1. Introduction
The accumulation of stranded driftwood residues (SDRs) is an issue that has been afflicting the Italian coastal zone for a long time and it has been particularly amplified in recent years because of increased flooding [
1]. The intense precipitations originating the rapid and large increase in discharge in the channel network frequently trigger slope instabilities, such as landslides and debris flows. These colluvial processes, coupled with the fluvial dynamics, supply large volumes of both sediments and large wood trunks to the channels. The wood residues enter into the channels and they are transported downriver during high flows, accumulating in the dead water area of the stream, or are flushed directly into the sea. During a coastal storm, the SDRs can end up on coastal beaches, causing the formation of heaps whose abundance decreases as the distance from the river mouth increases [
2]. SDRs are of great concern to local authorities since they cause difficulties in the important economic sector of seaside tourism. In fact, SDRs deposited along the coast are unsightly and unwelcoming to tourists or beachgoers, resulting in losses for seaside tourism [
3]. For these reasons SDRs have to be removed from the beaches with huge costs for local authorities and considerable environmental impacts, due to their landfill disposal. The Italian situation was deeply studied by Biomass Research Centre (CIRIAF-CRB) in the context of a research project alongside with the Italian Ministry of the Environment and Protection of Land and Sea. A data-gathering campaign for the period of 2010–2014 showed that every year, about 200,000 t of SDRs accumulate along the Italian shores. At present, in Italy, SDRs are classified as municipal solid waste, so each municipality, on the basis of its own management system, performs the collection and the disposal into a landfill or the on-site incineration of SDRs (about 90% and 10%, respectively). The first approach is characterized by high management cost, which is estimated to be around 120 €/ton (mean of the values provided by municipalities), and environmental issues, such as the occupation of valuable land space and air-water-soil pollution due to discharging wood degradation products into the atmosphere, earth and groundwater. The on-site incineration is obviously a low-cost management approach, but it can be very dangerous for the environment. In fact, burning SDRs can produce polychlorinated dibenzo-p-dioxins and polychlorinated dibenzo-p-furans, because of saline water absorption [
4]. Since SDRs are mainly composed of lignocellulose, the production of second-generation bioethanol could be a solution for the high management cost and environmental issues related to SDRs. Second-generation bioethanol is a valuable bio-resource that could potentially allow municipalities to earn around 150–200 €/ton of SDRs, reducing the high management cost [
5,
6]. Lignocellulosic ethanol is an alternative to thermochemical energy production (combustion, gasification or pyrolysis) from this kind of biomass; ethanol can substitute a fraction of the gasoline in the transport sector or, after a reforming process, feed fuel cells [
7,
8,
9]. Second-generation bioethanol is produced starting from lignocellulosic biomass after an appropriate pretreatment method, saccharification by cellulosic enzyme and yeast fermentation. Several pretreatment methods [
10,
11,
12] have been proposed in order to alter or fractionate this type of biomass and render its main components available for saccharification and fermentation. The Steam explosion (SE) process is an eco-friendly pretreatment [
13] that uses hot steam for deconstructing the lignocellulosic biomass entirety [
14,
15]. The SE pretreatment allows the recovery of a large fraction of sugars derived from hemicellulose (both monomeric and oligomeric) into an aqueous solution and a lignocellulosic pulp where cellulose is more easily subjected to enzymatic attack [
16,
17]. Three different process configurations can be employed for the production of bioethanol from pretreated biomass, such as separate hydrolysis and fermentation (SHF), simultaneous saccharification and fermentation (SSF) and semi-simultaneous saccharification and fermentation (SSSF). The SHF process is divided into two steps, the first performed at the optimal conditions for the enzyme (50 °C and pH 5) and the second for the yeast (32 °C and pH 5), while in the SSF process the operational conditions are intermediate between enzymatic hydrolysis and fermentation (37 °C and pH 5). SSSF consists of a pre-hydrolysis (4–24 h) followed by SSF [
18,
19]. Recent studies showed variable results of SHF and SSF in terms of ethanol yield, depending on the operational conditions, microorganism and biomass employed [
20,
21,
22,
23].
On the basis of these premises, an experiment on SDRs collected from Italian coast (Abruzzo Region) for bioethanol production was carried out in order to transform a potential pollution and safety issue into valuable bio-resources, maximizing the bioethanol yield.
The SDRs were pretreated by SE at four different LogR0 (3.65, 4.05, 4.24 and 4.64) in order to evaluate the pretreated material’s accessibility to enzymatic attack and the holocellulose recovery. The produced water-insoluble substrates (WIS) underwent enzymatic hydrolysis with an solid/liquid (S/L) ratio of 1% and an enzyme dosage of 30% in order to estimate the maximum enzymatically accessible cellulose content. Two SSSF processes with an S/L ratio of 15% and an enzyme dosage of 15% were carried out for the samples with the highest hydrolysis yield and better compromise between hydrolysis yield and holocellulose recovery. The results are presented in terms of ethanol yield, and expressed as grams of produced ethanol on 100 grams of raw material (RM).
3. Results and Discussion
The starting RM showed the following composition (
Table 2).
As shown in
Table 2, the cellulose content of RM was about 31%, a little lower than other lignocellulosic biomasses (e.g., cardoon or Phragmites australis) [
16,
19]. This lower value of cellulose could be related to a partial decomposition of organic matter that occurs when biomass is exposed for a long time to weathering and the action of natural micro-organisms. The hemicellulose is composed mainly by xylose (>85%), a pentose sugar that cannot be fermented by Saccharomyces cerevisiae.
Moreover, high SD values indicated that the RM was rather nonhomogeneous because of its origin.
The four WIS obtained after the SE treatment were characterized in order to evaluate their cellulose and hemicellulose content.
Table 3 shows the pretreatment conditions, the WIS recovered after the SE and their content in cellulose, hemicellulose and lignin.
The WIS
r after the pretreatment showed a variation in mass, decreasing at an increased severity factor, since hemicellulose is easily degraded by hot steam. This determined an enrichment in the cellulose, which was not even degraded by harsher conditions. As demonstrated by other studies [
14,
30], SE does not affect the lignin fraction, causing an enrichment in its percentage into the WIS.
Since cellulose was not degraded by the pretreatment, the PL after the SE was only analyzed in terms of total solubilized sugars from the hemicellulose. This value was used for determining the hemicellulose dissolved into the liquid. The percentages of hemicellulose recovered into the PL, the WIS, and its total recovery after the SE pretreatment are shown in
Table 4.
The data in
Table 4 show that the percentage of hemicellulose turning into WIS considerably dropped at an increasing severity factor. The %H
r PL showed percentages equal to 17.86% for LogR
0 3.65 and at the same severity factor the amount of hemicellulose present in the WIS was 66.79%. At higher severity factors the hemicellulose recovered into the WIS started decreasing, but at the same time the %H
r PL showed the same trend, suggesting its conversion into inhibitors such as furfural, 5-HMF, levulinic acid and formic acid [
31]. Furthermore, after the SE pretreatment, it is desirable to recover as much hemicellulose as possible and at the same time deconstruct the lignocellulosic matrix. This condition might be verified by samples BS02 and BS03 that presented an amount of %Total H
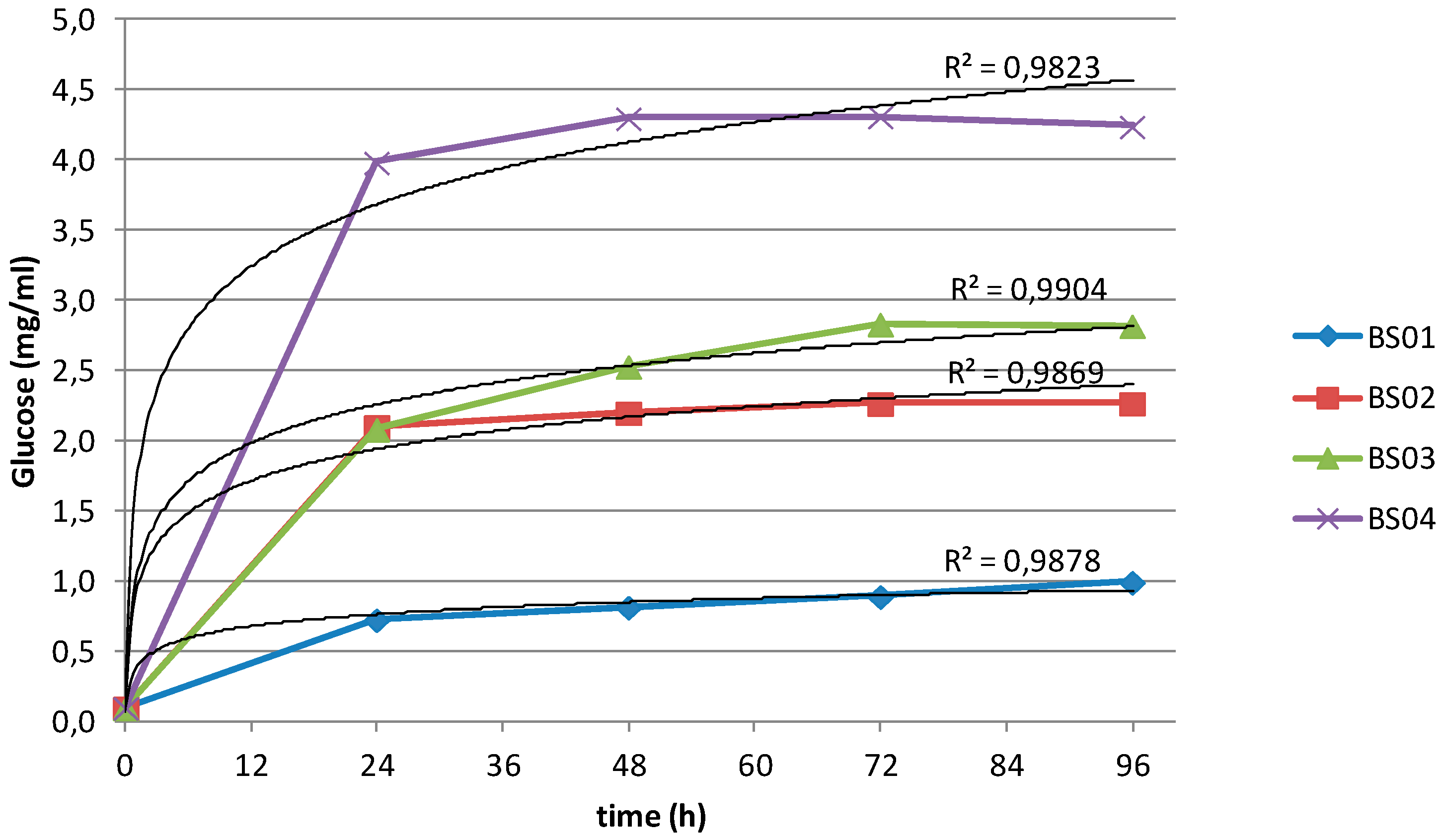
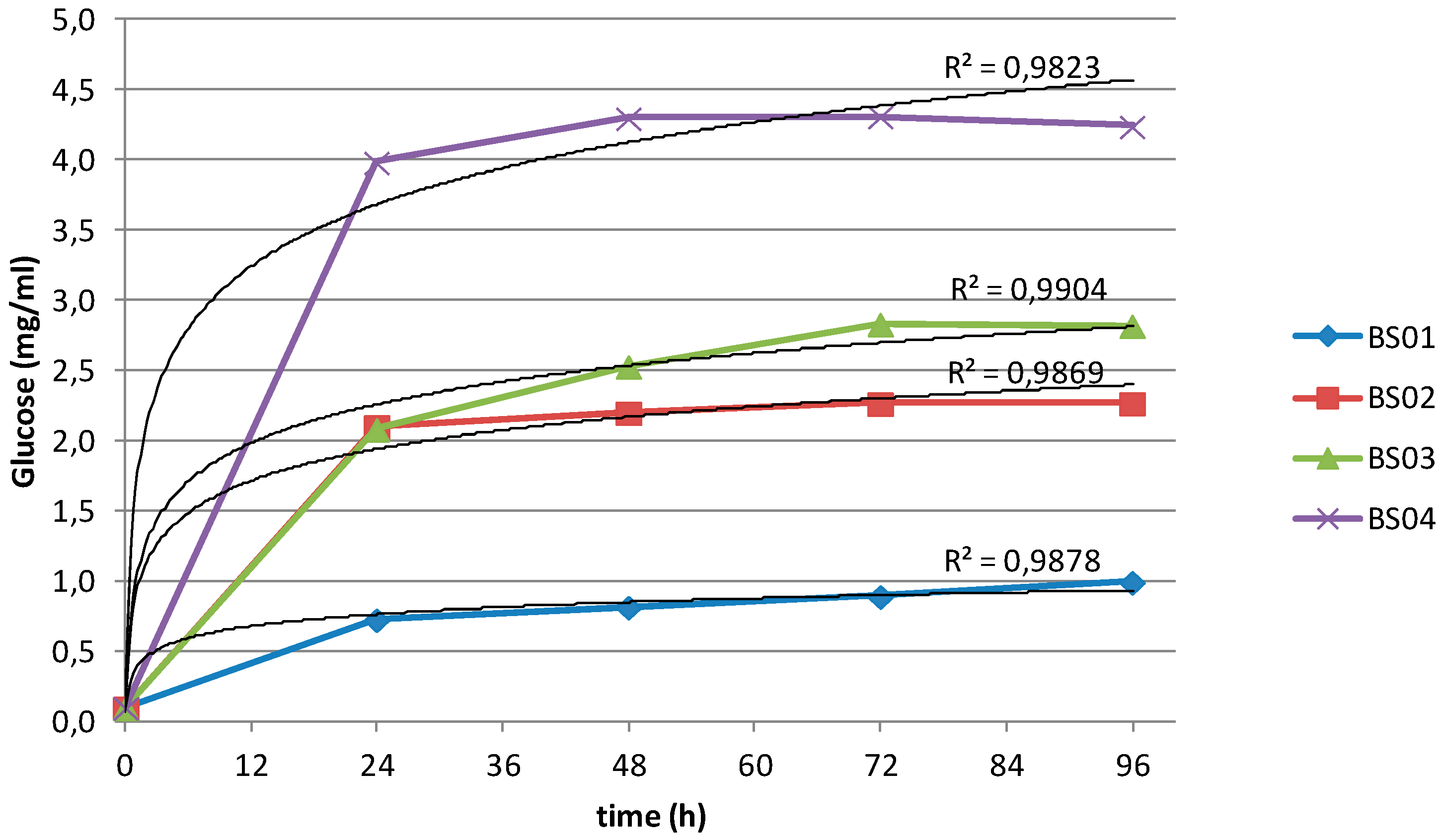
r equal to 44.76% and 25.74%, respectively. The enzymatic hydrolysis (S/L ratio of 1%) was performed twice and an aliquot of each sample was filtered and analyzed at 24, 48, 72, and 96 h by the HPLC system. This S/L ratio was chosen in order to determine the maximum enzymatically accessible cellulose. In order to describe the enzymatic hydrolysis, the conversion of cellulose into glucose with respect to time was plotted in
Figure 1.
The H
y% increased for increasing LogR
0 values; in fact, the higher the pretreatment severities were, the more cellulose was hydrolyzed into glucose, showing a similar trend at every LogR
0. In all the samples the H
y% decreased after 24 h due to the simultaneous effect of the substrate decreasing and the product inhibition of the glucose [
32]. Especially for sample BS04, a rapid growth was observed in the first 24 h of the process (≈95% of total hydrolyzed cellulose) while only ≈5% was hydrolyzed between 24 and 96 h. This was probably due to a higher accessible fraction of cellulose, resulting in a faster hydrolysis process. Moreover, the results in
Figure 1 showed that a pre-hydrolysis step of 4 h for the SSSF process could release an appropriate amount of glucose for starting the yeast fermentation [
33] when a S/L ratio of 15% is employed.
The final values of the enzymatic hydrolysis yield were calculated at 96 h and according to the results obtained in
Table 5, the best result in terms of H
y96% was achieved by sample BS04 and was equal to 83.17%.
The lowest result was obtained by sample BS01 which showed an H
y% of 21.10%, while samples BS02 and BS03 showed a similar result, around 50%. In
Table 5, we reported the grams of glucose produced for each sample at the described working conditions. As shown, these values increased with the pretreatment severity. Moreover,
Table 5 gives the idea that SDRs are very recalcitrant, since they need to be pretreated at LogR
0 values above 4.24 for achieving an H
y% higher than 50%. These LogR
0 values are very high and atypical for lignocellulosic biomass [
34] and they are probably due to the nature of SDRs where the weathering could cause a cellulose collapse, making it less accessible to the enzyme’s action.
According to the data shown in
Table 4 and
Table 5, the samples BS02 and BS04 were chosen to undergo the SSSF process with a S/L ratio of 15% and an enzyme dosage of 15%. The former presented the best compromise between %Total H
r and H
y% while the latter presented the best H
y%.
The SSSF process consisted of a 4 h step of pure enzymatic pre-hydrolysis and a 92 h step where the conditions were intermediate for the hydrolysis and fermentation. The advantage is that the fermentation removes glucose from the solution which regulates the product inhibition of the enzymatic activity, especially for beta-glucosidase [
35]. In
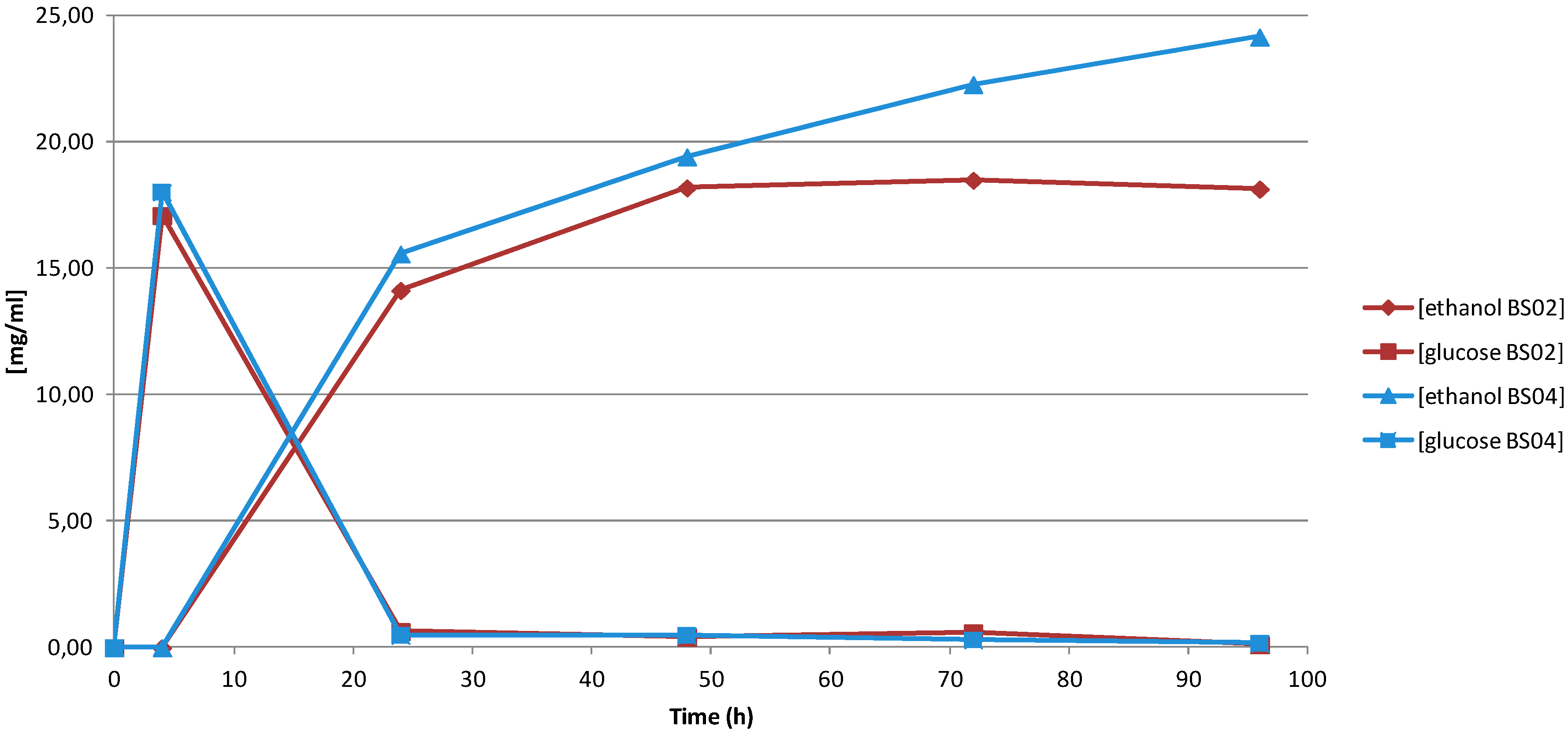
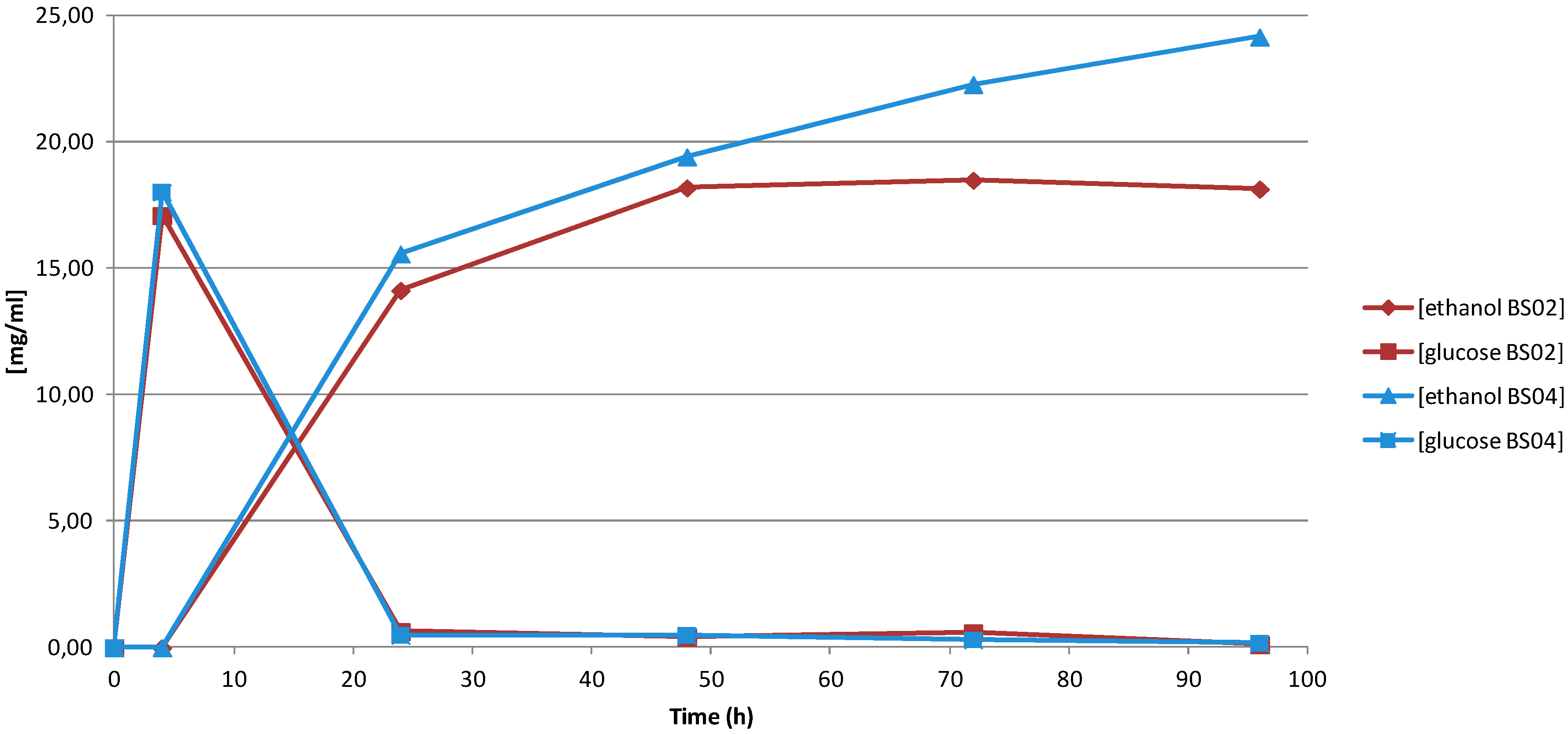
Figure 2 the data obtained from the SSSF (sample from BS02 and BS04), relative to both glucose consumption and ethanol production, were plotted as a function of time.
Despite the glucose concentration after 24 h being close to zero, the ethanol concentration persisted to grow, meaning that the enzyme’s action on cellulose was working efficiently between 24 h and 96 h.
In fact, despite the intermediate temperature values for the enzymes, the removal of the glucose from the solution by yeast fermentation indicated a decrease of the product inhibition. A simultaneous ethanol production resulted in the total consumption of accessible cellulose after 72 h of the SSSF process for sample BS02 and 96 h for sample BS04. In any case, the ethanol production of BS04 was always higher than that of BS02 for all samplings analyzed. Since the initial glucose concentration (4 h) was similar for the two samples, the best result of BS04 was related to its enhanced cellulose digestibility, due to a more efficient pretreatment.
Table 6 reports the yields of samples BS02 and BS04 at 96 h in terms of grams of ethanol on 100 grams of cellulose loaded into the bioreactor (EtOH
y%) and 100 grams of RM (OY). The last value, OY%, states the percentage of maximum theoretical ethanol production achieved from SDRs by the whole production process.
Since samples BS02 and BS04 had a similar content of cellulose (
Table 3), the higher the ethanol production (mg/mL) was, the higher the EtOH
y% was. In addition, even though the WIS
r of BS04 was about 8% lower than that of BS02 (
Table 3), the OY% of BS04 (50.48%) was about 8% higher than that of BS02 (42.28%). The reason for this result is again due to the enhanced cellulose digestibility of BS04. Regarding the hemicellulose, also supposing its total recovery and employment by hemicellulase enzymes and genetically modified Saccharomyces cerevisiae or other yeast able to ferment C5 sugars, the OY% of sample BS02 would still be similar to sample BS04. In fact, the total hemicellulose recovered after the SE of sample BS02 was equal to 44.76% (
Table 3 and
Table 4), which is only 2/2.5 g of ethanol on 100 g RM, hypothesizing the same efficiency obtained with the cellulose conversion. This scenario would require a real increase in complexity and cost of the whole production process, so for SDRs it is more convenient only to optimize the SE pretreatment for cellulose conversion into ethanol.
The best OY% displayed in
Table 6 is lower than the ones achieved from other lignocellulosic biomass pretreated at lower LogR
0, with the same S/L ratio and similar enzyme loadings [
36].
The OY% obtained at the high LogR
0 employed for the pretreatment is related to the recalcitrant nature of SDRs, which is probably due to the origin of these residues. In order to support this thesis, further studies on SDRs could be performed to investigate the fine structure of cellulose, hemicellulose and lignin. However this OY% could permit municipalities to earn around 50–100 €/ton of SDRs [
5,
6], reducing the high management cost related to the disposal of SDRs into landfill.


 ,
, 


{kind=link}
{kind=link}