Optimization of MBE Growth Conditions of In0.52Al0.48As Waveguide Layers for InGaAs/InAlAs/InP Quantum Cascade Lasers

 , ,
, ,
Abstract
:
1. Introduction
2. Materials and Methods
3. Results
3.1. Background of the Problem
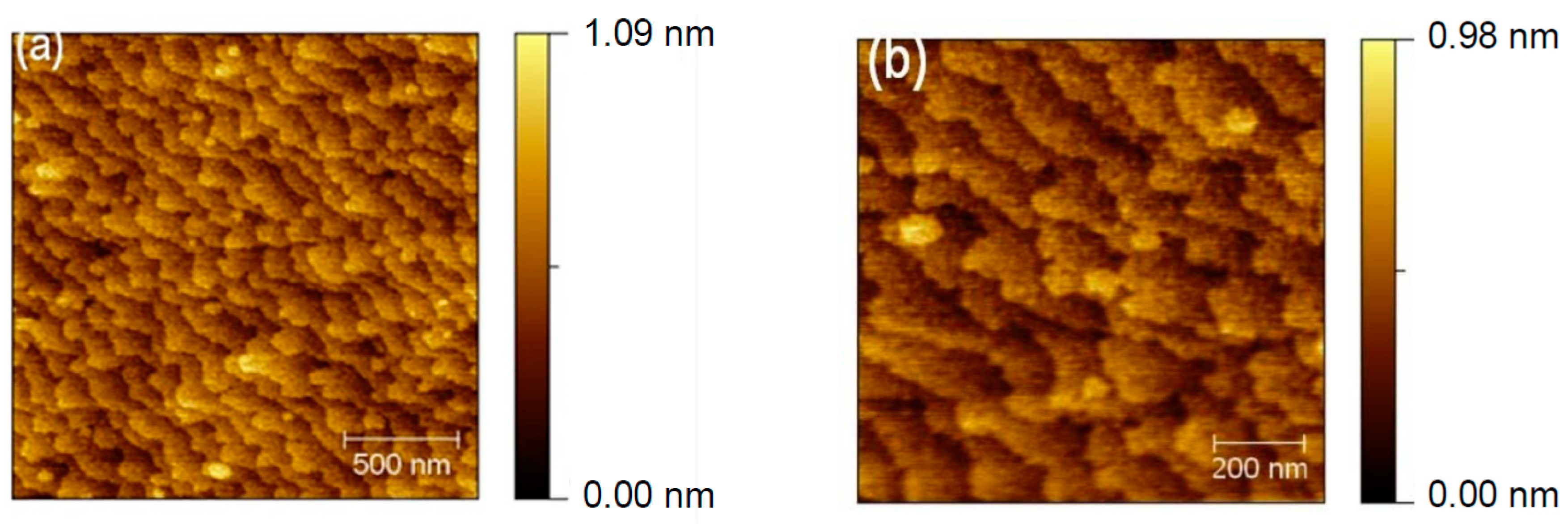
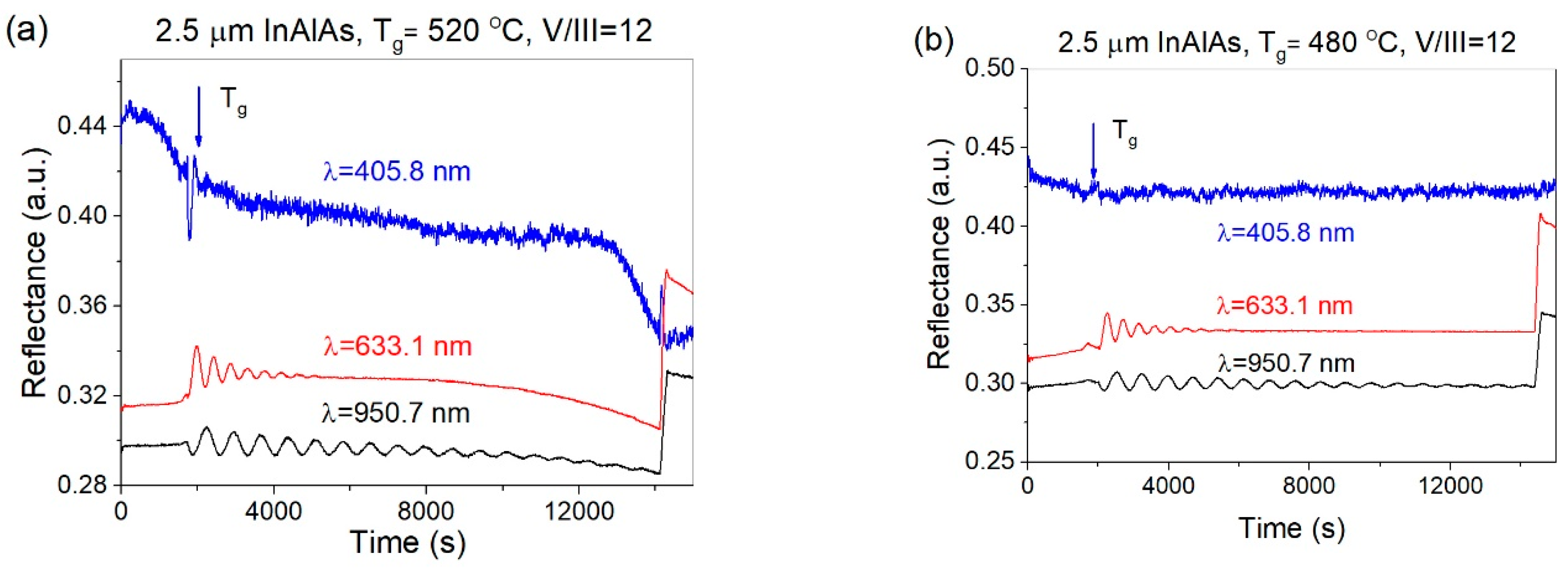
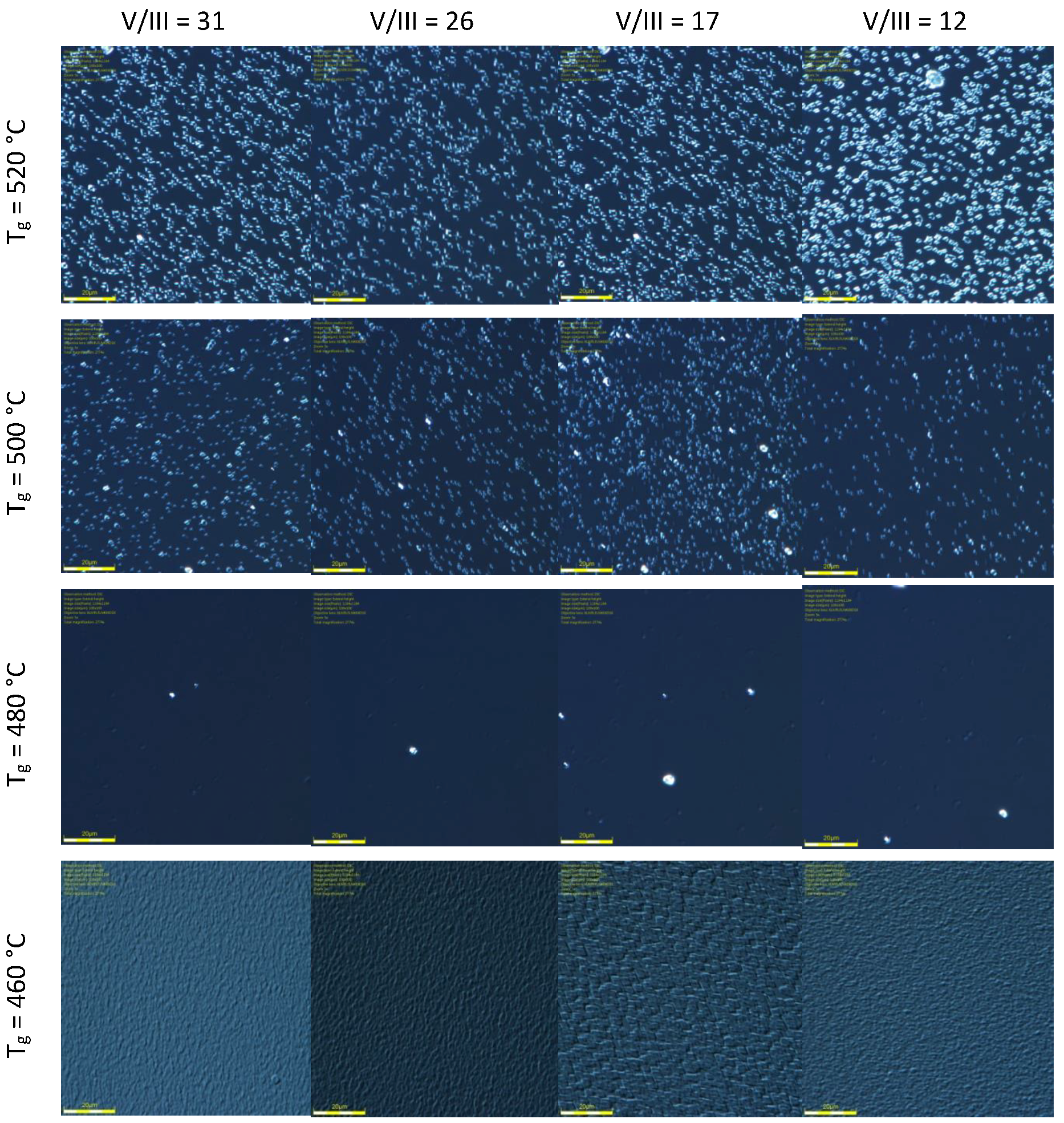
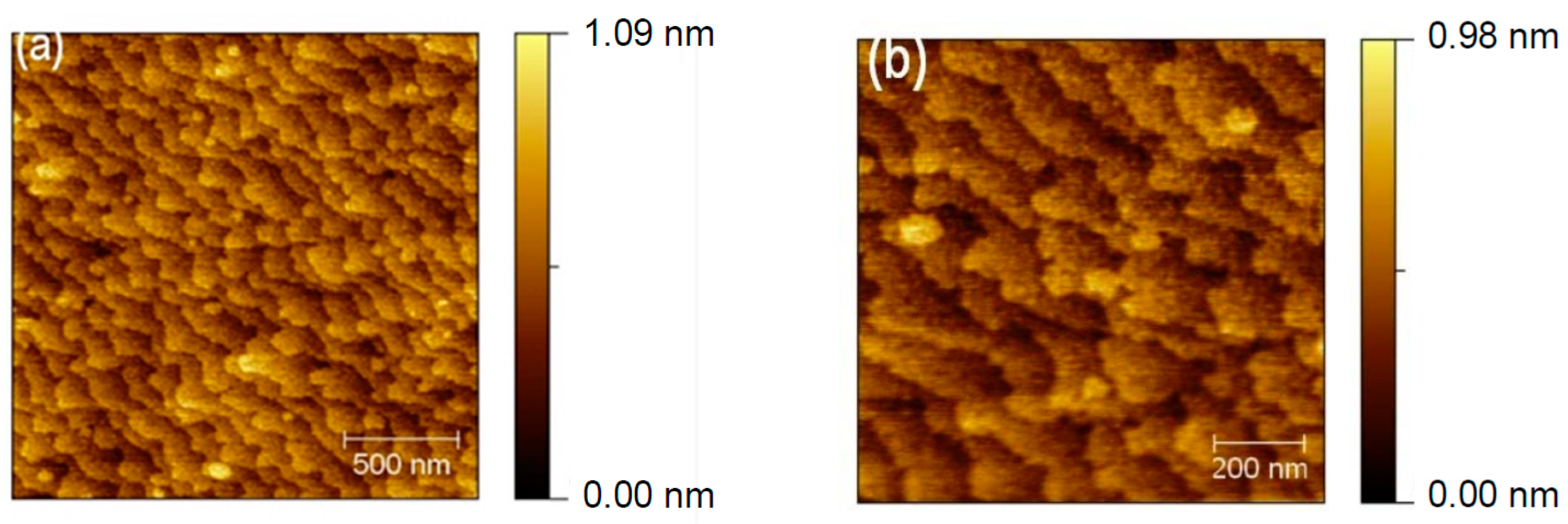
3.2. Surface Morphology
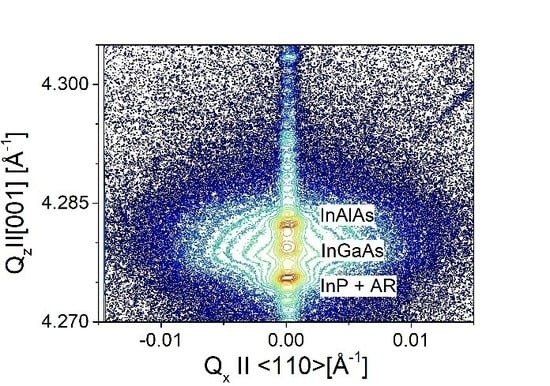
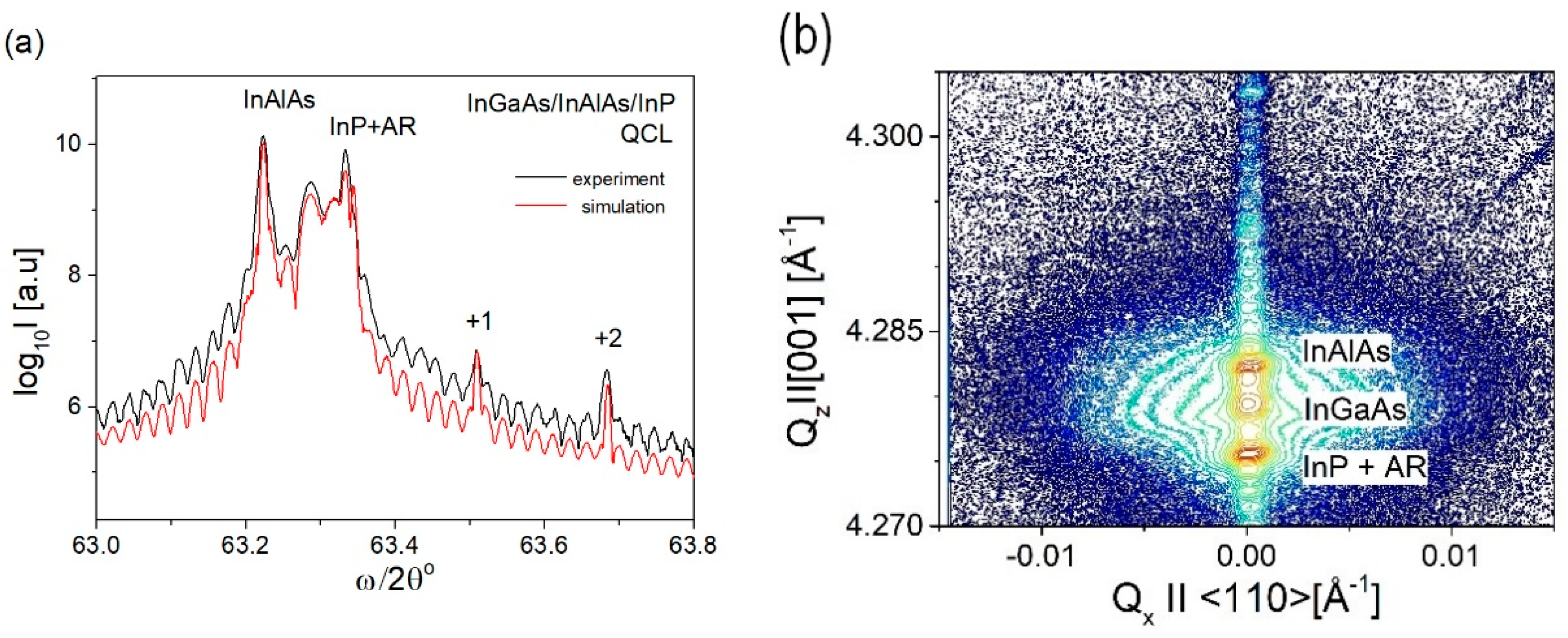
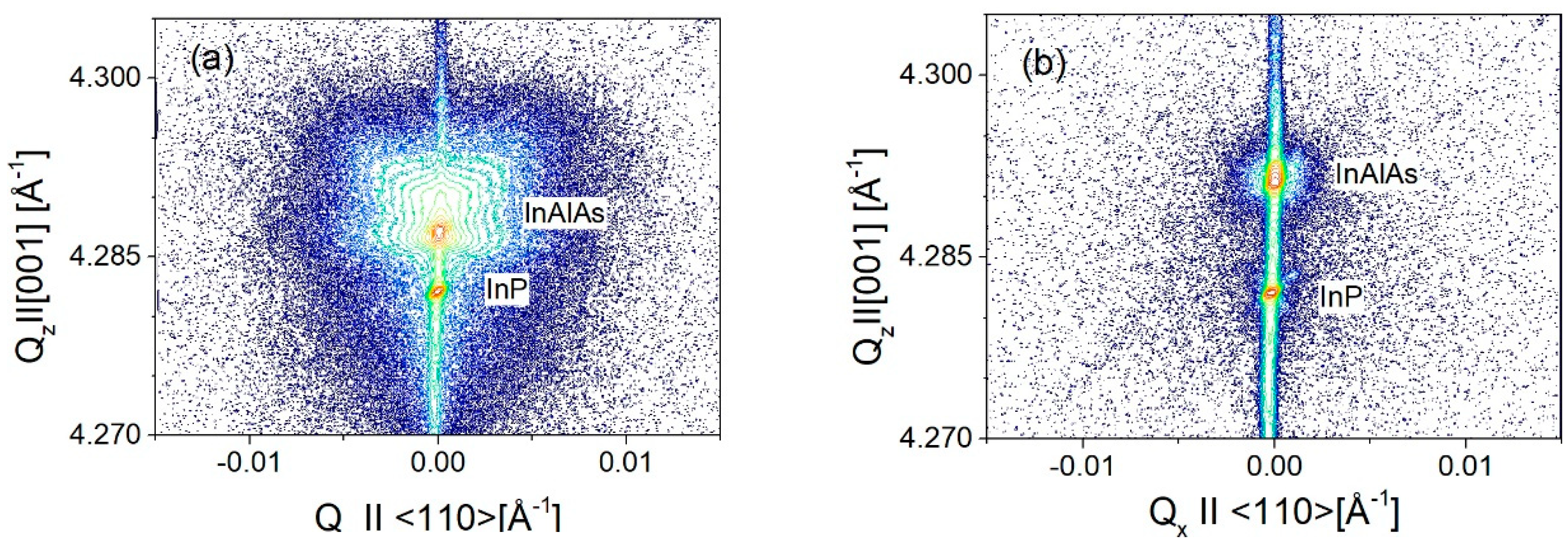
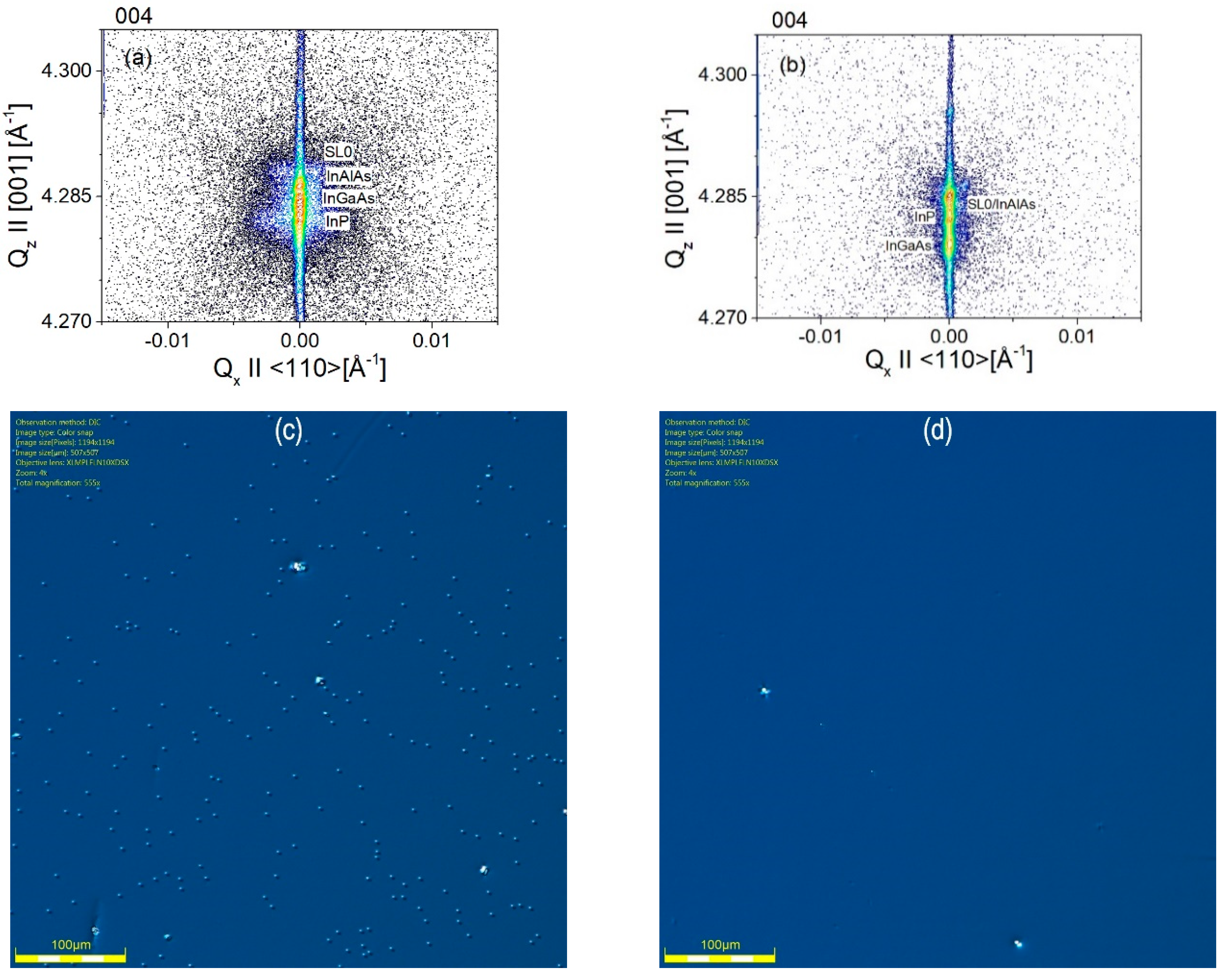
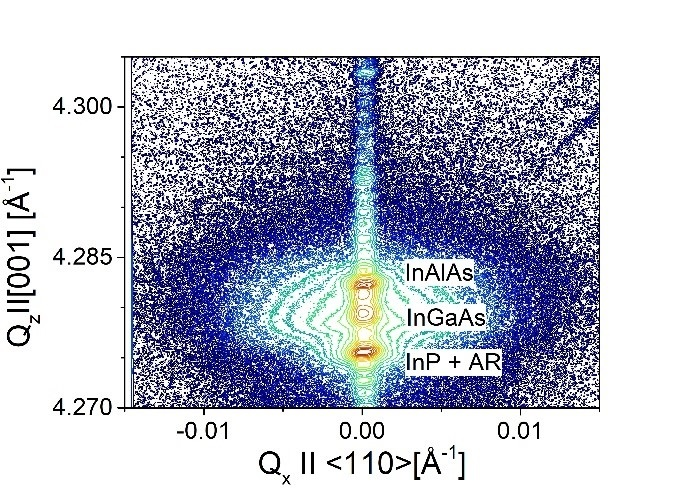
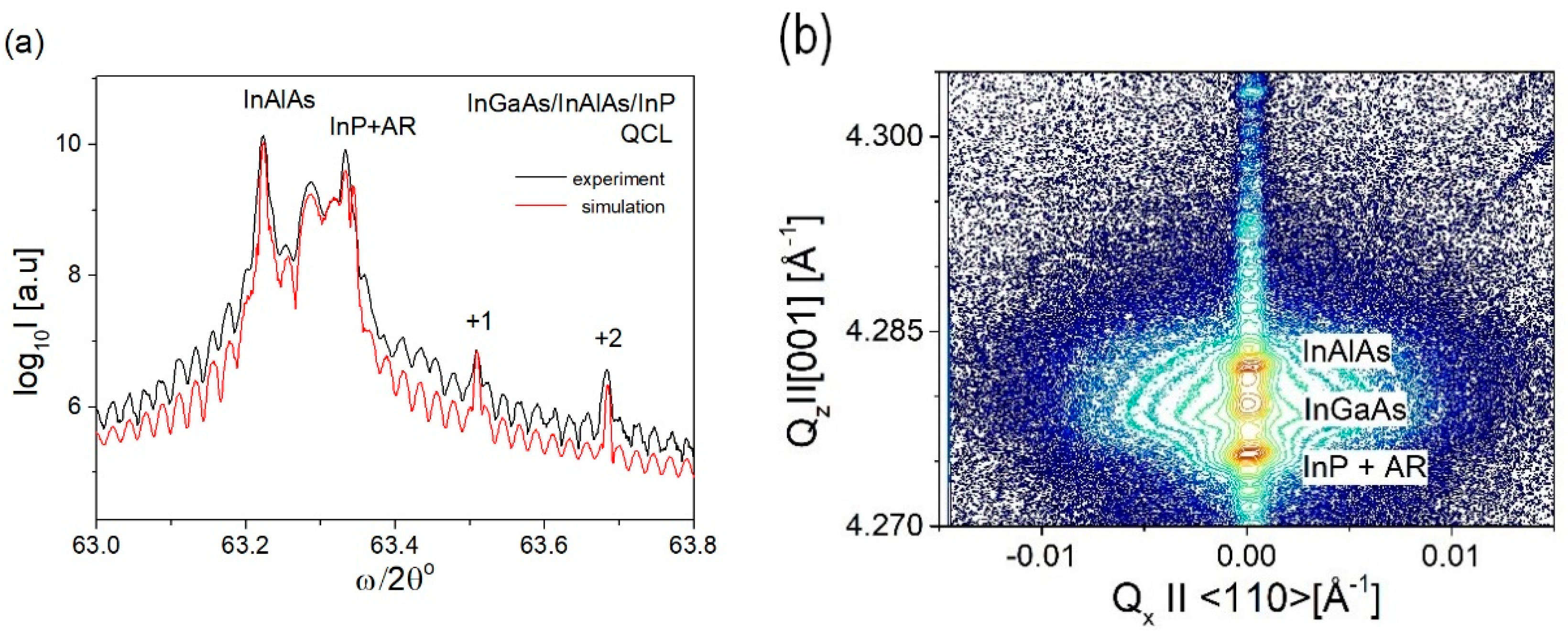
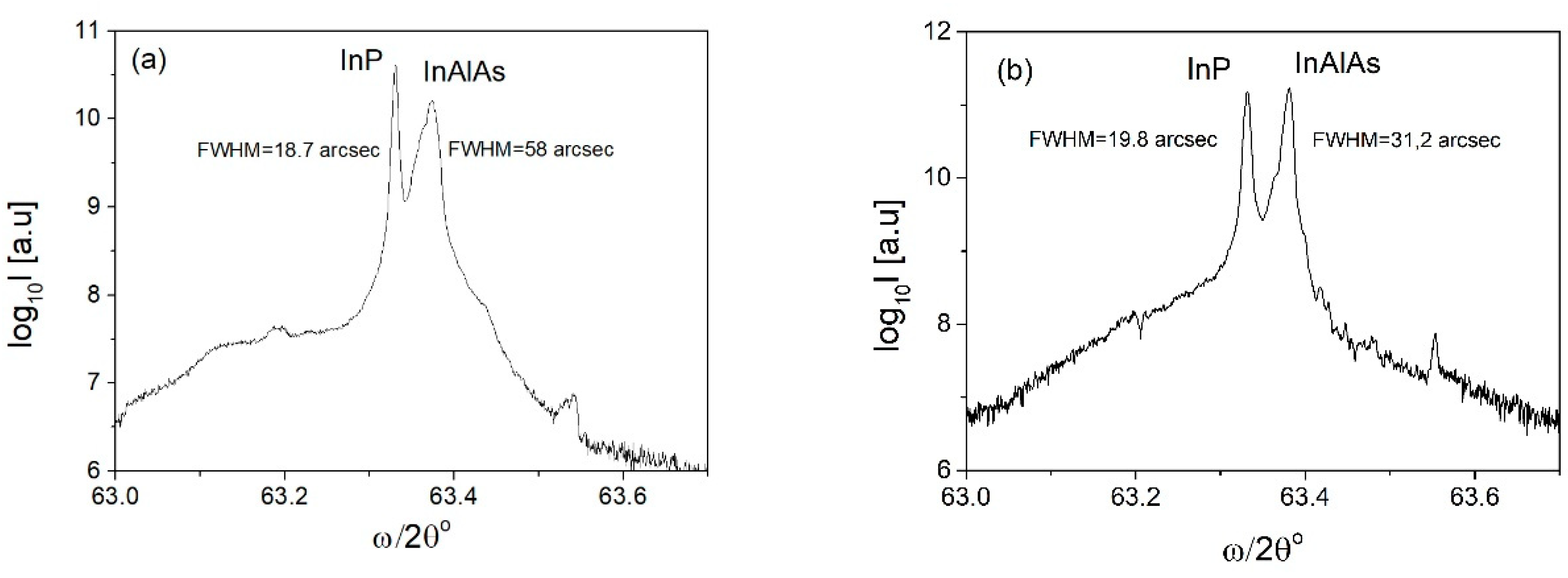
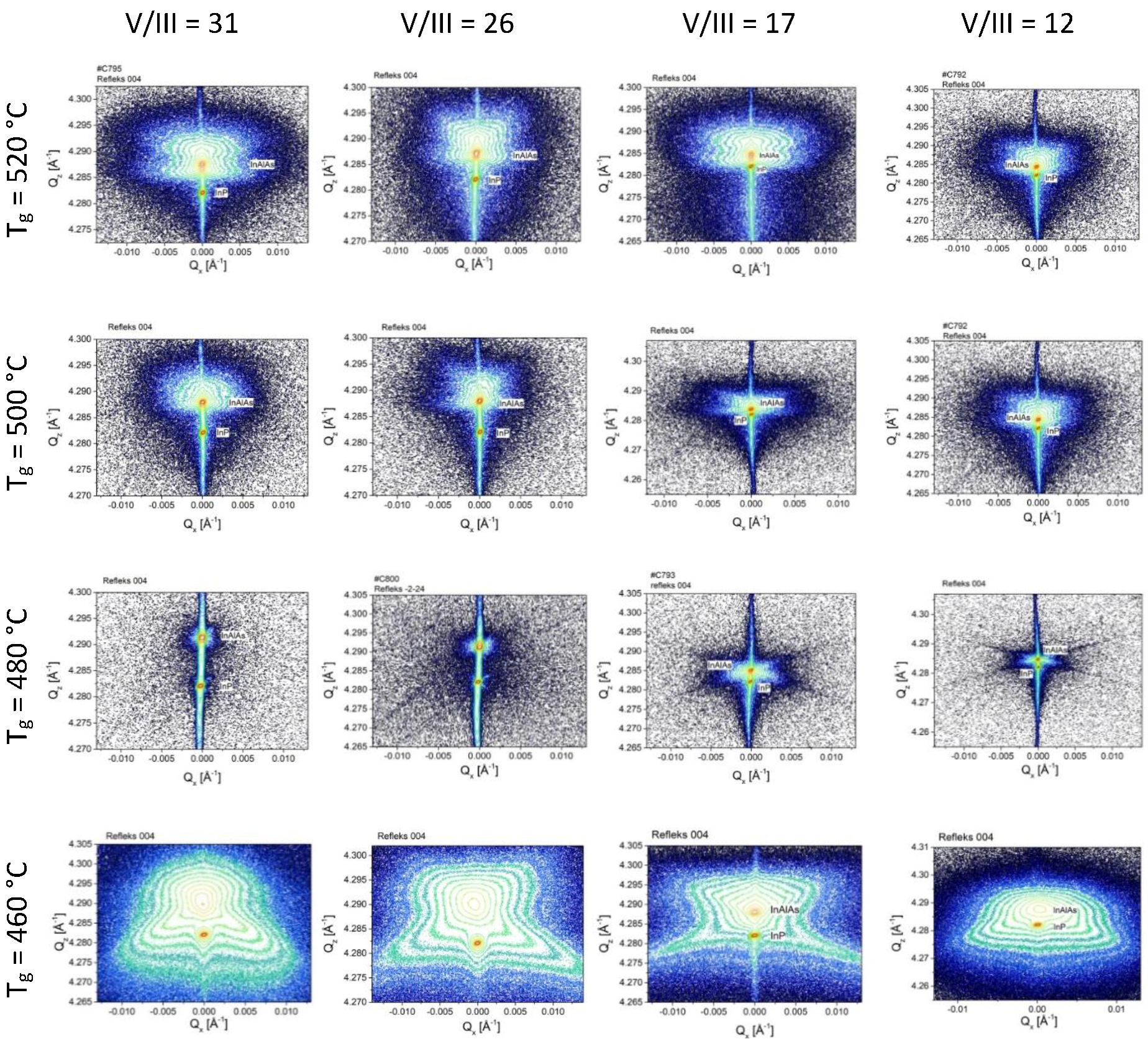
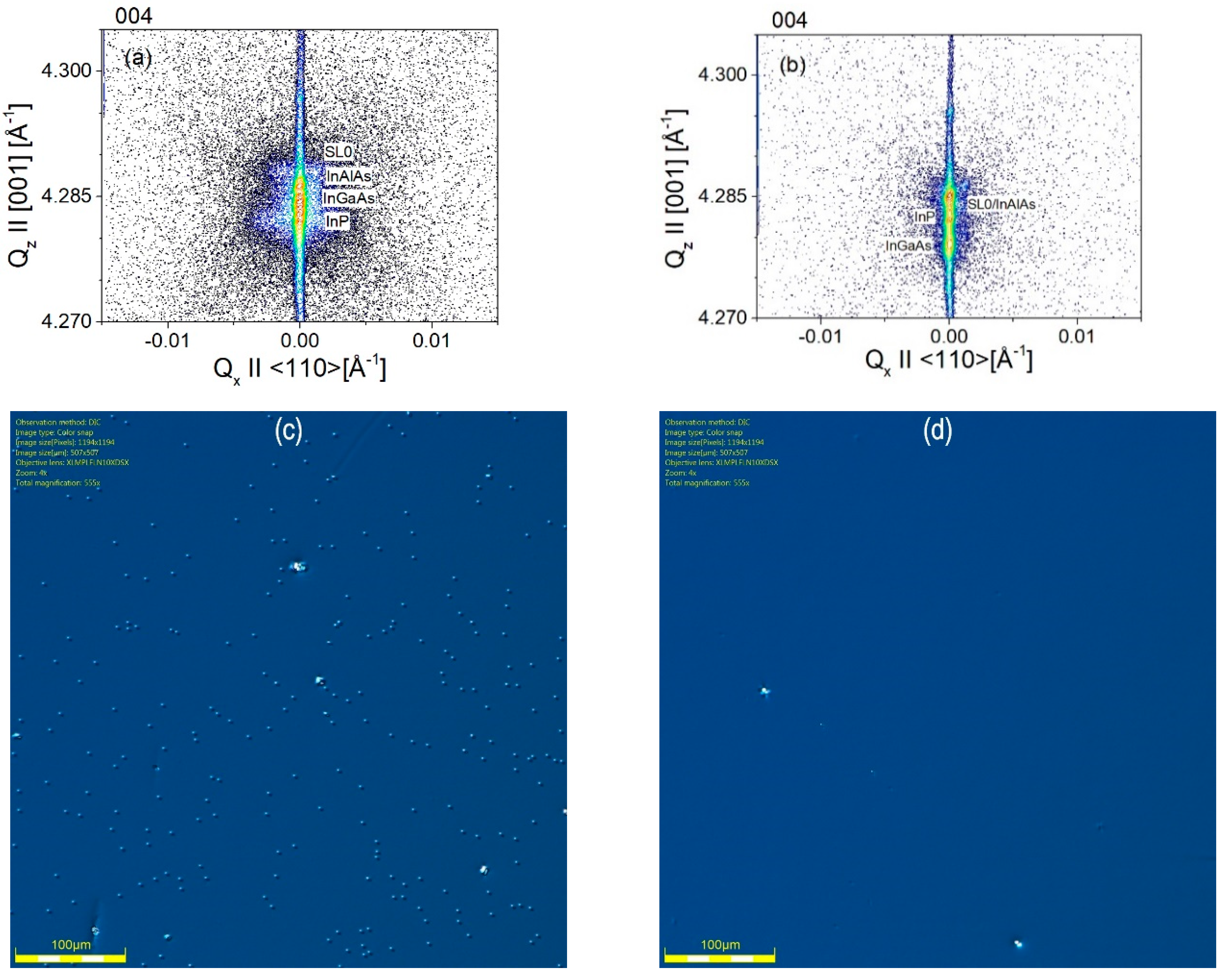
3.3. Structural Characterization
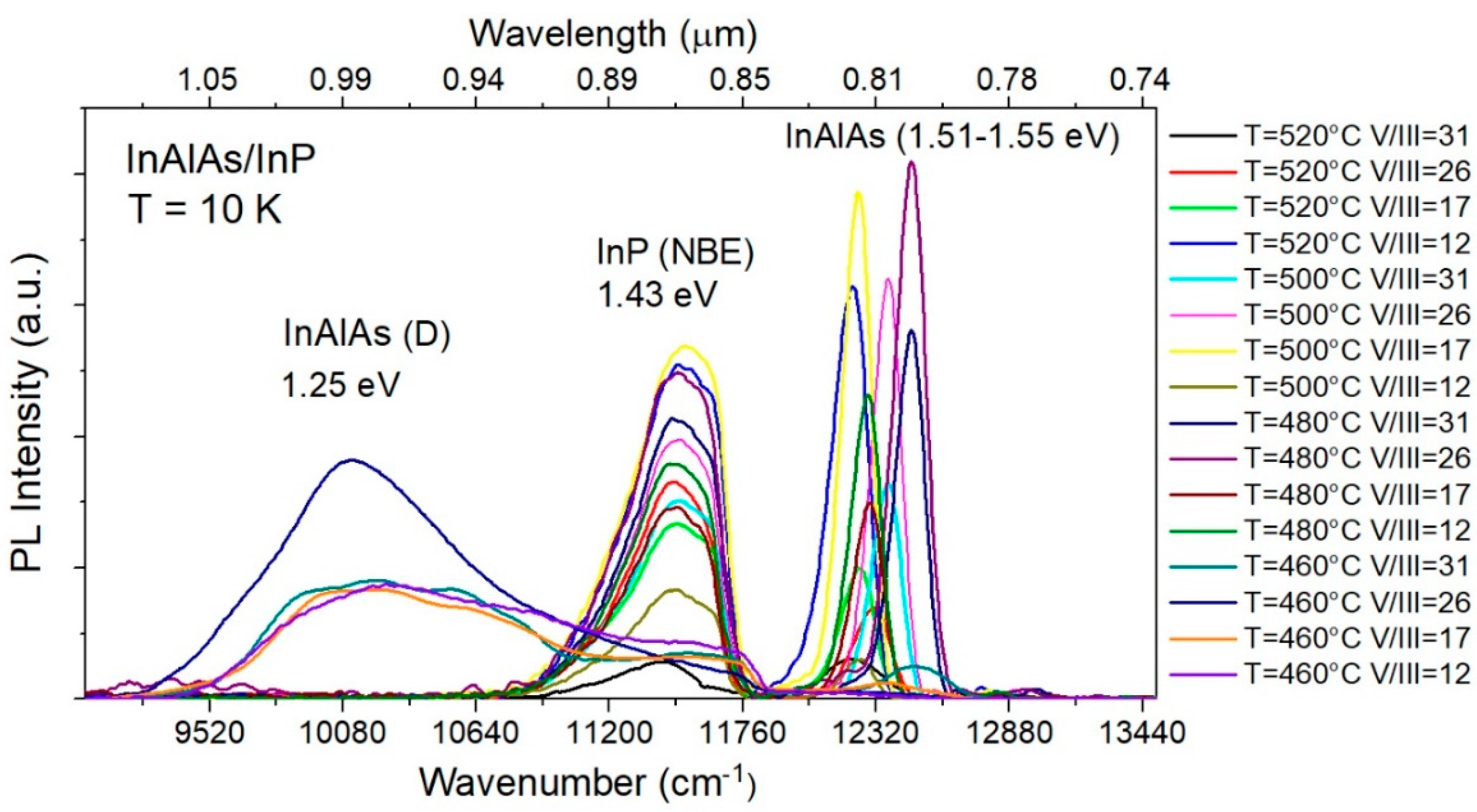
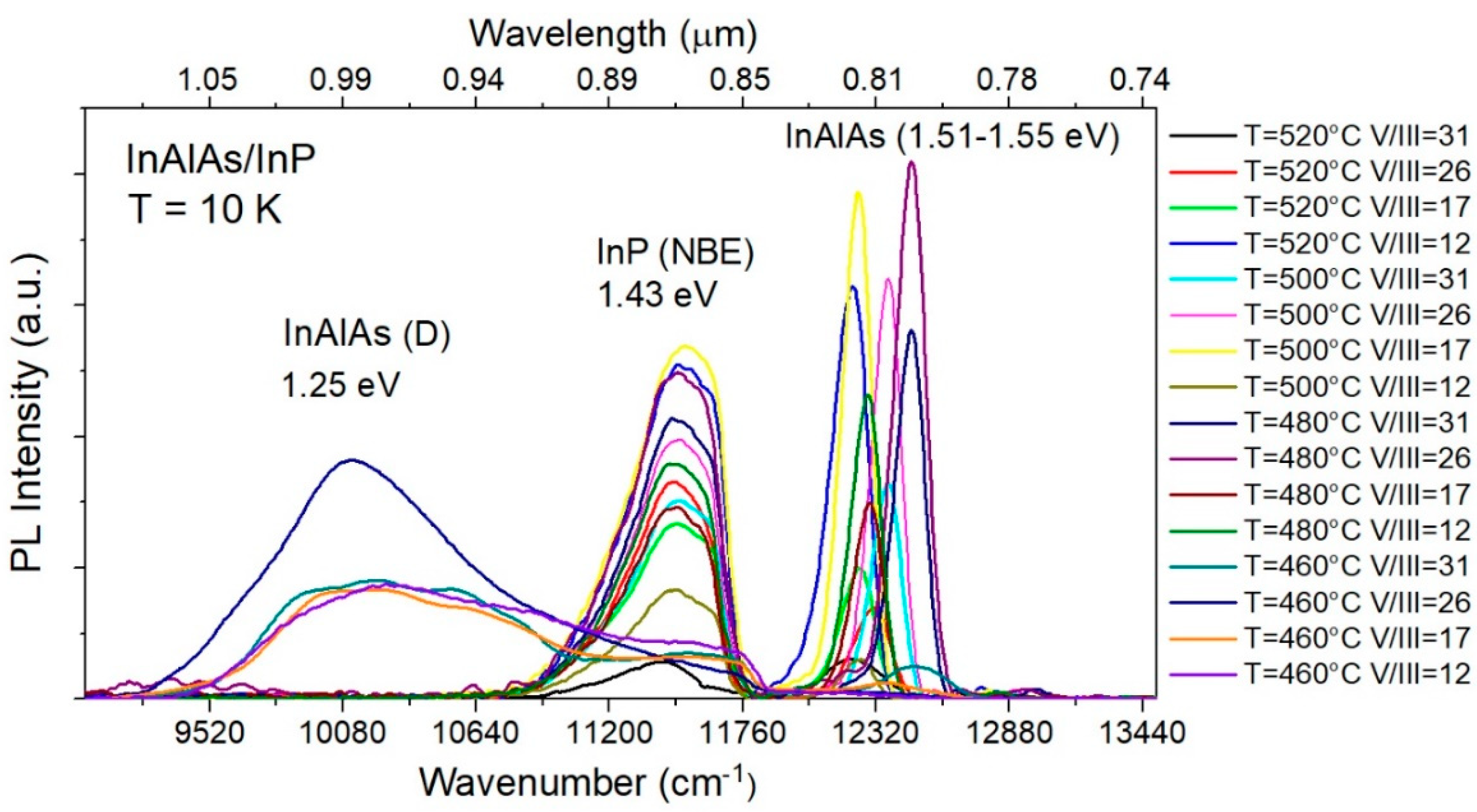
3.4. Photoluminescence
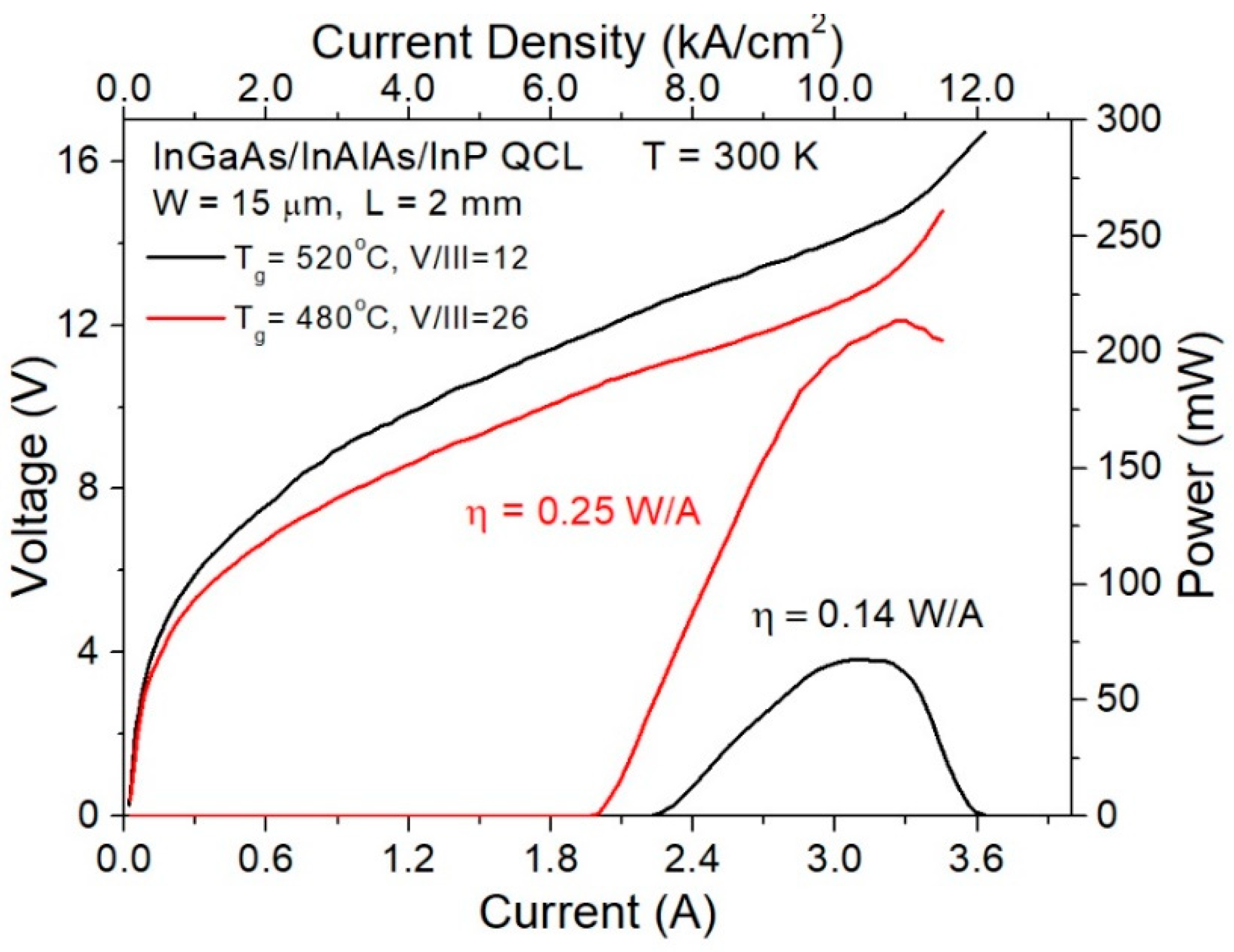
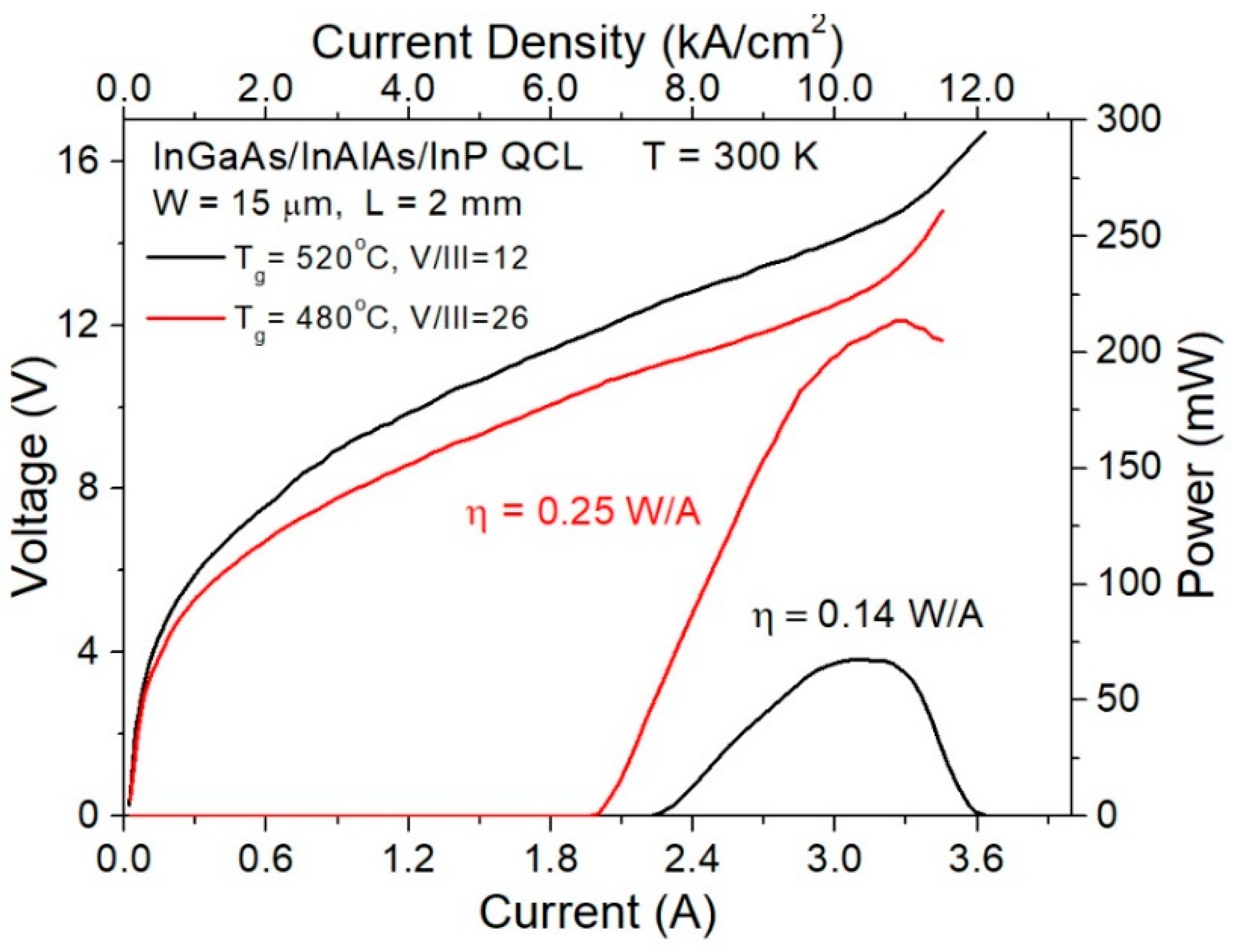
3.5. Device Results
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Du, Z.; Zhang, S.; Li, J.; Gao, N.; Tong, K. Mid-Infrared Tunable Laser-Based Broadband Fingerprint Absorption Spectroscopy for Trace Gas Sensing: A Review. Appl. Sci. 2019, 9, 338. [Google Scholar]
- Curl, R.F.; Capasso, F.; Gmachl, C.; Kosterev, A.A.; McManus, B.; Lewicki, R.; Pusharsky, M.; Wysocki, G.; Tittel, F.K. Quantum cascade lasers in chemical physics. Chem. Phys. Lett. 2010, 487, 1–18. [Google Scholar] [CrossRef]
- Mikołajczyk, J.; Bielecki, Z.; Bugajski, M.; Piotrowski, J.; Wojtas, J.; Gawron, W.; Szabra, D.; Prokopiuk, A. Analysis of free space optics development. Metrol. Meas. Syst. 2017, 24, 33–38. [Google Scholar] [CrossRef]
- Maulini, R.; Lyakh, A.; Tsekoun, A.G.; Go, R.; Lane, M.; Macdonald, T.; Patel, C.K.N. High power, high efficiency quantum cascade laser systems for directional infrared countermeasures and other defense and security applications. SPIE Europe Security Defence 2009, 7483, 74830. [Google Scholar]
- Faist, J. Quantum Cascade Lasers; Oxford University Press: Oxford, UK, 2013. [Google Scholar]
- Gutowski, P.; Sankowska, I.; Karbownik, P.; Pierścińska, D.; Serebrennikova, O.; Morawiec, M.; Pruszyńska-Karbownik, E.; Gołaszewska-Malec, K.; Pierściński, K.; Muszalski, J.; et al. MBE growth of strain-compensated InGaAs/InAlAs/InP quantum cascade lasers. J. Cryst. Growth 2017, 466, 22–29. [Google Scholar] [CrossRef]
- Cho, A. Growth of III–V semiconductors by molecular beam epitaxy and their properties. Thin Solid Films 1983, 100, 291–317. [Google Scholar] [CrossRef]
- Cheng, K.Y. Molecular beam epitaxial growth of uniform In0.53Ga0.47As on InP with a coaxial In-Ga oven. J. Appl. Phys. 1981, 52, 1015. [Google Scholar] [CrossRef]
- Georgakilas, A.; Halkias, G.; Christou, A.; Kornilios, N.; Papavassiliou, C.; Zekentes, K.; Konstantinidis, G.; Peiró, F.; Cornet, A.; Ababou, S.; et al. A Comprehensive Optimization of InAlAs Molecular Beam Epitaxy for InGaAs/InAlAs HEMT Technology. J. Electrochem. Soc. 1993, 140, 1503–1509. [Google Scholar] [CrossRef]
- Choi, W.-Y.; Fonstad, C.G.; Choi, W. Growth optimization of molecular beam epitaxy grown InAlAs on InP. J. Vac. Sci. Technol. B Microelectron. Nanometer Struct. 1994, 12, 1013. [Google Scholar] [CrossRef]
- Praseuth, J.P.; Goldstein, L.; Heénoc, P.; Primot, J.; Danan, G. Investigation of crystalline and optical properties of Al0.48In0.52As grown by molecular-beam expitaxy. J. Appl. Phys. 1987, 61, 215–219. [Google Scholar]
- Lee, W. The growth of high mobility InGaAs and InAlAs layers by molecular beam epitaxy. J. Vac. Sci. Technol. B Microelectron. Nanometer Struct. 1986, 4, 536. [Google Scholar] [CrossRef]
- Däweritz, L.; Hey, R. Reconstruction and defect structure of vicinal GaAs(001) and AlxGa1−xAs(001) surfaces during MBE growth. Surf. Sci. 1990, 236, 15–22. [Google Scholar] [CrossRef]
- Regiński, K.; Muszalski, J.; Preobrazhenskii, V.; Lubyshev, D. Static phase diagrams of reconstructions for MBE-grown GaAs(001) and AlAs(001) surfaces. Thin Solid Films 1995, 267, 54–57. [Google Scholar] [CrossRef]
- Gutowski, P.; Karbownik, P.; Trajnerowicz, A.; Pierściński, K.; Pierścińska, D.; Sankowska, I.; Kubacka-Traczyk, J.; Sakowicz, M.; Bugajski, M. Room temperature AlInAs/InGaAs/inP quantum cascade lasers. Photonics Lett. Pol. 2014, 6, 142–144. [Google Scholar]
- Kubacka-Traczyk, J.; Sankowska, I.; Seeck, O.; Kosiel, K.; Bugajski, M. High-resolution X-ray characterization of mid-IR Al0.45Ga0.55As/GaAs Quantum Cascade Laser structures. Thin Solid Films 2014, 564, 339–344. [Google Scholar] [CrossRef]
- Yerino, C.D.; Liang, B.; Huffaker, D.L.; Simmonds, P.J.; Lee, M.L. Review Article: Molecular beam epitaxy of lattice-matched InAlAs and InGaAs layers on InP (111)A, (111)B, and (110). J. Vac. Sci. Technol. B 2017, 35, 010801. [Google Scholar] [CrossRef]
- Tournié, E.; Zhang, Y.-H.; Pulsford, N.J.; Ploog, K. Structural and optical properties of Al0.48In0.52As layers grown on InP by molecular beam epitaxy: Influence of the substrate temperature and of a buffer layer. J. Appl. Phys. 1991, 70, 7362–7369. [Google Scholar] [CrossRef]
- Wang, C.; Schwarz, B.; Siriani, D.; Connors, M.; Missaggia, L.; Calawa, D.; McNulty, D.; Akey, A.; Zheng, M.; Donnelly, J.; et al. Sensitivity of heterointerfaces on emission wavelength of quantum cascade lasers. J. Cryst. Growth 2017, 464, 215–220. [Google Scholar] [CrossRef]
- Welberry, T.R.; Butler, B.D. Interpretation of diffuse X-ray scattering via models of disorder. J. Appl. Crystallogr. 1994, 27, 205–231. [Google Scholar] [CrossRef] [Green Version]
- Welberry, T.R.; Butler, B.D. Diffuse X-ray Scattering from Disordered Crystals. Chem. Rev. 1995, 95, 2369–2403. [Google Scholar] [CrossRef]
- Krivoglaz, M.A. X-Ray and Neutron Diffraction in Nonideal Crystals; Springer Nature: Basingstoke, UK, 1996. [Google Scholar]
- Krivoglaz, M.A. Diffuse scattering of X-rays and neutrons by fluctuations; Springer: Berlin, Germany, 1996. [Google Scholar]
- Ferguson, I.T. Photoluminescence of molecular beam epitaxial grown Al0.48In0.52As. J. Vac. Sci. Technol. B Microelectron. Nanometer Struct. 1994, 12, 1319. [Google Scholar] [CrossRef]
- Gilinsky, A.M.; Dmitriev, D.; Toropov, A.; Zhuravlev, K. Defect-related luminescence in InAlAs on InP grown by molecular beam epitaxy. Semicond. Sci. Technol. 2017, 32, 095009. [Google Scholar] [CrossRef]
- Bugajski, M.; Lewandowski, W. Concentration-dependent absorption and photoluminescence of n-type InP. J. Appl. Phys. 1985, 57, 521–530. [Google Scholar] [CrossRef]
- Hong, W.-P.; Bhattacharya, P.K.; Hong, W.; Singh, J. Nonrandom alloying in In0.52Al0.48As/InP grown by molecular beam epitaxy. Appl. Phys. Lett. 1987, 50, 618–620. [Google Scholar] [CrossRef]
- Singh, J.; Dudley, S.; Davies, B.; Bajaj, K.K. Role of kinetics and thermodynamics in alloy clustering and surface quality in InAlAs grown by molecular-beam epitaxy: Consequences for optical and transport properties. J. Appl. Phys. 1986, 60, 3167–3171. [Google Scholar] [CrossRef]
- Oh, J.E.; Bhattacharya, P.K.; Chen, Y.C.; Aina, O.; Mattingly, M. The dependence of the electrical and optical properties of molecular beam epitaxial In0.52Al0.48As on growth parameters: Interplay of surface kinetics and thermodynamics. J. Electron. Mater. 1990, 19, 435–441. [Google Scholar] [CrossRef]
- Peiró, F.; Cornet, A.; Morante, J.; Georgakilas, A.; Zekentes, K.; Halkias, G. Interface defects and inhomogeneities induced by alloy clustering in InAlAs buffer layers grown on InP. Appl. Surf. Sci. 1993, 65, 447–454. [Google Scholar] [CrossRef]
- Bugajski, M.; Gutowski, P.; Karbownik, P.; Kolek, A.; Hałdaś, G.; Pierściński, K.; Pierścińska, D.; Kubacka-Traczyk, J.; Sankowska, I.; Trajnerowicz, T.; et al. Mid-IR quantum cascade lasers: Device technology and non-equilibrium Green’s function modeling of electro-optical characteristics. Phys. Status Solidi (b) 2014, 251, 1144–1157. [Google Scholar] [CrossRef]
- Karbownik, P.; Trajnerowicz, T.; Szerling, A.; Wójcik-Jedlińska, A.; Wasiak, M.; Pruszyńska-Karbownik, E.; Kosiel, K.; Gronowska, I.; Sarzała, R.; Bugajski, M. Direct Au–Au bonding technology for high performance GaAs/AlGaAs quantum cascade lasers. Opt. Quant. Electron. 2015, 47, 893–899. [Google Scholar] [CrossRef]
- Lee, H.E.; Lee, S.H.; Jeong, M.; Shin, J.H.; Ahn, Y.; Kim, D.; Oh, S.H.; Yun, S.H.; Lee, K.J. Trichogenic Photostimulation Using Monolithic Flexible Vertical AlGaInP Light-Emitting Diodes. ACS Nano 2018, 12, 9587–9595. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Thickness | Material | Doping |
|---|---|---|
| 20 nm | In0.53Ga0.47As | undoped |
| 2.5 μm | In0.52Al0.48As | undoped |
| 450 μm—Substrate | InP:S | n = 3 × 1018 cm−3 |
| Substrate Temperature | BEP Ratio | |||
|---|---|---|---|---|
| V/III = 31 | V/III = 26 | V/III = 17 | V/III = 12 | |
| 520 °C | −8.90% | −5.45% | −6.04% | −8.11% |
| 500 °C | −1.94% | −3.59% | −2.84% | −2.43% |
| 480 °C | −0.51% | −0.15% | −0.12% | −0.03% |
| 460 °C | −11.45% | −3.25% | −6.03% | −5.80% |
| Substrate Temperature | BEP Ratio | |||
|---|---|---|---|---|
| V/III = 31 | V/III = 26 | V/III = 17 | V/III = 12 | |
| 520 °C | 19.0 nm | 12.3 nm | 10.9 nm | 12.6 nm |
| 500 °C | 9.5 nm | 9.8 nm | 9.8 nm | 9.9 nm |
| 480 °C | 9.3 nm | 9.8 nm | 9.8 nm | 9.9 nm |
| 460 °C | 19.3 nm | 42.7 nm | 23.6 nm | 52.0 nm |
| Thickness | Material | Doping | Specification |
|---|---|---|---|
| 500 nm | InGaAs | n = 8 × 1018 cm−3 | Cap |
| 2.5 µm | AlInAs | n = 1 × 1017 cm−3 | Upper Waveguide |
| 500 nm | InGaAs | n = 4 × 1016 cm−3 | |
| ~1.8 μm | 30 × InGaAs/InAlAs | Active Region (AR) | |
| 500 nm | InGaAs | n = 4 × 1016 cm−3 | Lower Waveguide |
| 500 µm—Substrate | InP | n = 2 × 1017 cm−3 | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gutowski, P.; Sankowska, I.; Słupiński, T.; Pierścińska, D.; Pierściński, K.; Kuźmicz, A.; Gołaszewska-Malec, K.; Bugajski, M. Optimization of MBE Growth Conditions of In0.52Al0.48As Waveguide Layers for InGaAs/InAlAs/InP Quantum Cascade Lasers. Materials 2019, 12, 1621. https://doi.org/10.3390/ma12101621
Gutowski P, Sankowska I, Słupiński T, Pierścińska D, Pierściński K, Kuźmicz A, Gołaszewska-Malec K, Bugajski M. Optimization of MBE Growth Conditions of In0.52Al0.48As Waveguide Layers for InGaAs/InAlAs/InP Quantum Cascade Lasers. Materials. 2019; 12(10):1621. https://doi.org/10.3390/ma12101621
Chicago/Turabian StyleGutowski, Piotr, Iwona Sankowska, Tomasz Słupiński, Dorota Pierścińska, Kamil Pierściński, Aleksandr Kuźmicz, Krystyna Gołaszewska-Malec, and Maciej Bugajski. 2019. "Optimization of MBE Growth Conditions of In0.52Al0.48As Waveguide Layers for InGaAs/InAlAs/InP Quantum Cascade Lasers" Materials 12, no. 10: 1621. https://doi.org/10.3390/ma12101621