
Effect of Recycle Solvent Hydrotreatment on Oil Yield of Direct Coal Liquefaction

Abstract
:1. Introduction
2. Experimental Section
2.1. Coal

{kind=link}
| w (Proximate Analysis)/% | φ (Petrographic Analysis)/% | w (Ultimate Analysis)/% (1) | n(H)/n(C) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Mad | Ad | Vdaf | Vitrinite | Inertinite | Exinite | C | H | S | N | O (2) | |
| 8.96 | 13.10 | 38.55 | 63.18 | 37.04 | 0.44 | 80.32 | 4.50 | 0.43 | 1.01 | 13.74 | 0.67 |
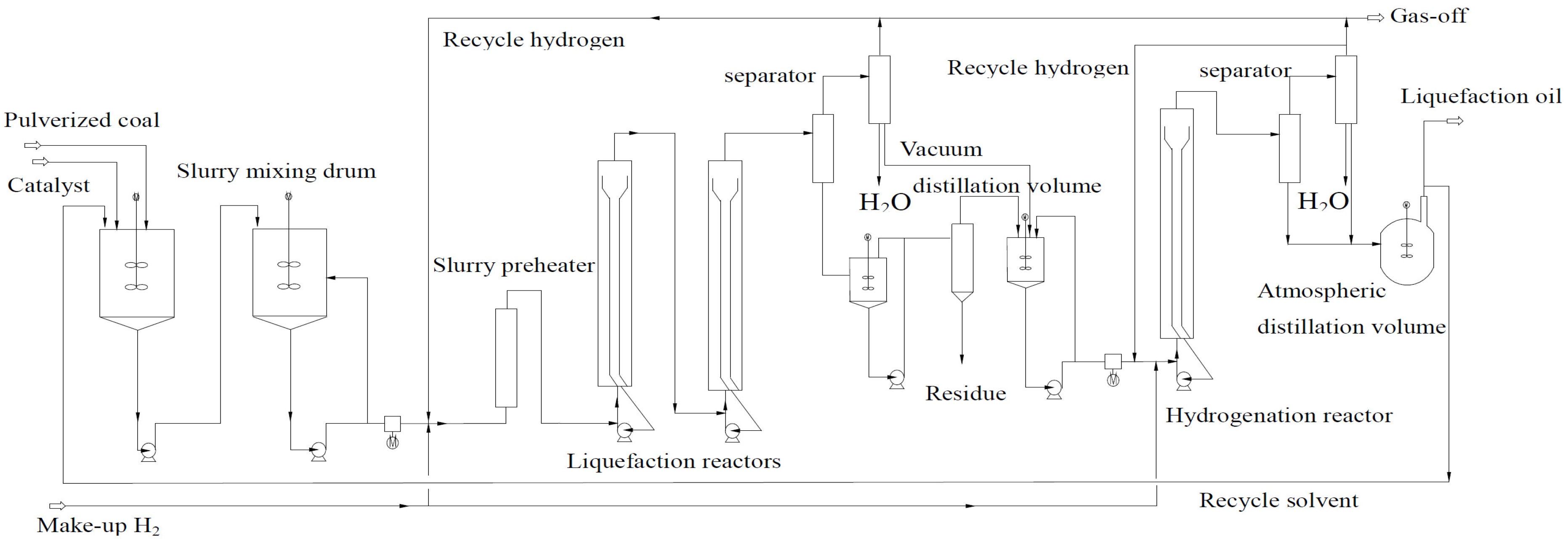
2.2. Process Flow of the 0.18 t/day Direct Coal Liquefaction Bench Support Unit (BSU)

2.3. Experimental Procedures
| Item | Data |
|---|---|
| Shape (cylindrical) | - |
| Diameter/mm | 0.9–1.1 |
| Length/mm | 3–8 |
| Compositions/w% | - |
| MoO3 | 20.6 |
| NiO | 4.6 |
| Surface/(mm2/g) | 188.0 |
| Pore volume/(mL/g) | 0.43 |
| Pore size/nm | 33.96 |
| Compacted bulk density/(kg/L) | 0.81 |
| Crushing strength/(daN/mm) | 136 |
| Item | Composition/% | ||||||
|---|---|---|---|---|---|---|---|
| Component | Water | Fe | (OOH)3− | NH4+ | SO42− | Coal | Other |
| Data | 5.56 | 5.61 | 3.31 | 0.33 | 0.97 | 84.13 | 0.10 |
| Test | Solvent Hydrotreatment | Coal Liquefaction | ||||
|---|---|---|---|---|---|---|
| θ1 (1)/°C | p1 (2)/MPa | LHSV/(h−1) | θ2 (3)/°C | p2 (4)/MPa | V(H2)/V(Slurry) | |
| A | - | - | - | 455.0 | 19.0 | 1000 |
| B | 375.0 | 13.7 | 1.5 | 455.0 | 19.0 | 1000 |
| C | 375.0 | 19.0 | 1.5 | 455.0 | 19.0 | 1000 |
| D | 375.0 | 19.0 | 1.0 | 455.0 | 19.0 | 1000 |
2.4. Analysis
3. Results and Discussion
3.1. Effect of Solvent Hydrotreatment Pressure on the Hydrogen-Donating Ability of the Recycle Solvent
| Test | w (Hydrogen)/% | y (Gas)/% | y (Water)/% | y (Liquid)/% |
|---|---|---|---|---|
| B | 1.18 | 1.30 | 1.66 | 99.01 |
| C | 1.28 | 0.79 | 1.65 | 100.49 |
| Test | ρ20/(g cm−3) | fa | PDQI (1)/(mg g−1) | w (Element)/% | n(H)/n(C) | |||
|---|---|---|---|---|---|---|---|---|
| C | H | S | N | |||||
| A | 0.9745 | 0.50 | 15.00 | 88.93 | 9.96 | 0.0111 | 0.2500 | 1.34 |
| B | 0.9537 | 0.40 | 23.91 | 89.10 | 10.71 | 0.0053 | 0.0513 | 1.45 |
| C | 0.9542 | 0.39 | 24.57 | 88.83 | 10.81 | 0.0025 | 0.0257 | 1.46 |
3.2. Effect of Solvent Hydrotreatment Liquid Hourly Space Velocity (LHSV) on the Hydrogen-Donating Ability of the Recycle Solvent
| Component | Composition/w% | ||
|---|---|---|---|
| A | B | C | |
| Paraffins | 4.3 | 5.5 | 4.2 |
| Naphthenes | 14.3 | 22.2 | 17.6 |
| Alkylbenzenes | 2.7 | 7.5 | 5.4 |
| Cycloalkylbenzene | 17.6 | 20.2 | 22.8 |
| Dinaphthenebenzenes | 13.2 | 17.8 | 21.7 |
| Naphthalenes | 6.3 | 4.1 | 4.3 |
| Acenaphthenes | 8.0 | 4.6 | 5.8 |
| Fluorenes | 6.3 | 6.5 | 6.9 |
| Phenanthrenes | 4.4 | 3.2 | 3.4 |
| Naphthenephenanthrenes | 2.2 | 1.7 | 1.6 |
| Pyrenes | 4.5 | 1.9 | 1.7 |
| Chrysenes | 1.5 | 0.3 | 0.4 |
| Thiophenes | 4.4 | 2.8 | 3.0 |
| Resin | 9.8 | 1.0 | 1.2 |
| Test | w (Hydrogen)/% | y (Gas)/% | y (Water)/% | y (Liquid)/% |
|---|---|---|---|---|
| C | 1.28 | 0.79 | 1.65 | 100.49 |
| D | 1.50 | 0.94 | 1.61 | 100.43 |
| Test | ρ20/(g cm−3) | fa | PDQI/(mg g−1) | w (Element)/% | n(H)/n(C) | |||
|---|---|---|---|---|---|---|---|---|
| C | H | S | N | |||||
| C | 0.9542 | 0.39 | 24.57 | 88.83 | 10.81 | 0.0025 | 0.0257 | 1.46 |
| D | 0.9556 | 0.35 | 28.69 | 88.73 | 10.91 | 0.0017 | 0.0132 | 1.48 |
| Component | Composition/w% | |
|---|---|---|
| C | D | |
| Paraffins | 4.2 | 3.1 |
| Naphthenes | 17.6 | 15.9 |
| alkylbenzenes | 5.4 | 6.2 |
| Cycloalkylbenzene | 22.8 | 24.3 |
| Dinaphthenebenzenes | 21.7 | 22.9 |
| Naphthalenes | 4.3 | 6.3 |
| Acenaphthenes | 5.8 | 5.1 |
| Fluorenes | 6.9 | 5.6 |
| Phenanthrenes | 3.4 | 2.7 |
| Naphthenephenanthrenes | 1.6 | 0.8 |
| Pyrenes | 1.7 | 1.8 |
| Chrysenes | 0.4 | 0.1 |
| Thiophenes | 3.0 | 2.8 |
| Resin | 1.2 | 2.4 |
3.3. Effect of the Hydrogen-Donating Ability of the Recycle Solvent on Coal Liquefaction Behavior
| Test | x (Coal)/%, daf | w (1)/%, daf | w (3)/%, daf | ||||
|---|---|---|---|---|---|---|---|
| Distillates | Extracted oil (2) | Gas | Water | PPA | |||
| A | 88.51 | 44.78 | 53.65 | 13.91 | 10.41 | 12.84 | 5.45 |
| B | 88.74 | 47.41 | 55.14 | 13.53 | 10.46 | 10.56 | 4.87 |
| C | 88.82 | 49.10 | 57.42 | 12.90 | 10.99 | 10.75 | 4.95 |
| D | 89.27 | 54.49 | 61.53 | 12.59 | 9.95 | 9.15 | 5.24 |
4. Conclusions
- (1)
- Increasing the reaction pressure from 13.7 to 19.0 MPa and decreasing the LHSV from 1.5 to 1.0 h−1 in the solvent hydrotreatment, which both enhanced the extent of solvent hydrogenation and the hydrogen consumption, was beneficial for the hydrogenation reaction. The nitrogen and sulfur contents of the hydrogenated recycle solvent were decreased. Meanwhile, aromatics were partially hydrogenated. The hydroaromatics contents and PDQI of the hydrogenated recycle solvent were increased whereby the hydrogen donating ability of the recycle solvent was improved.
- (2)
- The coal conversion and oil yield were significantly improved with the hydrogenated recycle solvent. As the solvent hydrogenation conditions became more severe, coal conversion and oil yield were gradually enhanced. The coal conversion and distillates yield reached 89.27% and 54.49%, respectively, when the recycle solvent was hydrogenated under a hydrogen pressure of 19.0 MPa with a LHSV of 1.0 h−1. This is due to the fact that the hydrogen donating ability of the recycle solvent increased constantly under severe hydrogenation conditions, which in turn promoted the liquefaction reaction for the production of oils and the coal conversion.
- (2)
- The hydrogen-donating ability of recycle solvent was the key factor to determine the oil yield, and the oil yield becomes higher as the hydrogen-donating ability of the solvent becomes higher.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Zhang, Y.Z. Clean Coal Conversion Project, 1st ed.; China Coal Industry Publishing House: Beijing, China, 2011; pp. 29–61. (In Chinese) [Google Scholar]
- Graham, H.; Andrew, B. Hydrogen transfer reactions in solvent augmented coal liquefaction. Fuel 1998, 77, 1421–1425. [Google Scholar]
- Gyulmaliev, A.M. Kinetic models of hydrogenation and thermal treatment of coal. Fuel Energy Abstr. 1997, 1, 16. [Google Scholar]
- Brannan, C.J. Interactions of swelling solvents and catalyst precursors in coal liquefaction systems. Fuel Proc. Technol. 1997, 51, 63–81. [Google Scholar] [CrossRef]
- Sudakova, I.G. Influence of hydrogen donor solvent on kinetic features of hydrogenation of some fluid products of coal liquefaction. Fuel Energy Abstr. 1996, 4, 261. [Google Scholar]
- Masato, K.; Hitoshi, S. Effect of solvent hydrotreatment on product yield in the coal liquefaction process. Fuel Proc. Technol. 2000, 68, 237–254. [Google Scholar]
- Zhang, X.J. Study on solvents for direct coal liquefaction. Clean Coal Technol. 2011, 17, 26–29. (In Chinese) [Google Scholar]
- Shu, G.P. Development history and its significance of Shenhua coal direct liquefaction. Shenhua Sci. Technol. 2009, 27, 78–82. (In Chinese) [Google Scholar]
- Kouzu, M.; Koyama, K.; Oneyama, M. Catalytic hydrogenation of recycle solvent in a 150 t/d pilot plant of the NEDOL coal liquefaction process. Fuel 2000, 79, 365–371. [Google Scholar] [CrossRef]
- Wu, X.Z.; Zhu, Y.F.; Shi, Y.L. Hydrotreatment of direct coal liquefaction products with a hydrofining catalyst. Shenhua Sci. Technol. 2009, 7, 59–63. (In Chinese) [Google Scholar]
- Mochida, I.; Takayama, A.; Sakata, R.; Sakanishi, K. Liquefaction of Australian brown coal with mixed solvents of different qualities and reactivities of transferable hydrogens. Energy Fuel 1990, 4, 398–401. [Google Scholar] [CrossRef]
- Hirano, K. Study of hydrogen-donor solvent in the NEDOL process. Fuel Energy Abstr. 1996, 1, 12. [Google Scholar]
- Kouzu, M.; Hirano, K. Study of recycle solvent concentrated in heavy distillate in the coal liquefaction process. Fuel Energy Abstr. 1997, 1, 19. [Google Scholar]
- Wasaka, S.; Ibaragi, S.; Itonaga, M. Possibility of increased oil yield in the NEDOL Process. Energy Fuels 2003, 17, 172–178. [Google Scholar] [CrossRef]
- Zhao, P.; Zhu, X.M.; Zhang, X.J. Processing of coal liquefaction recycling solvent substituted partially by petroleum FCC heavy products. J. China Coal Soc. 2009, 34, 1522–1526. (In Chinese) [Google Scholar]
- Zhang, C.J.; Zhao, P.; Li, K.J. Study on the coprocessing of Xinjiang Heishan bituminous coal with the petroleum residue. J. China Coal Soc. 2007, 32, 202–205. (In Chinese) [Google Scholar]
- Zhao, P.; Shu, G.P.; Li, K.J. FCC aromatics extraction oil as initial solvent of coal liquefaction. Acta Pet. Sin. 2008, 24, 456–459. (In Chinese) [Google Scholar]
- Xie, J.; Li, K.J.; Zhang, X.W.; Li, Y.L. Progress and prospect in the study of iron-based catalysts in direct coal liquefaction. Shenhua Sci. Technol. 2014, 12, 74–77. (In Chinese) [Google Scholar]
- Gao, S.S.; Li, K.J.; Li, Y.L. Study on the hydrotreatment of fractions from coal tar used as coal liquefaction starting solvent. Acta Pet. Sin. 2012, 28, 636–645. (In Chinese) [Google Scholar]
- Katsumori, T.; Susumu, Y.; Masaki, S. Estimation of hydrogen donor ability for recycle solvent on coal liquefaction. J. Fuel Soc. Jpn. 1986, 65, 1012–1018. [Google Scholar]
- Wu, X.Z.; Shu, G.P. Properties and effects of process solvent of direct coal liquefaction in PDU test runs. J. China Coal Soc. 2009, 34, 1527–1530. (In Chinese) [Google Scholar]
- Xue, Y.B.; Ling, K.C. Effect of solvent on the direct coal liquefaction. J. Fuel Chem. Technol. 2012, 40, 1295–1299. (In Chinese) [Google Scholar]
- Jing, Y.B.; Li, K.J. Research on separation of full distillates of direct coal liquefaction by solid phase extraction. Shanghai Chem. Ind. 2012, 12, 5–7. (In Chinese) [Google Scholar]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, S.; Zhang, D.; Li, K. Effect of Recycle Solvent Hydrotreatment on Oil Yield of Direct Coal Liquefaction. Energies 2015, 8, 6795-6805. https://doi.org/10.3390/en8076795
Gao S, Zhang D, Li K. Effect of Recycle Solvent Hydrotreatment on Oil Yield of Direct Coal Liquefaction. Energies. 2015; 8(7):6795-6805. https://doi.org/10.3390/en8076795
Chicago/Turabian StyleGao, Shansong, Dexiang Zhang, and Kejian Li. 2015. "Effect of Recycle Solvent Hydrotreatment on Oil Yield of Direct Coal Liquefaction" Energies 8, no. 7: 6795-6805. https://doi.org/10.3390/en8076795