
Fatigue Behavior of a Box-Type Welded Structure of Hydraulic Support Used in Coal Mine

Abstract
:1. Introduction
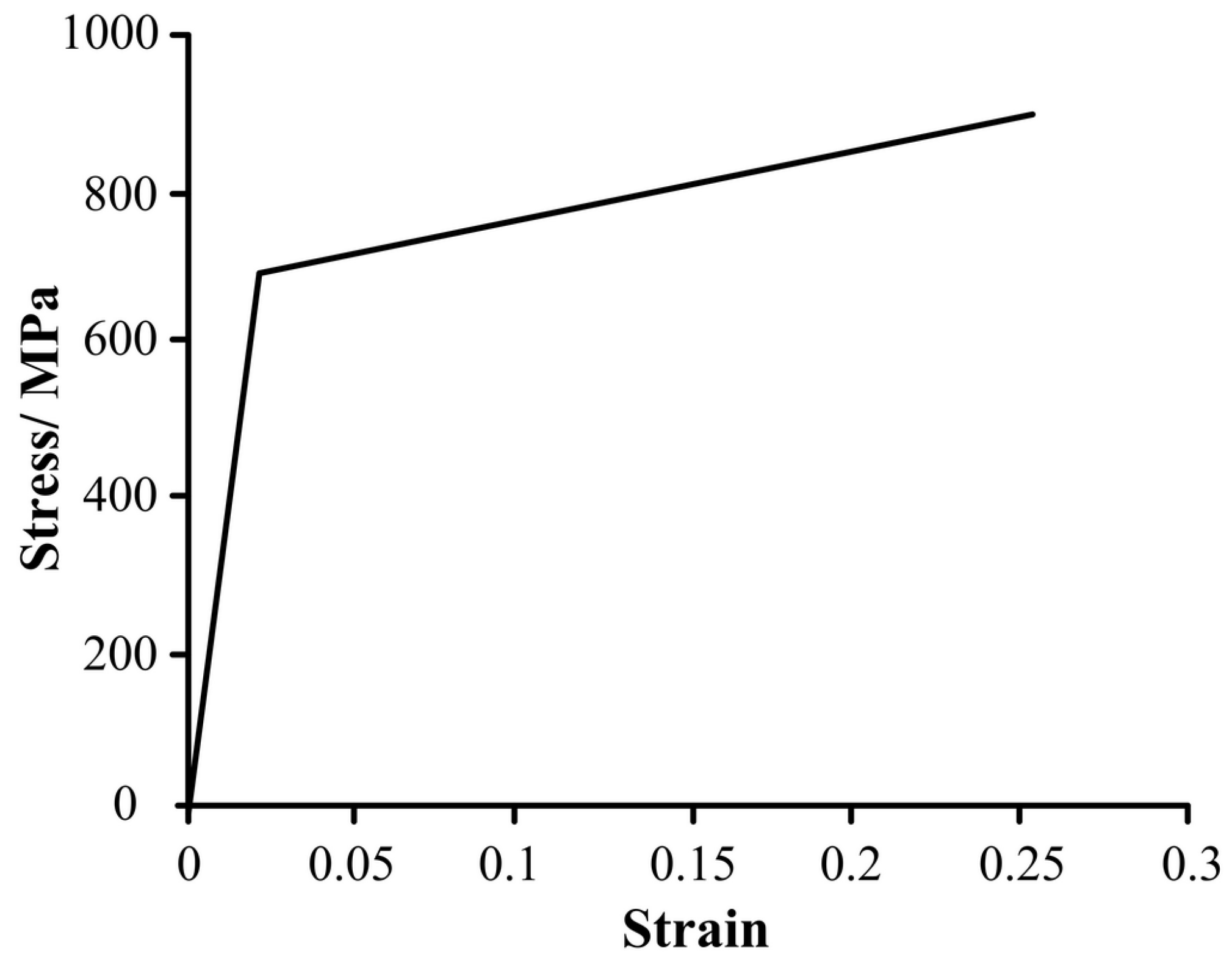
2. Material and Experimental Procedures
2.1. Numerical Modeling

2.2. Fatigue Testing
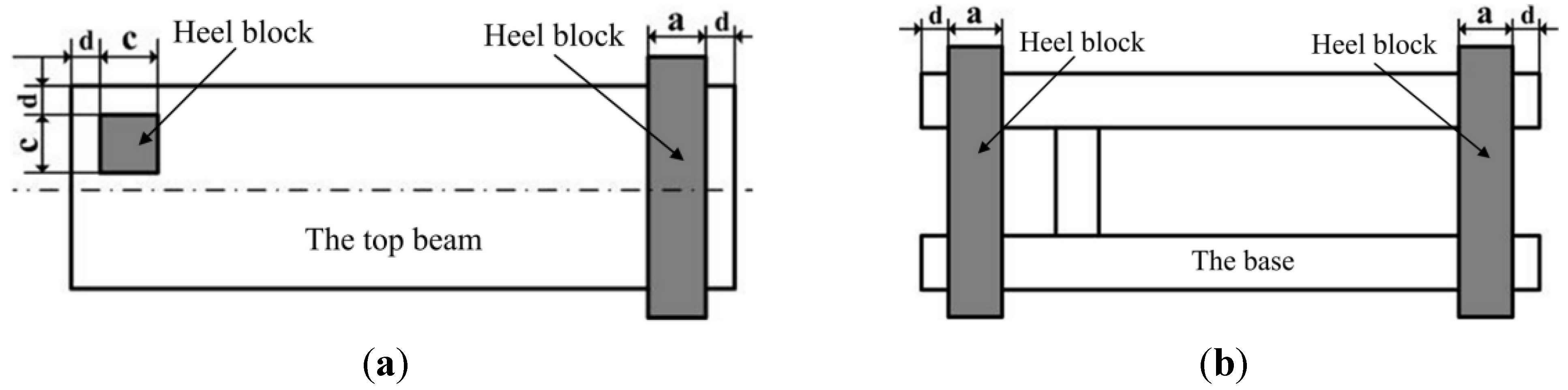
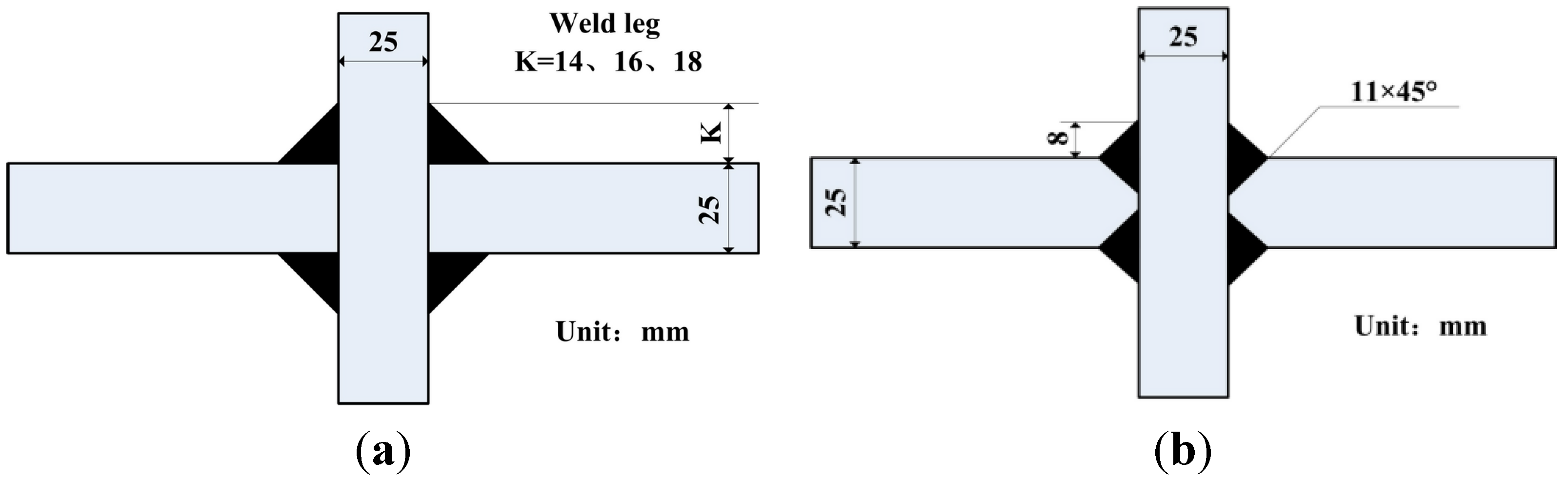
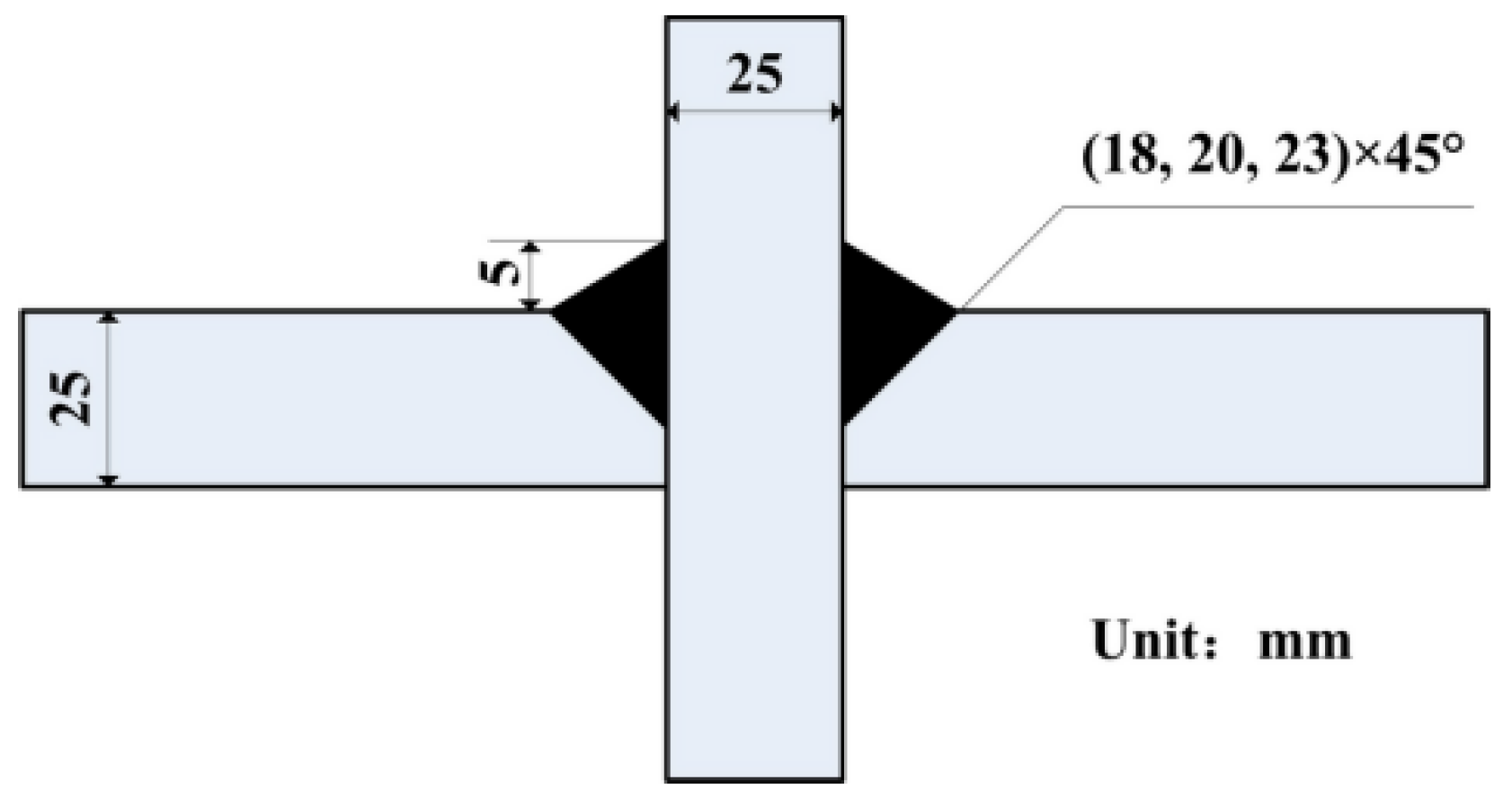
2.3. The Design of Welded Joint
3. Results and Discussions
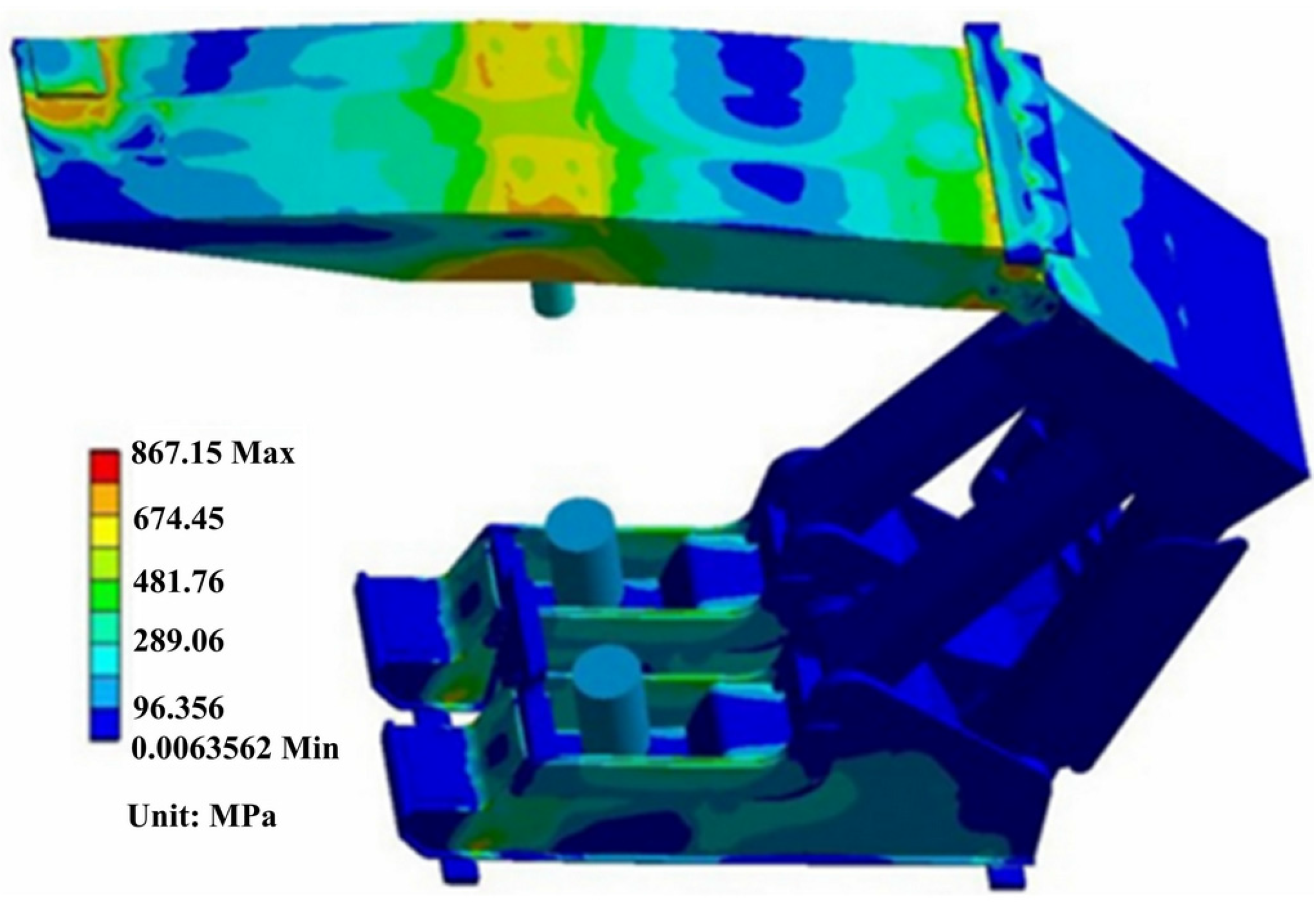
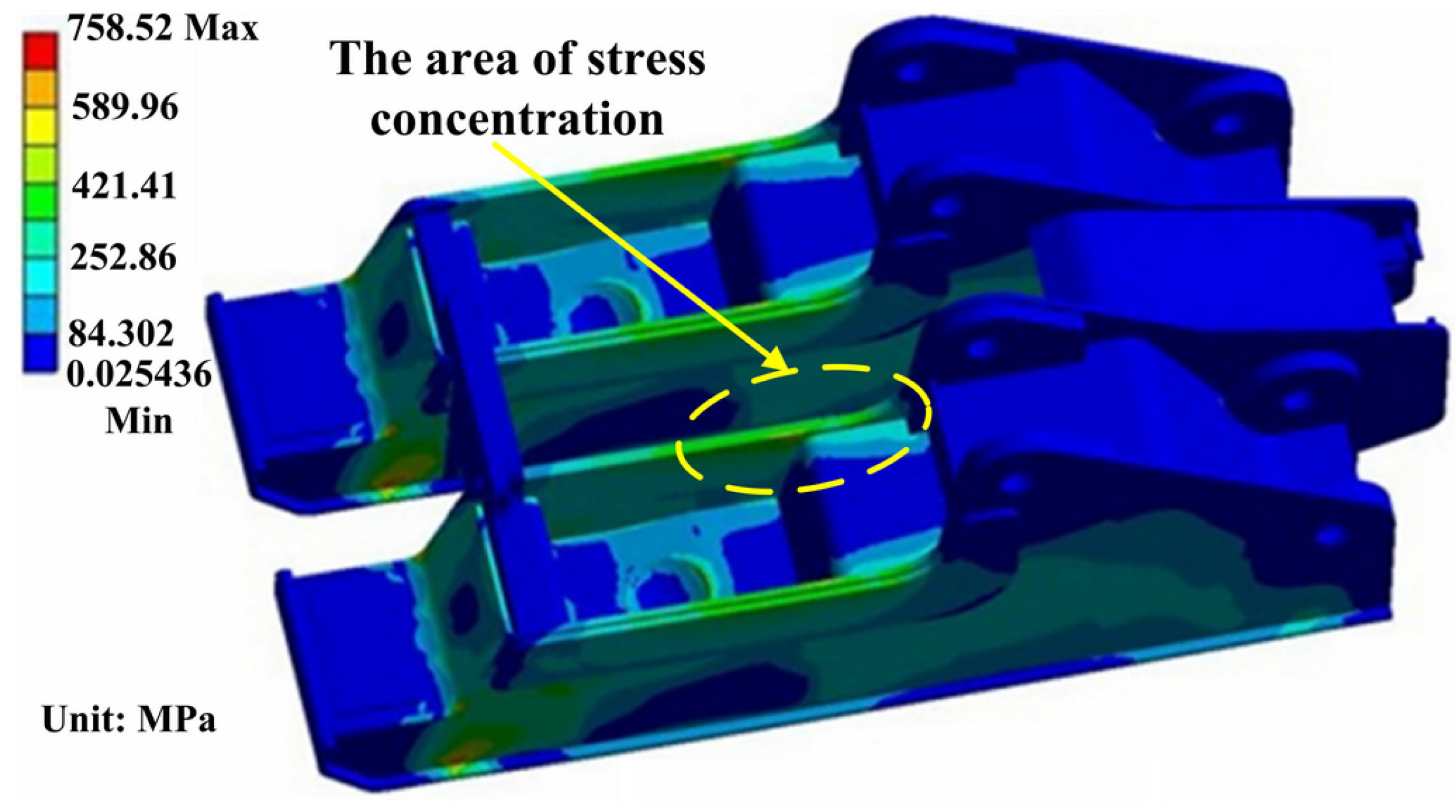
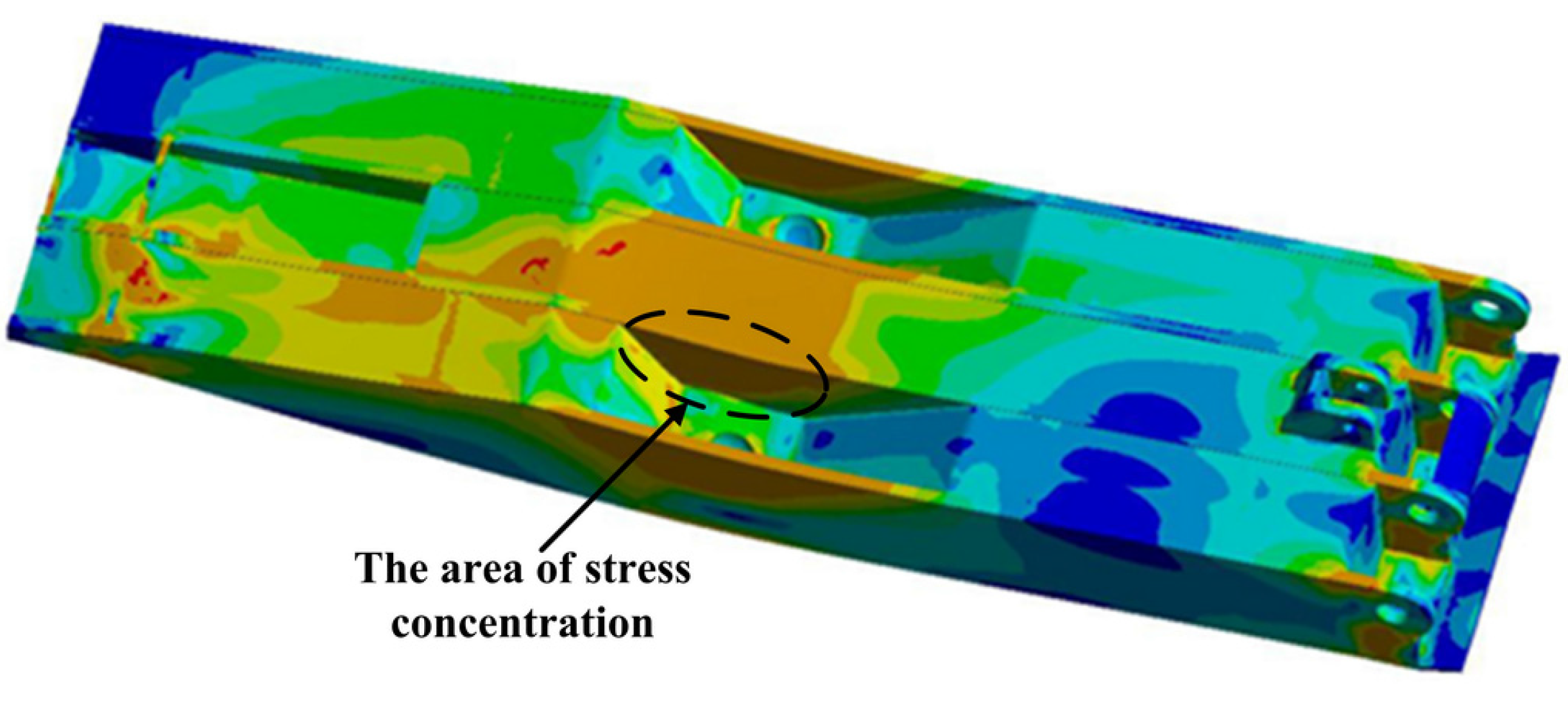
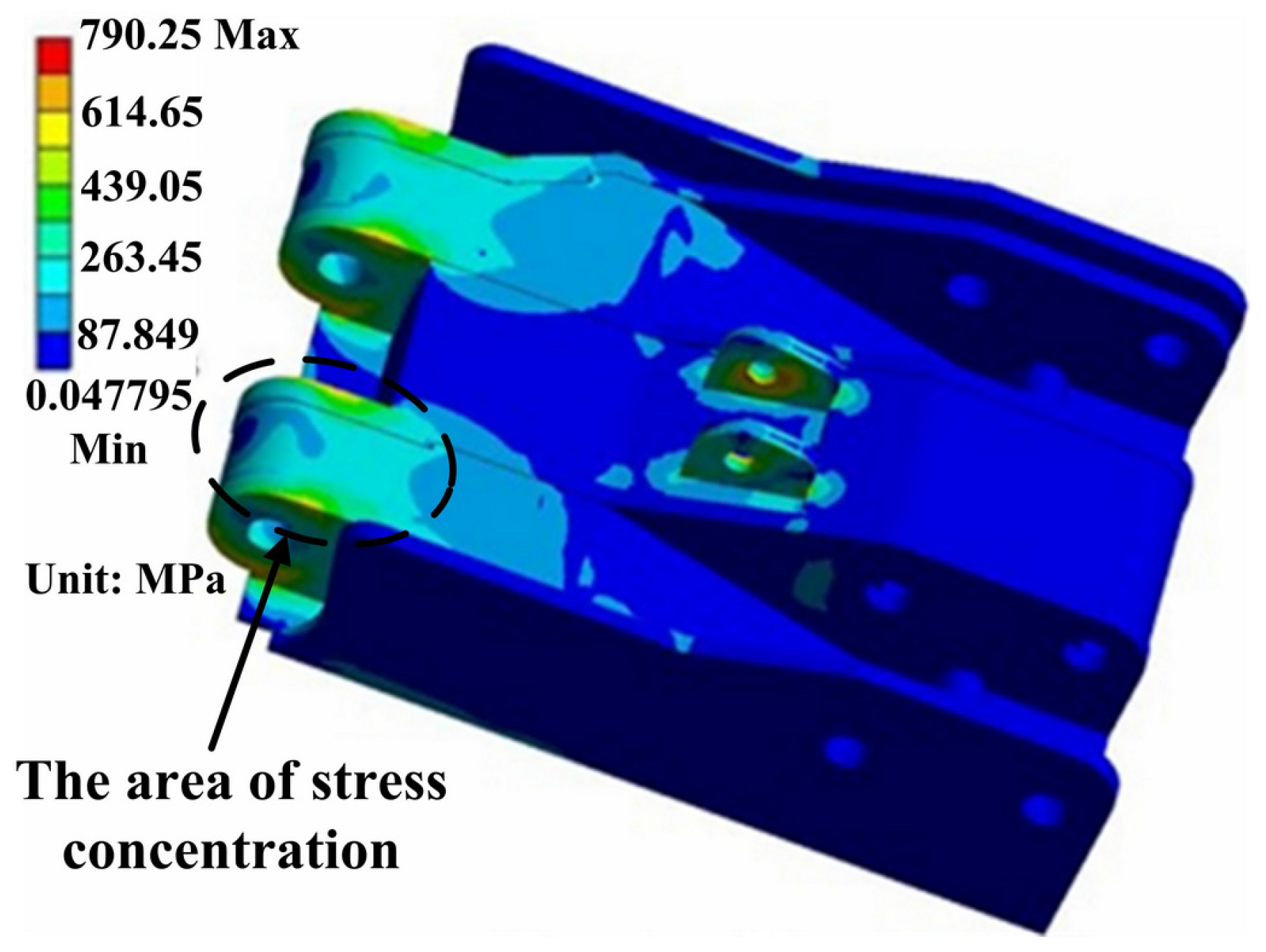
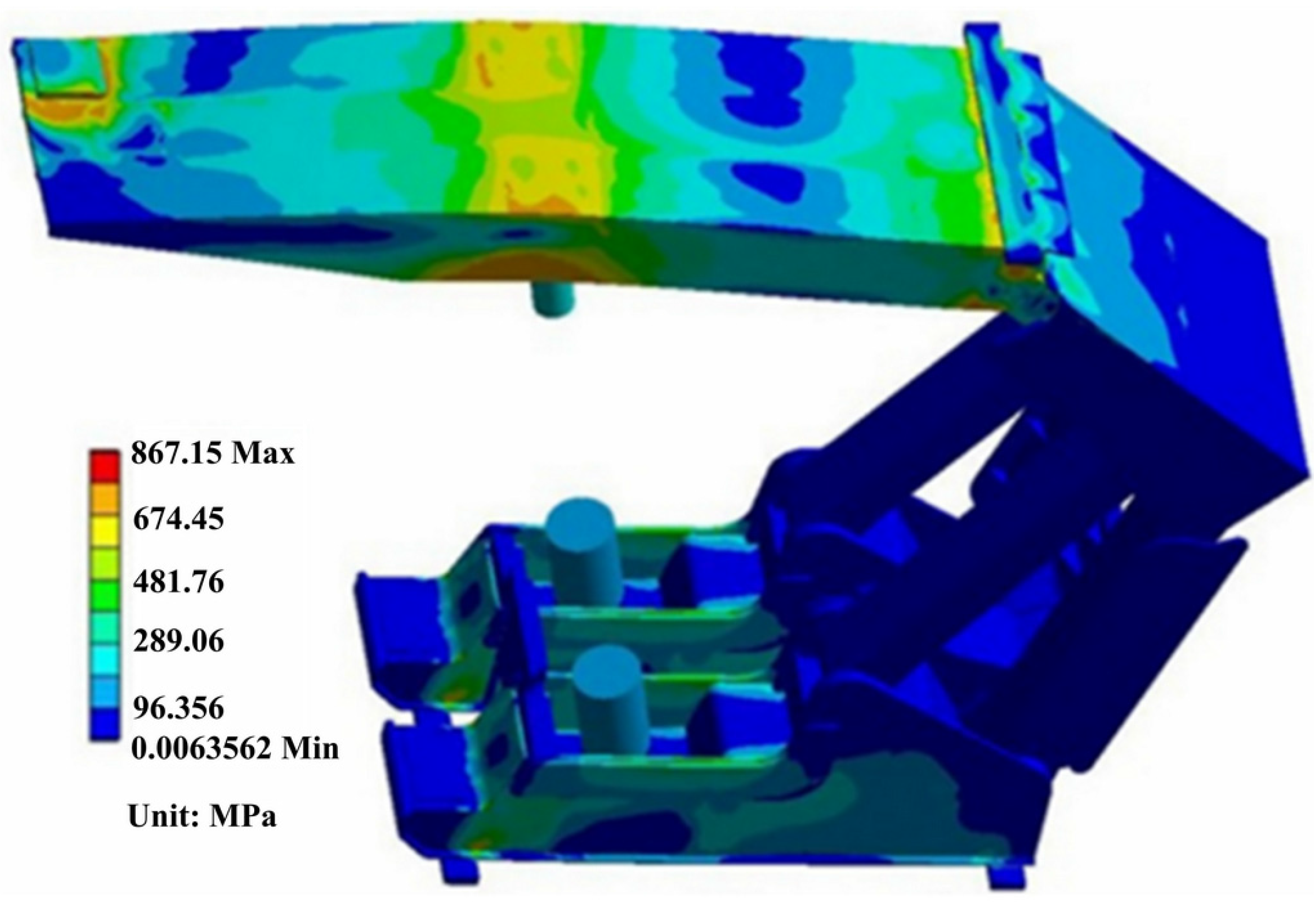
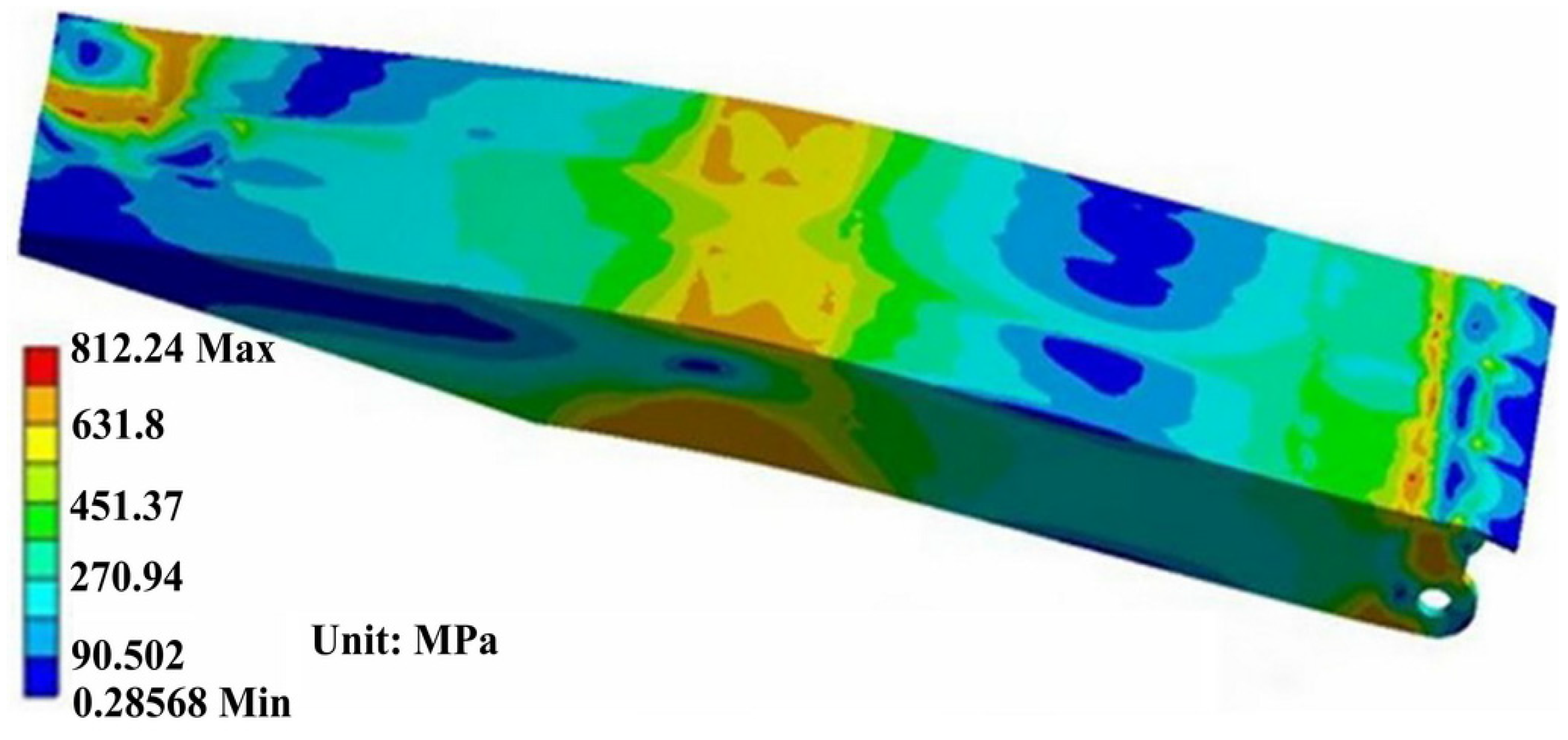
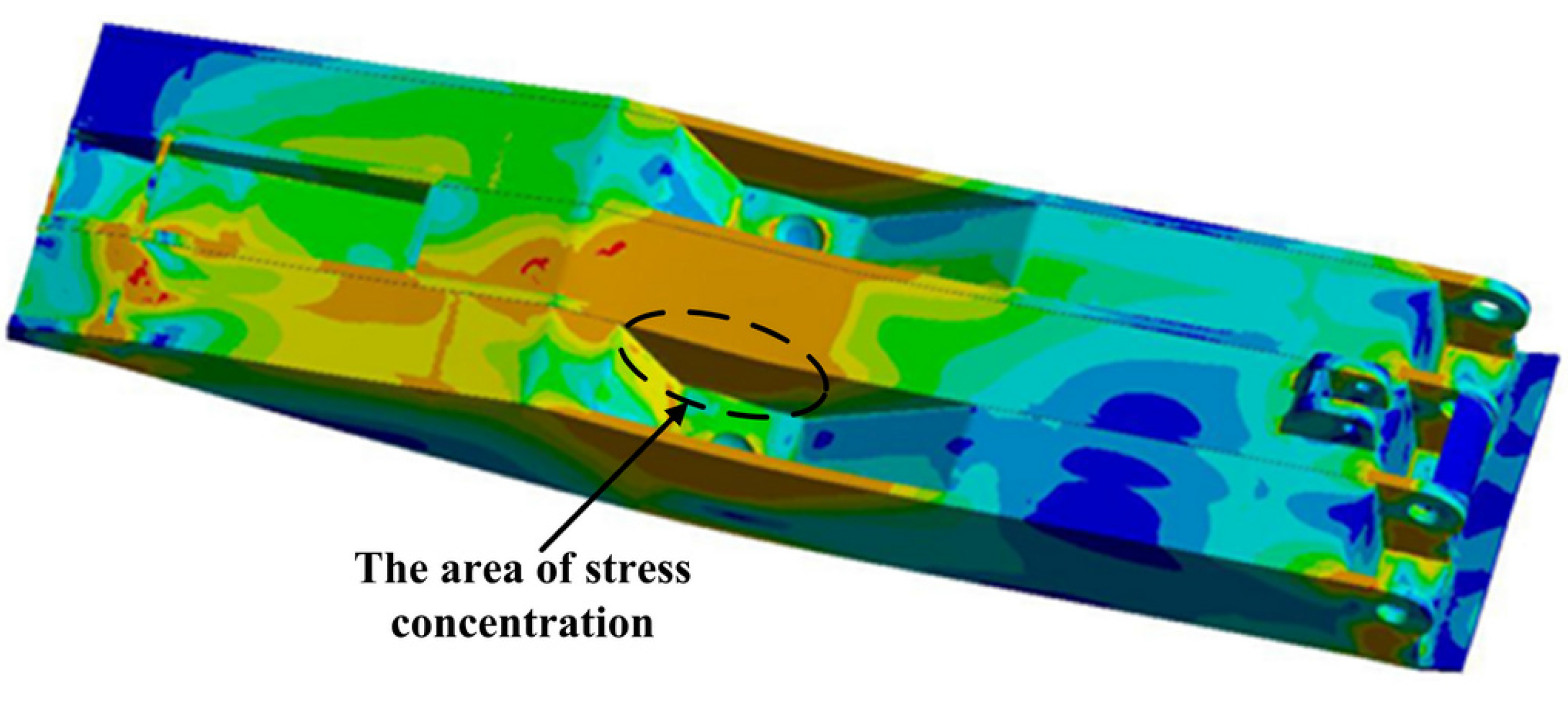
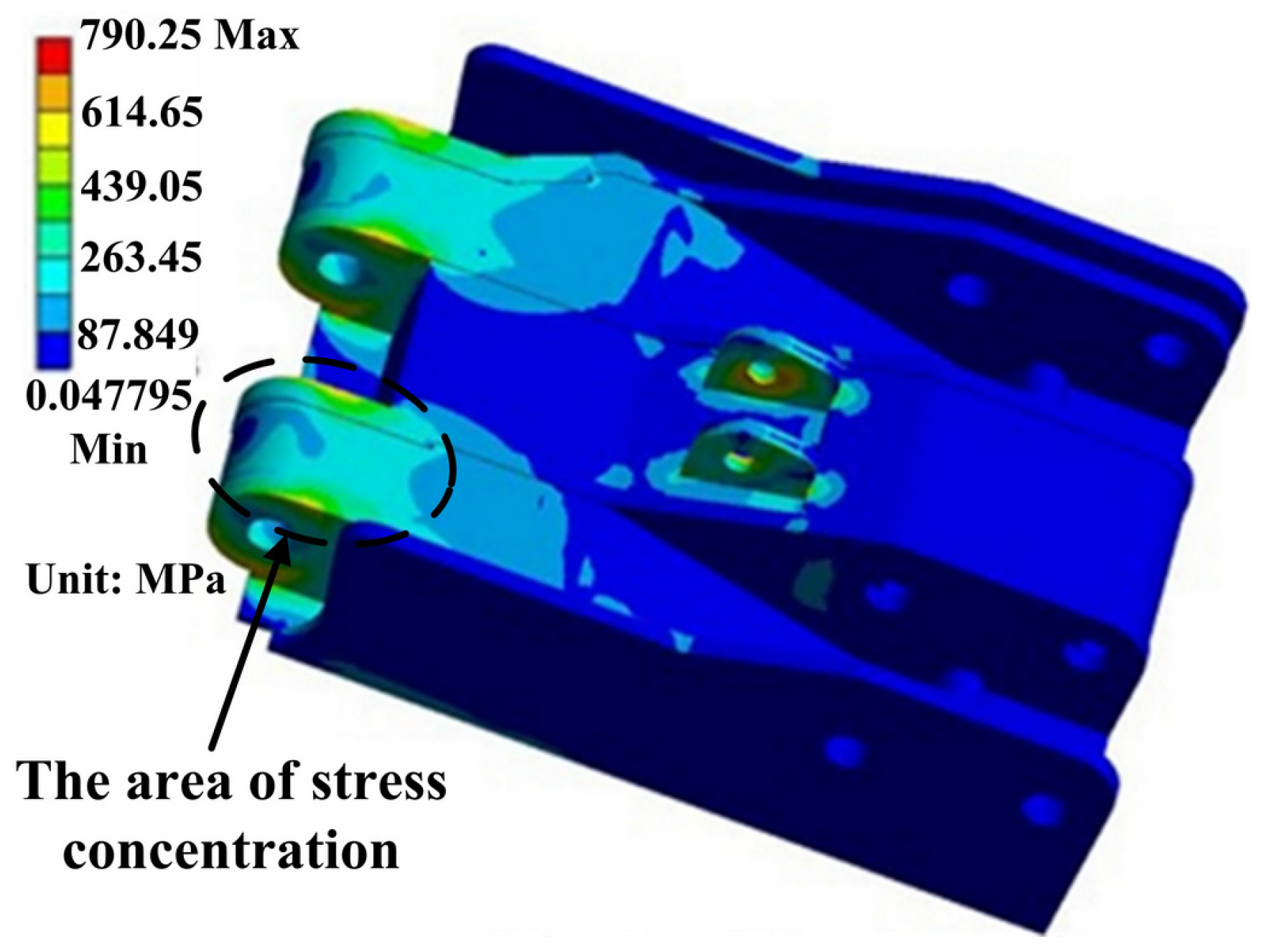
3.1. The Stress Field of Finite Element Simulation

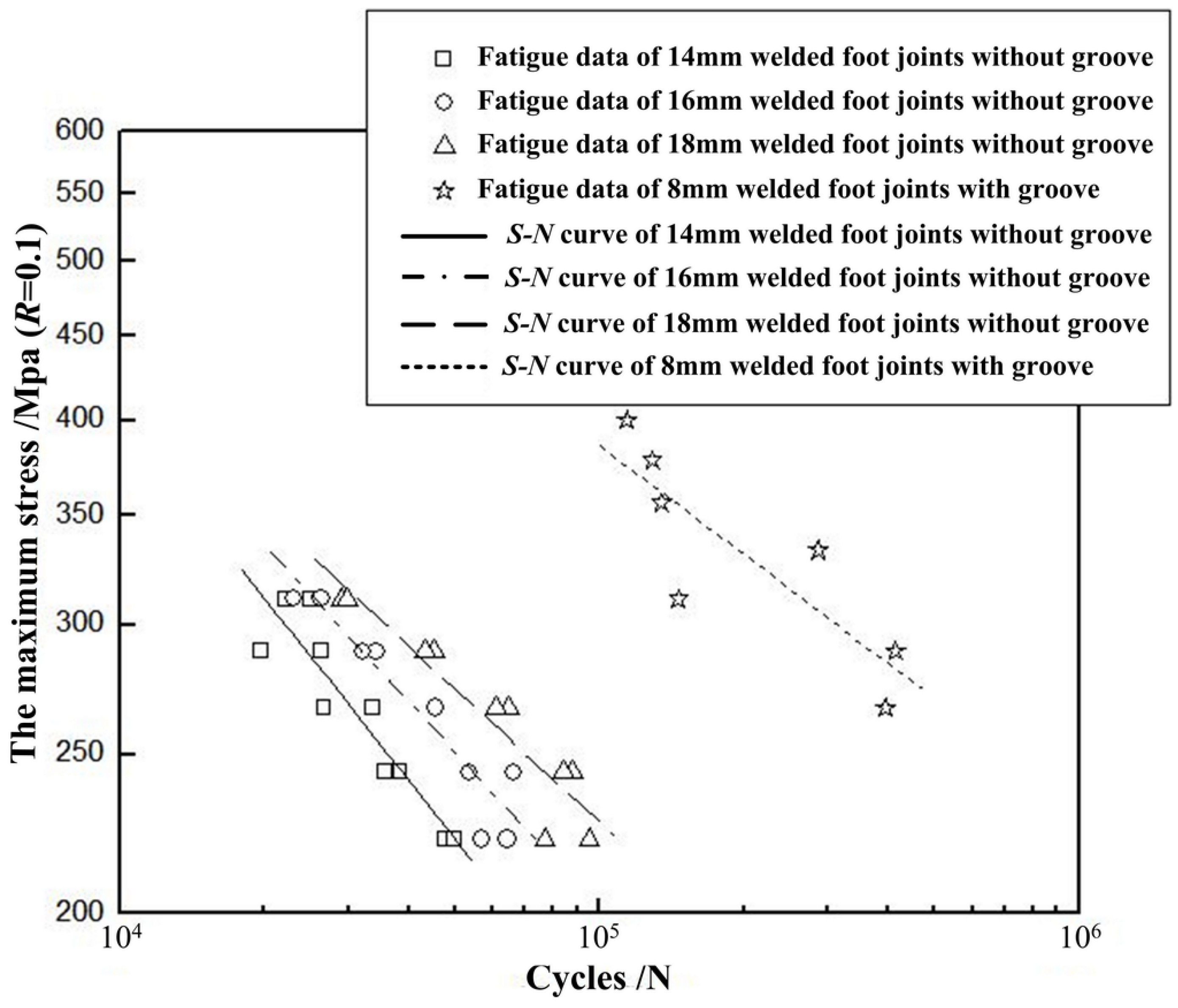
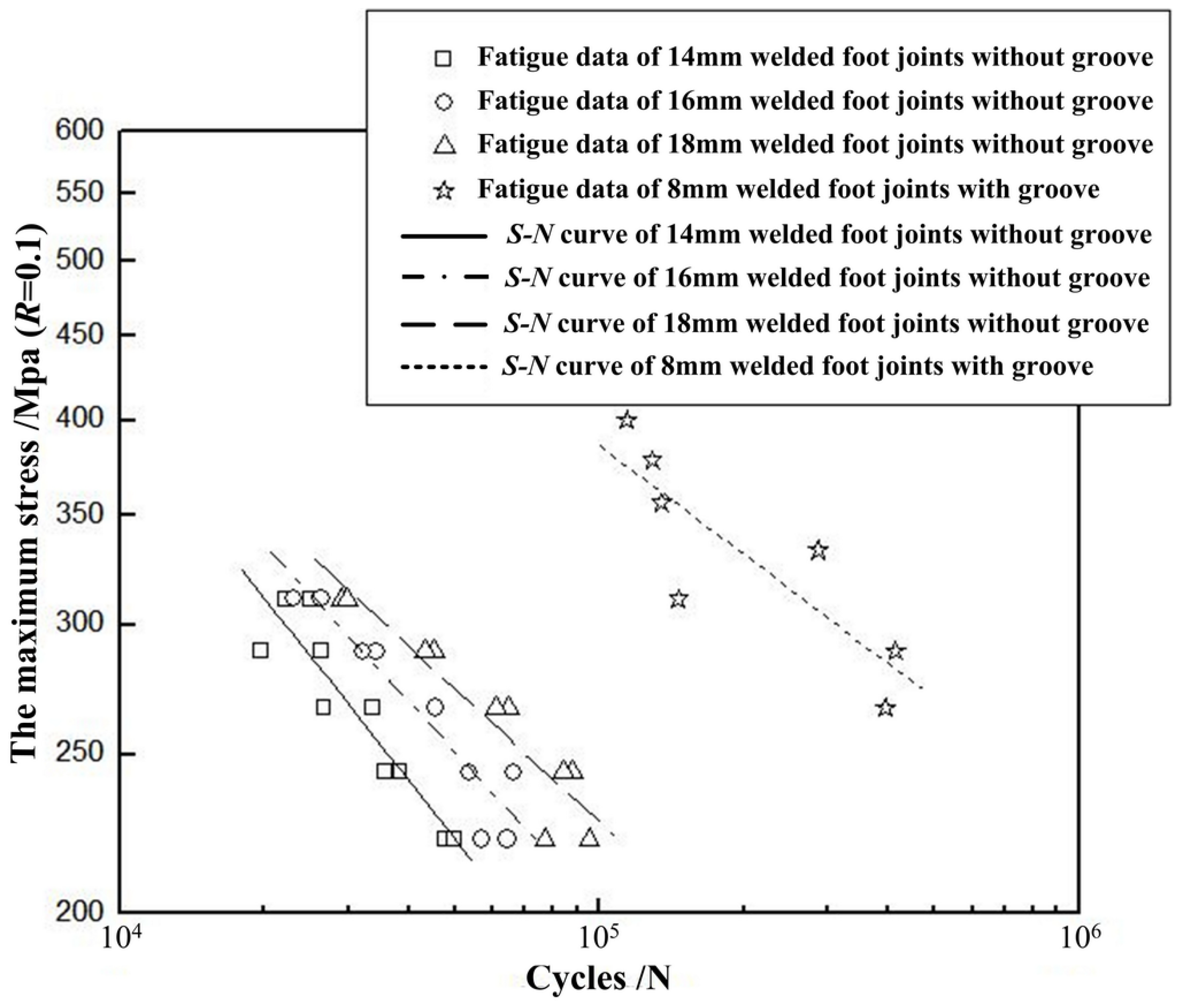
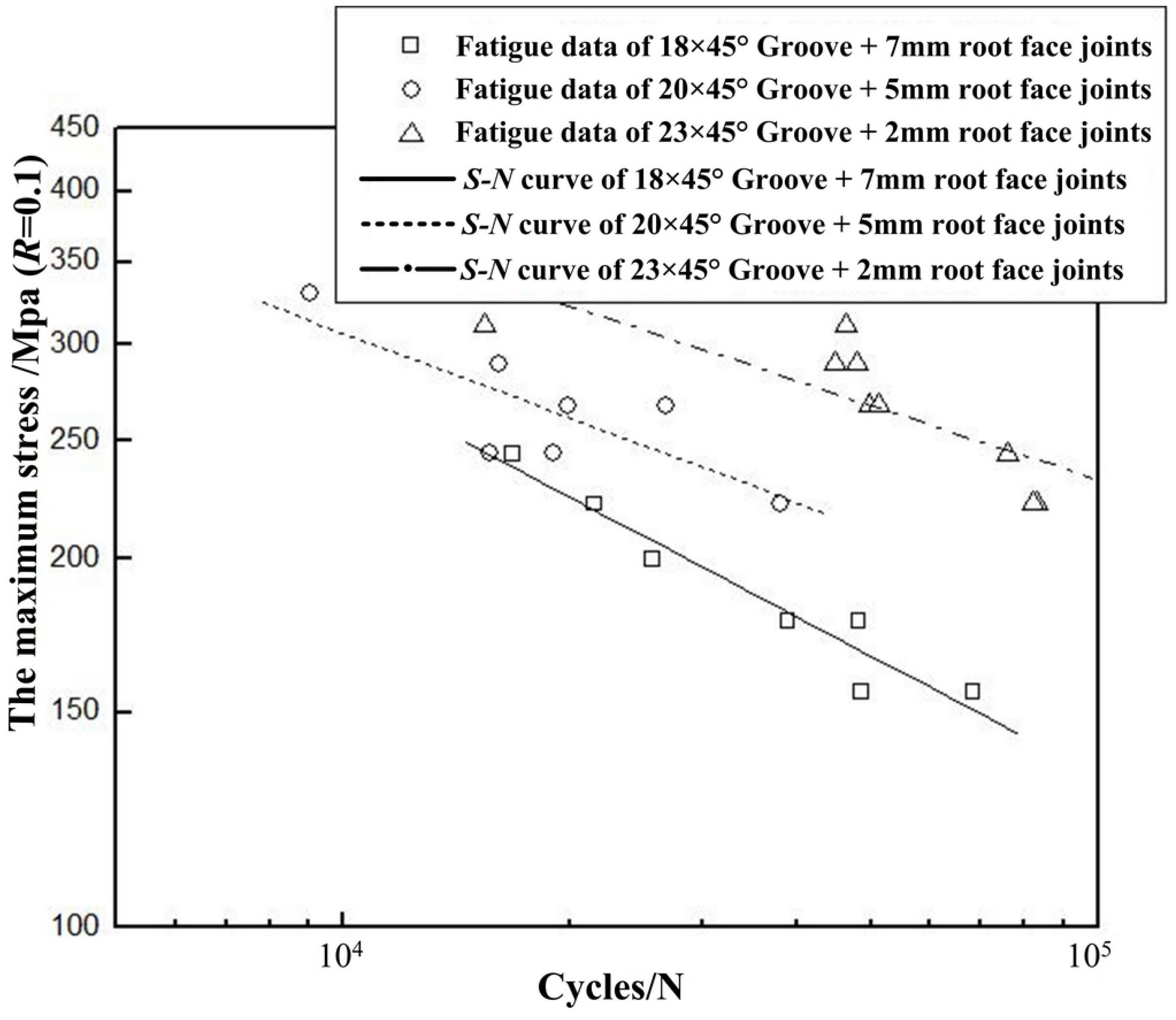
3.2. Fatigue S-N Curve

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cycle Times | Without Groove + 14 mm Weld Leg | Without Groove + 16 mm Weld Leg | Without Groove + 18 mm Weld Leg | Without Groove + 8 mm Weld Leg |
|---|---|---|---|---|
| 30,000 | 268 MPa | 295 MPa | 315 MPa | 501 MPa |
| 60,000 | 206 MPa | 238 MPa | 262 MPa | 429 MPa |
| 90,000 | 179 MPa | 208 MPa | 234 MPa | 393 MPa |
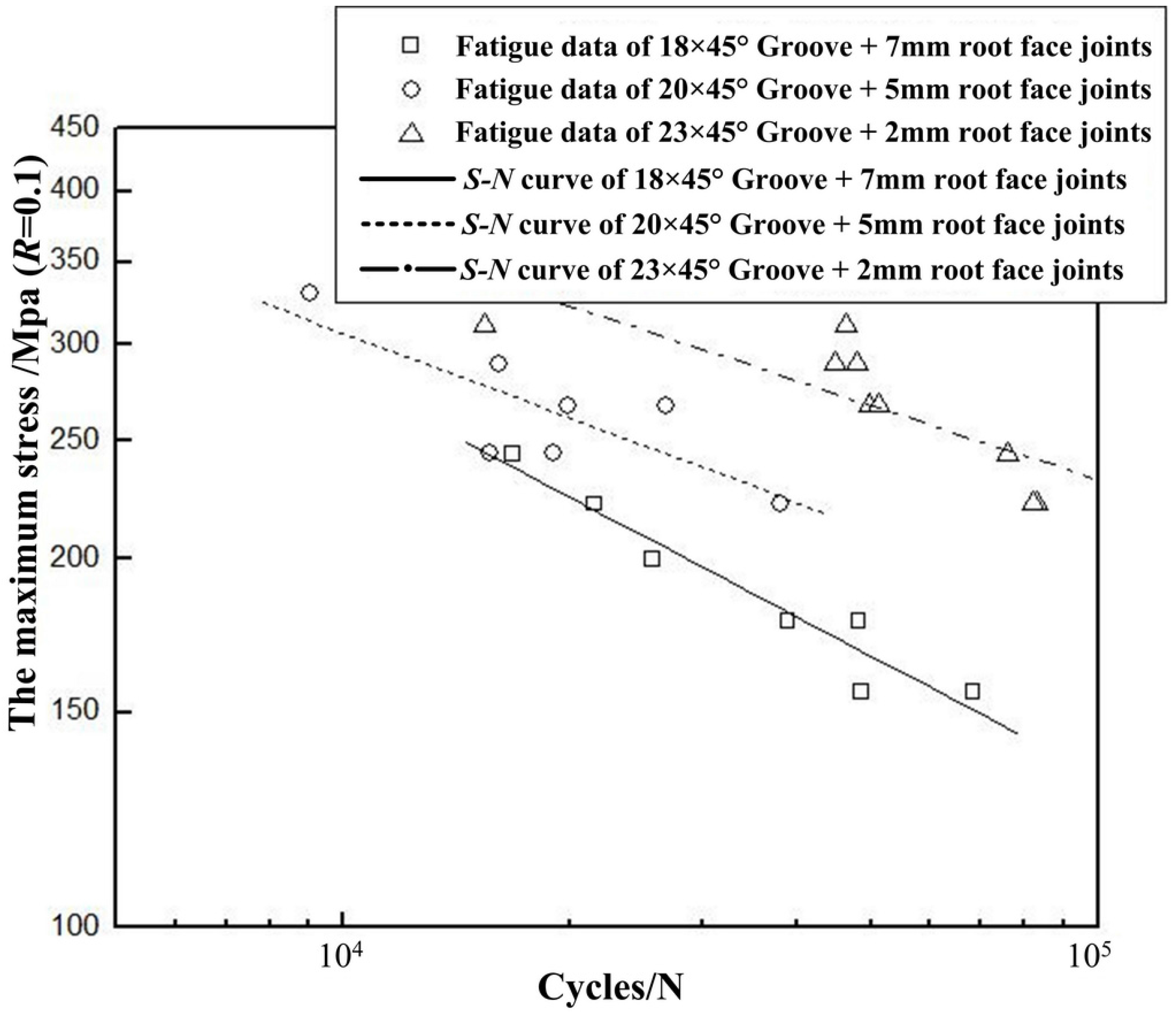
| Cycle Number | 18 × 45° Groove + 7 mm Root Face Non-Penetration | 20 × 45° Groove + 5 mm Root Face Non-Penetration | 23 × 45° Groove + 2 mm Root Face Full Penetration |
|---|---|---|---|
| 30,000 | 196 MPa | 236 MPa | 298 MPa |
| 60,000 | 158 MPa | 206 MPa | 257 MPa |
| 90,000 | 139 MPa | 184 MPa | 236 MPa |
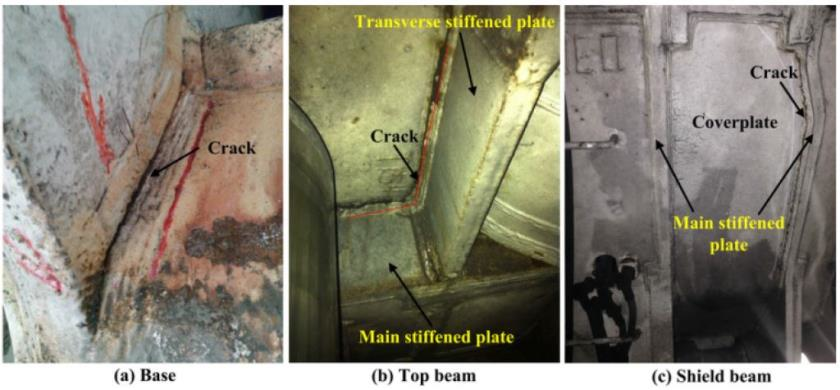
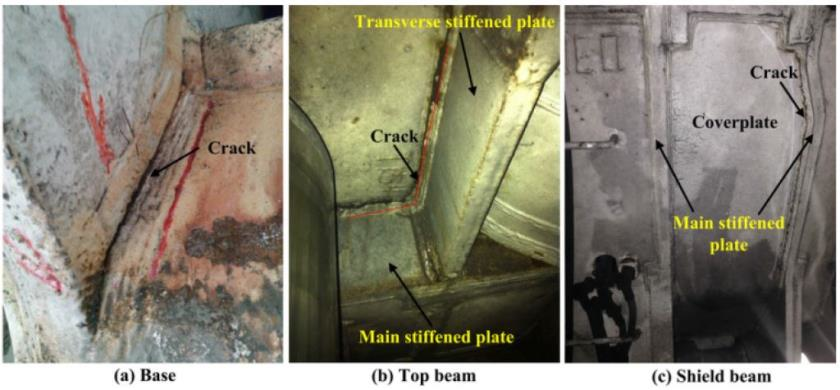
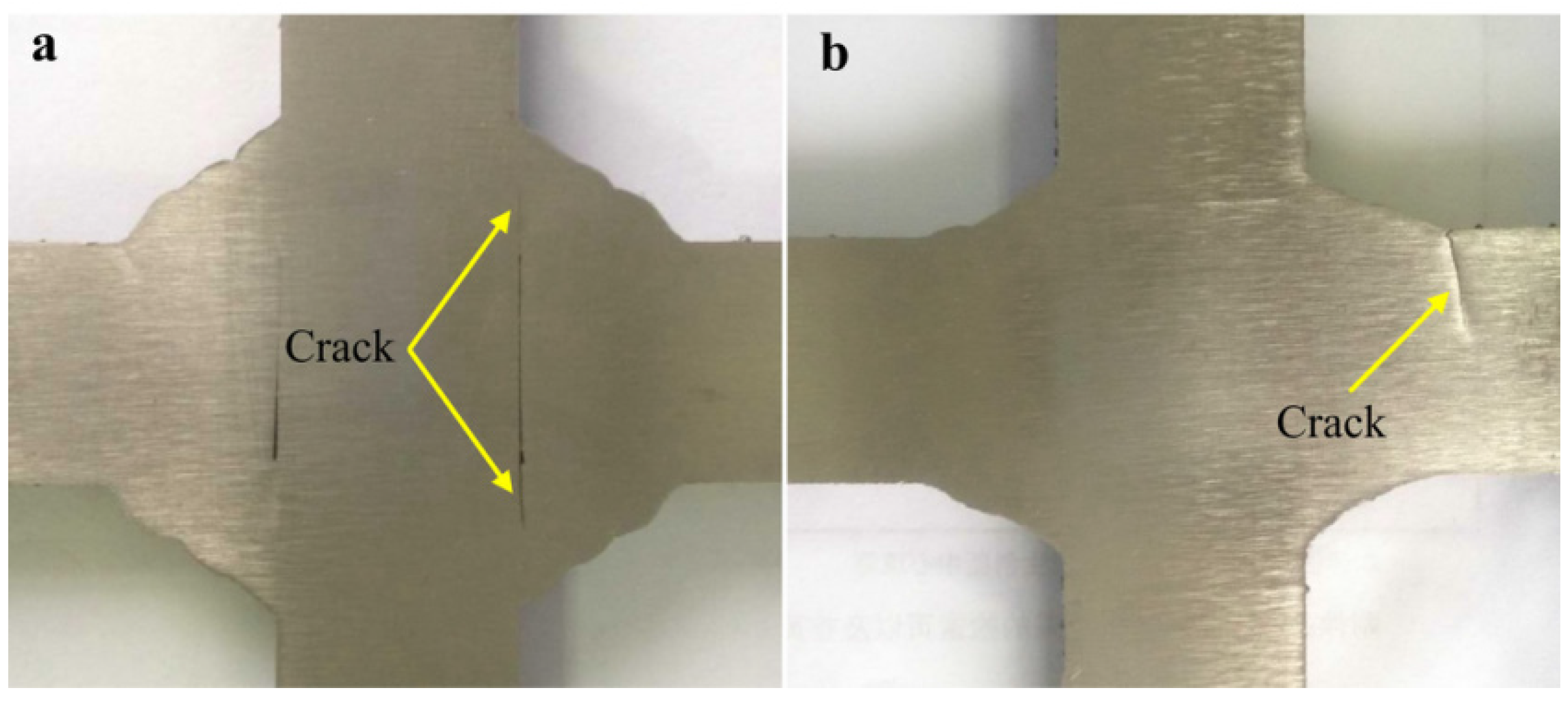
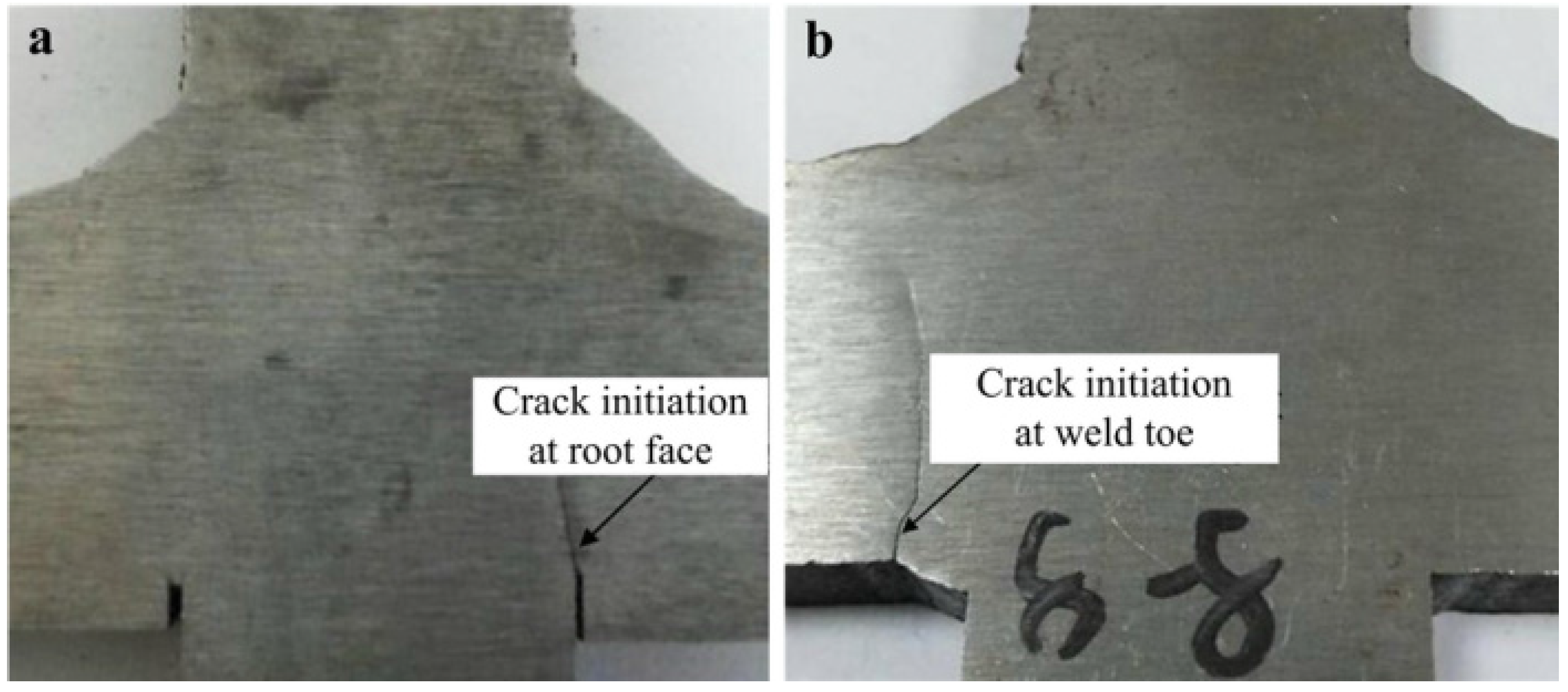
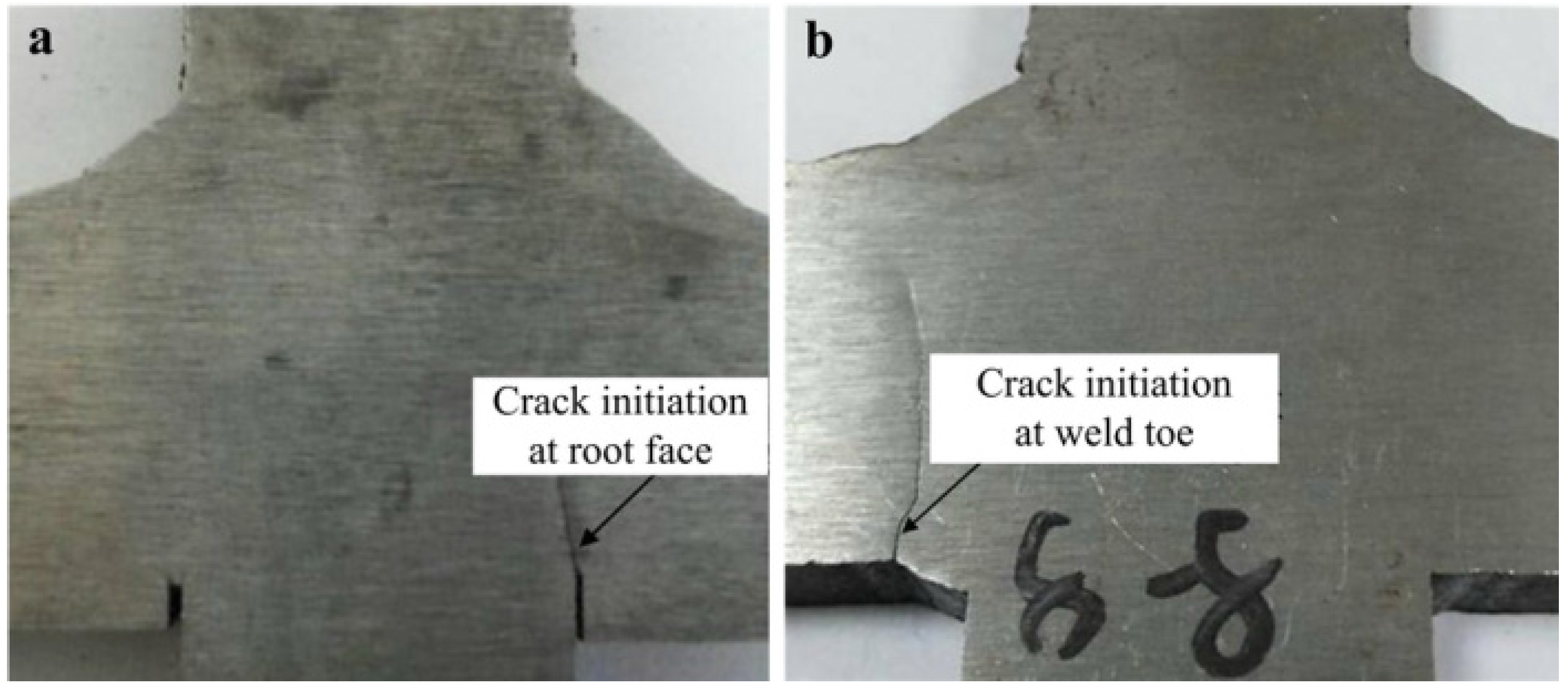
3.3. Fatigue Fracture Location
3.3.1. The Bilateral Symmetry Welded Joints
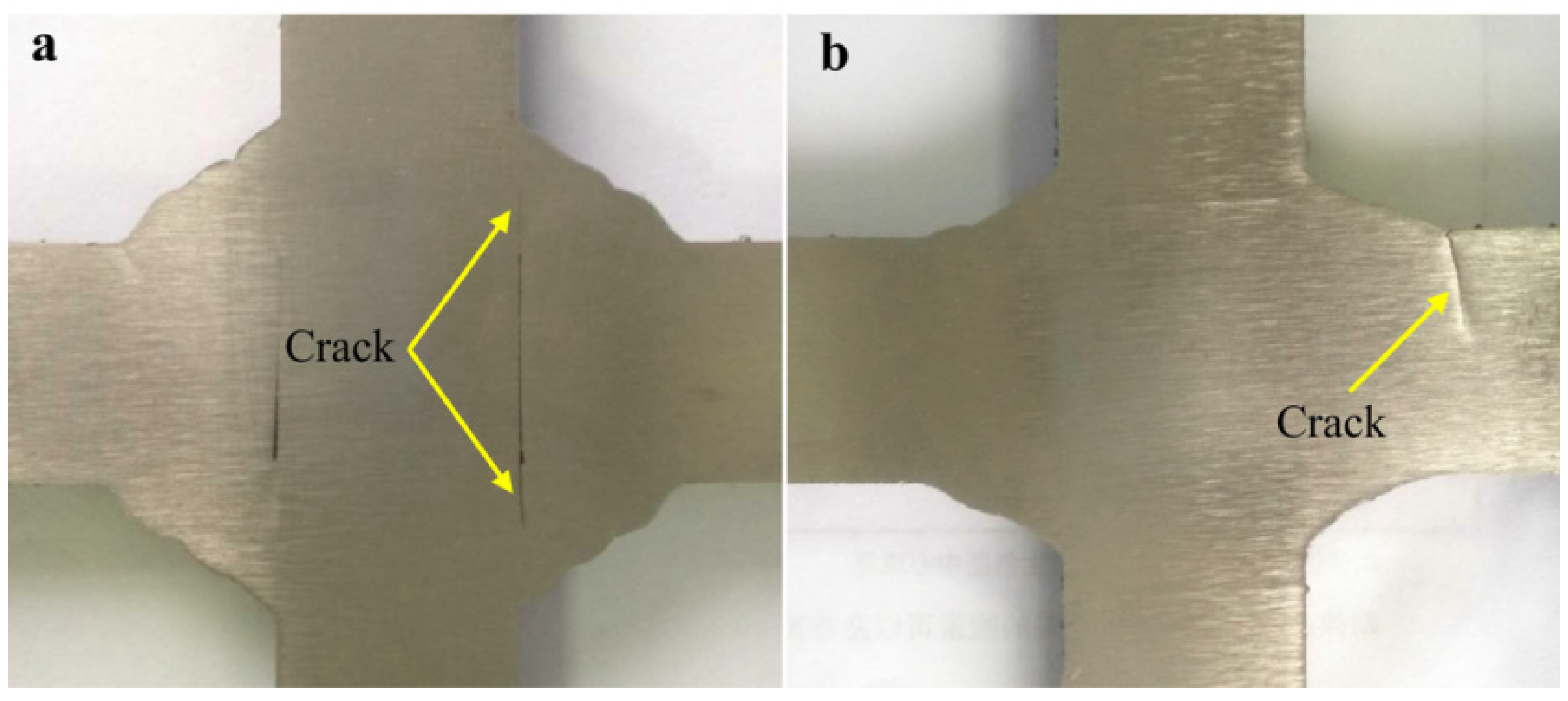
3.3.2. The Unilateral Symmetry Welded Joints
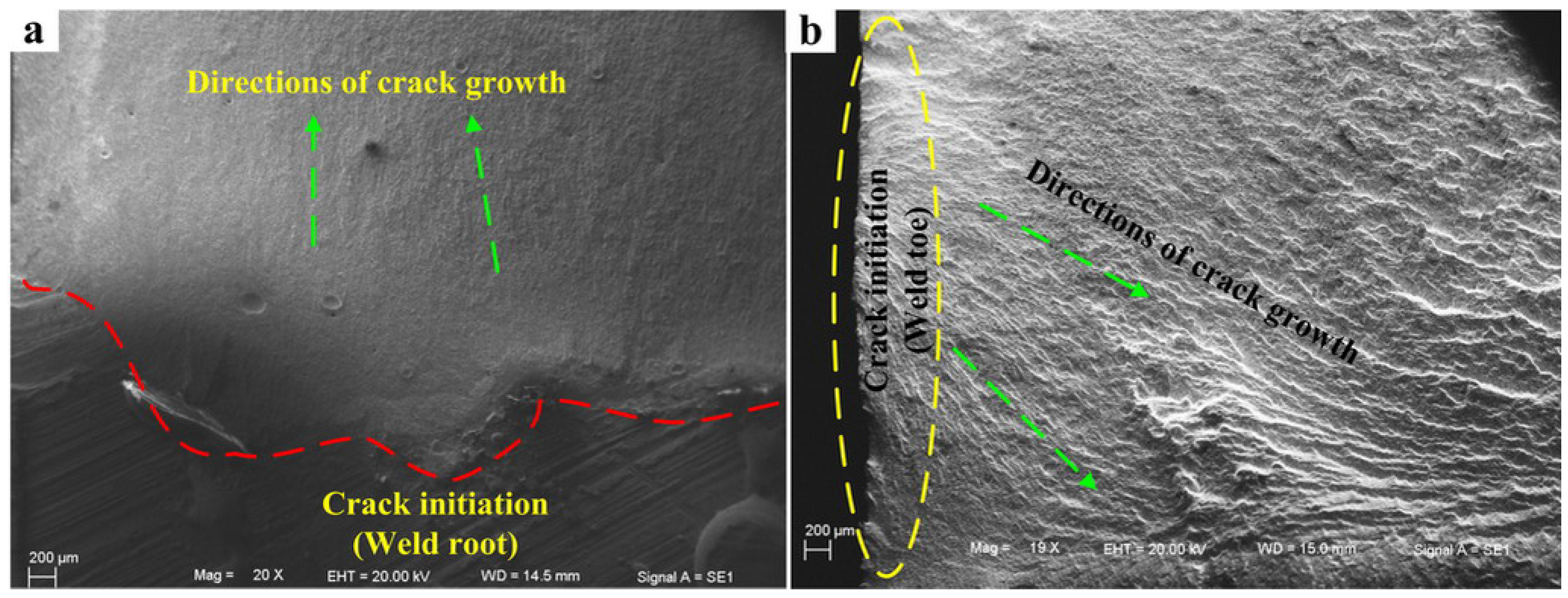
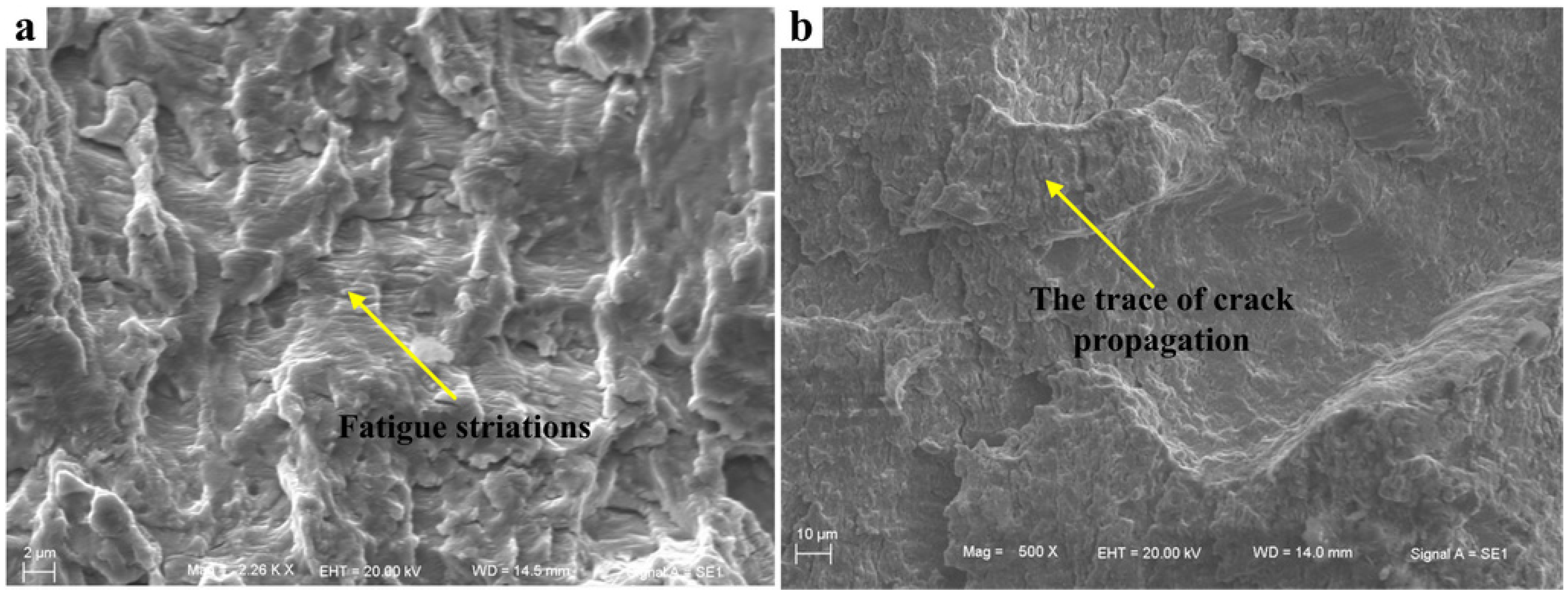
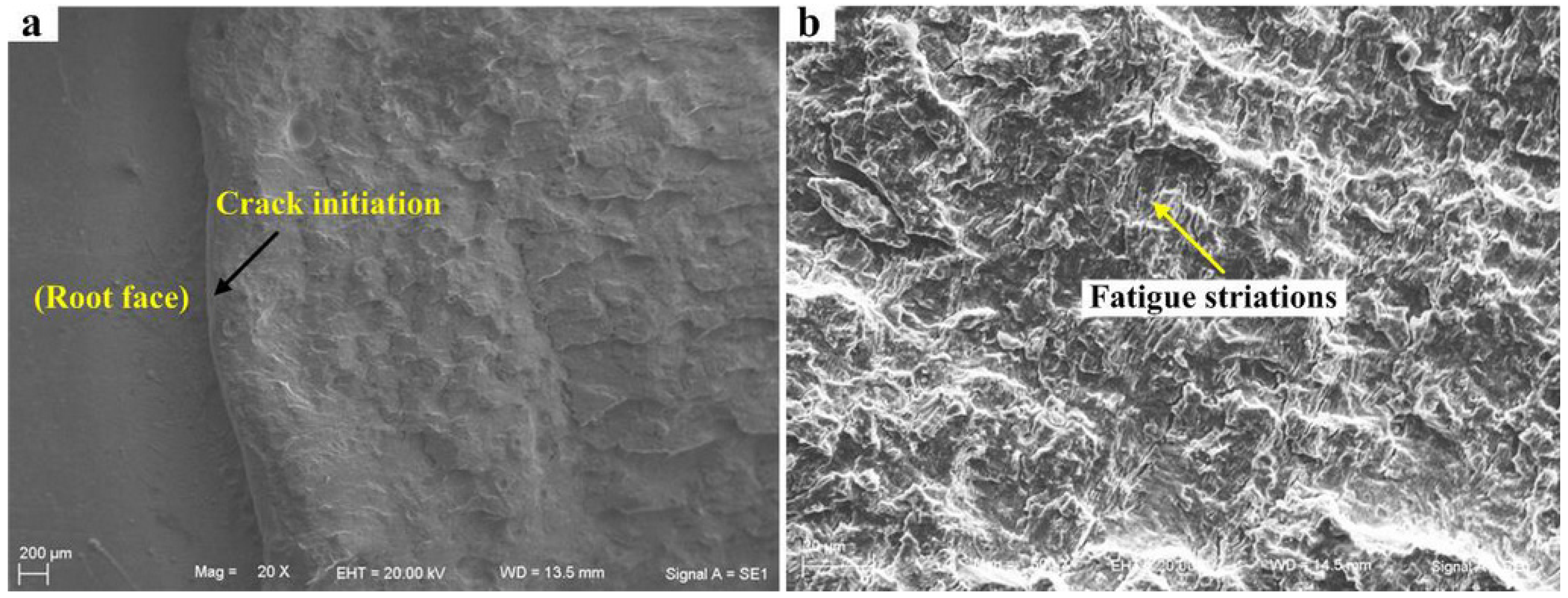
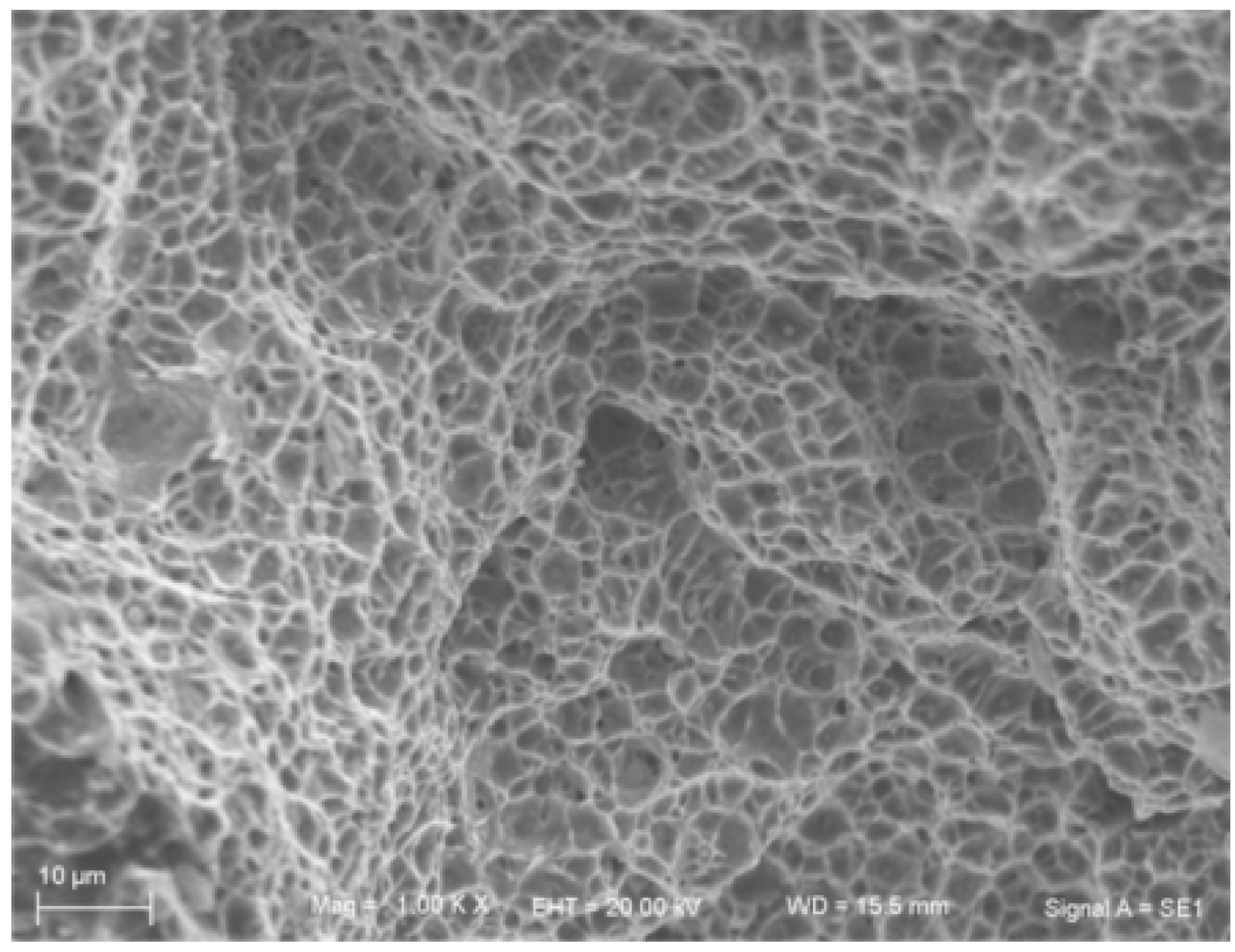
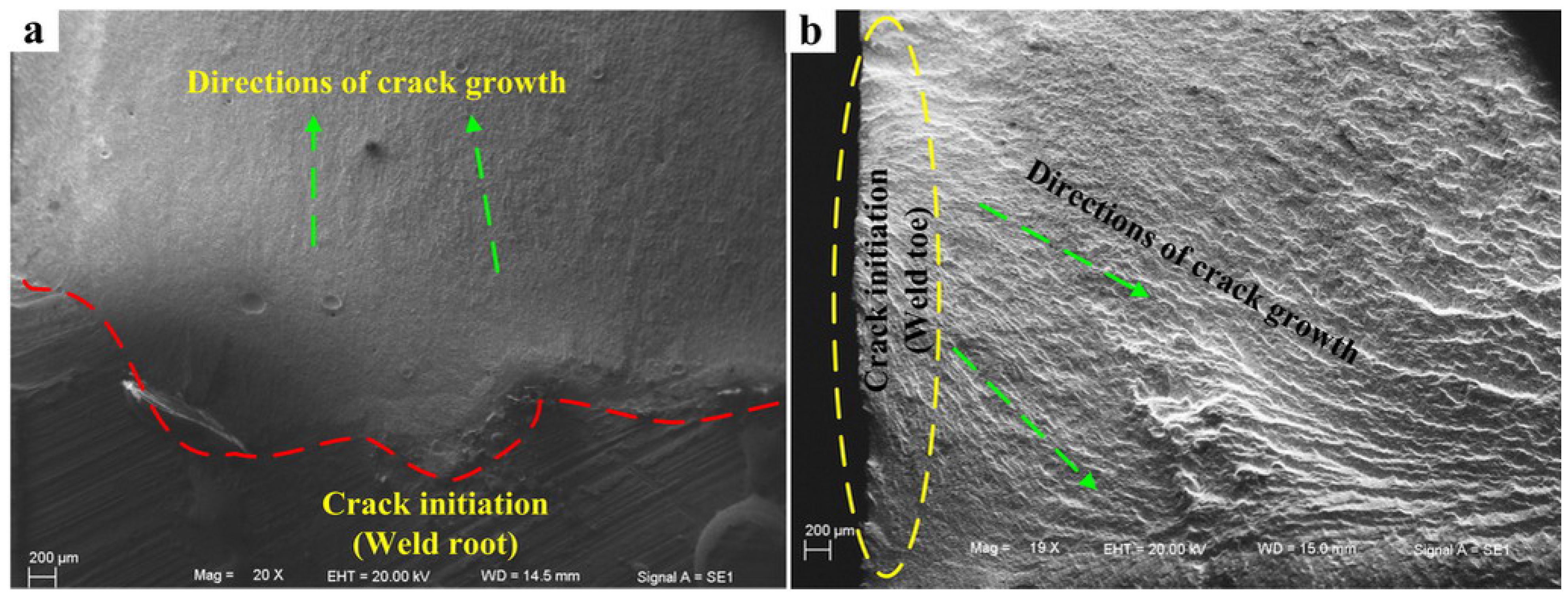
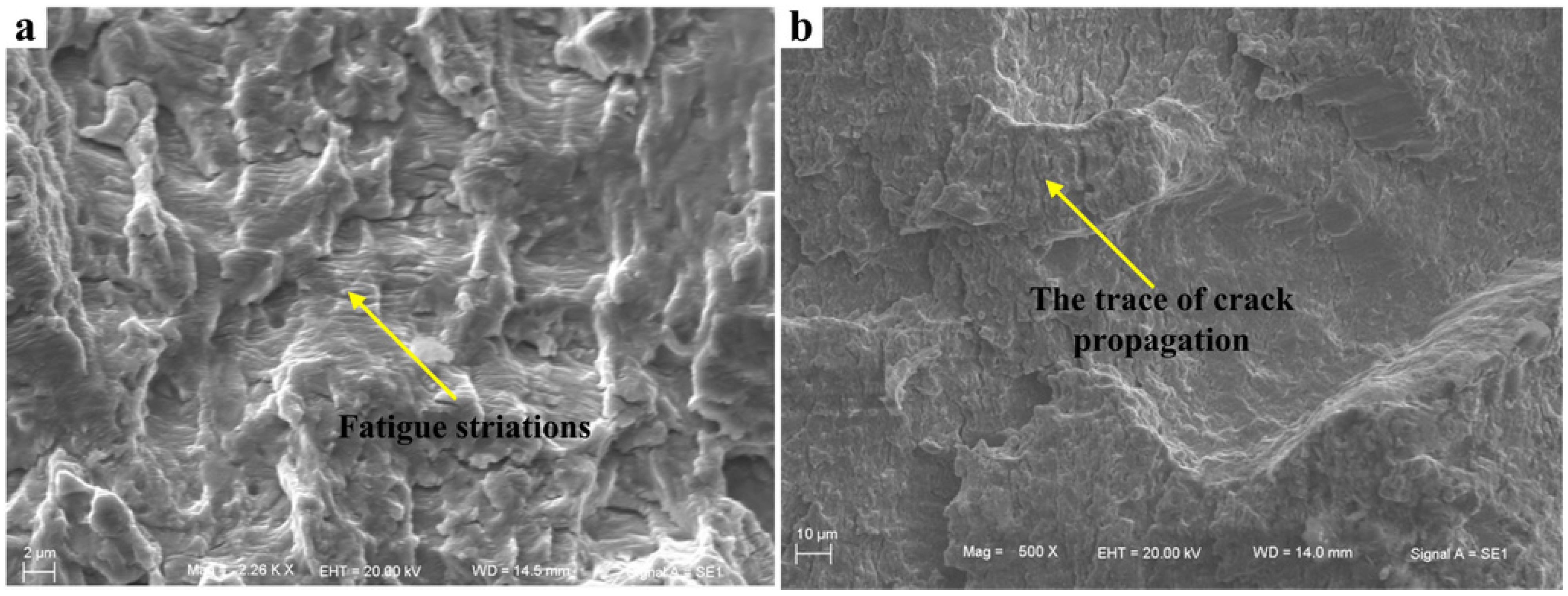
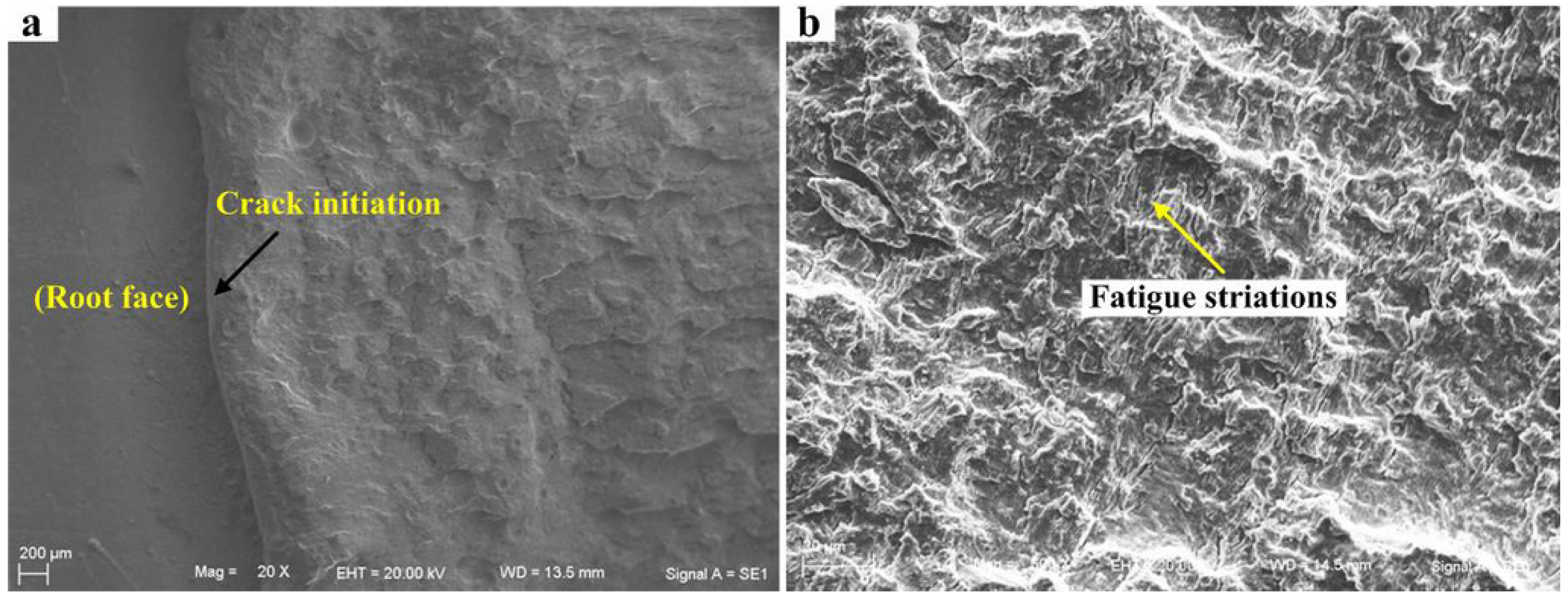
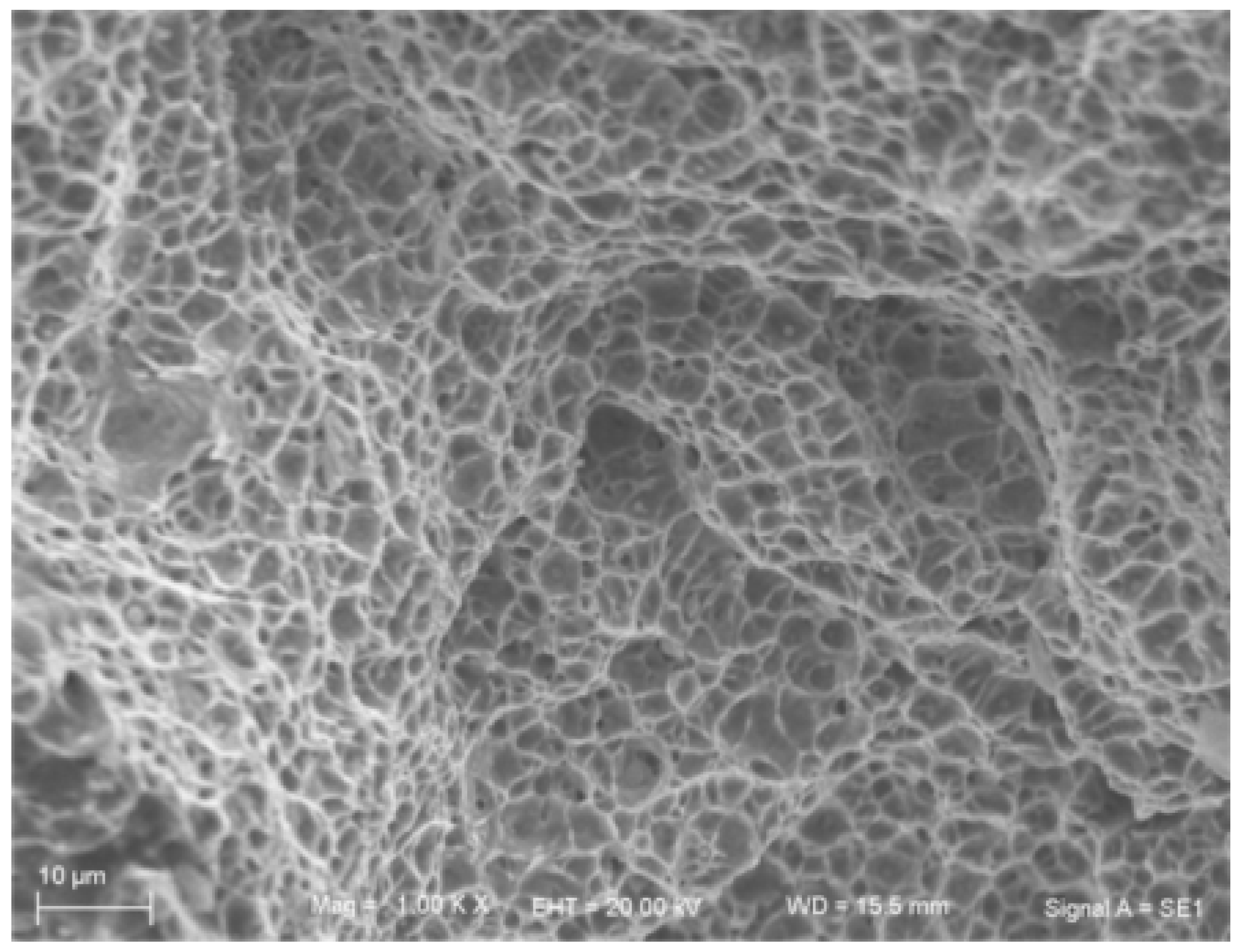
3.4. The Analysis of Conventional Fatigue Fracture Mechanism
4. Conclusions
- (1)
- Simulation results are consistent with the actual damaged positions of hydraulic supports.
- (2)
- Structural stress concentration is the main factor leading to the fatigue damage of hydraulic supports. The key point of fatigue design of welded structure is to avoid or reduce stress concentration.
- (3)
- This research provides a theoretical reference and a certain guiding significance for the fatigue design of hydraulic supports.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Wang, J.J.; Jia, X.L.; Fan, X. The strength finite element analysis of whole caving hydraulic support. Coal Mine Mach. 2005, 3, 36–38. [Google Scholar]
- Zheng, X.W.; Zhang, H.; Liu, J.L.; An, X.L. Fatigue life analysis of hydraulic support based on FEM. Min. Mach. 2010, 38, 7–10. [Google Scholar]
- Wu, L.B. The development and outlook of hydraulic support. J. Huinan Vocat. Tech. Coll. 2006, 6, 44–45. [Google Scholar]
- Huo, L.X. The Fracture Behavior and Evaluation of the Welding Struct; Machinery Industry Press: Beijing, China, 2000. [Google Scholar]
- Kirkhope, K.J.; Bell, R.; Caron, L.; Basu, R.I.; Ma, K.-T. Weld detail fatigue life improvement techniques. Part 1: Review. Mar. Struct. 1999, 12, 447–474. [Google Scholar] [CrossRef]
- Habibi, N.; H-Gangaraj, S.M.; Farrahi, G.H.; Majzoobi, G.H.; Mahmoudi, A.H.; Daghigh, M.; Yari, A.; Moridi, A. The effect of shot peening on fatigue life of welded tubular joint in offshore structure. Mater. Des. 2012, 36, 250–257. [Google Scholar] [CrossRef]
- Tian, X.T. The Welding Structure; Machinery Industry Press: Beijing, China, 1982. [Google Scholar]
- Masubuchi, K. Analysis of Welded Structures; Pergamon Press: Oxford, UK, 1980. [Google Scholar]
- Radaj, D.; Sonsino, C.M.; Fricke, W. Recent developments in local concepts of fatigue assessment of welded joints. Int. J. Fatigue 2009, 31, 2–11. [Google Scholar] [CrossRef]
- Radaj, D. Review of fatigue strength assessment of nonwelded and welded structures based on local parameters. Int. J. Fatigue 1996, 18, 153–170. [Google Scholar] [CrossRef]
- Li, C.J. Computer Aided Engineering Analysis of Hydraulic Support. Master’s Thesis, Shandong University, Jinan, China, 2005. [Google Scholar]
- China Coal Industry Association. Powered Support for Coal Mine-Part 1: General Specification; Standardization Administration of the People’s Republic of China: Beijing, China, 2011.
- Hobbacher, A.F. The new IIW recommendations of fatigue assessment of welded joints and component—A comprehensive code recently updated. Int. J. Fatigue 2009, 31, 50–58. [Google Scholar] [CrossRef]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, X.; Li, F.; Liu, Y.; Fan, Y. Fatigue Behavior of a Box-Type Welded Structure of Hydraulic Support Used in Coal Mine. Materials 2015, 8, 6609-6622. https://doi.org/10.3390/ma8105325
Zhao X, Li F, Liu Y, Fan Y. Fatigue Behavior of a Box-Type Welded Structure of Hydraulic Support Used in Coal Mine. Materials. 2015; 8(10):6609-6622. https://doi.org/10.3390/ma8105325
Chicago/Turabian StyleZhao, Xiaohui, Fuyong Li, Yu Liu, and Yanjun Fan. 2015. "Fatigue Behavior of a Box-Type Welded Structure of Hydraulic Support Used in Coal Mine" Materials 8, no. 10: 6609-6622. https://doi.org/10.3390/ma8105325