
Microstructure Evolution and Mechanical Properties of Al-TiB2/TiC In Situ Aluminum-Based Composites during Accumulative Roll Bonding (ARB) Process

Abstract
:1. Introduction
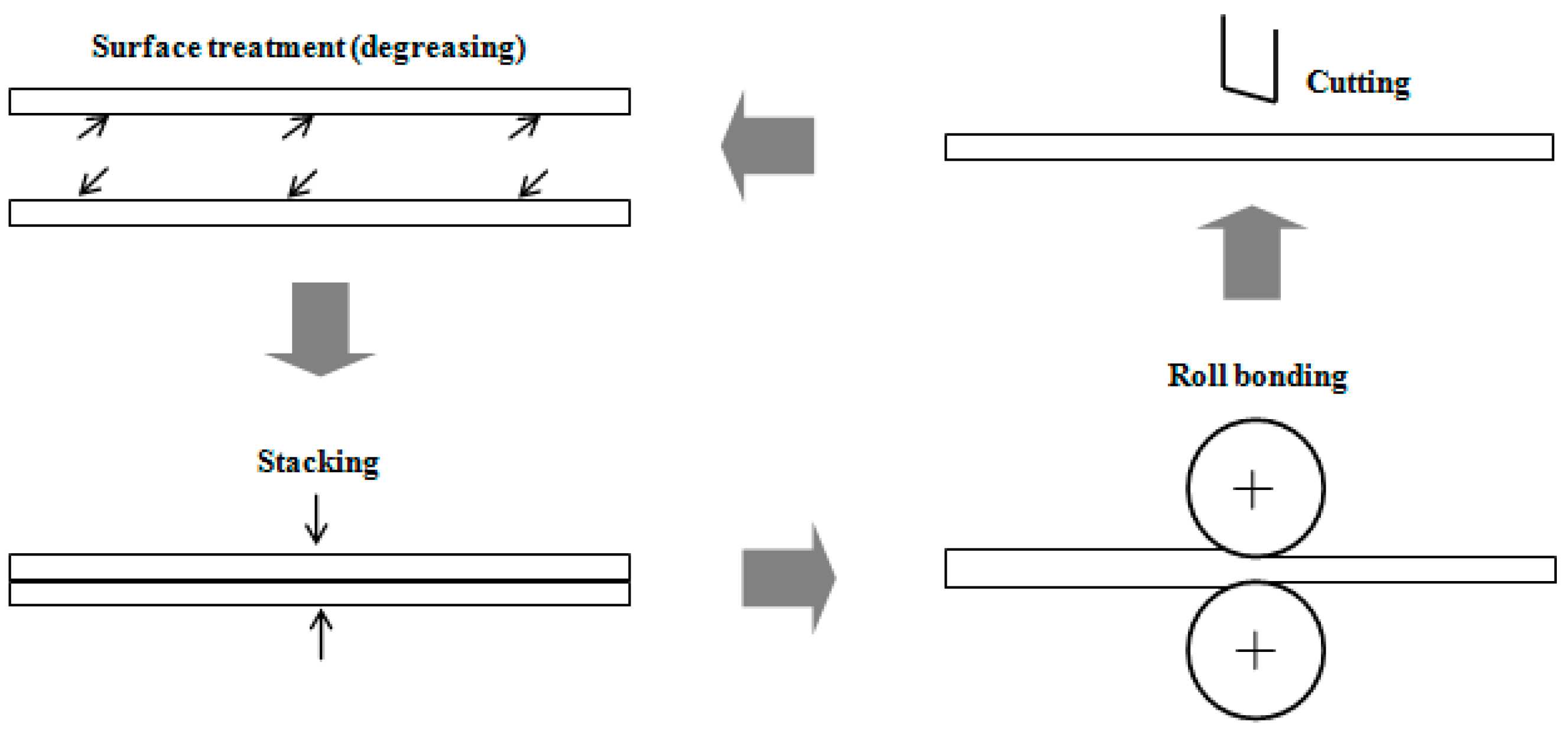
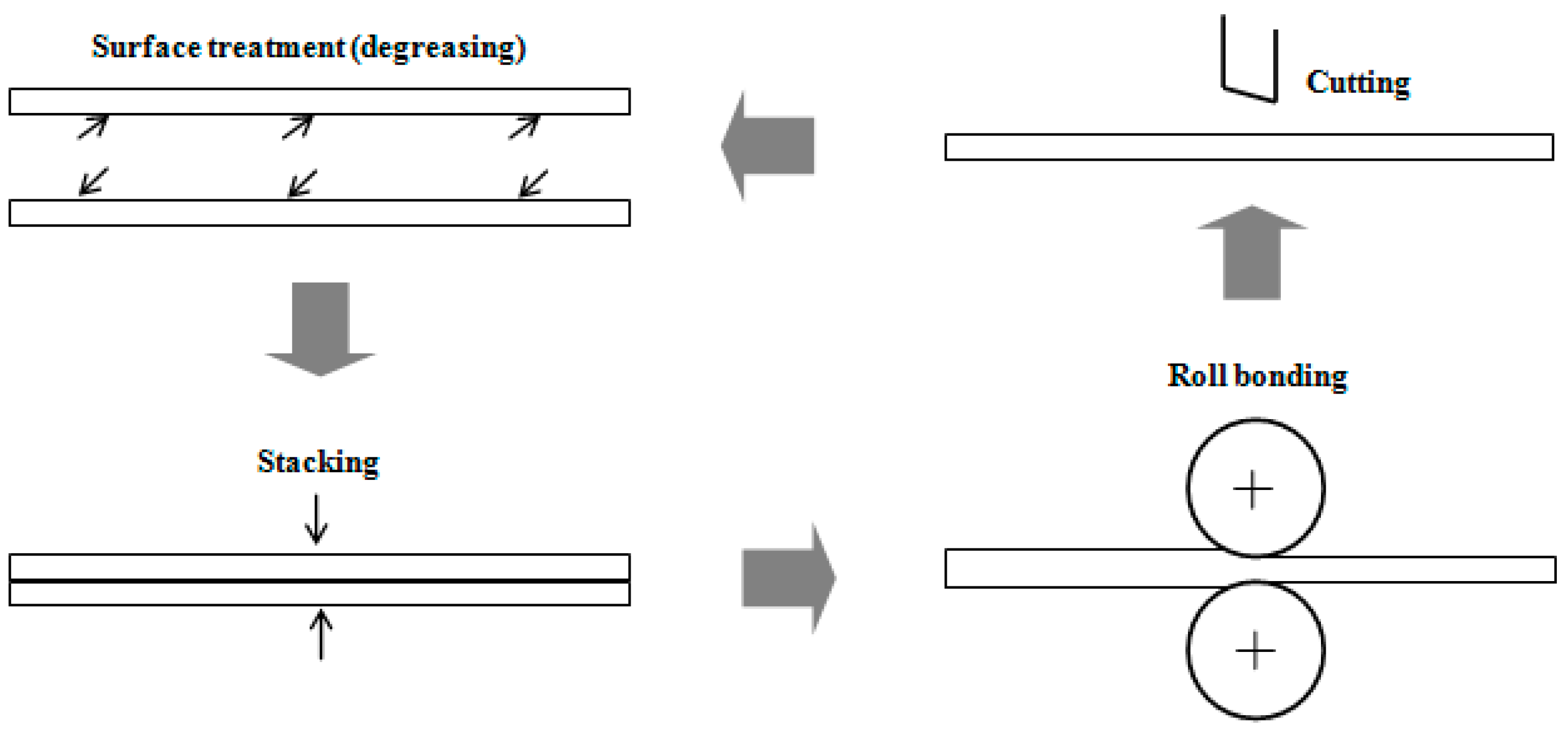
2. Experimental Procedure
3. Results and Discussion
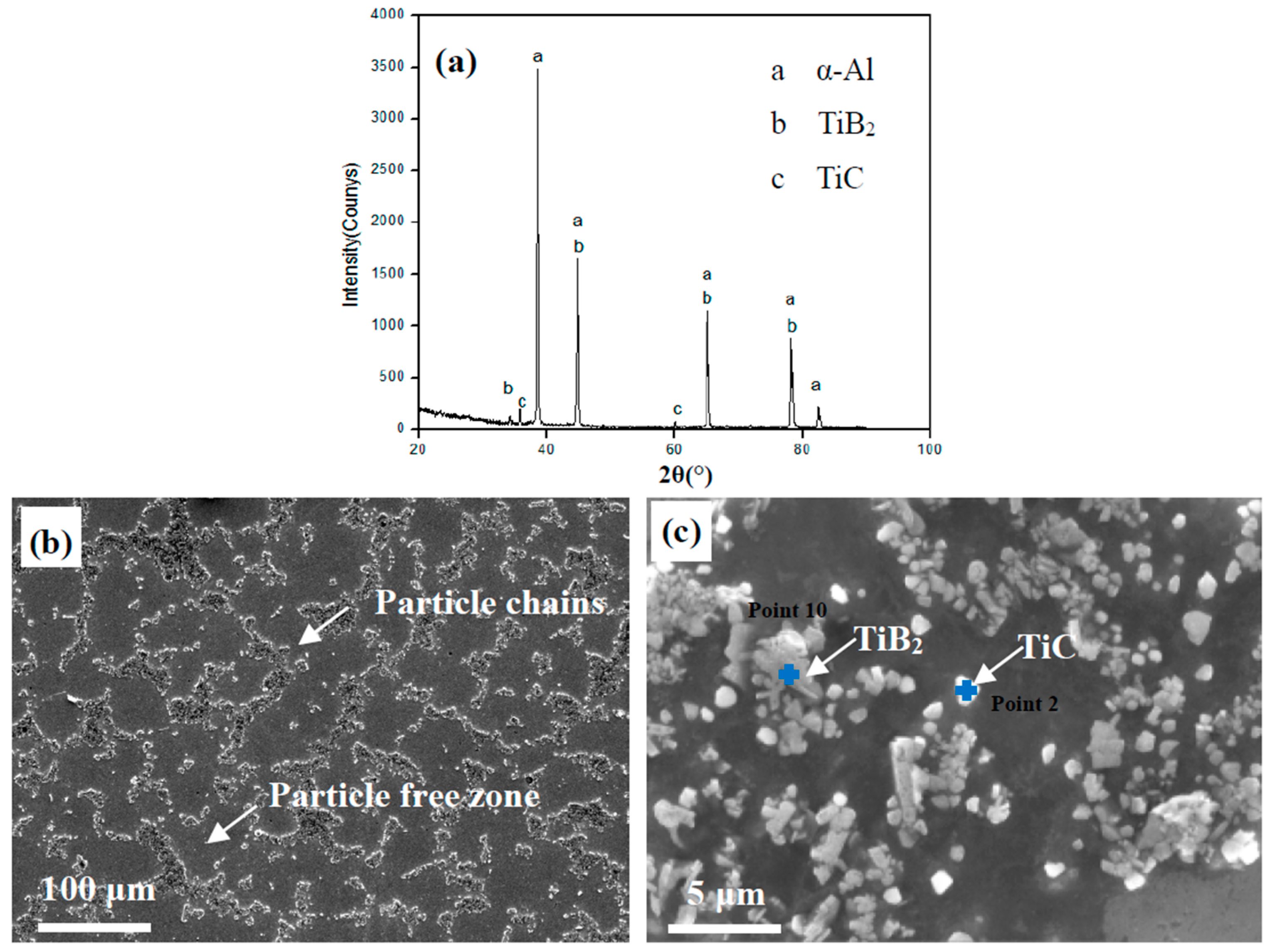
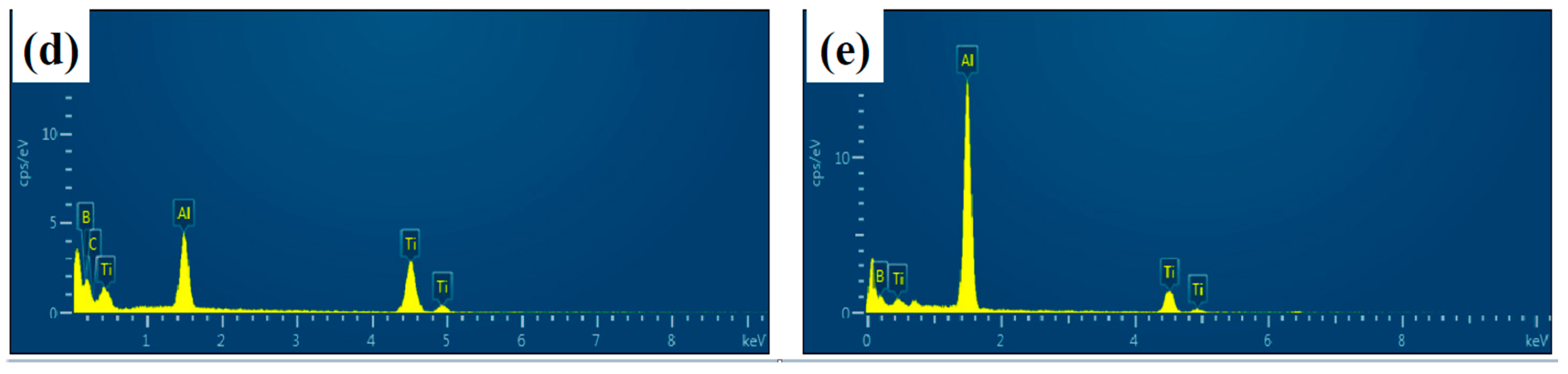
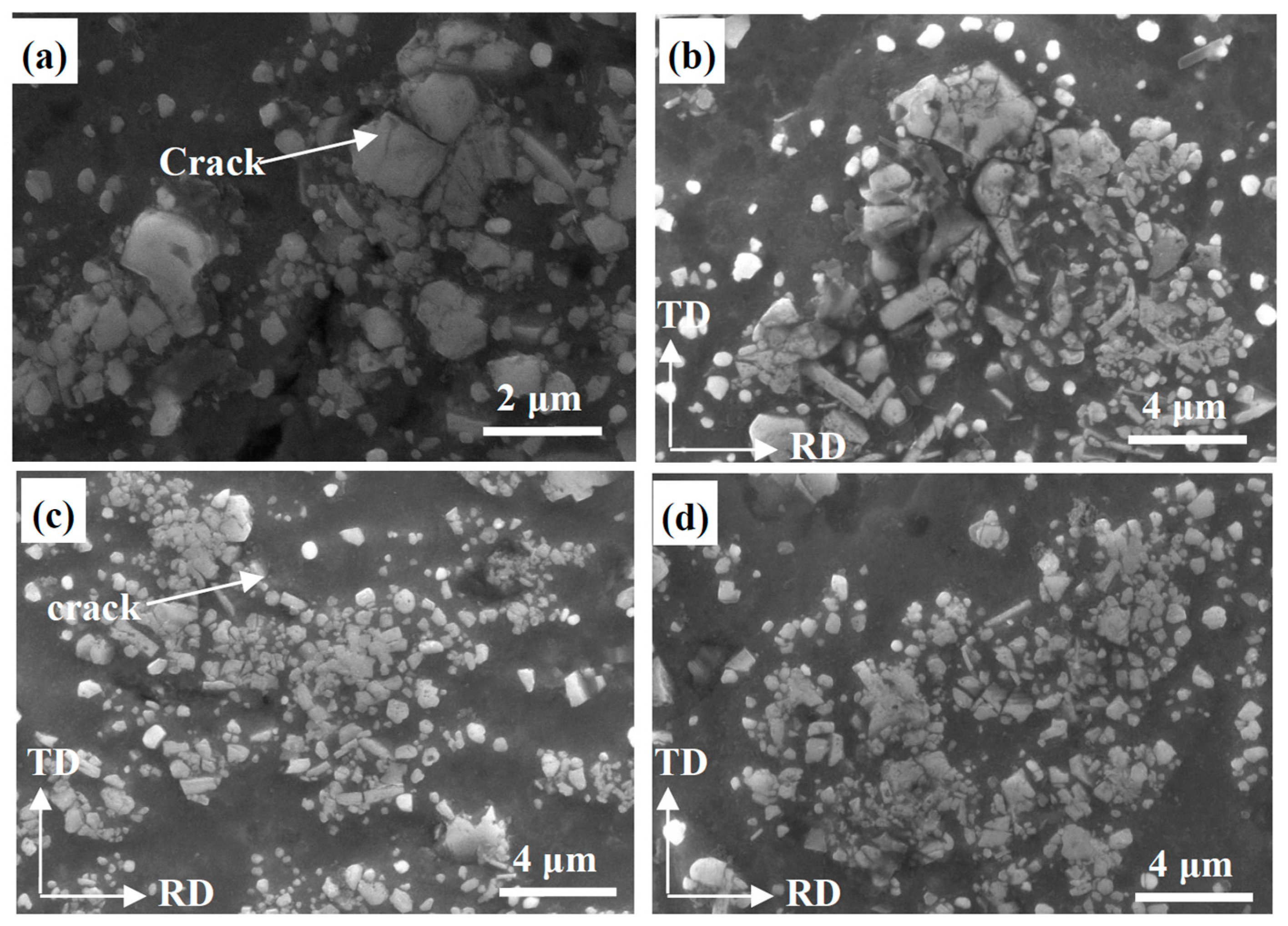
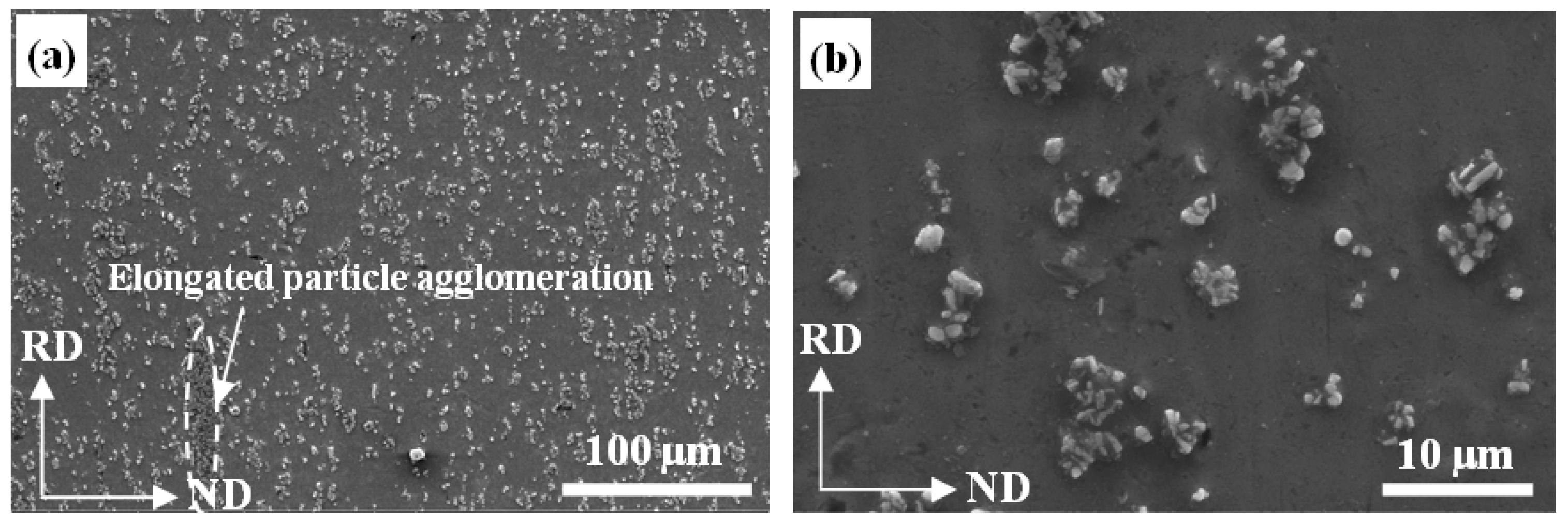
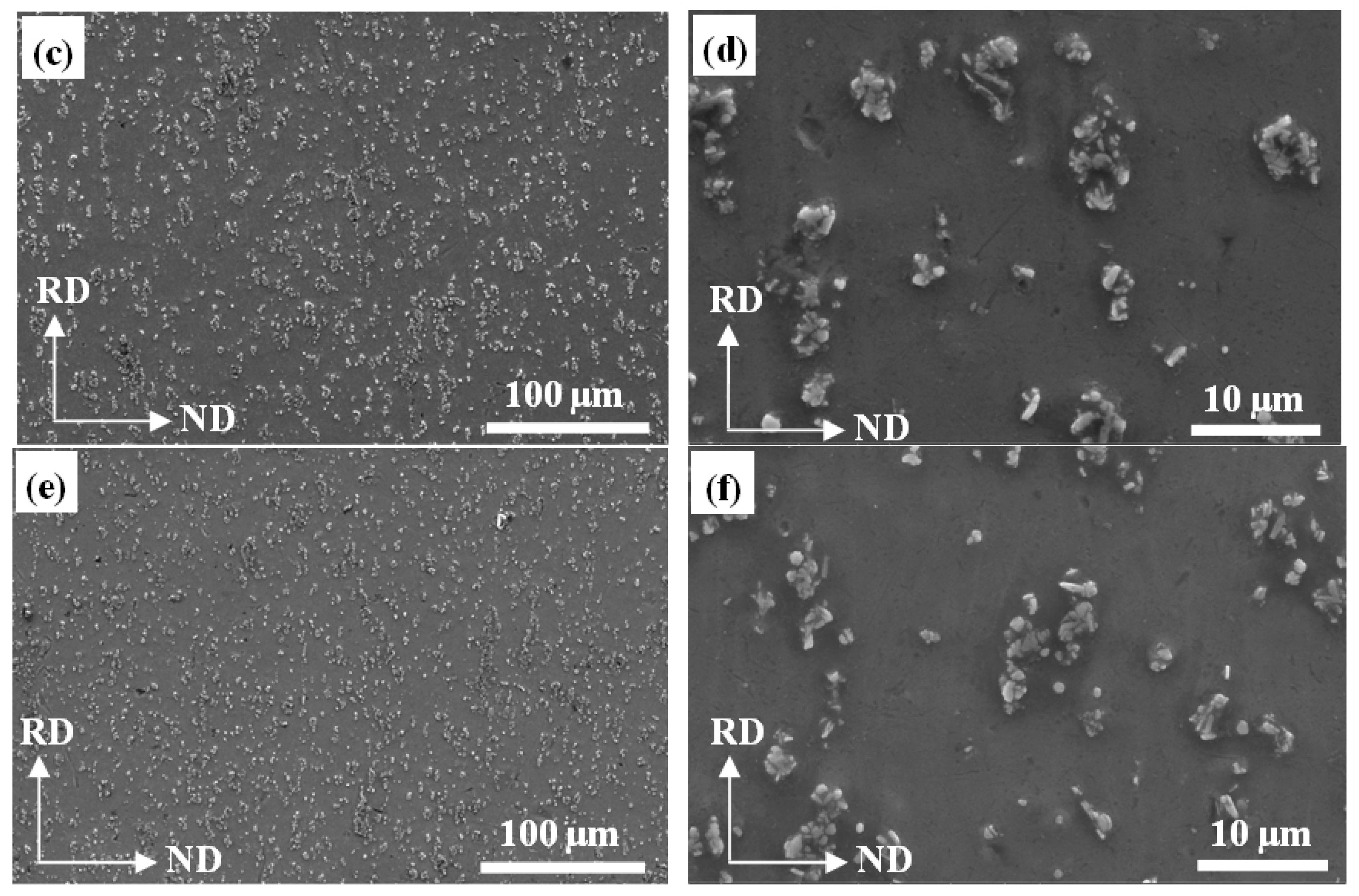
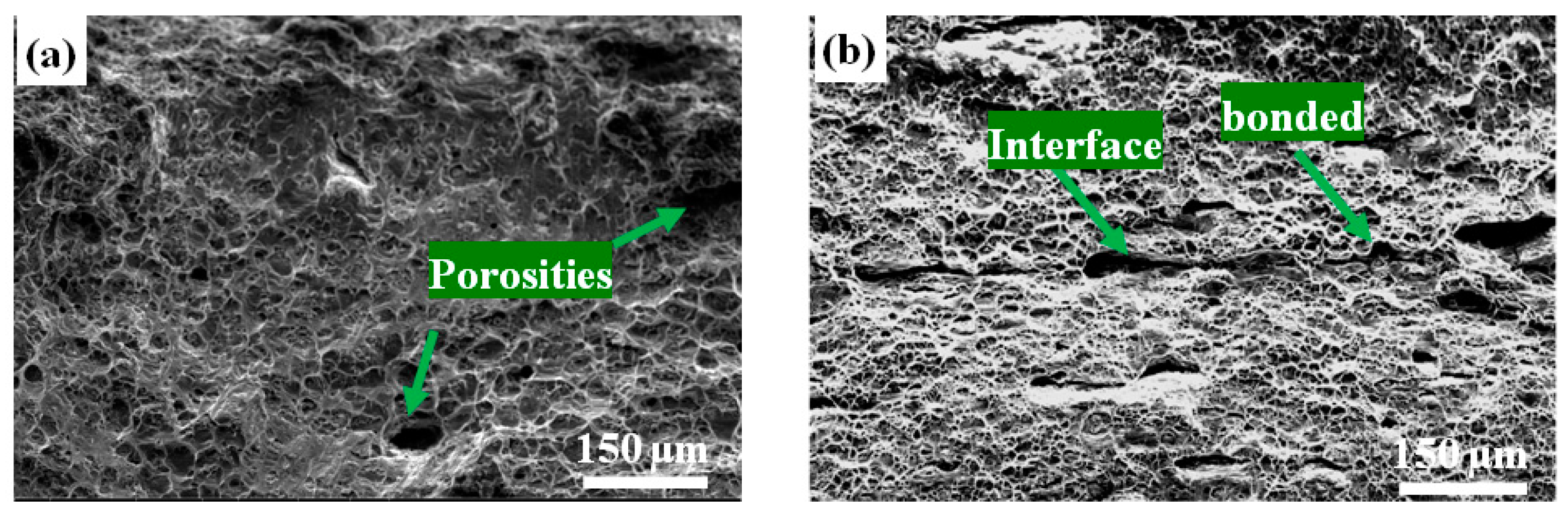
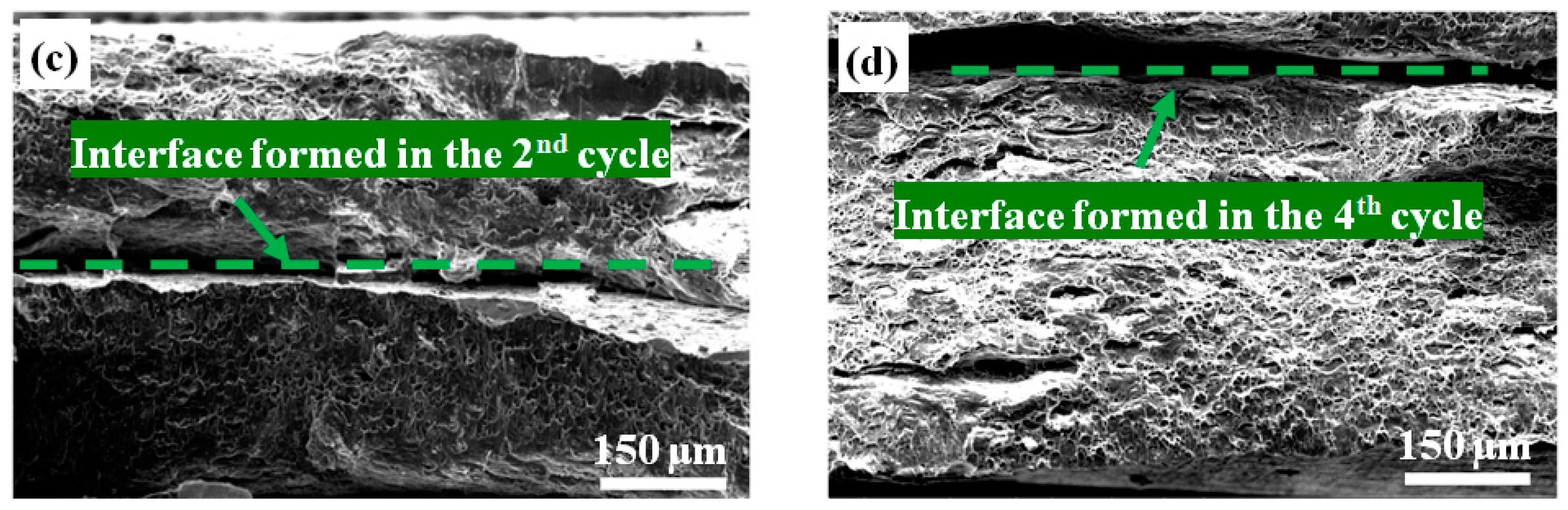
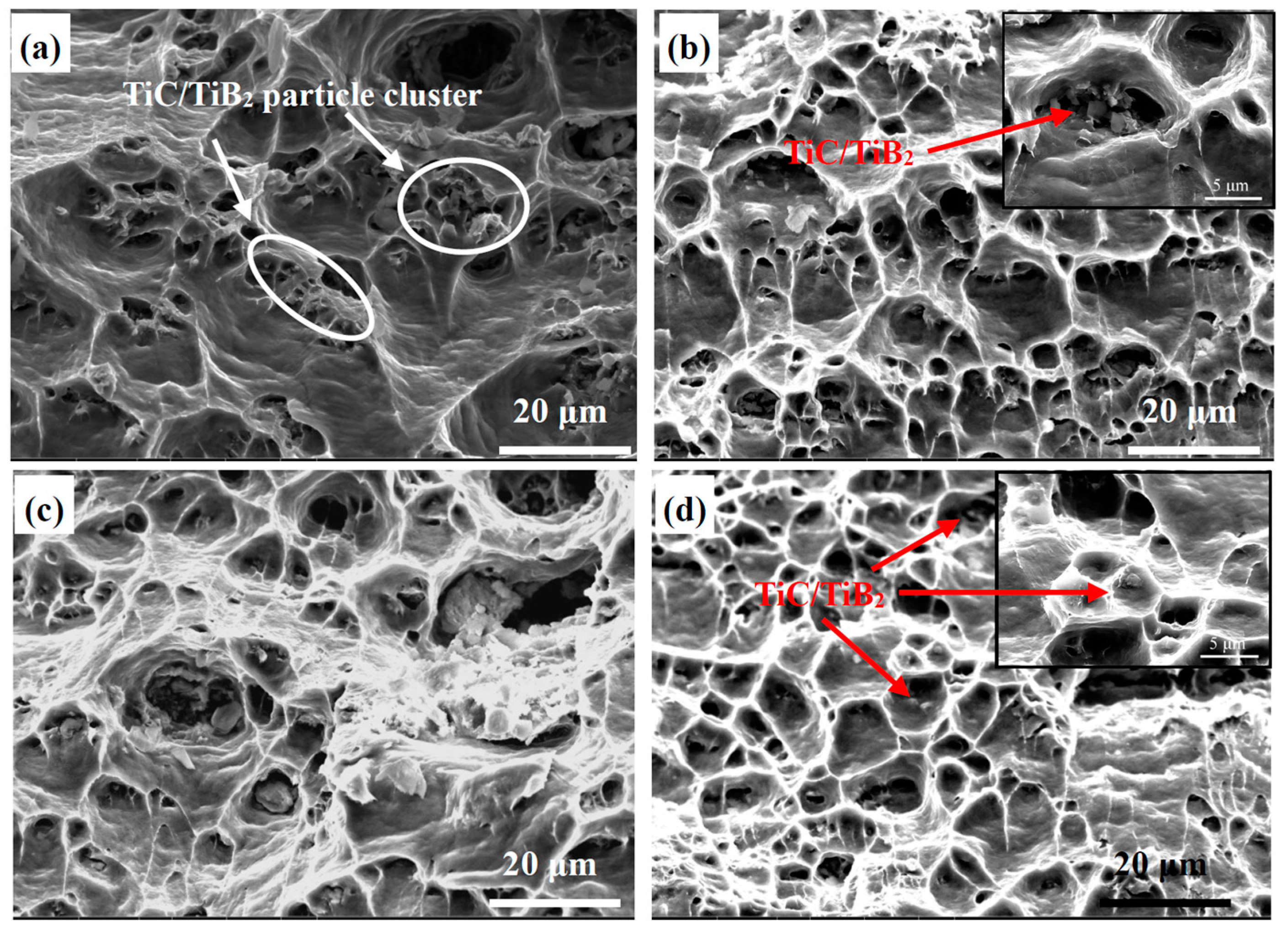
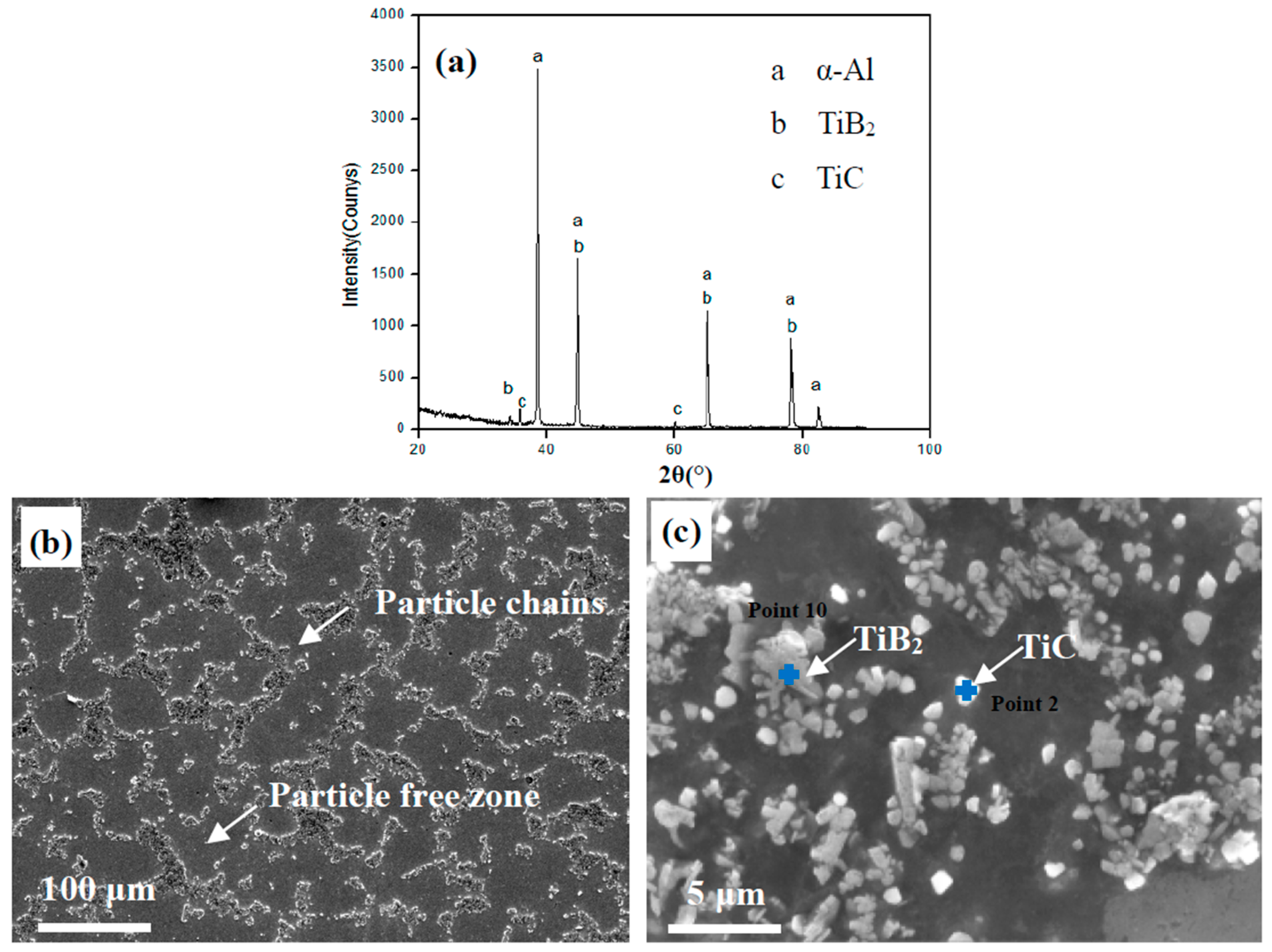
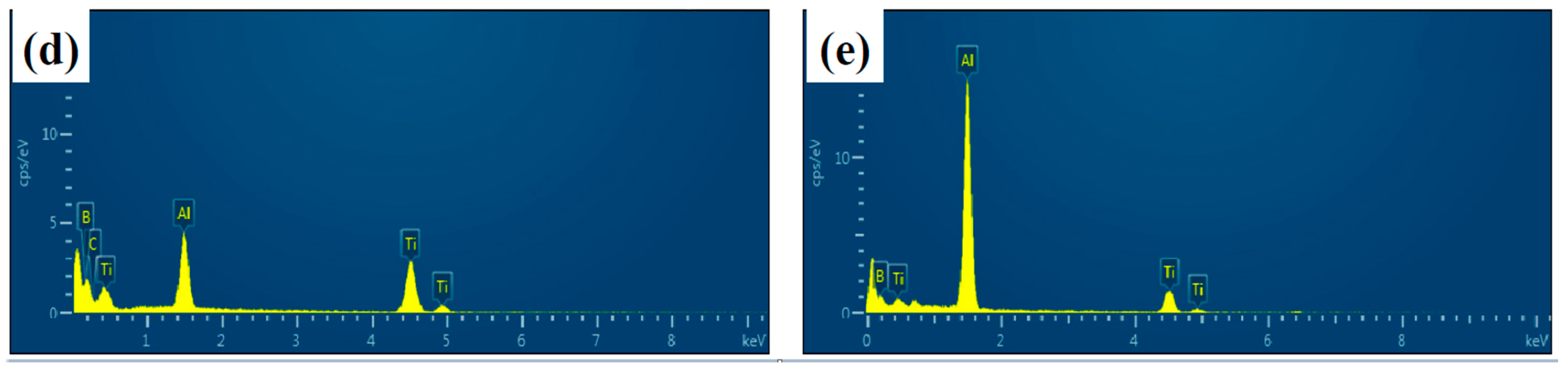
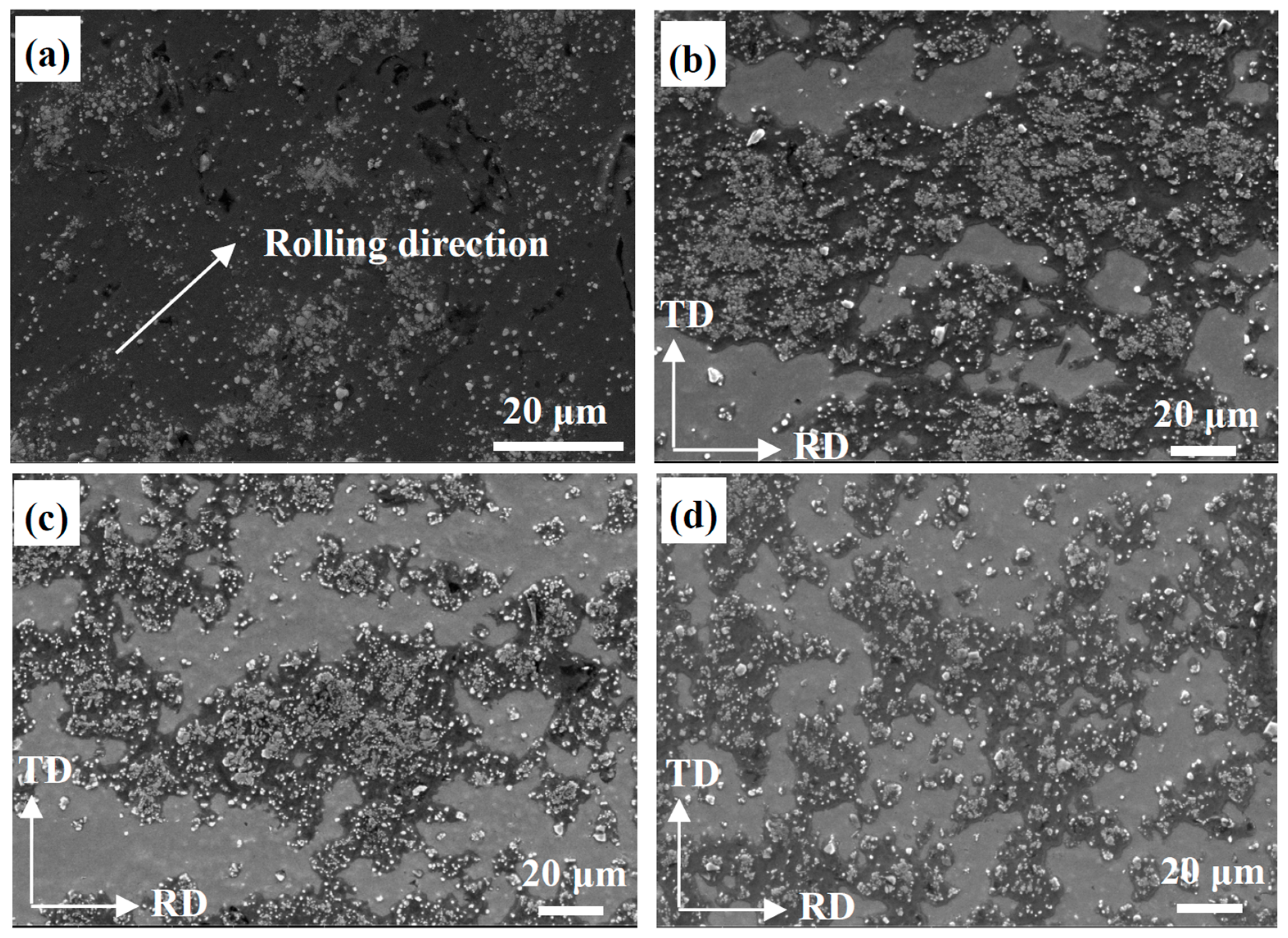
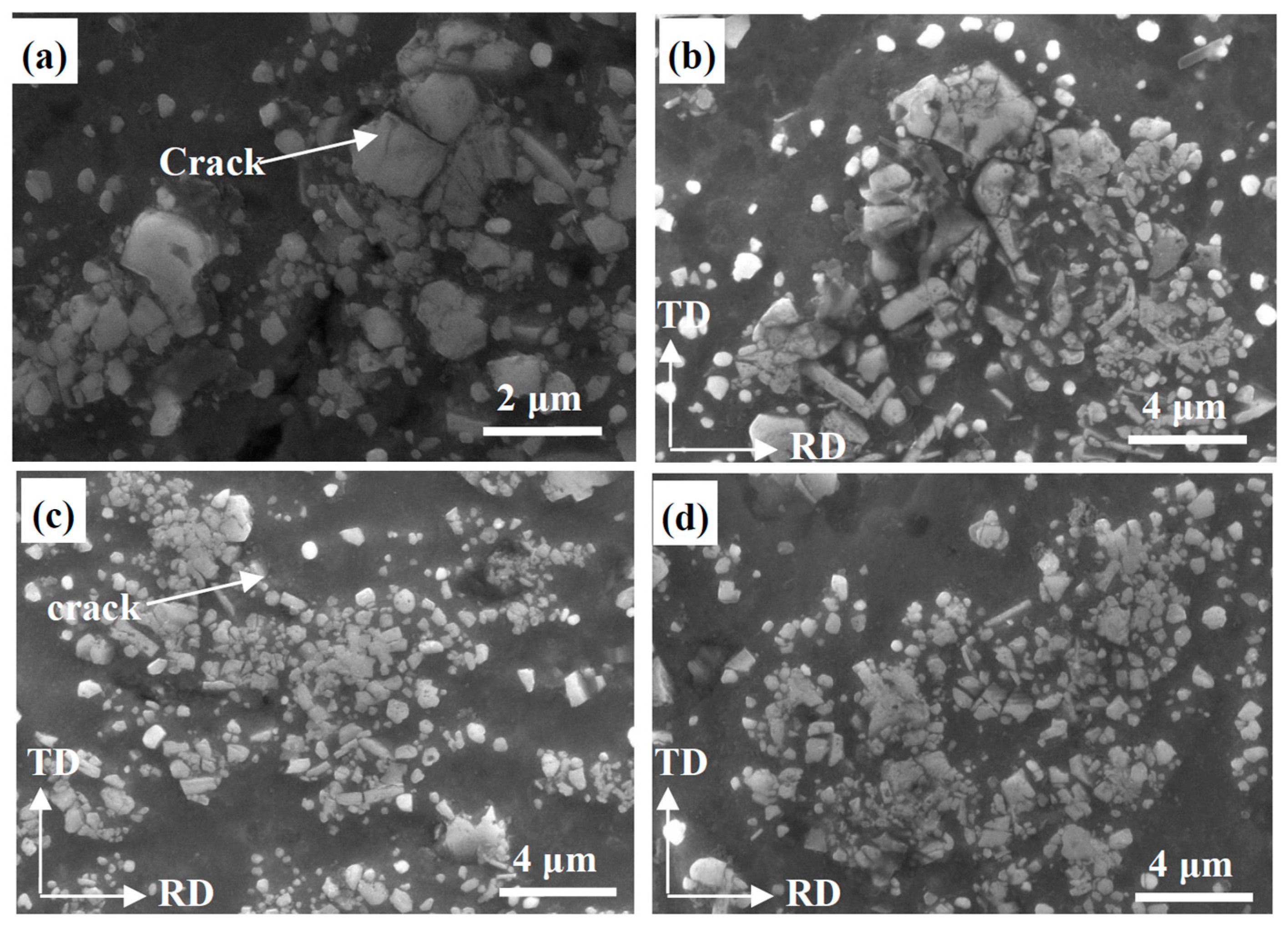
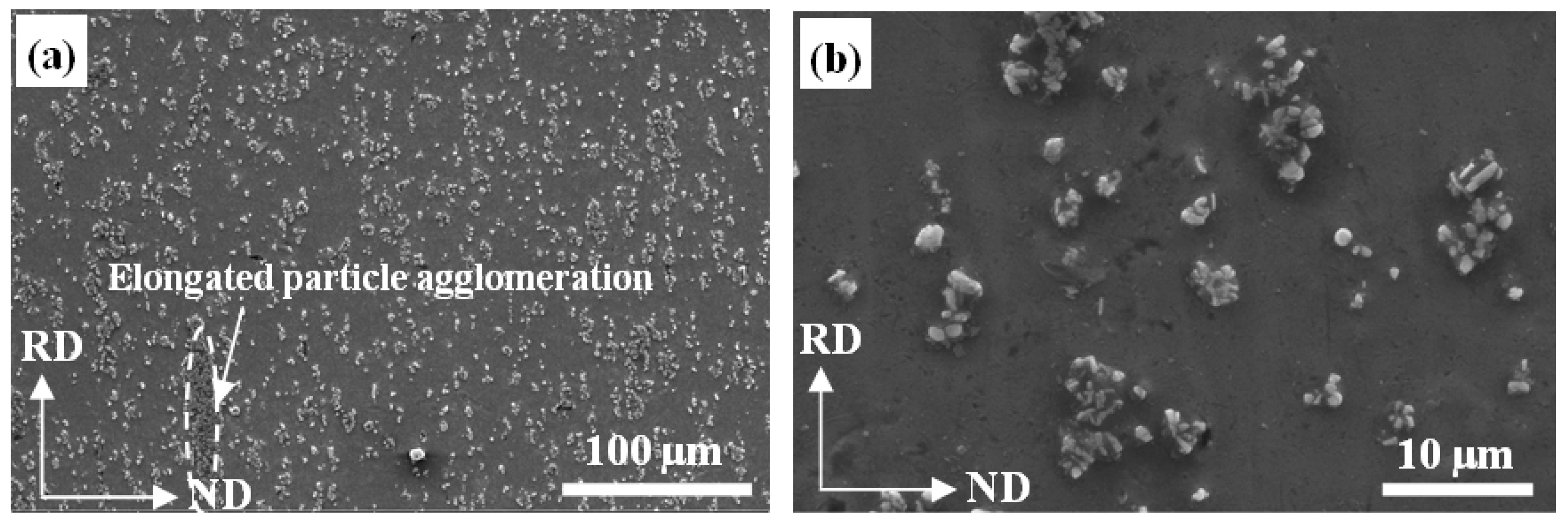
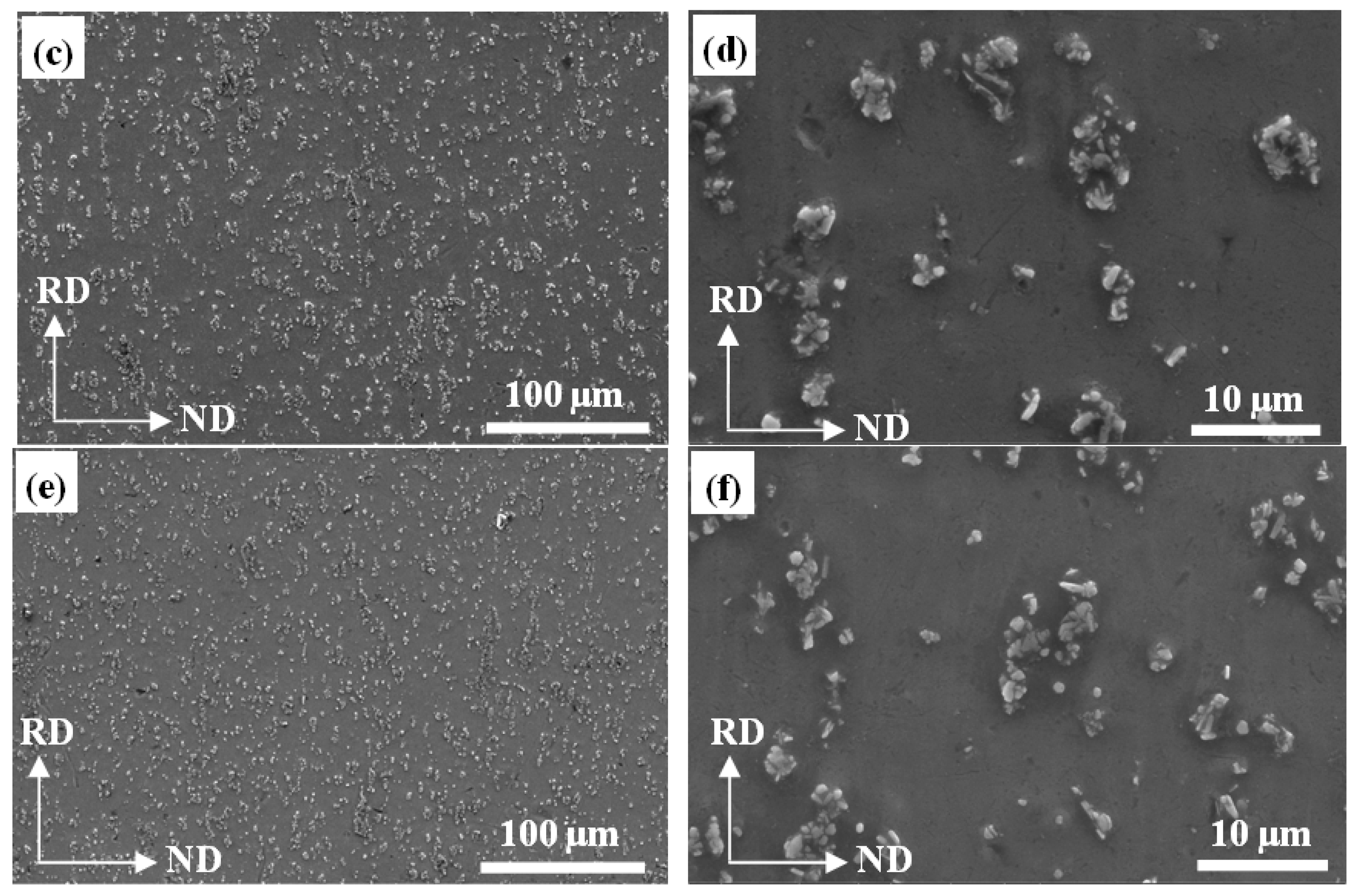
3.1. Microstructure Evolution of the Al-5 wt % TiB2/TiC Composites
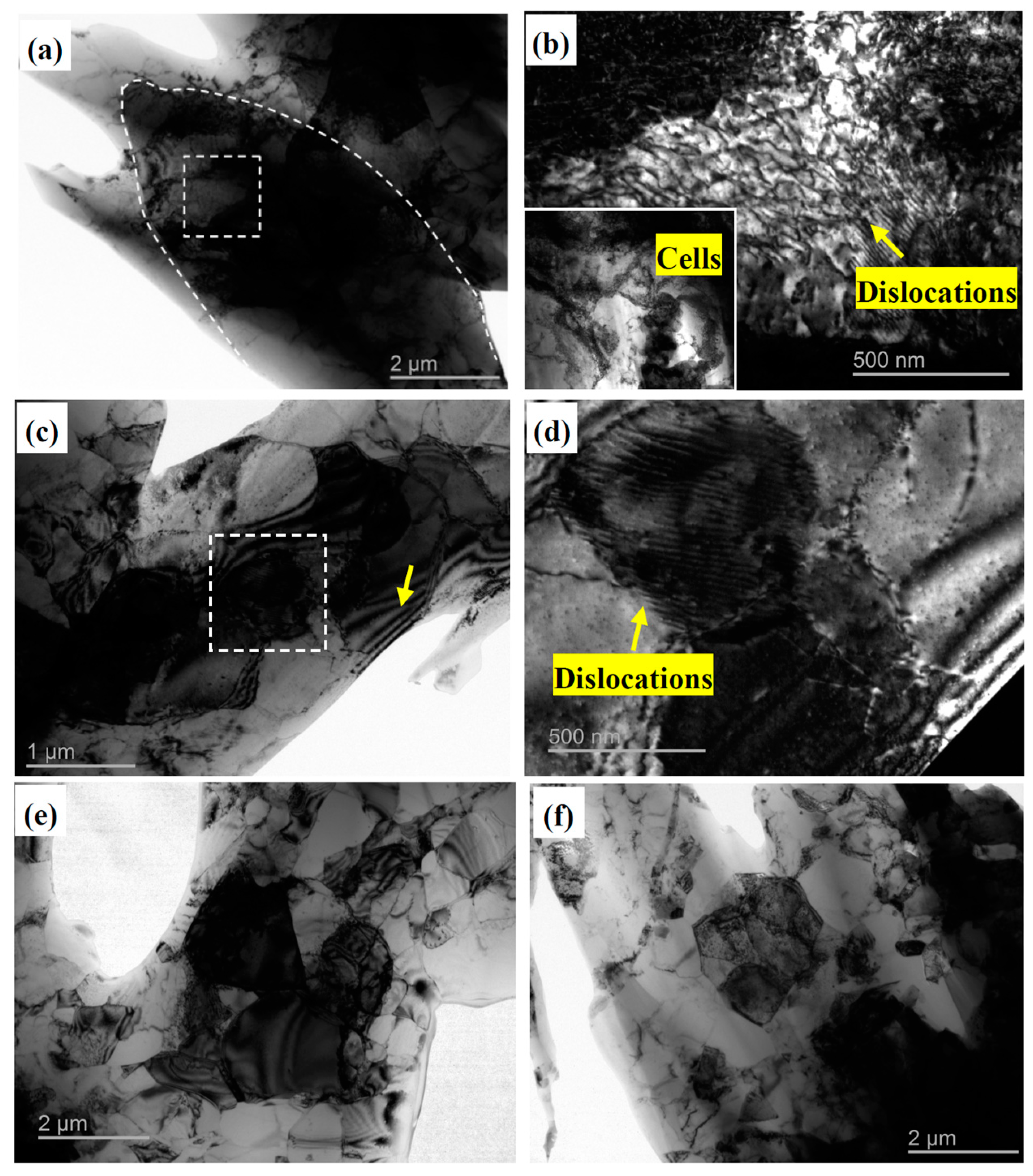
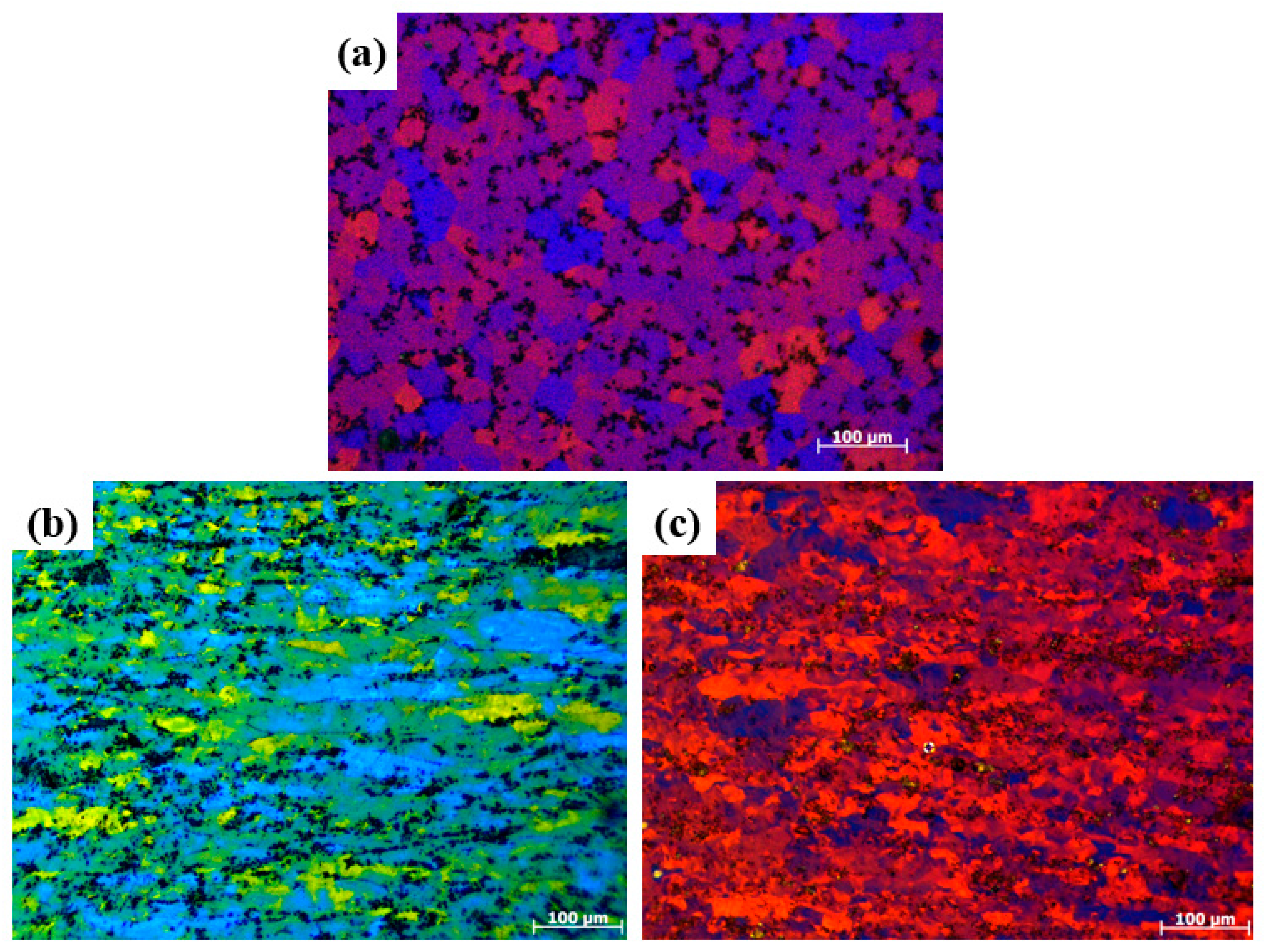
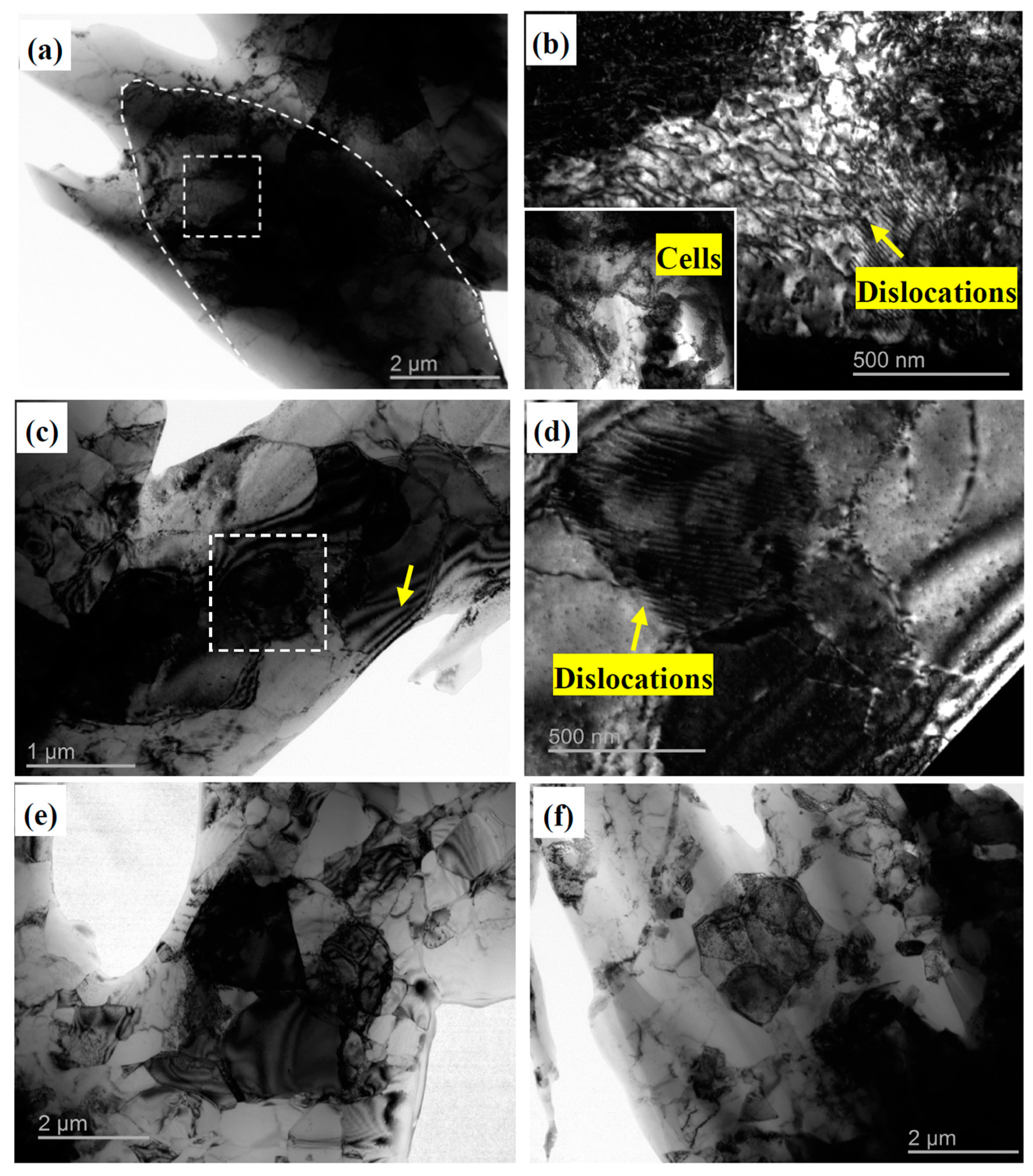
3.2. Grain Structures of the Al-5 wt % TiB2/TiC Composites
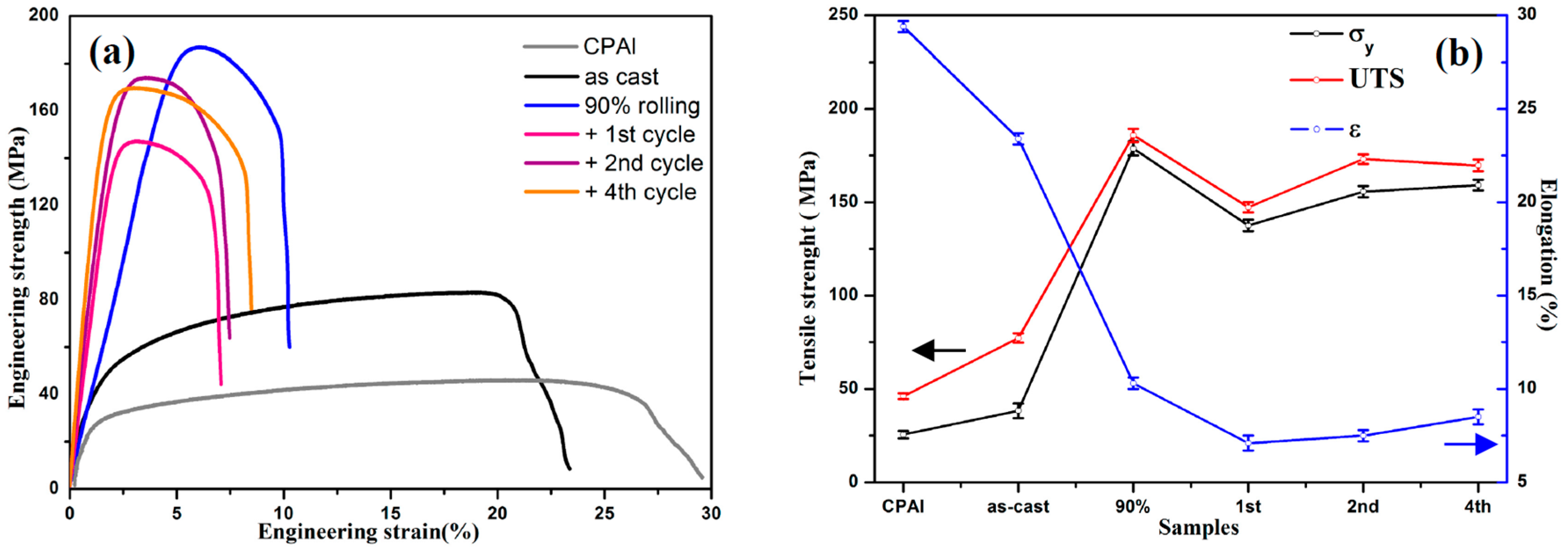
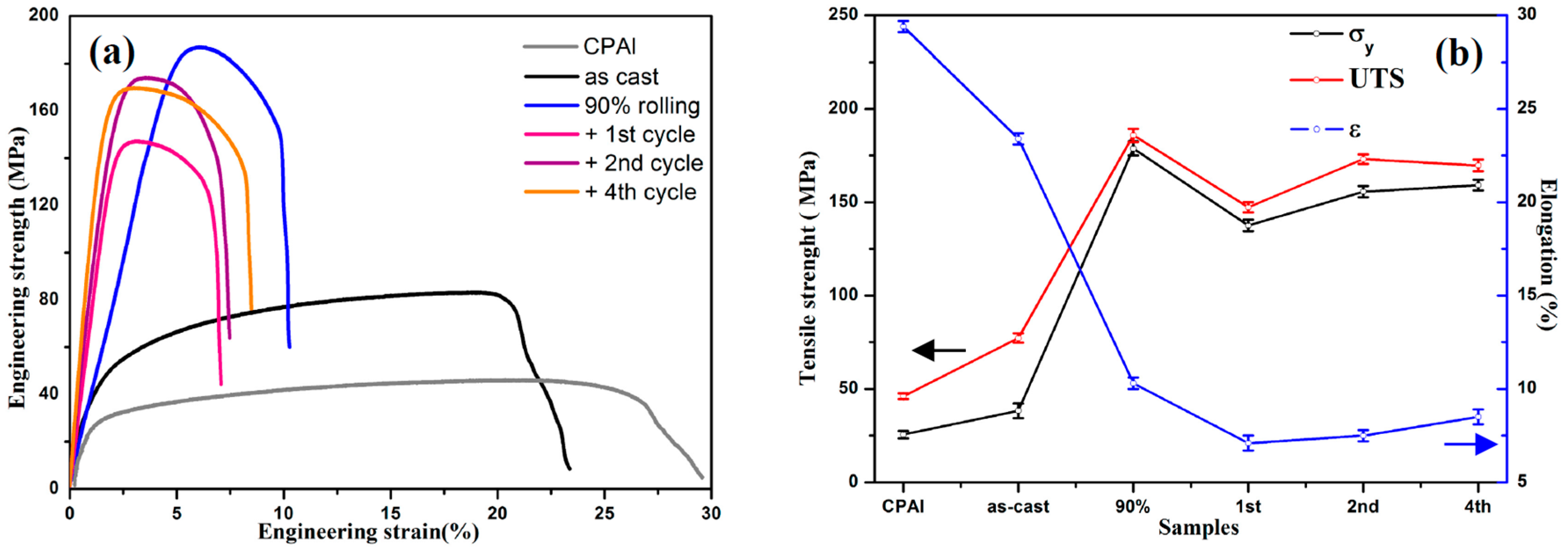
3.3. Mechanical Properties of the In Situ Al-5 wt % TiB2/TiC Composites
4. Conclusions
- (1)
- The in situ TiC and TiB2 were formed by the reaction of Al-8B-2C and Al-Ti melts. The TiB2 and TiC particles, ranging from 0.5 to 2 μm in size, agglomerated along the grain boundary in the as-cast composites.
- (2)
- The large particle agglomerations in the composites were effectively reduced after subsequent rolling and ARB processes. The distribution of TiB2 and TiC reinforcement particles in the matrix became more uniform with increased ARB cycles.
- (3)
- The mechanical properties of the Al-TiB2/TiC in situ composites were significantly improved by the ARB process. The UTS and microhardness of the composites were increased to 173.1 MPa and 63.3 Hv, respectively, after the second ARB cycles. However, ductility was dramatically decreased, from 23.4% to 8.5%.
- (4)
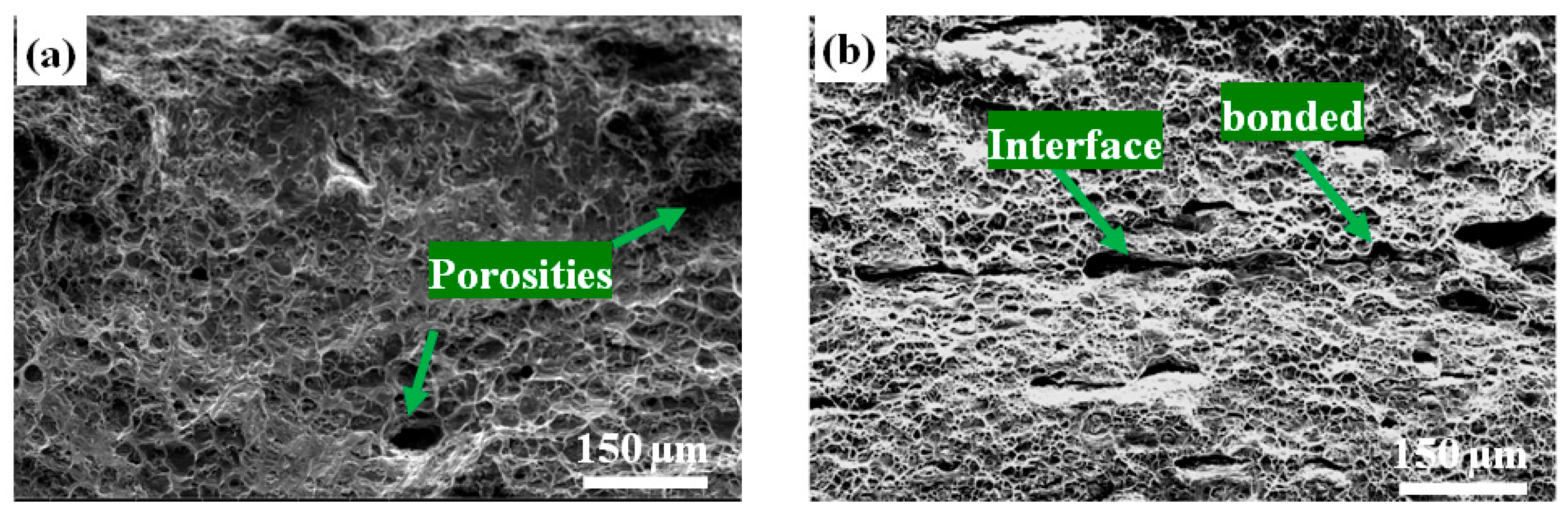
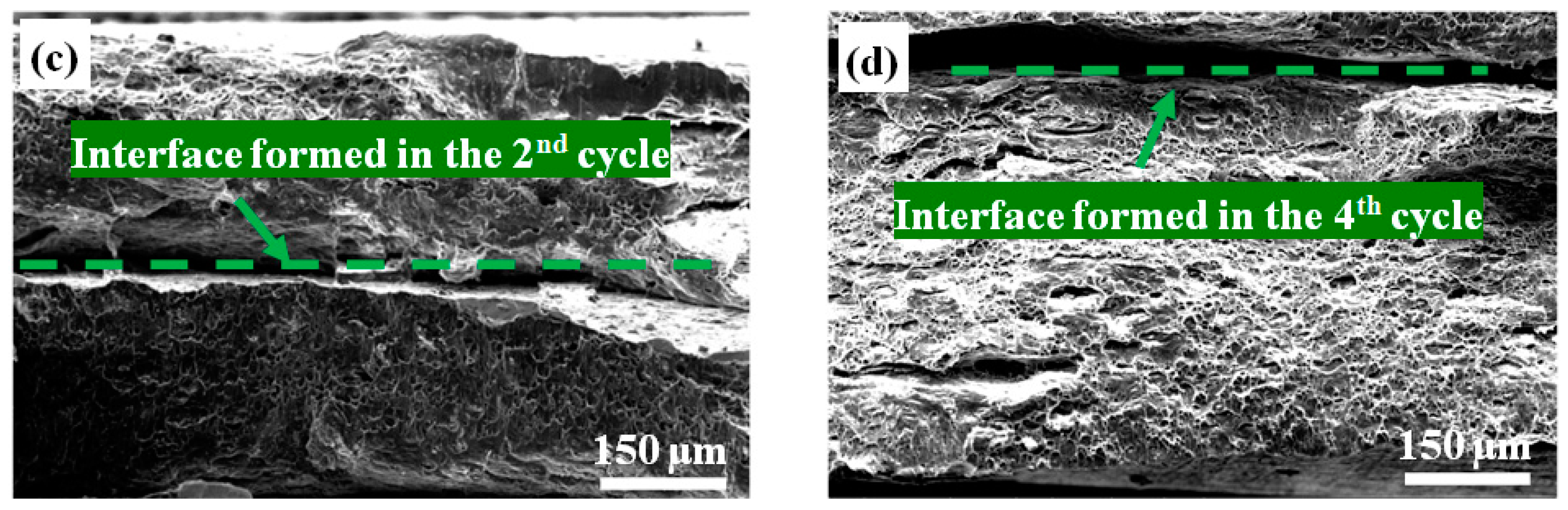
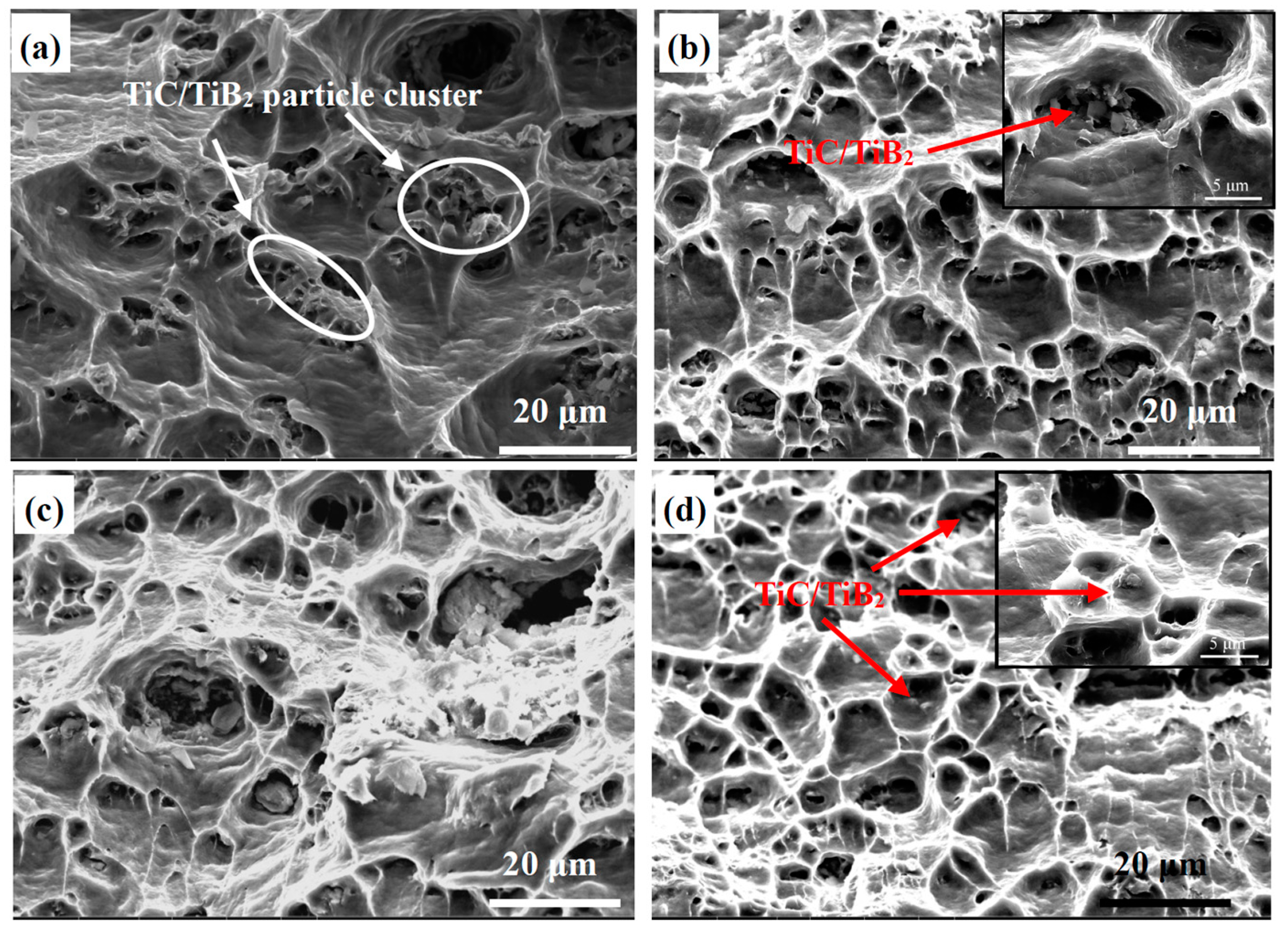
- The fracture surface of Al-TiB2/TiC composites showed many dimples, indicating ductile-type fracture. Most of the TiB2 and TiC reinforcement particles were located in the centers of the dimples.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Zhang, Y.J.; Ma, N.H.; Wang, H.W.; Le, Y.K.; Li, X.F. Damping capacity of in situ TiB2 particulates reinforced aluminium composites with Ti addition. Mater. Des. 2007, 28, 628–632. [Google Scholar] [CrossRef]
- Jayalakshmi, S.; Gupta, S.; Sankaranarayanan, S.; Sahu, S.; Gupta, M. Structural and mechanical properties of Ni60Nb40 amorphous alloy particle reinforced Al-based composites produced by microwave-assisted rapid sintering. Mater. Sci. Eng. A 2013, 581, 119–127. [Google Scholar] [CrossRef]
- Sannino, A.P.; Rack, H.J. Dry sliding wear of discntinuously reinforced aluminum composites: Review and discussion. Wear 1995, 189, 1–19. [Google Scholar] [CrossRef]
- Lu, L.; Lai, M.O.; Chen, F.L. In situ preparation of TiB2 reinforced Al base composite. J. Mater. Sci. Technol. 1998, 73, 160–166. [Google Scholar] [CrossRef]
- Tee, K.L.; Lü, L.; Lai, M.O. Improvement in mechanical properties of in-situ Al-TiB2 composite by incorporation of carbon. Mater. Sci. Eng. A 2003, 339, 227–231. [Google Scholar] [CrossRef]
- Emamy, M.; Mahta, M.; Rasizadeh, J. Formation of TiB2 particles during dissolution of TiAl3 in Al-TiB2 metal matrix composite using an in situ technique. Compos. Sci. Technol. 2006, 66, 1063–1066. [Google Scholar] [CrossRef]
- Kouzeli, M.; Mortensen, A. Size dependent strengthening in particle reinforced aluminium. Acta Mater. 2002, 50, 39–51. [Google Scholar] [CrossRef]
- Segurado, J.; González, C.; Llorca, J. A numerical investigation of the effect of particle clustering on the mechanical properties of composites. Acta Mater. 2003, 51, 2355–2369. [Google Scholar] [CrossRef]
- Youssef, Y.M.; Dashwood, R.J.; Lee, P.D. Effect of clustering on particle pushing and solidification behaviour in TiB2 reinforced aluminium PMMCs. Compos. Part A 1999, 36, 747–763. [Google Scholar] [CrossRef]
- Mandal, A.; Murty, B.S.; Chakraborty, M. Sliding wear behaviour of T6 treated A356–TiB2 in-situ composites. Wear 2009, 266, 865–872. [Google Scholar] [CrossRef]
- Sabirov, I.; Kolednik, O.; Pippan, R. Homogenization of metal matrix composites by high-pressure torsion. Metall. Mater. Trans. A 2005, 36, 2861–2870. [Google Scholar] [CrossRef]
- Sabirov, I.; Kolednik, O.; Valiev, R.Z.; Pippan, R. Equal channel angular pressing of metal matrix composites: Effect on particle distribution and fracture toughness. Acta Mater. 2005, 53, 4919–4930. [Google Scholar] [CrossRef]
- Alizadeh, M. Comparison of nano-structured Al/B4C composite produced by ARB and Al/B4C composite produced by RRB process. Mater. Sci. Eng. A 2010, 528, 578–582. [Google Scholar] [CrossRef]
- Yazdani, A.; Salahinejad, E. Evolution of reinforcement distribution in Al-B4C composites during accumulative roll bonding. Mater. Des. 2011, 32, 3137–3142. [Google Scholar] [CrossRef]
- Alizadeh, M.; Beni, H.A.; Ghaffari, M.; Amini, R. Properties of high specific strength Al-4 wt. % Al2O3/B4C nano-composite produced by accumulative roll bonding process. Mater. Des. 2013, 50, 427–432. [Google Scholar] [CrossRef]
- Tsuji, N.; Saito, Y.; Lee, S.H.; Minamino, Y. ARB (accumulative roll-bonding) and other new techniques to produce bulk ultrafine grained materials. Adv. Eng. Mater. 2003, 5, 338–344. [Google Scholar] [CrossRef]
- Jamaati, R.; Amirkhanlou, S.; Toroghinejad, M.R.; Niroumand, B. Effect of particle size on microstructure and mechanical properties of composites produced by ARB process. Mater. Sci. Eng. A 2011, 528, 2143–2148. [Google Scholar] [CrossRef]
- Jamaati, R.; Toroghinejad, M.R. High-strength and highly-uniform composite produced by anodizing and accumulative roll bonding processes. Mater. Des. 2010, 31, 4816–4822. [Google Scholar] [CrossRef]
- Eizadjou, M.; Kazemi, A.T.; Manesh, H.D.; Shahabi, H.S.; Janghorban, K. Investigation of structure and mechanical properties of multilayered Al/Cu composite produced by accumulative roll bonding (ARB) process. Compos. Sci. Technol. 2008, 63, 2003–2009. [Google Scholar] [CrossRef]
- Mozaffari, A.; DaneshManesh, H.; Janghorban, K. Evaluation of mechanical properties and structure of multilayered Al/Ni composites produced by accumulative roll bonding (ARB) process. J. Alloys Compd. 2010, 489, 103–109. [Google Scholar] [CrossRef]
- Liu, C.Y.; Wang, Q.; Jia, Y.Z.; Jing, R.; Zhang, B.; Ma, M.Z.; Liu, R.P. Microstructures and mechanical properties of Mg/Mg and Mg/Al/Mg laminated composites prepared via warm roll bonding. Mater. Sci. Eng. A 2012, 556, 1–8. [Google Scholar] [CrossRef]
- Alizadeh, M.; Paydar, M.H. Fabrication of nanostructure Al/SiCP composite by accumulative roll-bonding (ARB) process. J. Alloys Compd. 2010, 492, 231–235. [Google Scholar] [CrossRef]
- Lu, L.; Lai, M.O.; Chen, F.L. Al-4 wt % Cu composite reinforced with in-situ TiB2 particles. Acta Mater. 1997, 45, 4297–4309. [Google Scholar] [CrossRef]
- Akbari, M.K.; Baharvandi, H.R.; Shirvanimoghaddam, K. Tensile and fracture behavior of nano/micro-TiB2 particle reinforced casting A356 aluminum alloy composites. Mater. Des. 2015, 26, 150–161. [Google Scholar] [CrossRef]
- Son, S.G.; Lee, B.H.; Leeb, J.M.; Lee, J.C. Low-temperature synthesis of (TiC + Al2O3)/Al alloy composites based on dopant-assisted combustion. J. Alloys Compd. 2015, 649, 409–416. [Google Scholar] [CrossRef]
- Nie, J.F.; Ma, X.G.; Ding, H.M.; Liu, X.F. Microstructure and grain refining performance of a new Al-Ti-C-B master alloy. J. Alloys Compd. 2009, 486, 185–190. [Google Scholar] [CrossRef]
- Amirkhanlou, S.; Rezaei, M.R.; Niroumand, B.; Toroghinejad, M.R. High-strength and highly-uniform composites produced by compo casting and cold rolling processes. Mater. Des. 2011, 32, 2085–2090. [Google Scholar] [CrossRef]
- Yazdani, A.; Salahinejad, E.; Moradgholi, J.; Hosseini, M. A new consideration on reinforcement distribution in the different planes of nano-structured metal matrix composite sheets prepared by accumulative roll bonding (ARB). J. Alloys Compd. 2011, 509, 9562–9564. [Google Scholar] [CrossRef]
- Kamikawa, N.; Sakai, T.; Tsuji, N. Effect of redundant shear strain on microstructure and texture evolution during accumulative roll-bonding in ultralow carbon IF steel. Acta Mater. 2007, 55, 5873–5888. [Google Scholar] [CrossRef]
- Valiev, R.Z.; Islamgaliev, R.K.; Alexandrov, I.V. Bulk nanostructures materials from severe plastic deformation. Prog. Mater. Sci. 2000, 45, 103–189. [Google Scholar] [CrossRef]
- Hansen, N.; Mehl, R.F.; Medalist, A. New discoveries in deformed metals. Metall. Mater. Trans. A 2001, 32, 2917–2935. [Google Scholar] [CrossRef]
- Winther, G.; Jensen, D.J.; Hansen, N. Dense dislocation walls and microbands aligned with slip planes—Theoretical considerations. Acta Mater. 1997, 45, 5059–5068. [Google Scholar] [CrossRef]
- Gao, Q.; Wu, S.S.; Lü, S.L.; Duan, X.C.; Zhong, Z.Y. Preparation of in-situ TiB2 and Mg2Si hybrid particulates reinforced Al-matrix composites. J. Alloys Compd. 2015, 651, 521–527. [Google Scholar] [CrossRef]
- Akbaribeni, H.; Alizadeh, M.; Ghaffari, M.; Amini, R. Investigation of grain refinement in Al/Al2O3/B4C nano-composite produced by ARB. Compos. B 2014, 58, 438–442. [Google Scholar] [CrossRef]
- Reihanian, M.; Ebrahimi, R.; Moshksar, M.M.; Terada, D.; Tsuji, N. Microstructure quantification and correlation with flow stress of ultrafine grained commercially pure Al fabricated by equal channel angular pressing (ECAP). Mater. Charact. 2008, 59, 1312–1323. [Google Scholar] [CrossRef]
- Hertzberg, R.W. Deformation and Fracture Mechanics of Engineering Materials, 3rd ed.; John Wiley & Sons Inc.: Singapore, 1989; pp. 253–257. [Google Scholar]
- Meyers, M.A.; Chawla, K.K. Mechanical Behavior of Materials, 2nd ed.; Cambridge University Press: New York, NY, USA, 2009. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Hardness/Hv |
|---|---|
| as cast | 44.2 |
| 90% | 59.9 |
| 1st | 56.6 |
| 2nd | 63.3 |
| 4th | 61.8 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nie, J.; Wang, F.; Li, Y.; Cao, Y.; Liu, X.; Zhao, Y.; Zhu, Y. Microstructure Evolution and Mechanical Properties of Al-TiB2/TiC In Situ Aluminum-Based Composites during Accumulative Roll Bonding (ARB) Process. Materials 2017, 10, 109. https://doi.org/10.3390/ma10020109
Nie J, Wang F, Li Y, Cao Y, Liu X, Zhao Y, Zhu Y. Microstructure Evolution and Mechanical Properties of Al-TiB2/TiC In Situ Aluminum-Based Composites during Accumulative Roll Bonding (ARB) Process. Materials. 2017; 10(2):109. https://doi.org/10.3390/ma10020109
Chicago/Turabian StyleNie, Jinfeng, Fang Wang, Yusheng Li, Yang Cao, Xiangfa Liu, Yonghao Zhao, and Yuntian Zhu. 2017. "Microstructure Evolution and Mechanical Properties of Al-TiB2/TiC In Situ Aluminum-Based Composites during Accumulative Roll Bonding (ARB) Process" Materials 10, no. 2: 109. https://doi.org/10.3390/ma10020109