Flammability, Smoke, Mechanical Behaviours and Morphology of Flame Retarded Natural Fibre/Elium® Composite

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
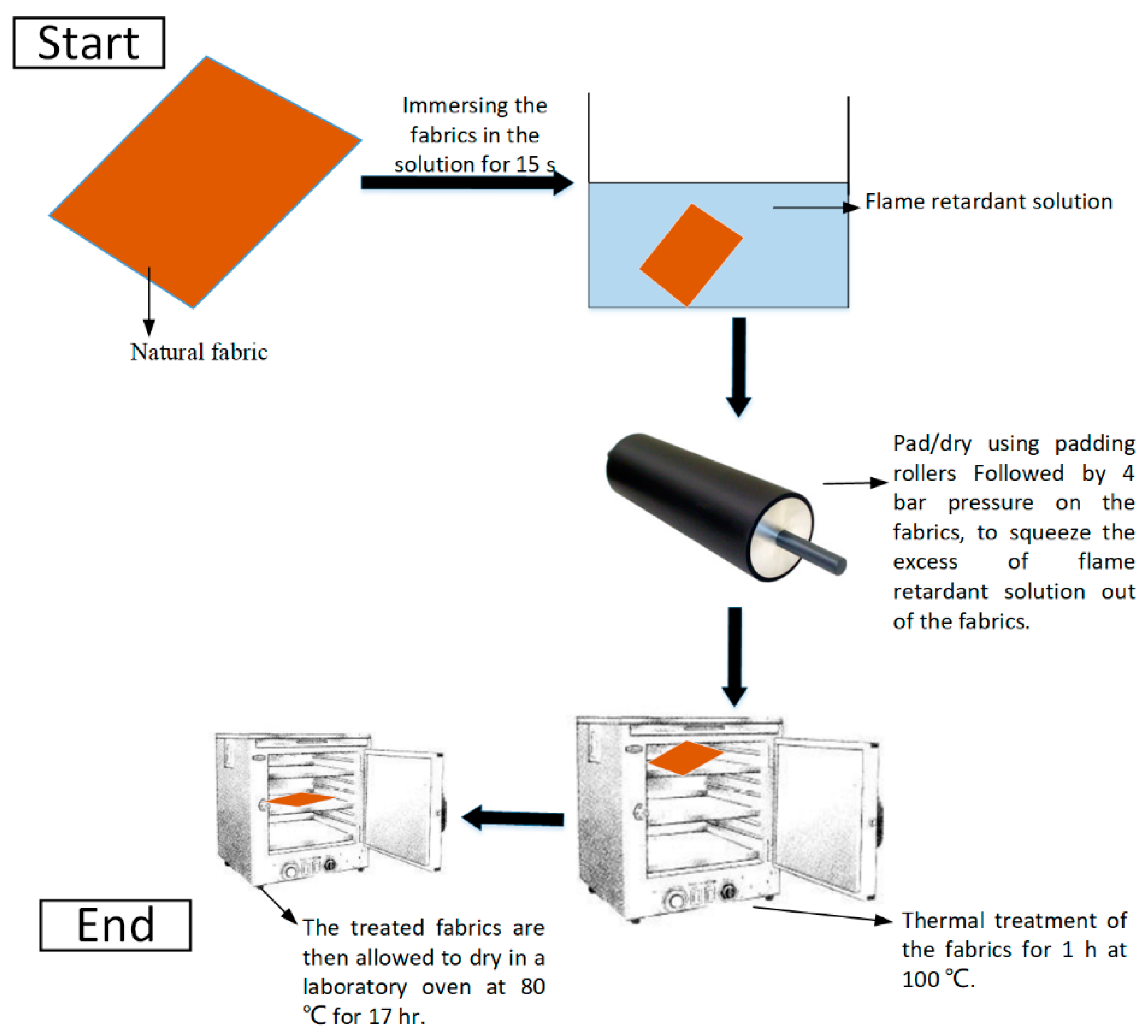
2.2. Fibre Treatment
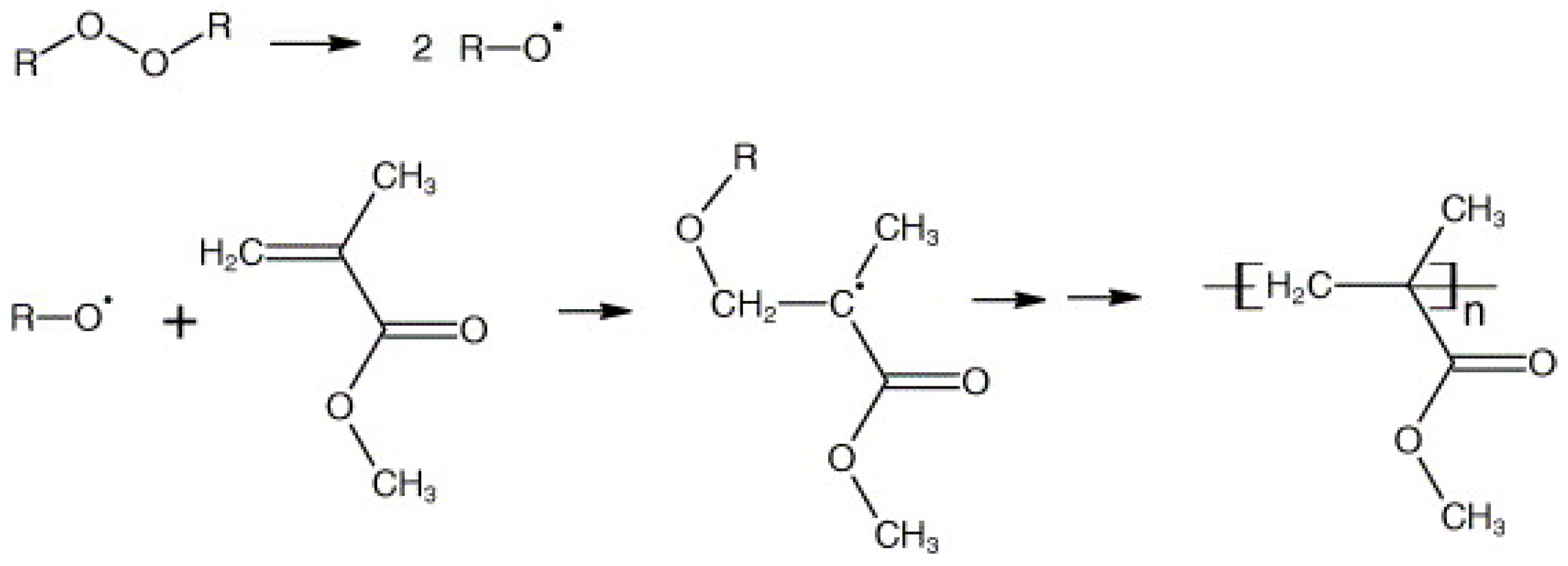
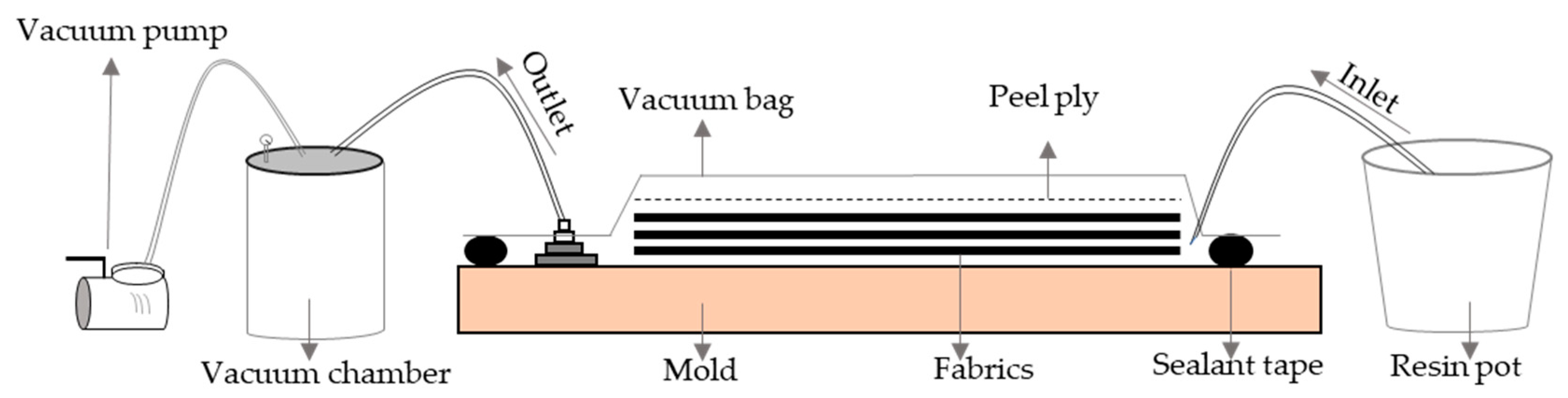
2.3. Resin Infusion
2.4. Cone Calorimeter Test
2.5. Fourier Transform Infrared Spectrometer (FTIR) Test
2.6. Dynamic Mechanical Analysis
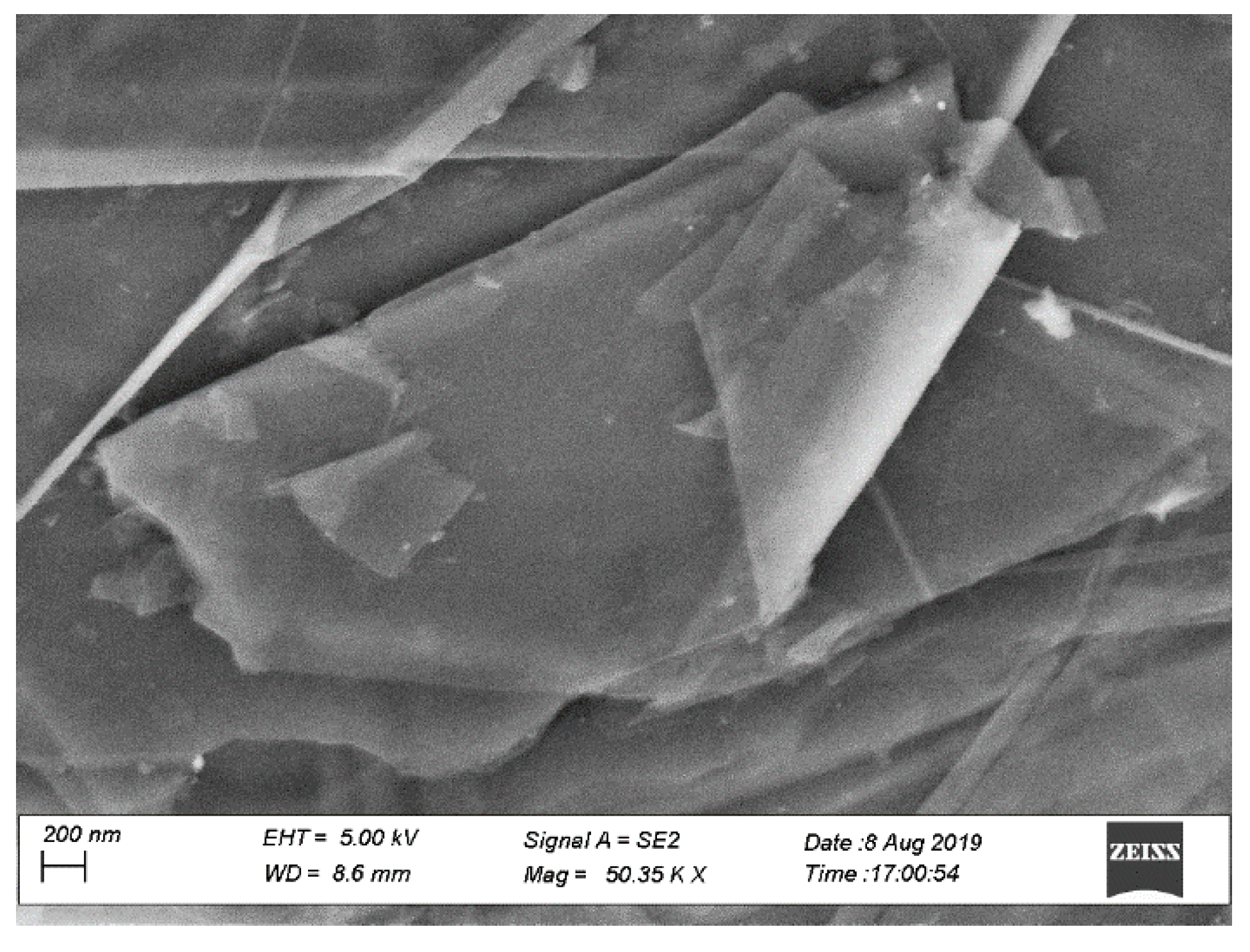
2.7. Scanning Electron Microscopy
2.8. Tensile Test
2.9. Flexural Test
3. Results
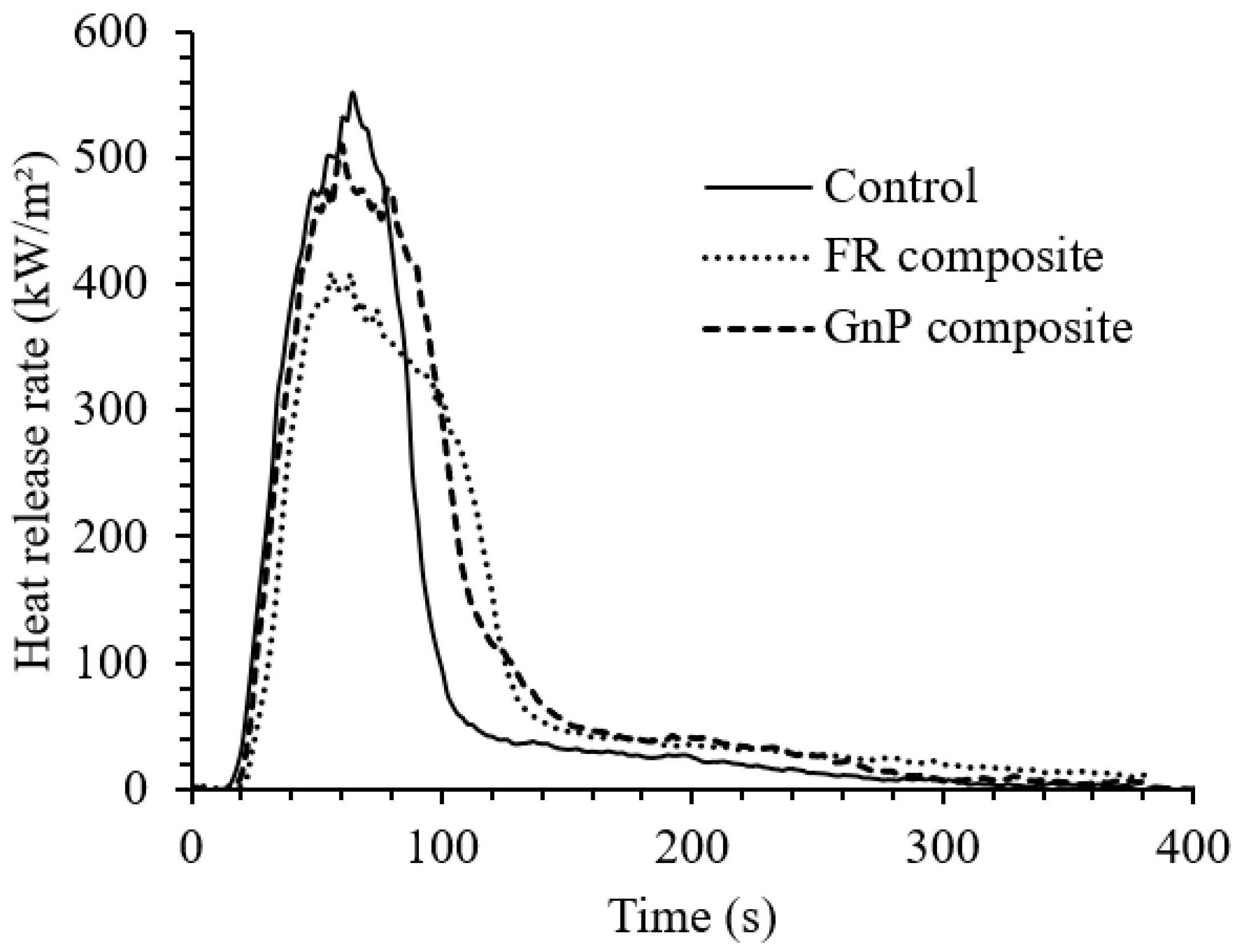
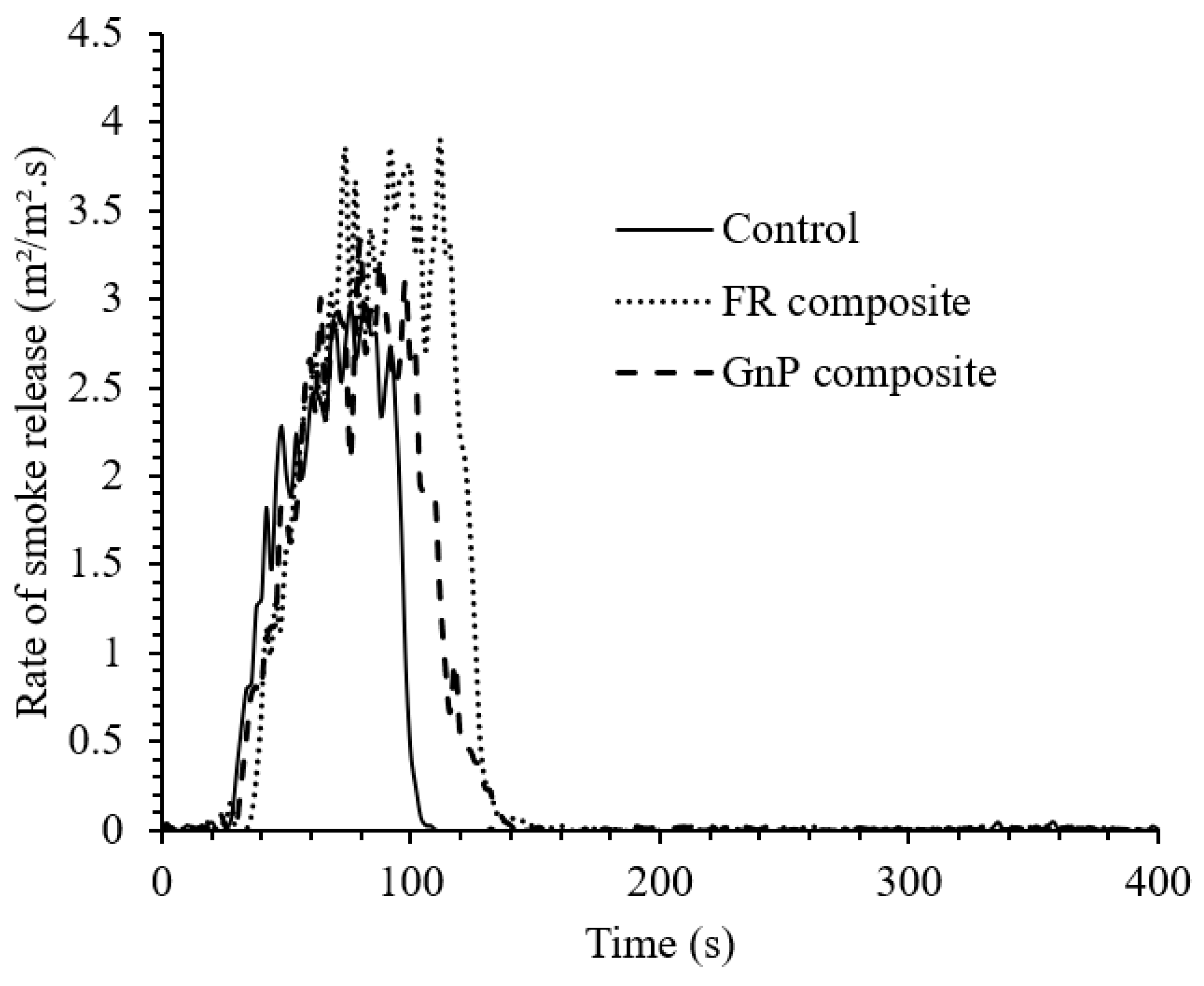
3.1. Flammability and Smoke Properties
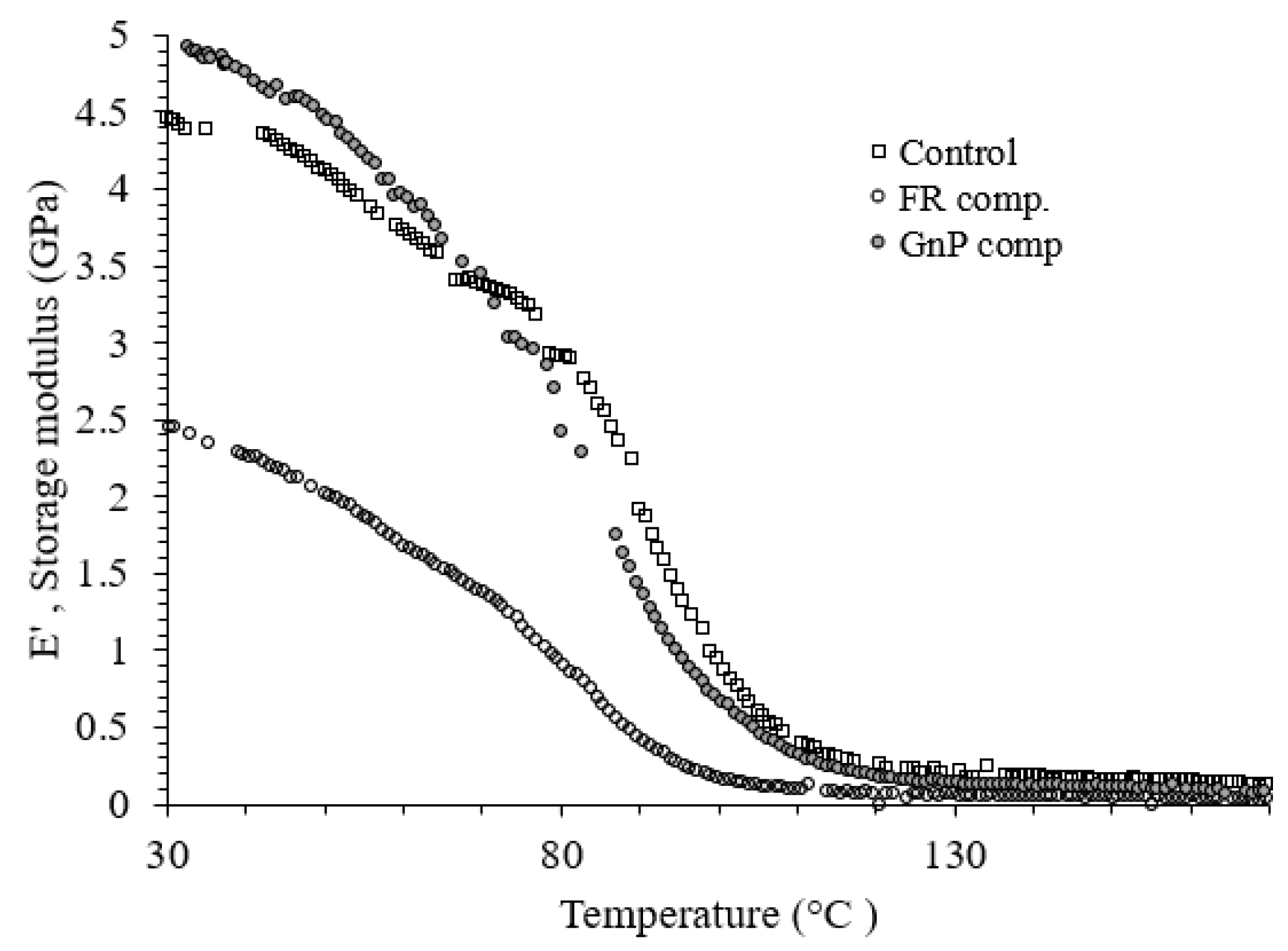
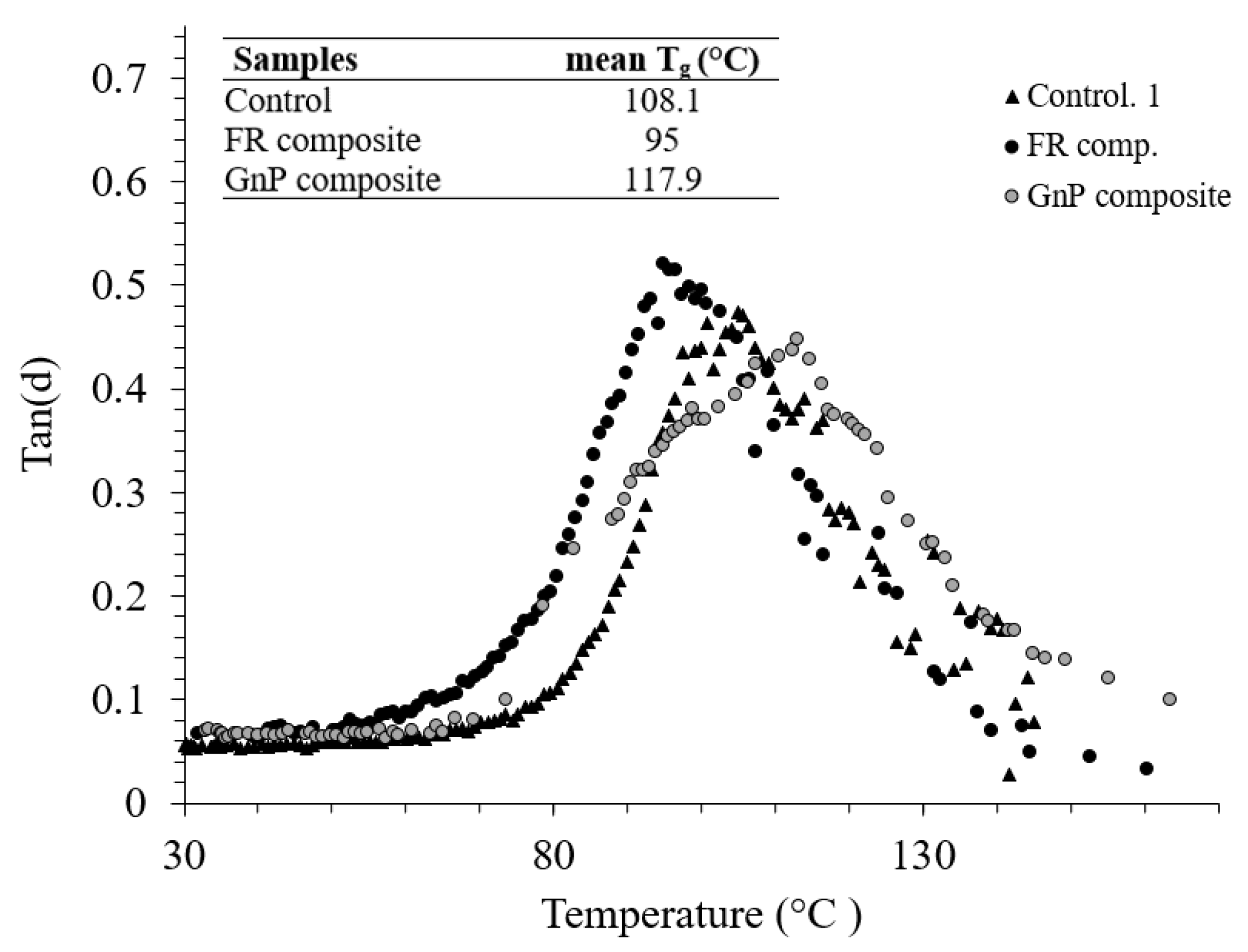
3.2. Dynamic Mechanical Analysis
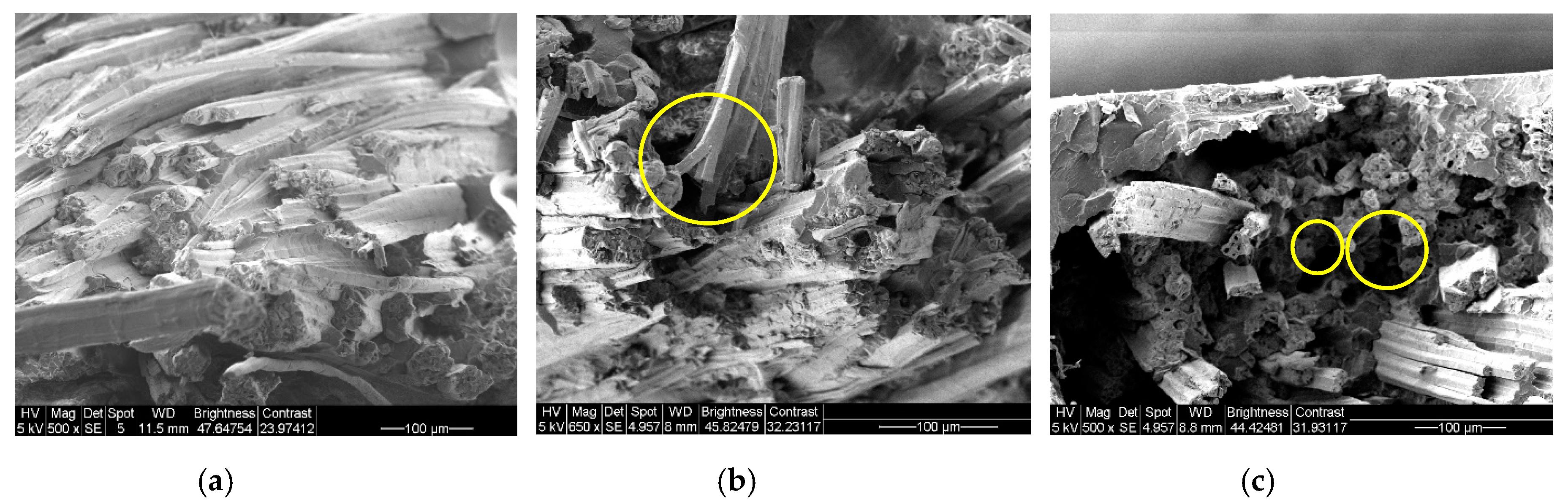
3.3. Morphological Structure of the Composites
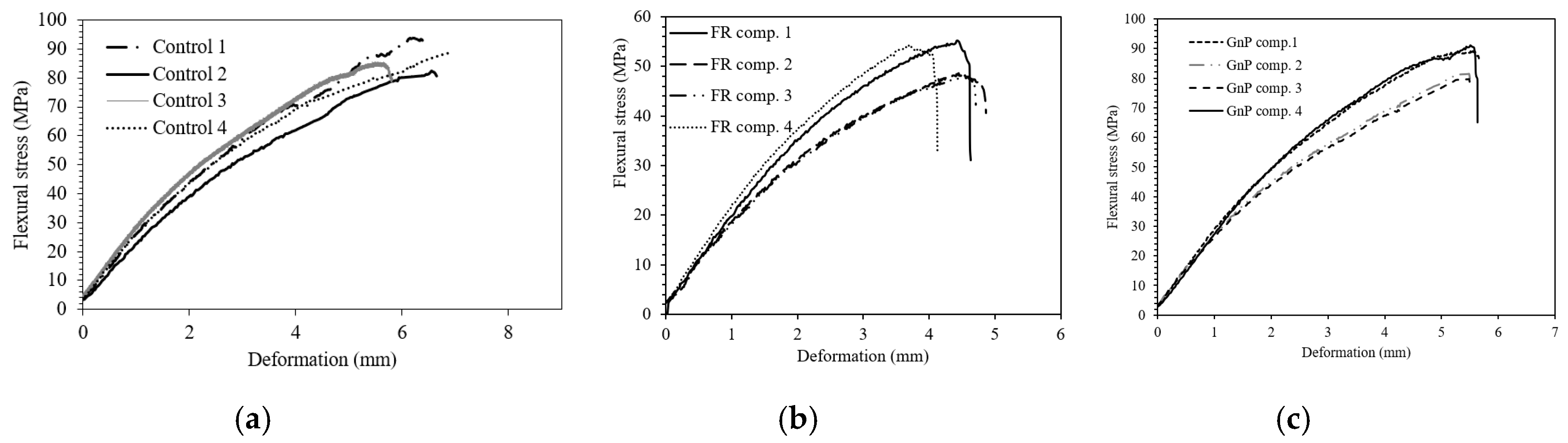
3.4. Mechanical Performance
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Dittenber, D.B.; GangaRao, H.V. Critical review of recent publications on use of natural composites in infrastructure. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1419–1429. [Google Scholar] [CrossRef]
- Gurunathan, T.; Mohanty, S.; Nayak, S.K. A review of the recent developments in biocomposites based on natural fibres and their application perspectives. Compos. Part A Appl. Sci. Manuf. 2015, 77, 1–25. [Google Scholar] [CrossRef]
- Torres, J.P.; Vandi, L.J.; Veidt, M.; Heitzmann, M.T. The mechanical properties of natural fibre composite laminates: A statistical study. Compos. Part A Appl. Sci. Manuf. 2017, 98, 99–104. [Google Scholar] [CrossRef] [Green Version]
- Woigk, W.; Fuentes, C.A.; Rion, J.; Hegemann, D.; van Vuure, A.W.; Dransfeld, C.; Masania, K. Interface properties and their effect on the mechanical performance of flax fibre thermoplastic composites. Compos. Part A Appl. Sci. Manuf. 2019, 122, 8–17. [Google Scholar] [CrossRef]
- Oksman, K.; Mathew, A.P.; Långström, R.; Nyström, B.; Joseph, K. The influence of fibre microstructure on fibre breakage and mechanical properties of natural fibre reinforced polypropylene. Compos. Sci. Technol. 2009, 69, 1847–1853. [Google Scholar] [CrossRef]
- Grubbström, G.; Holmgren, A.; Oksman, K. Silane-crosslinking of recycled low-density polyethylene/wood composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 678–683. [Google Scholar] [CrossRef]
- Koivuranta, E.; Hietala, M.; Ämmälä, A.; Oksman, K.; Illikainen, M. Improved durability of lignocellulose-polypropylene composites manufactured using twin-screw extrusion. Compos. Part A Appl. Sci. Manuf. 2017, 101, 265–272. [Google Scholar] [CrossRef]
- Offringa, A.R. Thermoplastic composites—Rapid processing applications. Compos. Part A Appl. Sci. Manuf. 1996, 27, 329–336. [Google Scholar] [CrossRef]
- Sadighi, M.; Rabizadeh, E.; Kermansaravi, F. Effects of laminate sequencing on thermoforming of thermoplastic matrix composites. J. Mater. Process. Technol. 2008, 201, 725–730. [Google Scholar] [CrossRef]
- Chou, P.J.; Ding, D.; Chen, W.-H. Damping of moisture-absorbed composite rackets. J. Reinf. Plast. Compos. 2000, 19, 848–862. [Google Scholar] [CrossRef]
- Van Rijswijk, K.; Bersee, H.J. Reactive processing of textile fiber-reinforced thermoplastic composites–An overview. Compos. Part A Appl. Sci. Manuf. 2007, 38, 666–681. [Google Scholar] [CrossRef]
- Bhudolia, S.K.; Perrotey, P.; Joshi, S.C. Optimizing Polymer Infusion Process for Thin Ply Textile Composites with Novel Matrix System. Materials 2017, 10, 293. [Google Scholar] [CrossRef]
- Afendi, M.; Banks, W.; Kirkwood, D. Bubble free resin for infusion process. Compos. Part A Appl. Sci. Manuf. 2005, 36, 739–746. [Google Scholar] [CrossRef]
- Kandola, B.K. Flame Retardant Characteristics of Natural Fibre Composites. In Natural Polymers; Volume 1: Composites; The Royal Society of Chemistry United Kingdom: London, UK, 2012; pp. 86–117. [Google Scholar]
- Manfredi, L.B.; Rodríguez, E.S.; Wladyka-Przybylak, M.; Vázquez, A. Thermal degradation and fire resistance of unsaturated polyester, modified acrylic resins and their composites with natural fibres. Polym. Degrad. Stab. 2006, 91, 255–261. [Google Scholar] [CrossRef]
- Shumao, L.; Jie, R.; Hua, Y.; Tao, Y.; Weizhong, Y. Influence of ammonium polyphosphate on the flame retardancy and mechanical properties of ramie fiber-reinforced poly (lactic acid) biocomposites. Polym. Int. 2010, 59, 242–248. [Google Scholar] [CrossRef]
- Bunowicz, K.; Harakály, G.; Bodzay, B.J. Flame retardancy of biocomposites based on thermoplastic starch. Polimery 2013, 58, 385. [Google Scholar]
- Suardana, N.P.G.; Ku, M.S.; Lim, J.K. Effects of diammonium phosphate on the flammability and mechanical properties of bio-composites. Mater. Des. 2011, 32, 1990–1999. [Google Scholar] [CrossRef]
- Branda, F.; Malucelli, G.; Durante, M.; Piccolo, A.; Mazzei, P.; Costantini, A.; Silvestri, B.; Pennetta, M.; Bifulco, A. Silica treatments: A fire retardant strategy for hemp fabric/epoxy composites. Polymers 2016, 8, 313. [Google Scholar] [CrossRef]
- Pornwannachai, W.; Ebdon, J.; Kandola, B. Fire-resistant natural fibre-reinforced composites from flame retarded textiles. Polym. Degrad. Stab. 2018, 154, 115–123. [Google Scholar] [CrossRef]
- Szolnoki, B.; Bocz, K.; Sóti, P.L.; Bodzay, B.; Zimonyi, E.; Toldy, A.; Morlin, B.; Bujnowicz, K.; Wladyka-Przybylak, M.; Marosi, G. Development of natural fibre reinforced flame retarded epoxy resin composites. Polym. Degrad. Stab. 2015, 119, 68–76. [Google Scholar] [CrossRef] [Green Version]
- Khalili, P.; Liu, X.; Tshai, K.Y.; Rudd, C.; Yi, X.; Kong, I. Development of fire retardancy of natural fiber composite encouraged by a synergy between zinc borate and ammonium polyphosphate. Compos. Part B Eng. 2019, 159, 165–172. [Google Scholar] [CrossRef]
- Nissilä, T.; Hietala, M.; Oksman, K. A method for preparing epoxy-cellulose nanofiber composites with an oriented structure. Compos. Part A Appl. Sci. Manuf. 2019, 125, 105515. [Google Scholar] [CrossRef]
- Khalili, P.; Tshai, K.; Kong, I. Natural fiber reinforced expandable graphite filled composites: Evaluation of the flame retardancy, thermal and mechanical performances. Compos. Part A Appl. Sci. Manuf. 2017, 100, 194–205. [Google Scholar] [CrossRef]
- Pedrazzoli, D.; Pegoretti, A.; Kalaitzidou, K. Synergistic effect of exfoliated graphite nanoplatelets and short glass fiber on the mechanical and interfacial properties of epoxy composites. Compos. Sci. Technol. 2014, 98, 15–21. [Google Scholar] [CrossRef]
- Khalili, P.; Tshai, K.; Hui, D.; Kong, I. Synergistic of ammonium polyphosphate and alumina trihydrate as fire retardants for natural fiber reinforced epoxy composite. Compos. Part B Eng. 2017, 114, 101–110. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | GnP (wt.%) | FR | Fibre Volume Fraction (%) | |
|---|---|---|---|---|
| Carbon (wt.%) | Phosphorous (wt.%) | |||
| Control | - | - | - | 40 |
| FR composite | - | 0.22 | 0.72 | 40 |
| GnP composite | 1 | - | - | 40 |
| Sample | TTI (s) | tPHRR (s) | PHRR (kW/m²) | FIGRA (kW/m²·s) | THR (MJ/m2) | EHC (MJ/kg) | TSR (m2/m2) | SEA (m2/kg) |
|---|---|---|---|---|---|---|---|---|
| Control | 21 | 64 | 552 | 8.6 | 33.5 | 20.6 | 148 | 90.3 |
| FR composite | 28 | 56 | 410 | 7.3 | 35.3 | 19.1 | 241 | 131.0 |
| GnP composite | 24 | 60 | 510 | 8.5 | 40.0 | 20.9 | 188 | 97.9 |
| Sample | CO2 (g/g) | CO (g/g) |
|---|---|---|
| Control | 1.94 | 0.014 |
| FR composite | 1.71 | 0.062 |
| GnP composite | 1.94 | 0.016 |
| Samples | Tensile Strength (MPa) | Tensile Modulus (GPa) | STD (Strength) | STD (Modulus) |
|---|---|---|---|---|
| Control | 46.7 | 8.2 | 3.0 | 0.5 |
| GnP composite | 40.4 | 7.9 | 1.2 | 0.2 |
| FR composite | 30 | 6.9 | 1.7 | 0.4 |
| Composites | Flexural Strength (MPa) | Flexural Modulus (GPa) | STD (Strength) | STD (Modulus) |
|---|---|---|---|---|
| Control | 87.13 | 4.29 | 4.43 | 0.06 |
| GnP composite | 84.13 | 4.06 | 5.98 | 0.16 |
| FR composite | 51.34 | 2.79 | 3.27 | 0.25 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khalili, P.; Blinzler, B.; Kádár, R.; Bisschop, R.; Försth, M.; Blomqvist, P. Flammability, Smoke, Mechanical Behaviours and Morphology of Flame Retarded Natural Fibre/Elium® Composite. Materials 2019, 12, 2648. https://doi.org/10.3390/ma12172648
Khalili P, Blinzler B, Kádár R, Bisschop R, Försth M, Blomqvist P. Flammability, Smoke, Mechanical Behaviours and Morphology of Flame Retarded Natural Fibre/Elium® Composite. Materials. 2019; 12(17):2648. https://doi.org/10.3390/ma12172648
Chicago/Turabian StyleKhalili, Pooria, Brina Blinzler, Roland Kádár, Roeland Bisschop, Michael Försth, and Per Blomqvist. 2019. "Flammability, Smoke, Mechanical Behaviours and Morphology of Flame Retarded Natural Fibre/Elium® Composite" Materials 12, no. 17: 2648. https://doi.org/10.3390/ma12172648