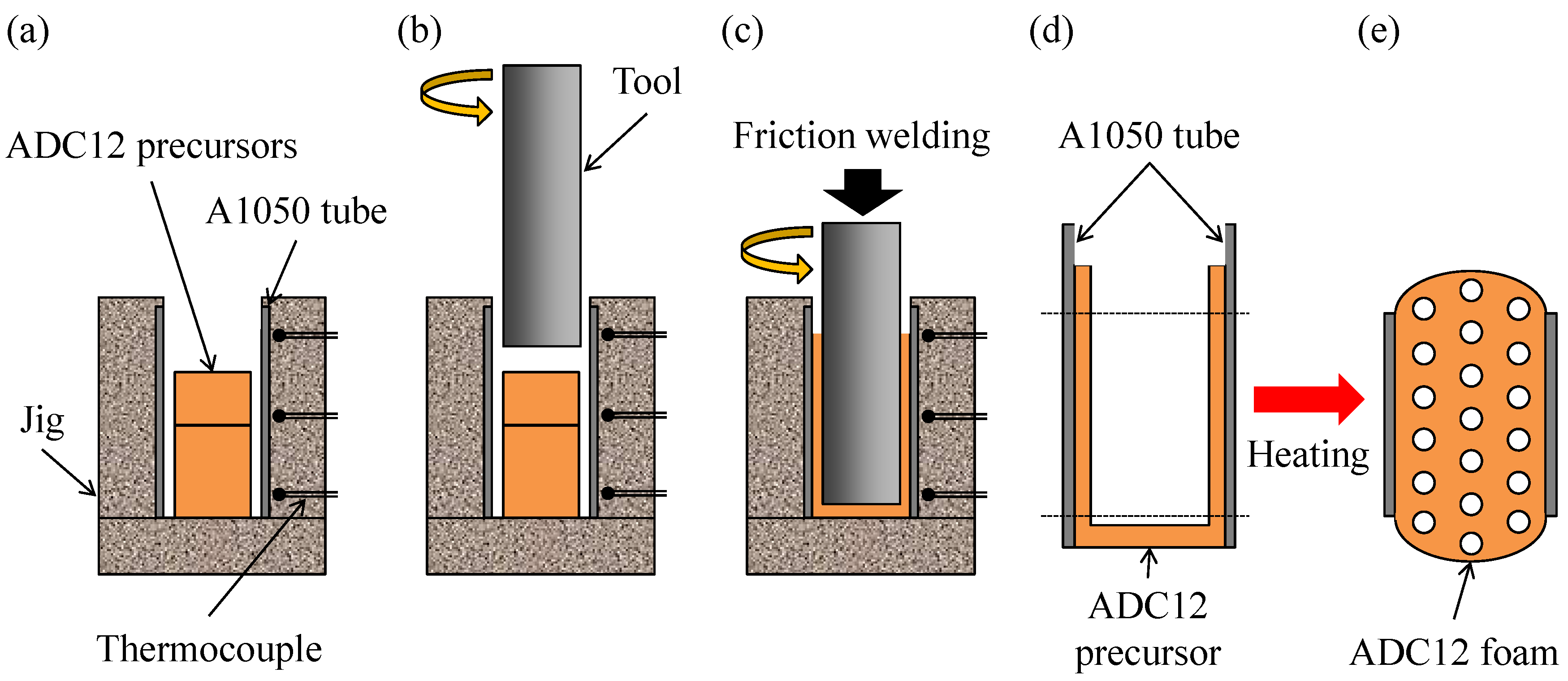
3.1. Fabrication Process of ADC12-Foam-Filled A1050 Tube

3.2. Observation of Deformation Behavior of Precursor and Evaluation of Pore Structures
3.3. Observation of Microstructures
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Gibson, L.J. Mechanical behavior of metallic foams. Annu. Rev. Mater. Sci. 2000, 30, 191–227. [Google Scholar] [CrossRef]
- Banhart, J. Manufacture, characterisation and application of cellular metals and metal foams. Prog. Mater. Sci. 2001, 46, 559–632. [Google Scholar] [CrossRef]
- Seeliger, H.W. Manufacture of aluminum foam sandwich (AFS) components. Adv. Eng. Mater. 2002, 4, 753–758. [Google Scholar] [CrossRef]
- Banhart, J.; Seeliger, H.W. Aluminium foam sandwich panels: Manufacture, metallurgy and applications. Adv. Eng. Mater. 2008, 10, 793–802. [Google Scholar] [CrossRef]
- Chung, H.J.; Rhee, K.Y.; Han, B.S.; Ryu, Y.M. Plasma treatment using nitrogen gas to improve bonding strength of adhesively bonded aluminum foam/aluminum composite. J. Alloys Compd. 2008, 459, 196–202. [Google Scholar] [CrossRef]
- Banhart, J.; Seeliger, H.W. Recent trends in aluminum foam sandwich technology. Adv. Eng. Mater. 2012, 14, 1082–1087. [Google Scholar] [CrossRef]
- Zu, G.; Song, B.; Zhong, Z.; Li, X.; Mu, Y.; Yao, G. Static three-point bending behavior of aluminum foam sandwich. J. Alloys Compd. 2012, 540, 275–278. [Google Scholar] [CrossRef]
- Hanssen, A.G.; Hopperstad, O.S.; Langseth, M. Bending of square aluminium extrusions with aluminium foam filler. Acta Mech. 2000, 142, 13–31. [Google Scholar] [CrossRef]
- Santosa, S.; Banhart, J.; Wierzbicki, T. Experimental and numerical analyses of bending of foam-filled sections. Acta Mech. 2001, 148, 199–213. [Google Scholar] [CrossRef]
- Toksoy, A.K.; Tanoglu, M.; Guden, M.; Hall, I.W. Effect of adhesive on the strengthening of aluminum foam-filled circular tubes. J. Mater. Sci. 2004, 39, 1503–1506. [Google Scholar] [CrossRef]
- Nishi, S.; Makii, K.; Aruga, Y.; Hamada, T.; Naito, J.; Miyoshi, T. The manufacturing process and mechanical properties of porous aluminum. Kobe Steel Eng. Rep. 2004, 54, 89–94. [Google Scholar]
- Sun, G.Y.; Li, G.Y.; Hou, S.J.; Zhou, S.W.; Li, W.; Li, Q. Crashworthiness design for functionally graded foam-filled thin-walled structures. Mater. Sci. Eng. A 2010, 527, 1911–1919. [Google Scholar] [CrossRef]
- Attia, M.S.; Meguid, S.A.; Nouraei, H. Nonlinear finite element analysis of the crush behaviour of functionally graded foam-filled columns. Finite Elem. Anal. Des. 2012, 61, 50–59. [Google Scholar] [CrossRef]
- Yin, H.F.; Wen, G.L.; Hou, S.J.; Qing, Q.X. Multiobjective crashworthiness optimization of functionally lateral graded foam-filled tubes. Mater. Des. 2013, 44, 414–428. [Google Scholar] [CrossRef]
- Yin, H.; Wen, G.; Wu, X.; Qing, Q.; Hou, S. Crashworthiness design of functionally graded foam-filled multi-cell thin-walled structures. Thin-Walled Struct. 2014, 85, 142–155. [Google Scholar] [CrossRef]
- Barnes, T.A.; Pashby, I.R. Joining techniques for aluminium spaceframes used in automobiles Part II—Adhesive bonding and mechanical fasteners. J. Mater. Process. Technol. 2000, 99, 72–79. [Google Scholar] [CrossRef]
- Hangai, Y.; Ishii, N.; Koyama, S.; Utsunomiya, T.; Kuwazuru, O.; Yoshikawa, N. Fabrication and tensile tests of aluminum foam sandwich with dense steel face sheets by friction stir processing route. Mater. Trans. 2012, 53, 584–587. [Google Scholar] [CrossRef]
- Hangai, Y.; Kamada, H.; Utsunomiya, T.; Kitahara, S.; Kuwazuru, O.; Yoshikawa, N. Aluminum alloy foam core sandwich panels fabricated from die casting aluminum alloy by friction stir welding route. J. Mater. Process. Technol. 2014, 214, 1928–1934. [Google Scholar] [CrossRef]
- Hangai, Y.; Saito, M. Fabrication of an Al foam/dense steel composite by friction welding. Mater. Trans. 2013, 54, 1012–1017. [Google Scholar] [CrossRef]
- Hangai, Y.; Saito, M.; Utsunomiya, T.; Kitahara, S.; Kuwazuru, O.; Yoshikawa, N. Fabrication of aluminum foam-filled thin-wall steel tube by friction welding and its compression properties. Materials 2014, 7, 6796–6810. [Google Scholar] [CrossRef]
- Maalekian, M. Friction welding—Critical assessment of literature. Sci. Technol. Weld. Join. 2007, 12, 738–759. [Google Scholar] [CrossRef]
- Uday, M.B.; Fauzi, M.N.A.; Zuhailawati, H.; Ismail, A.B. Advances in friction welding process: A review. Sci. Technol. Weld. Join. 2010, 15, 534–558. [Google Scholar] [CrossRef]
- Shinoda, T. Coating process using friction technology. Therm. Spray. Tech. 2011, 30, 77–83. [Google Scholar]
- Shinoda, T. Applications of Friction Technology on Cast Materials. J. Jpn. Foundry Eng. Soc. 2011, 83, 695–701. [Google Scholar]
- Abu-Farha, F. A preliminary study on the feasibility of friction stir back extrusion. Scr. Mater. 2012, 66, 615–618. [Google Scholar] [CrossRef]
- Dinaharan, I.; Sathiskumar, R.; Vijay, S.J.; Murugan, N. Microstructural characterization of pure copper tubes produced by a novel method friction stir back extrusion. Procedia Mater. Sci. 2014, 5, 1502–1508. [Google Scholar] [CrossRef]
- Khorrami, M.S.; Movahedi, M. Microstructure evolutions and mechanical properties of tubular aluminum produced by friction stir back extrusion. Mater. Des. 2015, 65, 74–79. [Google Scholar] [CrossRef]
- Duarte, I.; Vesenjak, M.; Krstulović-Opara, L.; Anžel, I.; Ferreira, J.M.F. Manufacturing and bending behaviour of in situ foam-filled aluminium alloy tubes. Mater. Des. 2015, 66, 532–544. [Google Scholar] [CrossRef]
- Hangai, Y.; Kamada, H.; Utsunomiya, T.; Kitahara, S.; Kuwazuru, O.; Yoshikawa, N. Compression properties of three-layered functionally graded ADC12 aluminum foam fabricated by friction stir welding. Mater. Trans. 2013, 54, 1268–1273. [Google Scholar] [CrossRef]
- Hangai, Y.; Kamada, H.; Utsunomiya, T.; Kitahara, S.; Kuwazuru, O.; Yoshikawa, N. Tensile properties and fracture behavior of aluminum alloy foam fabricated from die castings without using blowing agent by friction stir processing route. Materials 2014, 7, 2382–2394. [Google Scholar] [CrossRef]
- Hangai, Y.; Maruhashi, S.; Kitahara, S.; Kuwazuru, O.; Yoshikawa, N. Nondestructive quantitative evaluation of porosity volume distribution in aluminum alloy die castings by fractal analysis. Metall. Mater. Trans. A 2009, 40, 2789–2793. [Google Scholar] [CrossRef]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons by Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hangai, Y.; Nakano, Y.; Koyama, S.; Kuwazuru, O.; Kitahara, S.; Yoshikawa, N. Fabrication of Aluminum Tubes Filled with Aluminum Alloy Foam by Friction Welding. Materials 2015, 8, 7180-7190. https://doi.org/10.3390/ma8105373
Hangai Y, Nakano Y, Koyama S, Kuwazuru O, Kitahara S, Yoshikawa N. Fabrication of Aluminum Tubes Filled with Aluminum Alloy Foam by Friction Welding. Materials. 2015; 8(10):7180-7190. https://doi.org/10.3390/ma8105373
Chicago/Turabian StyleHangai, Yoshihiko, Yukiko Nakano, Shinji Koyama, Osamu Kuwazuru, Soichiro Kitahara, and Nobuhiro Yoshikawa. 2015. "Fabrication of Aluminum Tubes Filled with Aluminum Alloy Foam by Friction Welding" Materials 8, no. 10: 7180-7190. https://doi.org/10.3390/ma8105373