
New Bio-Composites Based on Polyhydroxyalkanoates and Posidonia oceanica Fibres for Applications in a Marine Environment

 , , ,
, , , 
Abstract
:1. Introduction
2. Materials and Methods
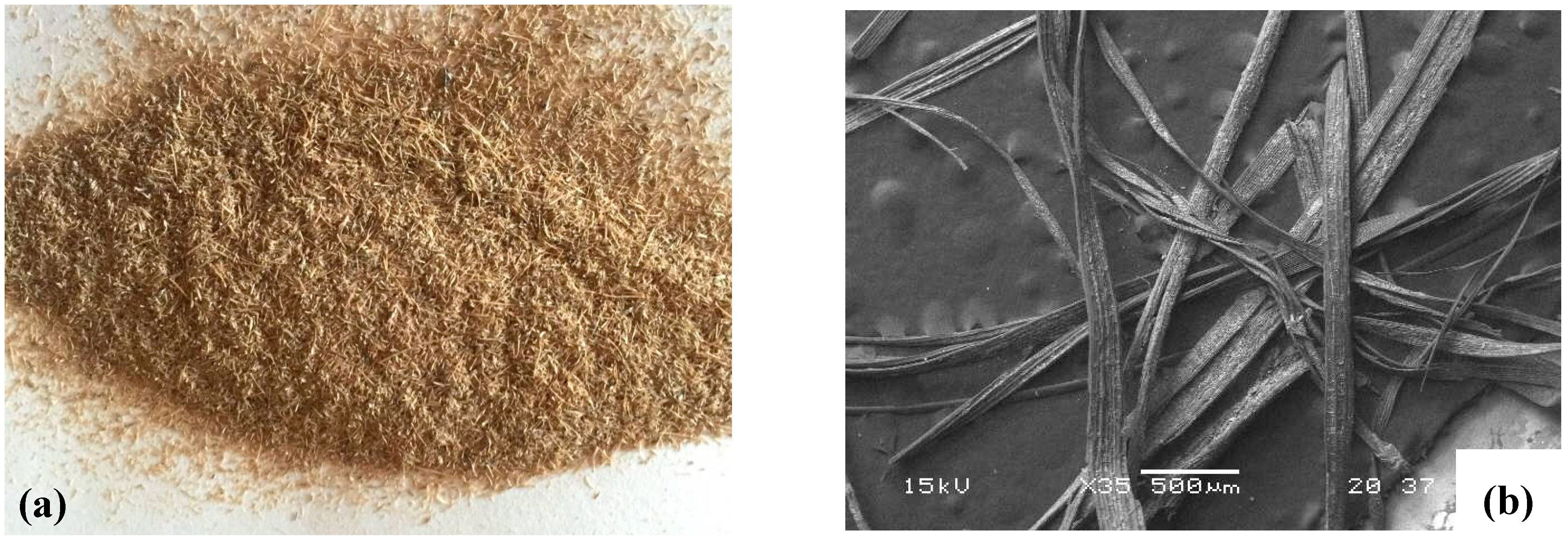
2.1. Materials
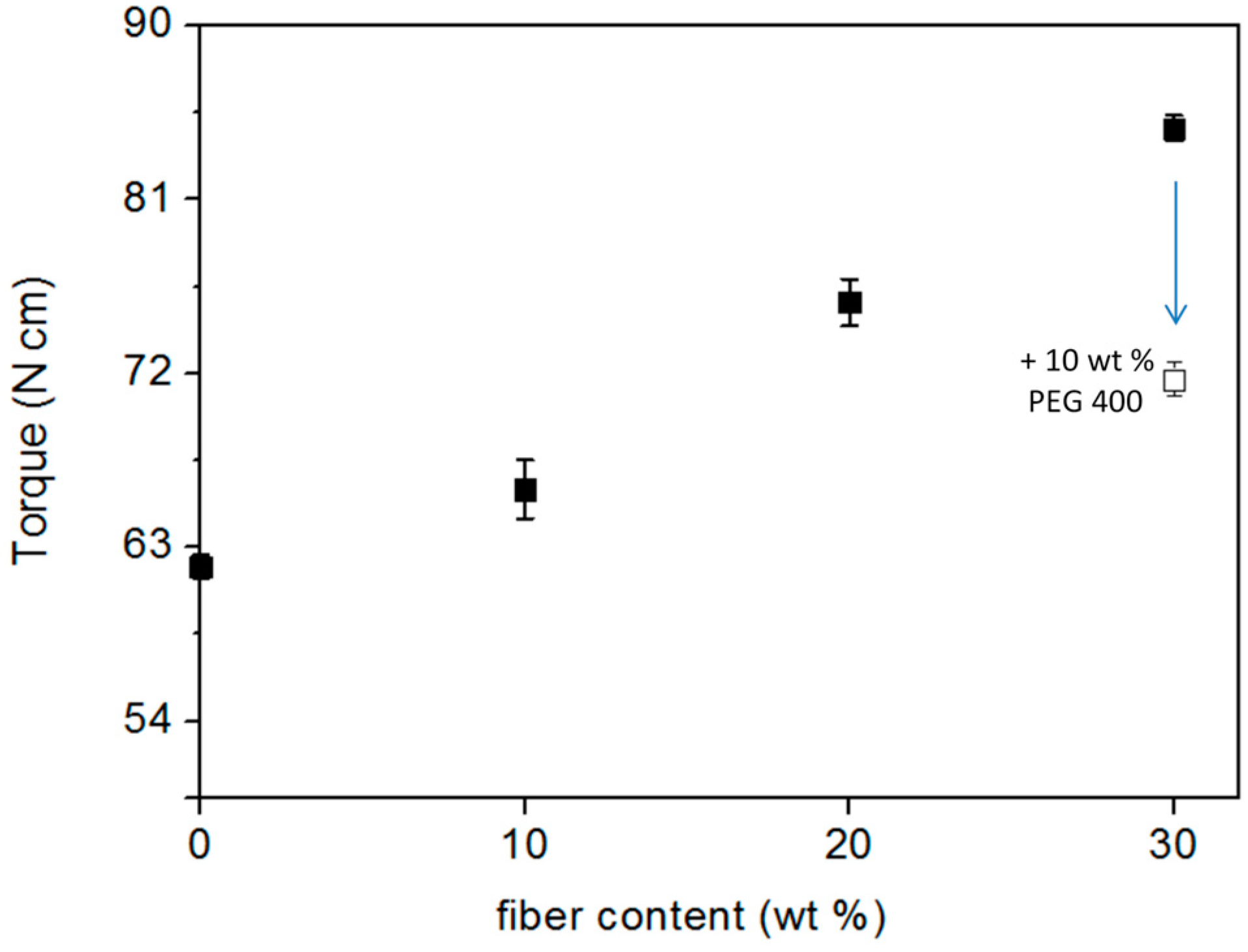
2.2. Composite Preparation
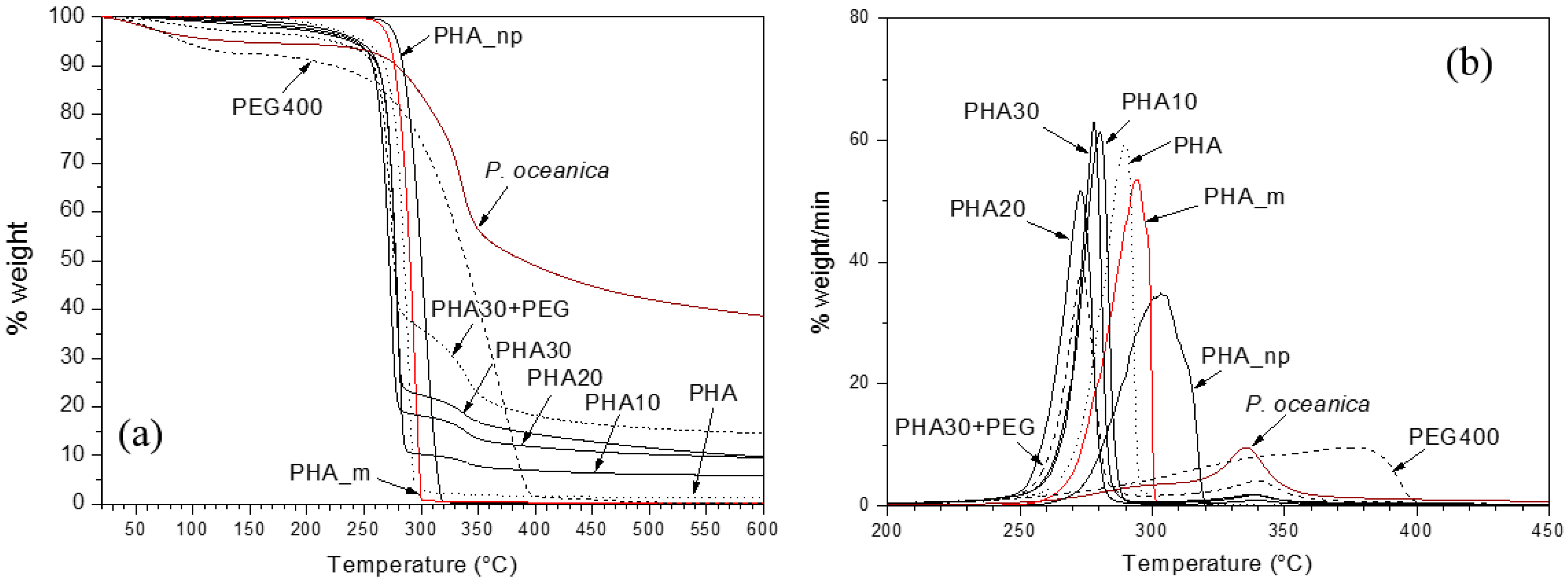
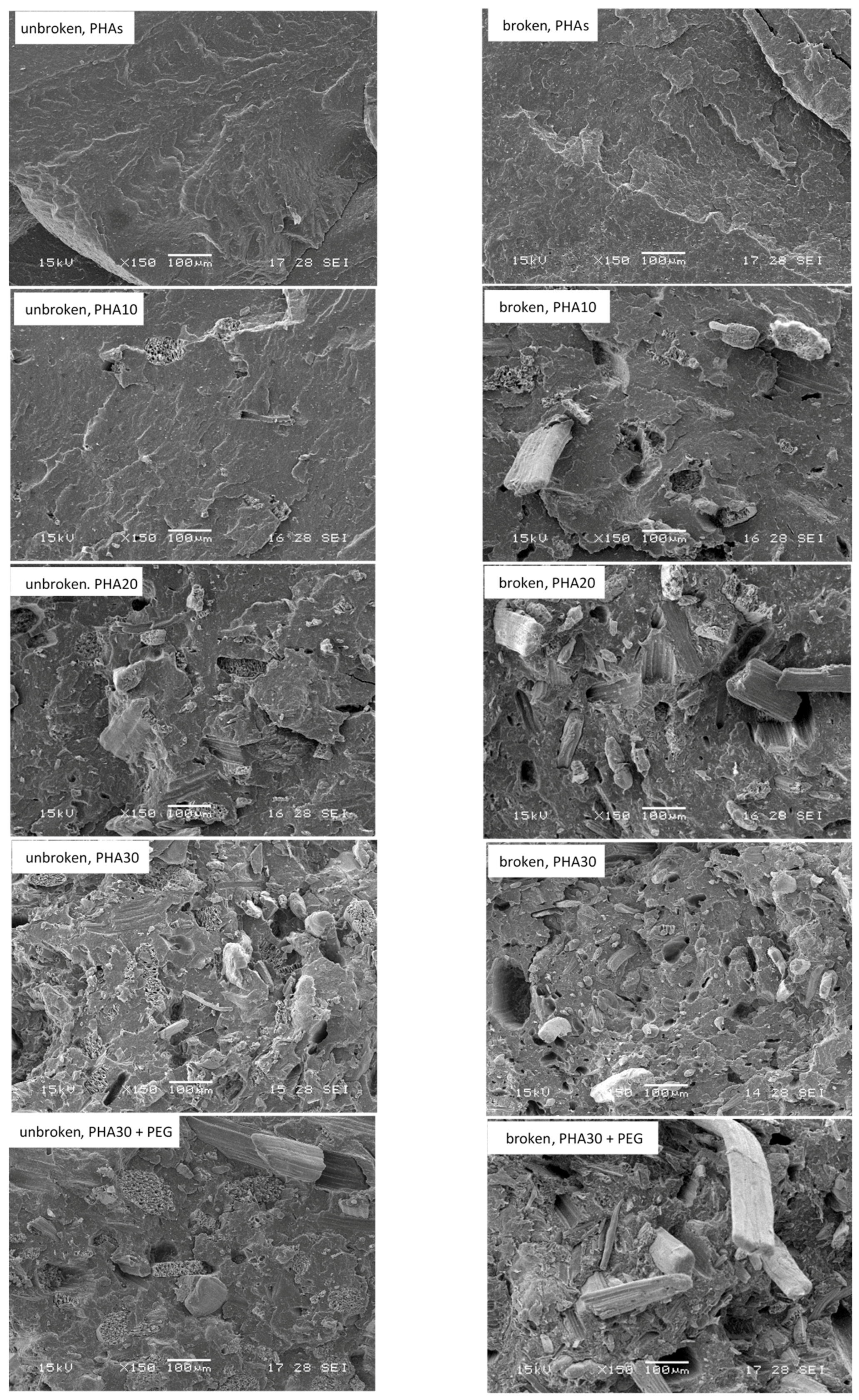
2.3. Composite Characterization
3. Results and Discussion
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Garrison, T.F.; Murawski, A.; Quirino, R. Bio-Based Polymers with Potential for Biodegradability. Polymers 2016, 8, 262. [Google Scholar] [CrossRef]
- Cinelli, P.; Schmid, M.; Bugnicourt, E.; Wildner, J.; Bazzichi, A.; Anguillesi, I.; Lazzeri, A. Whey protein layer applied on biodegradable packaging film to improve barrier properties while maintaining biodegradability. Polym. Degrad. Stab. 2014, 108, 151–157. [Google Scholar] [CrossRef]
- Bugnicourt, E.; Cinelli, P.; Lazzeri, A.; Alvarez, V. Polyhydroxyalkanoate (PHA): Review of synthesis, characteristics, processing and potential applications in packaging. Express Polym. Lett. 2014, 8, 791–808. [Google Scholar] [CrossRef]
- Phuong, V.T.; Verstichel, S.; Cinelli, P.; Anguillesi, I.; Coltelli, M.B.; Lazzeri, A. Cellulose acetate blends—Effect of plasticizers on properties and biodegradability. J. Renew. Mater. 2014, 2, 35–41. [Google Scholar] [CrossRef]
- Moore, C.J.; Moore, S.L.; Leecaster, M.K.; Weisberg, S.B. A comparison of plastic and plankton in the North Pacific Central Gyre. Mar. Pollut. Bull. 2001, 42, 1297–1300. [Google Scholar] [CrossRef]
- Derraik, J.G.B. The pollution of the marine environment by plastic debris: A review. Mar. Pollut. Bull. 2002, 44, 842–852. [Google Scholar] [CrossRef]
- Gregory, M.R. Environmental implications of plastic debris in marine settings entanglement, ingestion, smothering, hangers-on, hitch-hiking and alien invasions. Philos. Trans. R. Soc. Lond. B Biol. Sci. 2009, 364, 2013–2025. [Google Scholar] [CrossRef] [PubMed]
- Doi, Y.; Kanesawa, Y.; Tanahashi, N.; Kumagai, Y. Biodegradation of microbial polyesters in the marine environment. Polym. Degrad. Stab. 1992, 36, 173–177. [Google Scholar] [CrossRef]
- Lakshman, K.; Shamala, T.R. Enhanced biosynthesis of polyhydroxyalkanoates in a mutant strain of Rhizobium Meliloti. Biotechnol. Lett. 2003, 25, 115–119. [Google Scholar] [CrossRef] [PubMed]
- Padovani, G.; Carlozzi, P.; Seggiani, M.; Cinelli, P.; Vitolo, S.; Lazzeri, A. PHB-rich biomass and BioH2 production by means of photosynthetic microorganisms. Chem. Eng. Trans. 2016, 49, 55–60. [Google Scholar]
- Bugnicourt, E.; Cinelli, P.; Lazzeri, A.; Alvarez, V. The Main Characteristics, Properties, Improvements, and Market Data of Polyhydroxyalkanoates. In Handbook of Sustainable Polymers Processing and Applications; Thakur, V.K., Thaku, M.K., Eds.; Pan Stanford: 6000 Broken Sound Pkwy, NW, USA, 2015; Chapter 24; pp. 899–928. [Google Scholar]
- Chiellini, E.; Cinelli, P.; Imam, S.H.; Mao, L. Composite films based on biorelated agro-industrial waste and poly(vinyl alcohol). Preparation and mechanical properties characterization. Biomacromolecules 2001, 2, 1029–1037. [Google Scholar] [CrossRef] [PubMed]
- Chiellini, E.; Cinelli, P.; Chiellini, F.; Imam, S.H. Environmentally degradable biobased polymeric blends & composites. Macromol. Biosci. 2004, 4, 218–231. [Google Scholar] [PubMed]
- Angelini, L.G.; Scalabrelli, M.; Tavarini, S.; Cinelli, P.; Anguillesi, I.; Lazzeri, A. Ramie fibers in a comparison between chemical and microbiological retting proposed for application in biocomposites. Ind. Crop. Prod. 2015, 75, 178–184. [Google Scholar] [CrossRef]
- Seggiani, M.; Cinelli, P.; Verstichel, S.; Puccini, M.; Vitolo, S.; Anguillesi, I.; Lazzeri, A. Development of fibres-reinforced biodegradable composites. Chem. Eng. Trans. 2015, 43, 1813–1815. [Google Scholar]
- Ferrero, B.; Boronat, T.; Moriana, R.; Fenollar, O.; Balart, R. Green composites based on wheat gluten matrix and Posidonia oceanica waste fibers as reinforcements. Polym. Compos. 2013, 34, 1663–1669. [Google Scholar] [CrossRef]
- Khiari, R.; Marrakchi, Z.; Belgacem, M.N.; Mauret, E.; Mhenni, F. New lignocellulosic fibres-reinforced composite materials: A stepforward in the valorisation of the Posidonia oceanica balls. Compos. Sci. Technol. 2011, 71, 1867–1872. [Google Scholar] [CrossRef]
- Ferrero, B.; Fombuena, V.; Fenollar, O.; Boronat, T.; Balart, R. Development of Natural Fiber-Reinforced Plastics (NFRP) Based on Biobased Polyethylene and Waste Fibers from Posidonia oceanica Seaweed. Polym. Compos. 2015, 36, 1378–1385. [Google Scholar] [CrossRef]
- Puglia, D.; Petrucci, R.; Fortunati, E.; Luzi, F.; Kenny, J.M.; Torre, L. Revalorisation of Posidonia Oceanica as reinforcement in polyethylene/maleic anhydride grafted polyethylene composites. J. Renew. Mater. 2014, 2, 66–76. [Google Scholar] [CrossRef]
- Chiellini, E.; Cinelli, P.; Ilieva, V.I.; Martera, M. Biodegradable thermoplastic composites based on Polyvinyl Alcohol (PVA) and algae. Biomacromolecules 2008, 9, 1007–1013. [Google Scholar] [CrossRef] [PubMed]
- Chiellini, E.; Cinelli, P.; Ilieva, V.I.; Zimbardi, F.; Kanellopoulos, N.; de Wilde, B.; Pipino, A.; Anders, B.; Sassi, J.F. Hybrid composites based on fibres of marine origin. Int. J. Mater. Prod. Technol. 2009, 36, 47–61. [Google Scholar] [CrossRef]
- Den Hartog, C.; Kuo, J. Taxonomy and biogeography of seagrasses. In Seagrasses: Biology, Ecology and Conservation; Larkum, A.W.D., Orth, R.J., Duarte, C.M., Eds.; Springer Netherlands: The Netherlands, 2006; pp. 1–23. [Google Scholar]
- Balestri, E.; Vallerini, F.; Lardicci, C. A qualitative and quantitative assessment of the reproductive litter from Posidonia oceanica accumulated on a sand beach following a storm. Estuar. Coast. Shelf Sci. 2006, 66, 30–34. [Google Scholar] [CrossRef]
- Van Katwijk, M.M.; Thorhaug, A.; Marbà, N.; Orth, R.J.; Duarte, C.M.; Kendrick, G.A.; Althuizen, I.H.J.; Balestri, E.; Bernard, G.; Cambridge, M.L.; et al. Global analysis of seagrass restoration: The importance of large-scale planting. J. Appl. Ecol. 2016, 53, 567–578. [Google Scholar] [CrossRef]
- Scannavino, A.; Pirrotta, M.; Tomasello, A.; di Maida, G.; Luzzu, F.; Bellavia, C.; Bellissimo, G.; Costantini, C.; Orestano, C.; Sclafani, G.; et al. Biodegradable anchor modular system for transplanting Posidonia oceanica cuttings. In Proceedings of the 5ème Symposium Méditerranéen Sur La Végétation Marine, Portorož, Slovenia, 27–28 October 2014; Langar, H., Bouafif, C., Ouerghi, A., Eds.; RAC/SPA: Tunis, Tunisia; pp. 236–237. [Google Scholar]
- Zhang, L.; Deng, X.; Zhao, S.; Huang, Z. Biodegradable polymer blends of poly(3-hydroxybutyrate) and hydroxyethyl cellulose acetate. Polymer 1997, 38, 6001–6007. [Google Scholar] [CrossRef]
- Parra, D.F.; Fusaro, J.; Gaboardi, F.; Rosa, D.S. Influence of poly (ethylene glycol) on the thermal, mechanical, morphological, physical–chemical and biodegradation properties of poly (3-hydroxybutyrate). Polym. Degrad. Stab. 2006, 91, 1954–1959. [Google Scholar] [CrossRef]
- Balestri, E.; Lardicci, C. Nursery-propagated plants from seed: A novel tool to improve the effectiveness and sustainability of seagrass restoration. J. Appl. Ecol. 2012, 49, 1426–1435. [Google Scholar] [CrossRef]
- Danyadi, L.; Janecska, T.; Szabo, Z.; Nagy, G.; Moczo, J.; Pukanszky, B. Wood flour filled PP composites: Compatibilization and adhesion. Compos. Sci. Technol. 2007, 67, 2838–2846. [Google Scholar] [CrossRef]
- George, J.; Janardhan, R.; Anand, J.S.; Bhagawan, S.S.; Thomas, S. Melt rheological behaviour of short pineapple fibre reinforced low density polyethylene composites. Polymer 1996, 37, 5421–5431. [Google Scholar] [CrossRef]
- Le Moigne, N.; van den Oever, M.; Budtova, T. Dynamic and capillary shear rheology of natural fiber-reinforced composites. Polym. Eng. Sci. 2013, 53, 2582–2593. [Google Scholar] [CrossRef]
- Berthet, M.A.; Angellier-Coussy, H.; Chea, V.; Guillard, V.; Gastaldi, E.; Gontard, N. Sustainable food packaging: Valorising wheat straw fibres for tuning PHBV-based composites properties. Compos. Part A Appl. Sci. Manuf. 2015, 72, 139–147. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Gassan, J. Composite reinforced with cellulose based fibers. Prog. Polym. Sci. 1999, 24, 221–274. [Google Scholar] [CrossRef]
- Fombuena, V.; Sanchez-Nacher, L.; Samper, M.D.; Juarez, D.; Balart, R. Study of the properties of thermoset materials derived from epoxidized soybean oil and protein fillers. J. Am. Oil Chem. Soc. 2013, 90, 449–457. [Google Scholar] [CrossRef]
- Ganster, J.; Fink, K.P. Novel cellulose fibre reinforced thermoplastic materials. Cellulose 2006, 13, 271–280. [Google Scholar] [CrossRef]
- Mieck, K.P.; Reußmann, T.; Hauspurg, C. Correlations for the fracture work and falling weight impact properties of thermoplastic natural/long fibre composites. Mater. Werkst. 2000, 31, 169–174. [Google Scholar] [CrossRef]
- Graupner, N.; Müssig, J. A comparison of the mechanical characteristics of kenaf and lyocell fibre reinforced poly(lactic acid) (PLA) and poly(3-hydroxybutyrate) (PHB) composites. Compos. Part A Appl. Sci. Manuf. 2011, 42, 2010–2019. [Google Scholar] [CrossRef]
- Shah, A.A.; Hasan, F.; Hameed, A.; Ahmed, S. Biological degradation of plastics: A comprehensive review. Biotechnol. Adv. 2008, 26, 246–265. [Google Scholar] [PubMed]
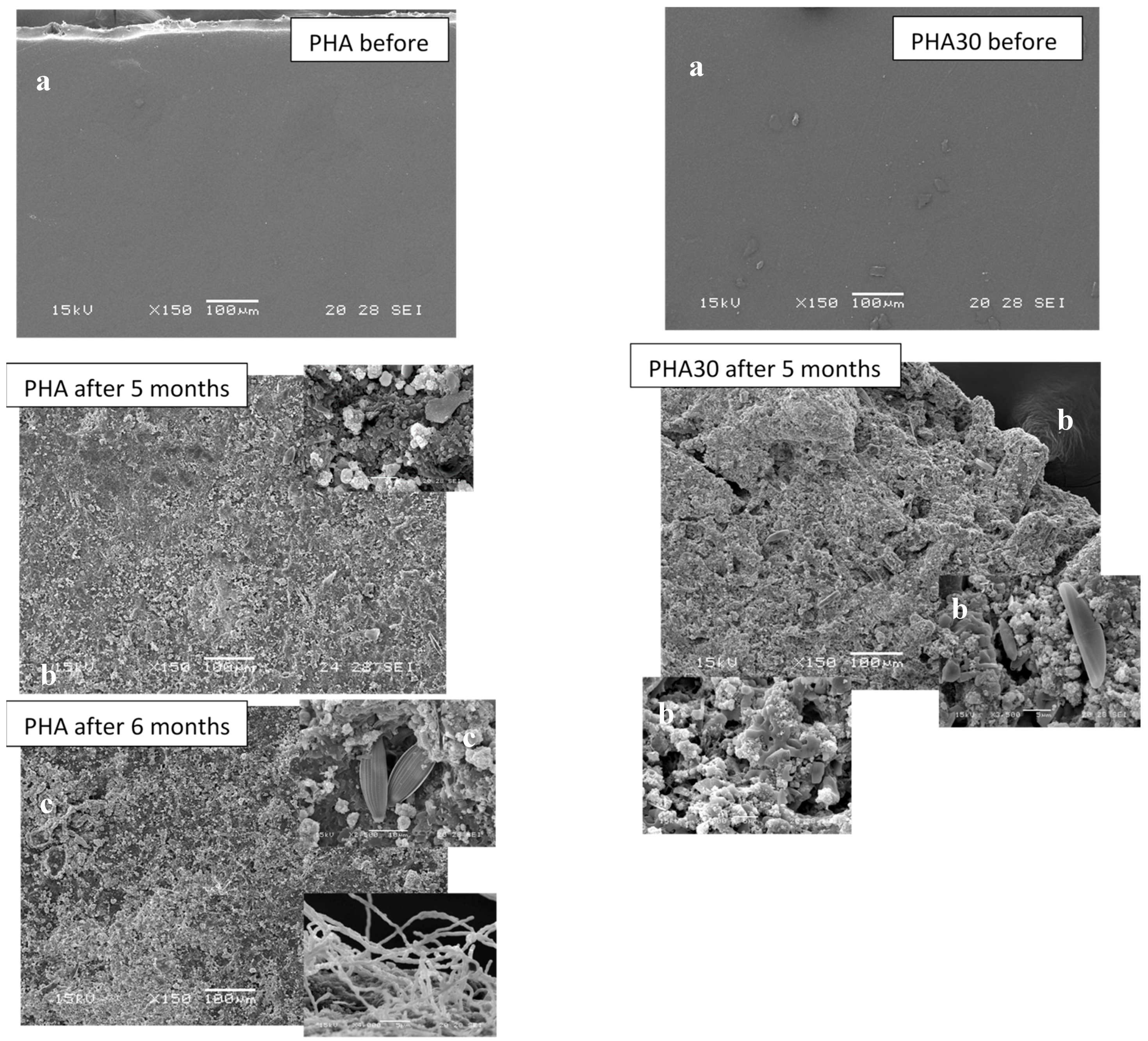
- Lopez-Llorca, L.V.; Colom-Valiente, M.F.; Carcases, M.J. Study of biofouling of Polyhydroxyalkanoate (PHA) films in water by scanning electron microscopy. Micron 1994, 25, 45–51. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Extrusion Temperature (°C) | Screw Speed (rpm) | Cycle Time (s) | Injection Temperature (°C) | Injection Pressure (bar) | Moulding Time (s) | Mould Temperature (°C) |
|---|---|---|---|---|---|---|
| 170 | 100 | 60 | 170 | 300 | 20 | 60 |
| Sample | Tensile Properties | Impact Properties | ||
|---|---|---|---|---|
| Young’s Modulus (GPa) | Tensile Strength (MPa) | Elongation (%) | Charpy’s Impact Energy (kJ/m2) | |
| PHA | 1.24 ± 0.09 | 24.80 ± 0.42 | 6.47 ± 0.69 | 1.63 ± 0.10 |
| PHA10 | 1.57 ± 0.21 | 22.89 ± 2.12 | 4.18 ± 0.90 | 3.42 ± 0.69 |
| PHA20 | 1.82 ± 0.19 | 22.78 ± 0.15 | 3.20 ± 0.45 | 3.66 ± 0.42 |
| PHA30 | 2.32 ± 0.15 | 21.88 ± 2.67 | 2.37 ± 0.45 | 3.76 ± 0.30 |
| PHA30 + 10 wt % PEG400 | 2.25 ± 0.20 | 18.70 ± 0.98 | 1.80 ± 0.22 | 3.82 ± 0.32 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Seggiani, M.; Cinelli, P.; Mallegni, N.; Balestri, E.; Puccini, M.; Vitolo, S.; Lardicci, C.; Lazzeri, A. New Bio-Composites Based on Polyhydroxyalkanoates and Posidonia oceanica Fibres for Applications in a Marine Environment. Materials 2017, 10, 326. https://doi.org/10.3390/ma10040326
Seggiani M, Cinelli P, Mallegni N, Balestri E, Puccini M, Vitolo S, Lardicci C, Lazzeri A. New Bio-Composites Based on Polyhydroxyalkanoates and Posidonia oceanica Fibres for Applications in a Marine Environment. Materials. 2017; 10(4):326. https://doi.org/10.3390/ma10040326
Chicago/Turabian StyleSeggiani, Maurizia, Patrizia Cinelli, Norma Mallegni, Elena Balestri, Monica Puccini, Sandra Vitolo, Claudio Lardicci, and Andrea Lazzeri. 2017. "New Bio-Composites Based on Polyhydroxyalkanoates and Posidonia oceanica Fibres for Applications in a Marine Environment" Materials 10, no. 4: 326. https://doi.org/10.3390/ma10040326