2.1. Dewatering and Drying of Sewage Sludge
Water distribution in the sewage sludge, determined by the factors such as structure and origin, is crucial in terms of its dewatering and drying propensity. According to the literature, moisture in the sewage sludge takes forms of [
7]:
- -
Free water that is not bound, in any way, by the particles of the sludge
- -
Interstitial water, trapped by the flocs of solids or existing in capillaries
- -
Surface water, held by adhesion and adsorption
- -
Intracellular and chemically bound water
Another classification is process oriented and distinguishes between free water, that can be removed by mechanical dewatering and bound water, that is left after mechanical dewatering [
7]. Free water from the latter classification includes free moisture from the former classification as well as a part of interstitial and surface moisture [
7].
Among conventional dewatering technologies one can distinguish belt presses, which according to some sources are capable of achieving 15% up to 25% of dry matter, from the activated sludge with initial dry solid concentration of 2% up to 5% [
7]. Other available, conventional, technologies are screw presses, rotary presses and centrifuges [
7,
8]. Peeters described an innovative machine that combines mechanical dewatering and drying in one compact unit [
9]. This technology requires natural gas to generate hot sweeping gas (flue gas), that sweeps the volume of the dryer at temperatures between 230 °C and 260 °C [
9].
The review by Bennamoun et al. distinguishes three main drying methods: conductive drying, convective drying and solar drying [
10]. Conductive dryers rely solely on indirect heating, whereas convective dryers rely on convection and to some extent on conduction (for example in the case of rotary dryers), while solar drying is based on solar radiation [
10]. The aforementioned review also connects removal of a free moisture with constant drying rate, removal of interstitial water with the first falling rate (linear) and removal of surface water with the second falling rate (non-linear) [
10]. During convective drying three phenomena can be observed: shrinkage, cracks and skin formation [
10]. During conductive drying, torque variations undergo three phases: pasty, lumpy and granular [
10], each of them exhibiting different rheological behavior [
11]. Constant evaporation rate was observed by Arlabosse at al. pasty phase, whereas a linear decrease was observed during the granular period [
12].
One of the problems with drying of the sewage sludge is related to its cohesive behavior, that becomes most intensive within certain levels of moisture content of the dried sewage sludge [
13,
14]. Changes in the rheological behavior are caused by the increased concentration of extra cellular polymers, mainly because of the increase of their respective concentrations, due to the loss of water [
14]. These polymers originate both from microorganisms present in the sludge and flocculants added prior to dewatering [
14,
15]. Peeters et al. proposed using polyaluminium chloride as an additive to prevent the formation of the sticky phase [
15].
Among convective dryers one can distinguish fluidized bed dryers, flash dryers, rotary dryers and belt dryers [
10]. Among conductive dryers popular designs include disc dryer and thin film dryer [
10] as well as paddle dryer [
10,
16].
Energy consumption per kg of removed water for convective dryers is reported to vary between 2520 and 5040 kJ/kg
water, whereas for conductive dryers the consumption is lower, varying between 2880 and 3438 kJ/kg
water [
10].
2.2. Dry and Wet Torrefaction and Pyrolysis of Sewage Sludge
As much as drying is of the highest significance, some potential in the area is presented by both dry and wet torrefaction (also known as hydrothermal carbonization—HTC). Torrefaction is a thermal treatment performed under anaerobic conditions and elevated temperature (typically 250 °C to 300 °C) [
17]. Wet torrefaction is also performed under elevated temperature, in saturated water, and has been proven as a viable means to decrease the ash content of solid fuels [
18,
19].
Some amount of work on thermal treatment for utilization of the sewage sludge has been performed, including some fundamental work, using thermogravimetric analysis [
20,
21]. Huang et al. torrefied waste from pulp industries in a laboratory scale, batch reactor and determined energy densification ratios varying from 1.26 up to 1.5 depending on the process conditions [
22]. Studies performed by Huang et al. on microwave co-torrefaction of sewage sludge with leucaena reported synergistic effect between the two feedstocks, during torrefaction [
23,
24]. An increase in higher heating value on dry, ash free basis, reaching 48 MJ/kg was reported [
23]. Achieved ratios of O/C and H/C were similar to those of anthracite [
23]. Huang et al. investigated kinetics of the torrefaction of the sewage sludge, using the simplified distributed activation energy model [
25]. Lim et al. performed calculations of the performance of a hypothetical plant, that used fry-drying and torrefaction as unit operations along with a steam boiler using a part of the product [
26]. Study concluded that the installation would be self-sufficient with an additional output of 33% of the dry solid mass originally fed to the dryer, converted to a solid biofuel [
26].
Pulka et al. established that torrefaction increases the higher heating value (HHV) of the pretreated material on a dry ash free (daf) basis, although the change in HHV was not as significant due to the increased ash content of torrefied samples [
27]. Increase in ash content and HHV was also observed by Poudel et al. [
28]. Poudel et al. also observed increase in ash content of sewage sludge blends with waste wood [
29]. Atienza-Martinez et al. successfully torrefied sewage sludge both in a fluidized bed reactor [
30] and in an auger reactor [
31]. In both cases a bit more reasonable residence times were investigated (13 to 35 min for auger reactor and 3.6 up to 10.2 min for fluidized bed), in comparison to other authors (~1 h). Decrease in the energy density was observed in both cases (dry basis).
Wet torrefaction of sewage sludge has been investigated by He et al. [
32] and Denso-Boateng et al. [
33]. Both groups observed increase in ash content of hydrochars in comparison with raw sewage sludge, which is most likely a consequence of a much more profound loss of organics, in comparison to inorganics. Denso-Boateng et al. [
34] also successfully performed wet torrefaction using primary sewage sludge. In this case an increase of the ash content could also be observed. HTC of the slaughterhouse cake, performed by Oh and Yoon demonstrated increase in the heating value of that residue and found optimum temperature of the HTC process to be 180 °C for that type of feedstock [
35].
Pyrolysis of sludge has been a subject of a significant amount of studies [
36,
37,
38,
39,
40]. Baltrenaite and Peckyte studied the properties of pyrolysis product of various types of industrial sewage sludge (from paper and leather industries) [
41]. Performed research indicated, that the form of biochar restrained leaching of heavy metals [
41], despite that concentrations were considerable, when compared with the restrictions set by the regulations [
42]. Assessment of environmental effects performed by Wang et al. concluded that carbonization of the sewage sludge has overall positive environmental impact in comparison with landfilling and incineration [
43]. However, special care should be taken in the cases when composition of a particular sludge makes leaching a problem during a subsequent utilization of the product of pyrolysis.
2.3. Slagging Gasifier as a Feasible Tool for Gasification and Inertization of Solid Residues
Slagging gasifiers could be a feasible solution, for the cases when inert solid residues are needed to solve the leaching problem. There are many different thermal conversion technologies that produce gas from solid fuel and the interest in these technologies as a viable mean of thermal utilization of sewage sludge has been recently reviewed [
44,
45]. As it has been already mentioned, solid residues from utilization of sewage sludge are a subject of strict regulations due to negative impact that might be caused by the leaching. In that context technologies that have a potential to limit the leaching are preferable.
There is a wide variety of technologies designed for different types of waste materials that offer a feature of a vitrification of the predominantly inorganic residues. The Purox process, developed at the Linde division of Oxide Carbide, is an updraft, fixed bed, slagging gasifier that uses oxygen as a gasifying agent [
46]. It was patented in 1973. An operating plant with designed capacity of 200 t/d was built in South Charleston and operated on municipal solid waste (MSW) between 1974 and 1978 (75 t/d was reached) [
46]. Also twin 100 t/d units were built at Showa Denko (Chichibu, Japan) and operated between 1981 and 1997 [
46]. The process consumed roughly 0.2 t of O
2 per t of waste, pressure swing absorption being used for production of oxygen [
46].
Caliqua (the Heat and Power division of the French company Sofresid) developed a slagging fixed bed gasifier, working with preheated air in 1979 [
46]. The throughput capacity of the gasifier was designed to be 8 t/h of MSW (LHV of MSW 7.92 MJ/kg) [
46]. Gas was burned and heat was recovered in a Heat Recovery Steam Generator (HRSG), that allowed 1.5 MW electric output and 10.5 MW of heat output to the district heating network [
46]. The calculated efficiency reached 68% [
46].
The Twin Rec process, developed by Japanese company Ebara, splits fluidized bed gasification and melting of the inorganics into two distinct stages. Vitrification of the fly ash is performed in the cyclonic ash melting furnace. Flue gases are used to generate steam [
47]. Technology is fully commercial. Within a portfolio of the company projects installation sizes range from 15.7 t/d of MSW (Joetsu, Japan; commissioned in 2000) up to two installations with capacity of 275 t/d (Tokyo Rinki, Japan; commissioned in 2006) [
47]. Plants in Joetsu and in Aomori (2 × 225 t/d; commissioned in 2000) have operated using sewage sludge [
47].
Plants are typically CHP facilities. The plant in Aomori, for example, has installed power of 17 MW
el and 40 MW
th. One exception is the Kurobe plant, where gas is used for melting residues containing copper for the purpose of recovering that metal [
47].
A significant part of the inorganic solids can be used as a by-product. For instance in the Kawaguchi plant (3 × 140 t/d; commissioned in 2002) by-products from one ton of utilized MSW are as follows [
47]: 10 kg of recyclable metals (ferrous and aluminum), 95 kg of vitrified ash (aggregate), 20 kg of inert materials, 25 kg of fly ash.
Some processes use pyrolysis as a primary treatment. An example of such technology is the Thermoselect High Temperature Reactor (HTR) process developed in Switzerland. Pyrolysis is followed by high temperature, oxygen gasification in a slagging fixed bed. The first commercial plant (95 tpd) operated between 1992 and 1999 in Fondoce (Italy). More installations followed, mostly in Japan, but also in Karlsruhe, Germany [
47].
Due to a high energy density and a possibility to obtain very high temperatures (couple thousand °C) plasma technologies are considered to be a viable option for utilization of various waste types [
48]. High temperature is generated by a plasma torch, which requires electricity to operate.
There are existing plasma gasification technologies that have been successfully implemented in the field of thermal conversion of MSW. The most mature, fully commercialized, is a process developed by Westinghouse Plasma Corporation and currently owned by Canadian company Alter NRG. Plasma Gasification Vitrification Reactor (PGVR) uses heat generated by plasma torches to gasify the waste and vitrify solid residues. Fully commercial facility was built in Utashinai, Japan by the EcoValley consortium. Installation was commissioned in April 2003 and ceased operation in 2013 [
47], due to problems with obtaining sufficient quantities of feedstock [
47]. Installation was designed to process MSW and Automobile Shredding Residues (ASR) in 50/50 proportion, with nominal processing capacity of 165 t/d [
49]. Plant was able to achieve 220 t/d working with 100% of MSW [
49]. Installation was able to meet strict Japanese emission criteria and vitrified slag shown limited solubility, which made it suitable to be used as an aggregate [
47].
Syngas from the PGVR was burned in the refractory-lined combustor after-burner. Heat obtained this way was recovered in HRSG to generate steam for a steam turbine. Some operational problems have been reported [
22,
24]: cold spots in the coke bed, due to inadequate penetration by plasma torches [
49]; too short life span of the refractory of the reactor—caused by adding additional refractory to remediate the problem of the cold spots [
49]; erosion of the refractory of the after-burner (which caused the operator to lower the exit temperature of syngas from 1200 °C to 750 °C) [
49]. Reactor requires auxiliary substances to operate. For every ton of waste it requires (our own calculations based on data from [
49]) 40 kg of coke and 74 kg of limestone.
2.4. Plasma Gasification of the Sewage Sludge
Considering sewage sludge plasma treatment there is a very limited information on the industrial installations and scarce amount of scientific papers on the topic. Montouris et al. determined, using the GasifEq equilibrium model, that plasma gasification of sewage sludge from Psittalia Island, can lead to a net production of electricity [
50]. Assuming processing of 250 t/d of sewage sludge with moisture content of 68%, modelled installation has shown possibility to supply electric power of 2.85 MW [
50]. Tar conversion is crucial in the context of gasification since their presence can cause technical problems—its removal is important if the gas is planned to be used in turbines, engines or subsequent synthesis [
51]. Two research groups conducted successful experiments with a two-step plasma processing units [
52,
53]. In both cases applying plasma improved the gas quality. During the study performed by Striugas et al. the use of arc plasma allowed to achieve over 99% conversion of tar, while the raw syngas composition was not a subject of a significant change [
53]. In the second work, a microwave plasma reactor was used to reform a raw syngas, derived from the sewage sludge gasification. In the research, it was shown that applying plasma resulted not only in the tar content decrease (with conversion form 70% to 100% depending on the analyzed compound) but also in a significant improvement in the gas composition [
52].
Plasma gasification is more flexible in terms of the quality of the fuel, in comparison with typical slagging gasifiers, as it uses electricity to deliver a heat in the form of hot plasma. However, in terms of the sewage sludge, it is desired to remove as much moisture as possible, before feeding the sludge into the gasifier, in order to improve the heat balance of the installation.
2.5. State of the Art—Summary
Drying of the sewage sludge is a relatively well known process, with a significant amount of published investigations. Drying of the sewage sludge is a mature technology and knowledge on the operational issues, such as increased stickiness of the sludge during drying, is extensive. Special emphasis should be put on the suitability of the dryer for the specific parameters of a sewage sludge and a waste heat source.
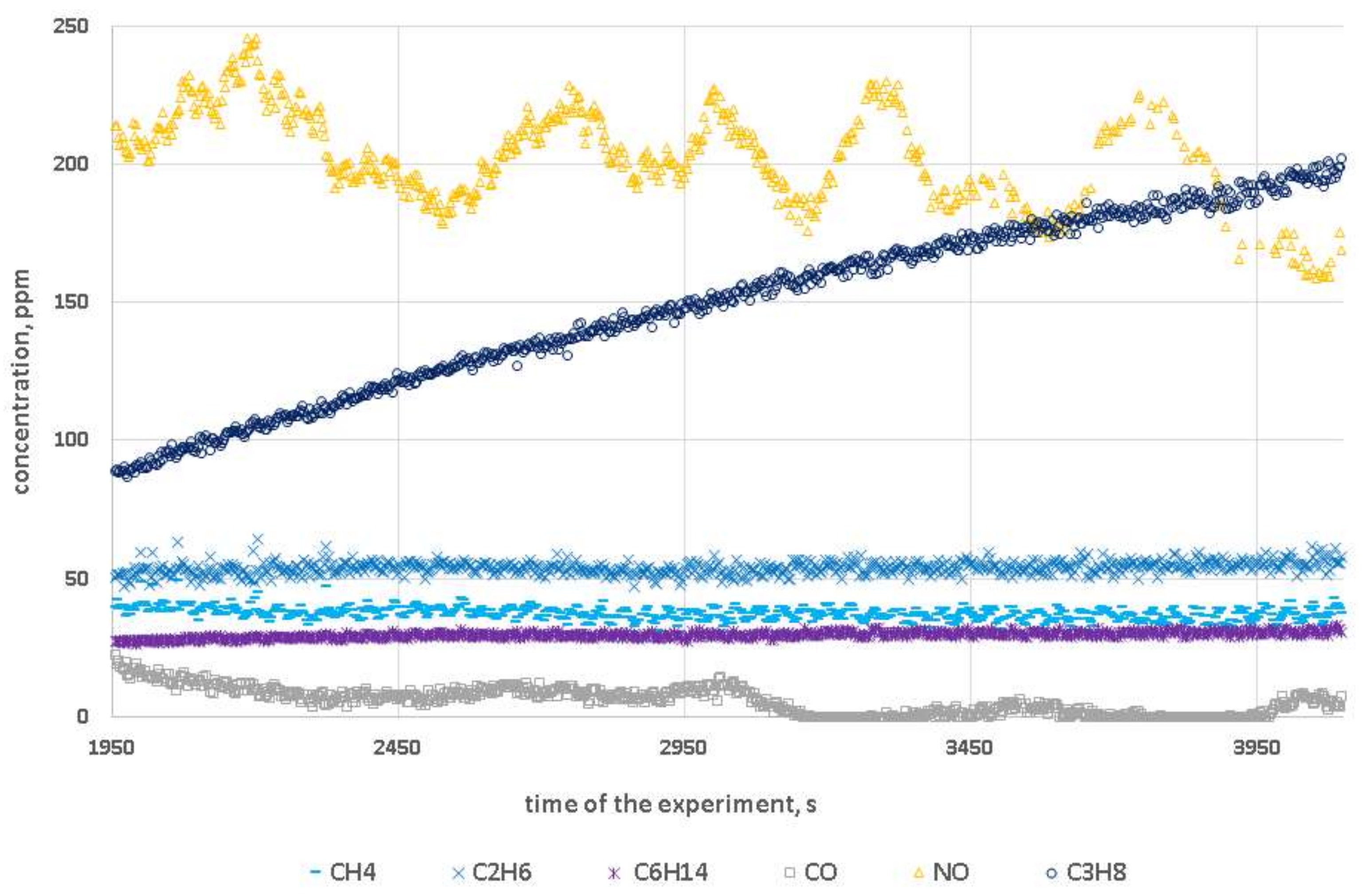
There are some works available on the torrefaction of sewage sludge. However, little is known on the composition of torgas, which is often an operational issue for the torrefaction installation. Technology selected for the proposed installation should have a design features capable of minimizing operational problems related with condensation of tars.
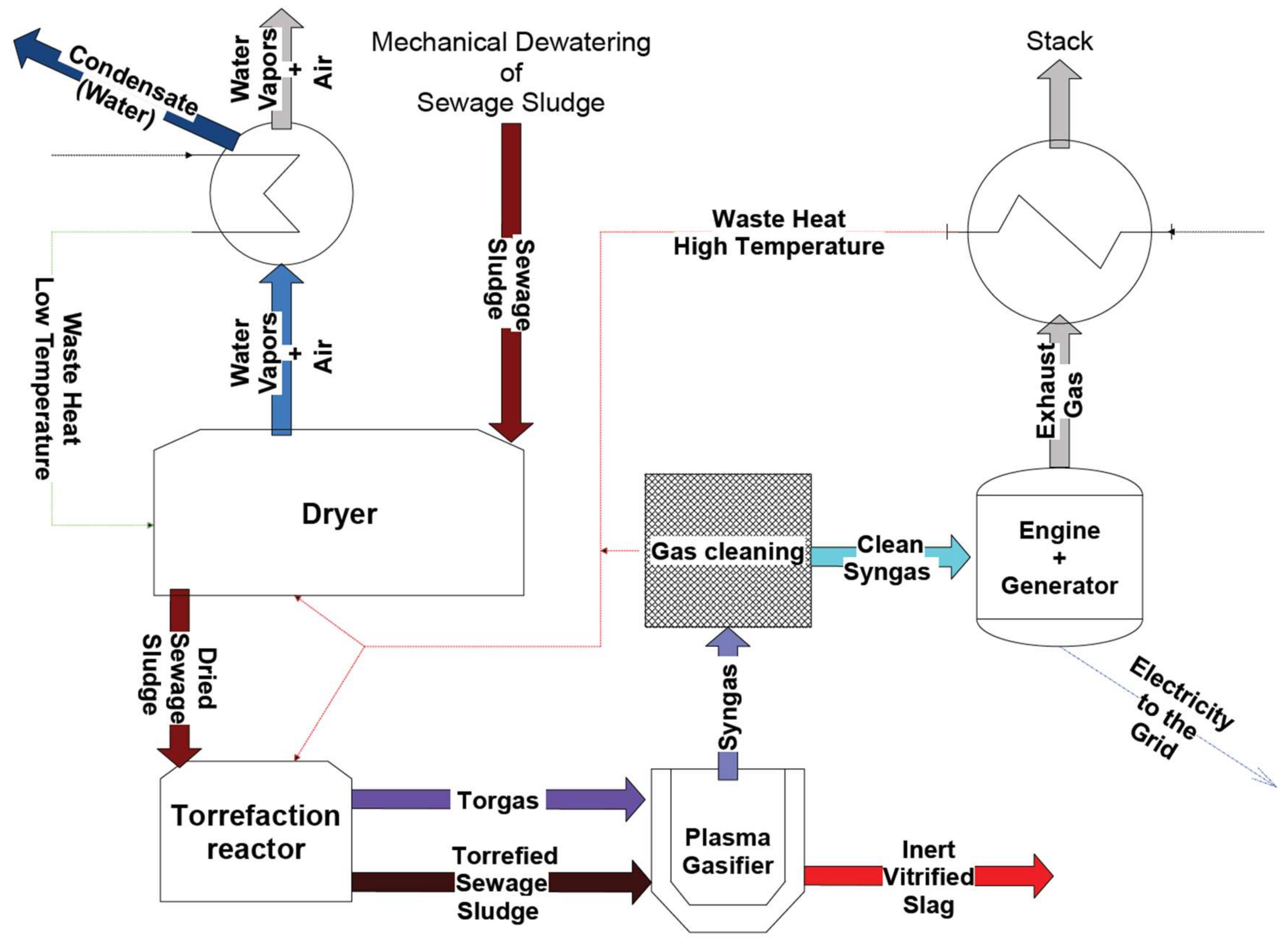
Possibility to obtain inert solid by-product, not susceptible to leaching, is the main advantage of the plasma gasification. Moreover, high temperatures of the process are potentially good for utilization of torgas, without the need to build a separate burner.

 ,
, 


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}