Thermal Degradation, Mechanical Properties and Morphology of Wheat Straw Flour Filled Recycled Thermoplastic Composites

Department of Industrial Engineering of Forestry, Faculty of Forestry, University of Kahramanmaras Sutcu Imam, Kahramanmaras, Turkey 46060
*
Author to whom correspondence should be addressed.
Sensors 2008, 8(1), 500-519; https://doi.org/10.3390/s8010500
Submission received: 10 December 2007
/
Accepted: 22 January 2008
/
Published: 24 January 2008
Abstract
:Thermal behaviors of wheat straw flour (WF) filled thermoplastic composites were measured applying the thermogravimetric analysis and differential scanning calorimetry. Morphology and mechanical properties were also studied using scanning electron microscope and universal testing machine, respectively. Presence of WF in thermoplastic matrix reduced the degradation temperature of the composites. One for WF and one for thermoplastics, two main decomposition peaks were observed. Morphological study showed that addition of coupling agent improved the compatibility between WFs and thermoplastic. WFs were embedded into the thermoplastic matrix indicating improved adhesion. However, the bonding was not perfect because some debonding can also be seen on the interface of WFs and thermoplastic matrix. In the case of mechanical properties of WF filled recycled thermoplastic, HDPE and PP based composites provided similar tensile and flexural properties. The addition of coupling agents improved the properties of thermoplastic composites. MAPE coupling agents performed better in HDPE while MAPP coupling agents were superior in PP based composites. The composites produced with the combination of 50-percent mixture of recycled HDPE and PP performed similar with the use of both coupling agents. All produced composites provided flexural properties required by the ASTM standard for polyolefin-based plastic lumber decking boards.
1. Introduction
Traditionally, plastic industry uses inorganic fillers such as talc, calcium carbonate, mica, and glass or carbon fibers to fill and to modify the performance of thermoplastic. Inorganic fillers, most of the 2.5 billion kg of fillers used in plastic industry [1,2], provide rigidity and resistance to temperature [3-5] but it is costly and abrasive to the processing equipment [4-6]. Recently, organic fillers produced from wood or agricultural plants have gained tremendous attention from plastic industry [1]. The primary advantages of using organic fillers in thermoplastics can be listed as low densities, low cost, nonabrasive nature [1,4-5,7], possibility of high filling levels, low energy consumption, high specific properties, biodegradability, availability of a wide variety of fibers throughout the world, and generation of a rural/agricultural-based economy [6-8]. Agricultural plants are a good source of raw material for organic fillers. Several studies were conducted to manufacture thermoplastic composites using plant flour or fiber including hemp, flax, jute, sisal, bagasse, ramie and kapok [9-16].
These non-wood raw materials have a great potential to be utilized in composite manufacturing. Among them, wheat straw has a special place with approximately 800 millions tons of annual production in the world [17, 18]. Several studies were conducted to utilize wheat straw in the manufacture of particleboard [19-21], fiberboard/hardboard [22-23], insulation board [24-27] and gypsum board [28]. Wheat straws mixed with inorganic filler (CaCO3) were also utilized in the preparation of polyvinyl chloride and polyethylene composites [29]. Recently, wheat straw fiber characterization [30-31] and their usage in polypropylene composites were also studied [32-33]. It is reported that hydrophilic nature of wheat straw flours caused poor adhesion with hydrophobic thermoplastics in wheat straw flour filled composites [32-33]. Similar findings were also reported in wood flour filled thermoplastic composites [1,4-5,34-35]. In order to improve the similarity and adhesion between wood-flours and thermoplastic matrices, several chemicals have been employed [36-41] and maleated coupling agents were found to be the most suitable coupling agents for organic filler filled thermoplastic composites [42]. There is still need to understand the behavior of the thermoplastic matrices with organic filler such as wheat straw flours. Thermal, mechanical and morphological behaviors of wheat straw flour filled thermoplastic composites were not investigated thoroughly. This study evaluated the thermal degradation of neat and wheat straw flour filled recycled thermoplastic composites. The study also investigated the effect of maleated polyolefins as a coupling agent on the mechanical properties and the morphology of recycled wheat straw flour filled recycled thermoplastic composites.
2. Results and Discussion
2.1. Thermogravimetric analysis (TGA) and Differential scanning calorimetry (DSC) results
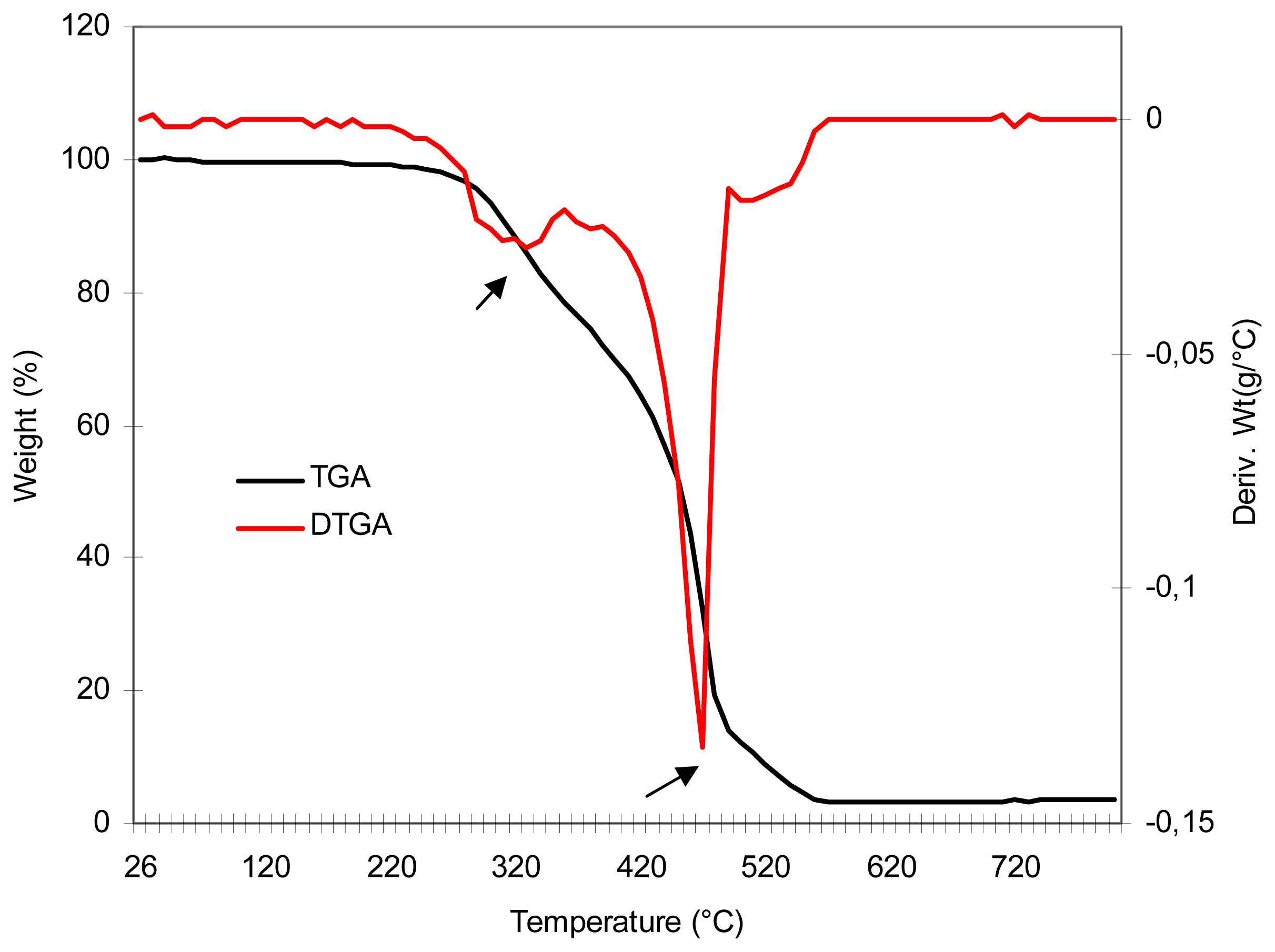
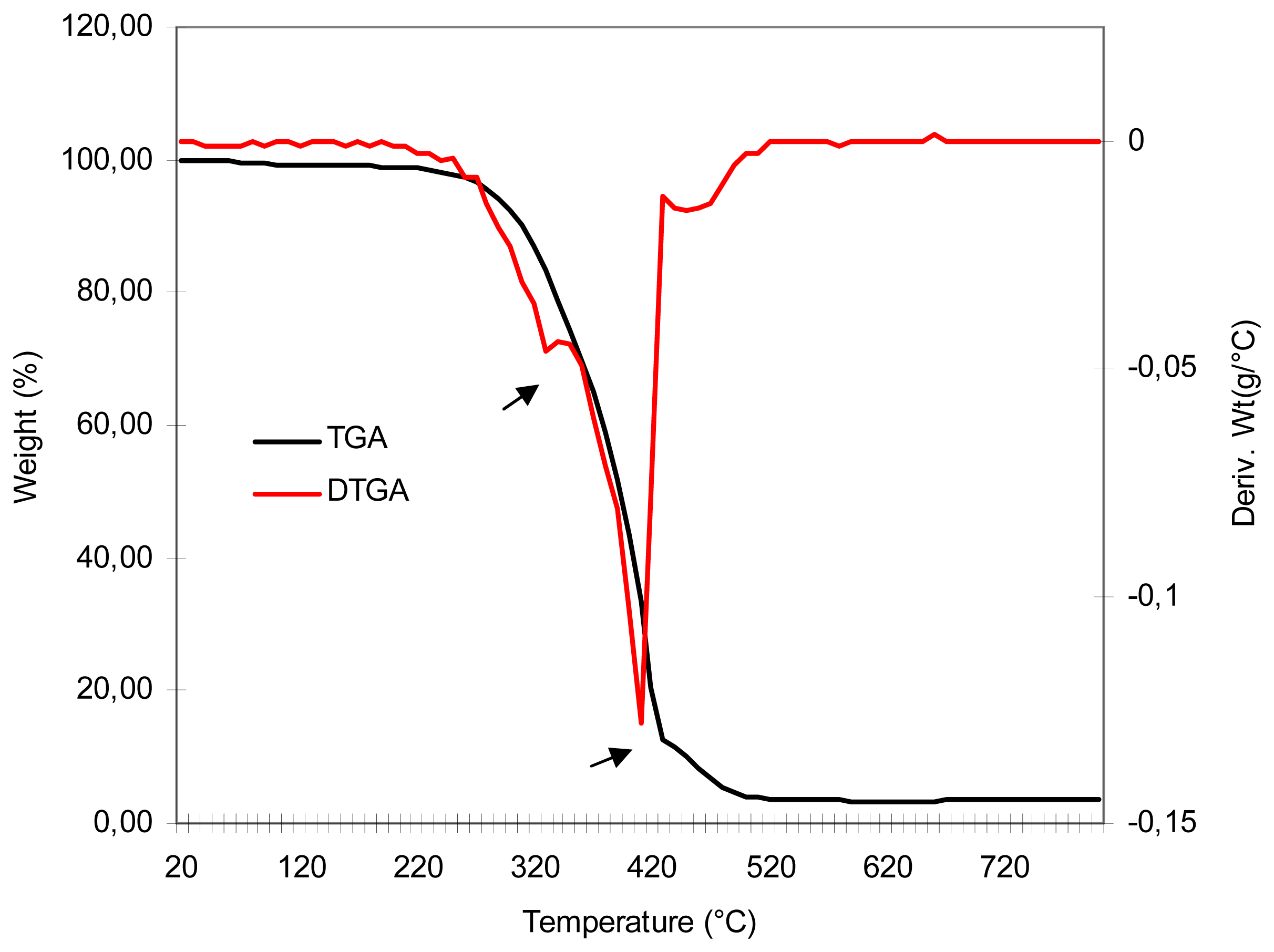
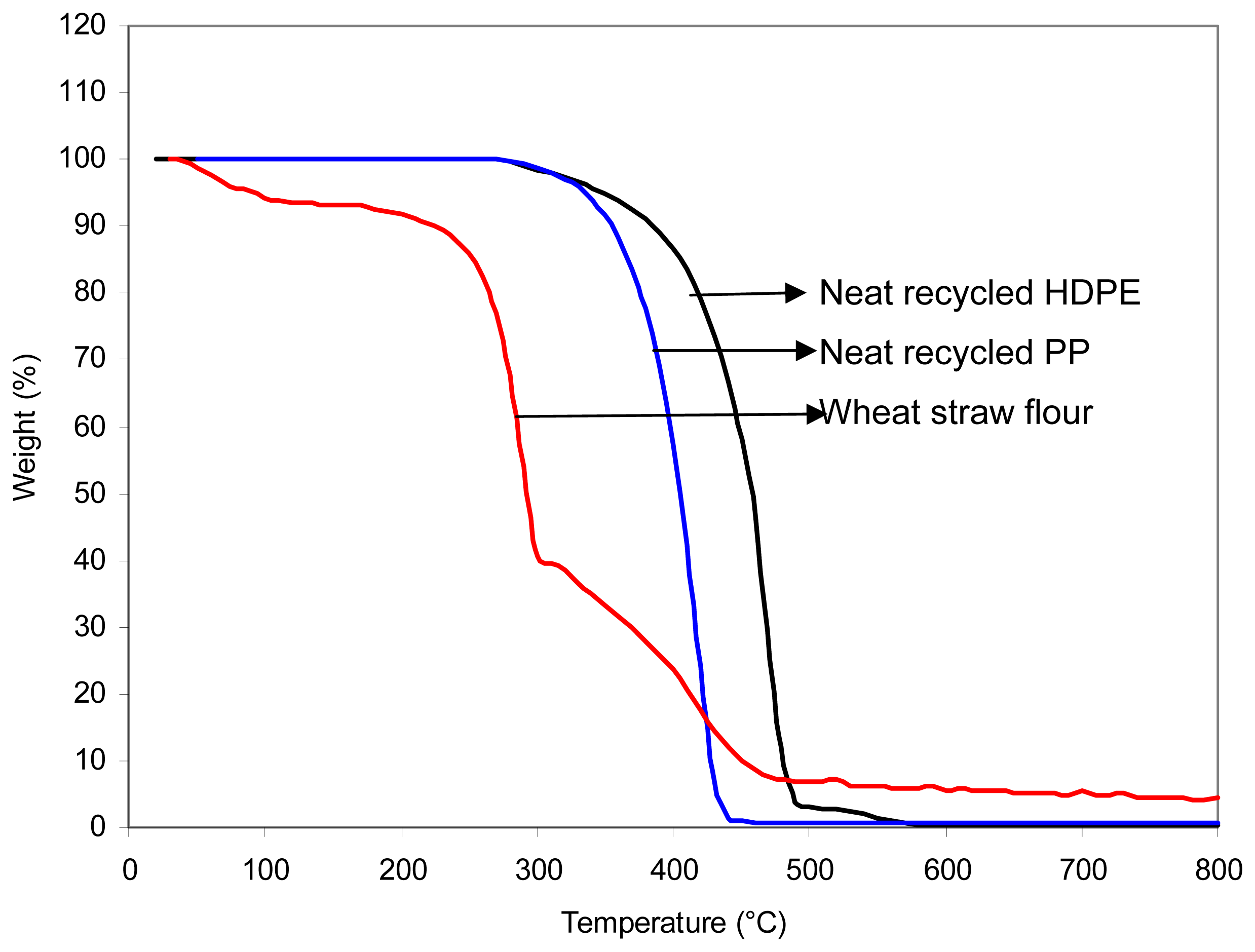
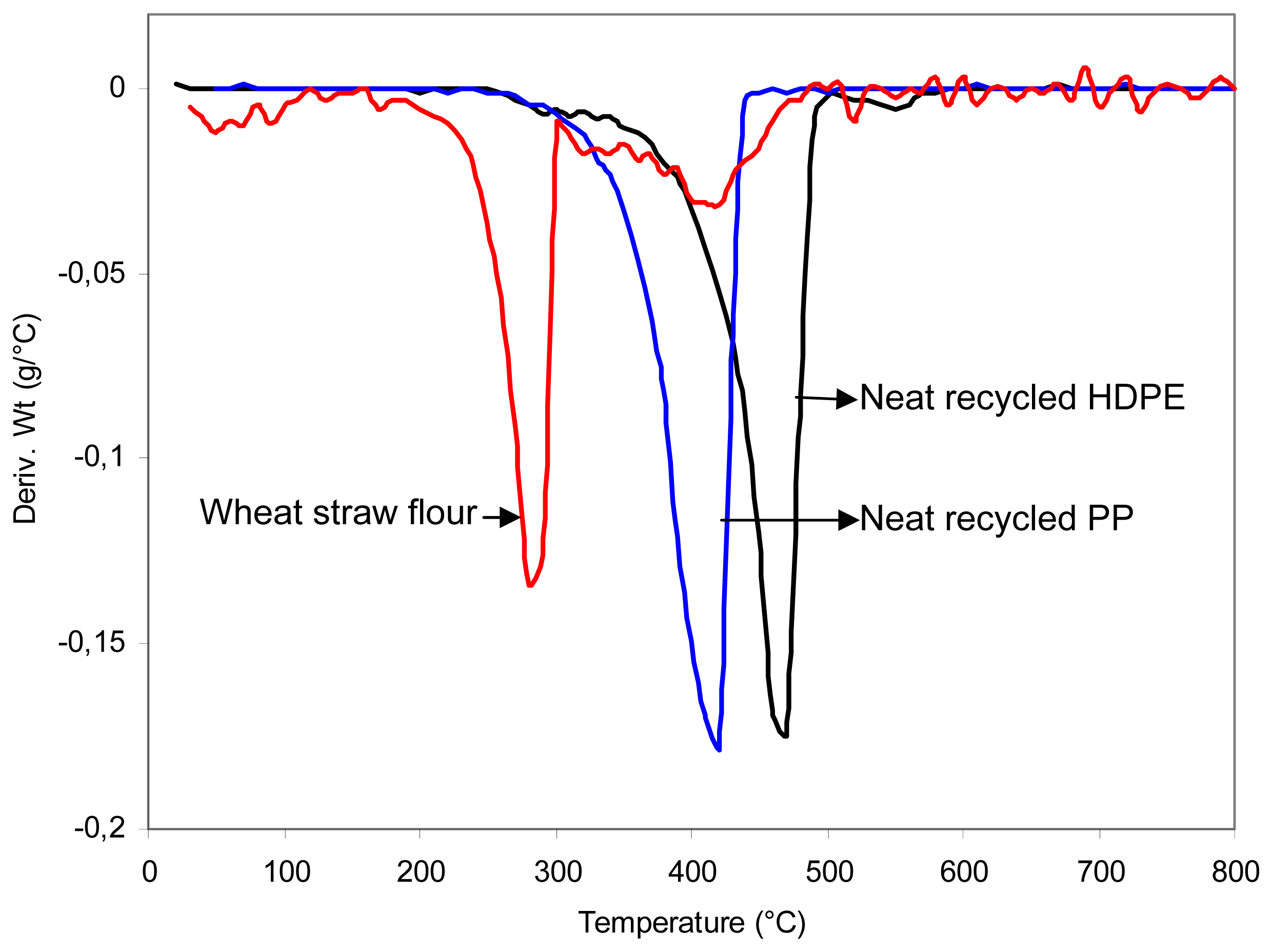
TGA analysis was performed on HDPE-WF, PP-WF and HDPE+PP-WF as well as on wheat straw flour, neat HDPE and neat PP samples. Figure 1 and 2 show the TGA and DTGA thermographs of the HDPE-WF and PP-WF thermoplastic composites, respectively. In both thermoplastic composites initial degradation was started at around 220 °C, which is close to the main decomposition temperature of the lignin extracted from wheat straws which is reported to be around 210 °C by Hornsby et. al. [30]. DTGA thermographs clearly show two main decomposition peaks for both HDPE-WF and PP-WF thermoplastic composites. These peaks were shown with arrows on the Figures 1 and 2. The First peaks were around 330 °C for both HDPE and PP based composites while the second peaks were around 470 °C and 420 °C for HDPE and PP composites, respectively. Figure 3 present the TGA thermographs of neat HDPE, neat PP and wheat straw flours while Figure 4 shows the DTGA thermographs.
The main decomposition peak on the DTGA thermograph of the wheat straw flour in Figure 4 was around 280°C, which was pretty close to the decomposition temperature of 283 °C reported by Hornsby et. al [30]. It is believed that first peak of 330 °C in wheat straw flour filled thermoplastic composites was mainly coming from degradation of wheat straw flours. Second decomposition temperature peak for HDPE based composites was identical with the decomposition temperature of neat HDPE (470 °C). In PP based composites, main decomposition temperature of 410°C was slightly lower than the main decomposition temperature of neat PP (420 °C). Summary of onset degradation, peak temperature and residual weight after 500 °C of the materials are also given in Table1. It should be noted that wheat straw flour filled thermoplastic composites had higher residues at 500 °C due to the presence of silicates in the surface region of the wheat straws [30].
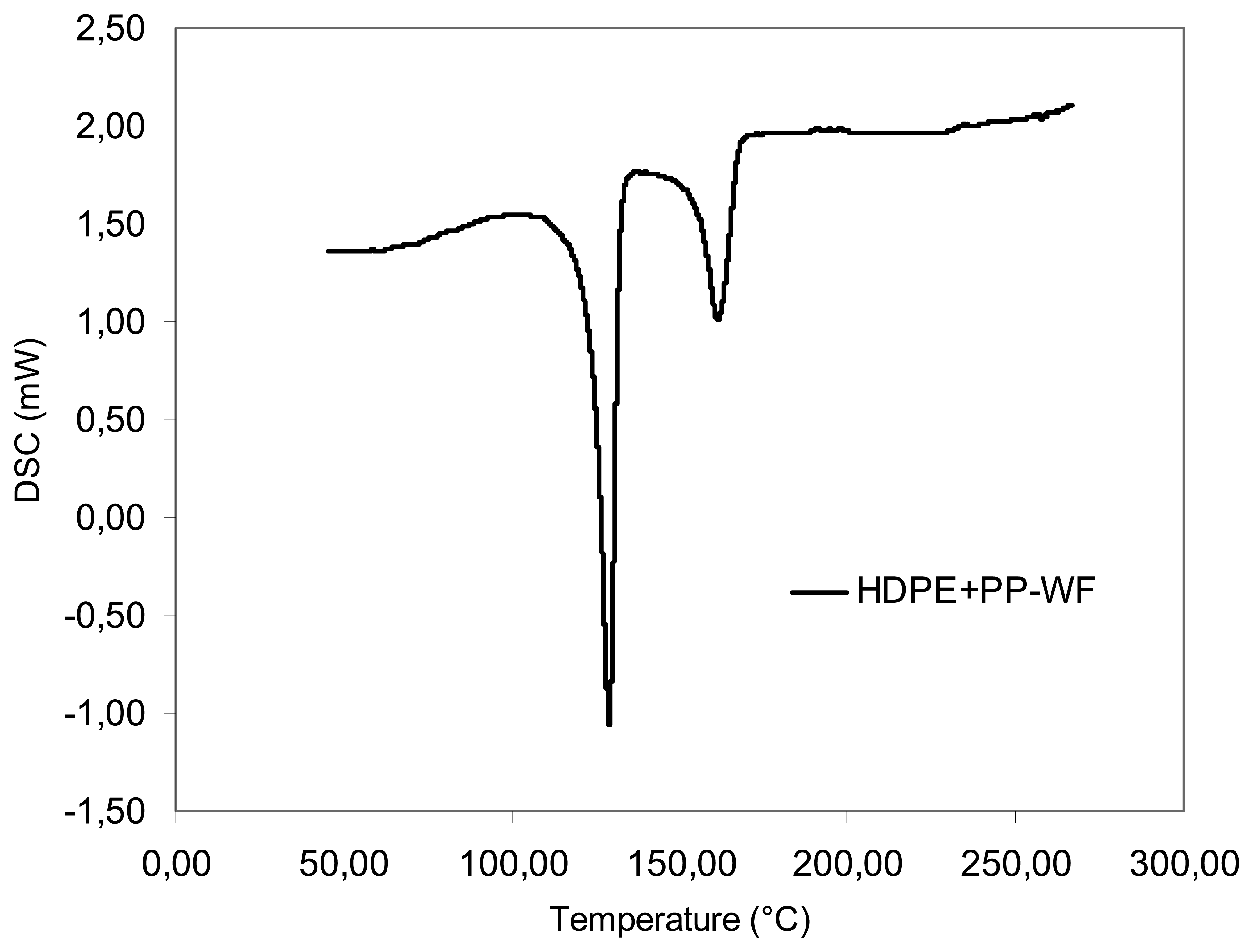
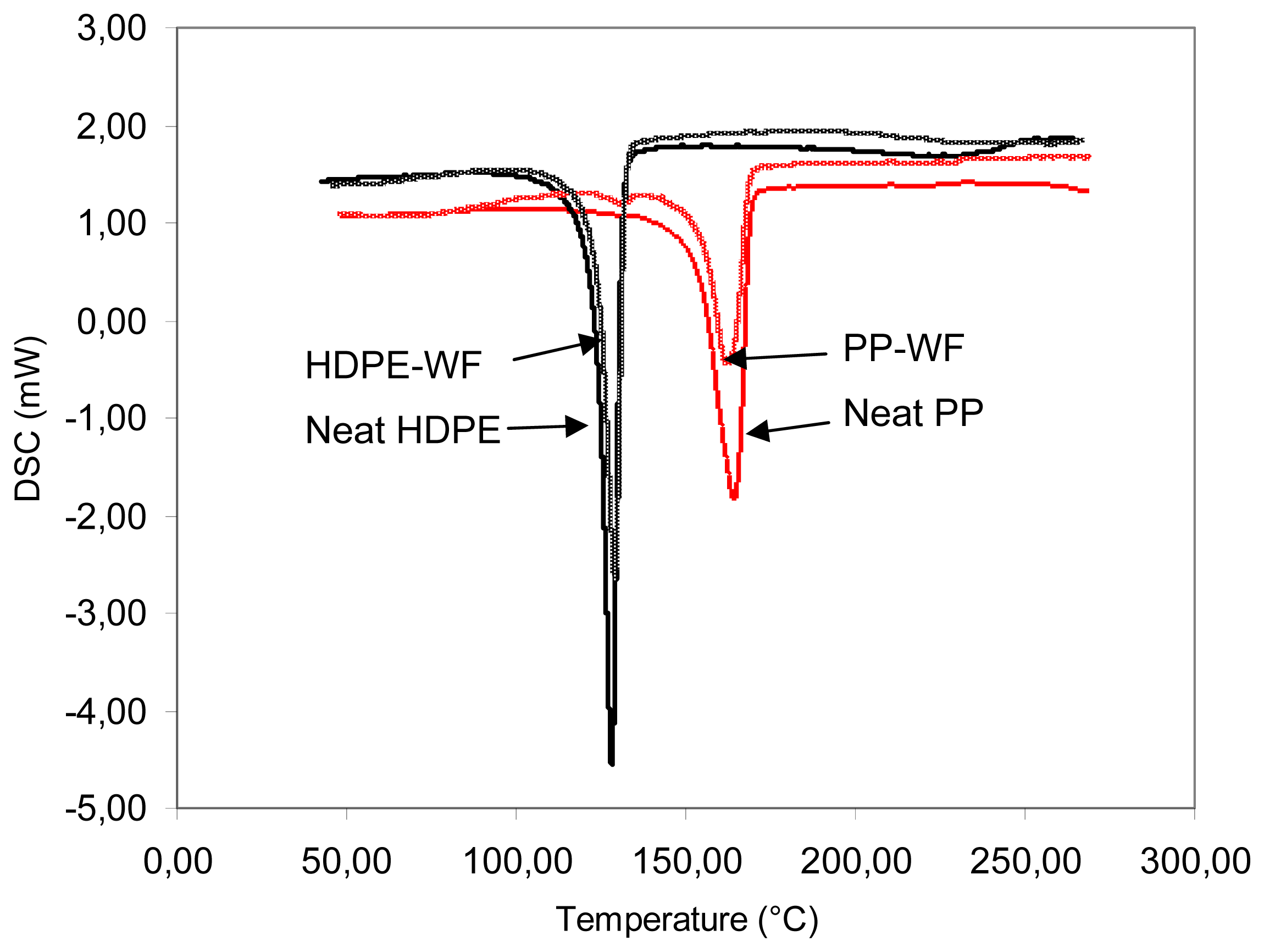
DSC results of the materials studied were presented in Table 2. Composites manufactured with 50-percent mixture of HDPE and PP provided individual phase transition in the blend with two individual peaks on the thermograph (Figure 5). This implies a lower compatibility between the HDPE and PP polymers. Figure 6 presents the neat recycled HDPE, neat recycled PP and their wheat straw flour filled composites. Melting temperature of the neat HDPE and their composites was around 128°C while neat recycled PP and their composites was about 163°C.
Based on the TGA and DSC analysis during the manufacturing of the composites, extruder temperatures should be over 129 °C for HDPE and 163 °C for PP based composites to facilitate the melting of the matrix and should be less than 220 °C to prevent the lignocellulosic material from degrading. It should also be noted that residence time of the material in the extruder is also important [49]. Higher processing temperature can be set if the component passes through the extruder in a short time.
2.2. Mechanical Properties
Table 3 summarizes the mechanical properties of wheat straw flour filled recycled thermoplastic composites. Mechanical properties were discussed under three headings; tensile properties, flexural properties and impact properties.
Tensile Properties
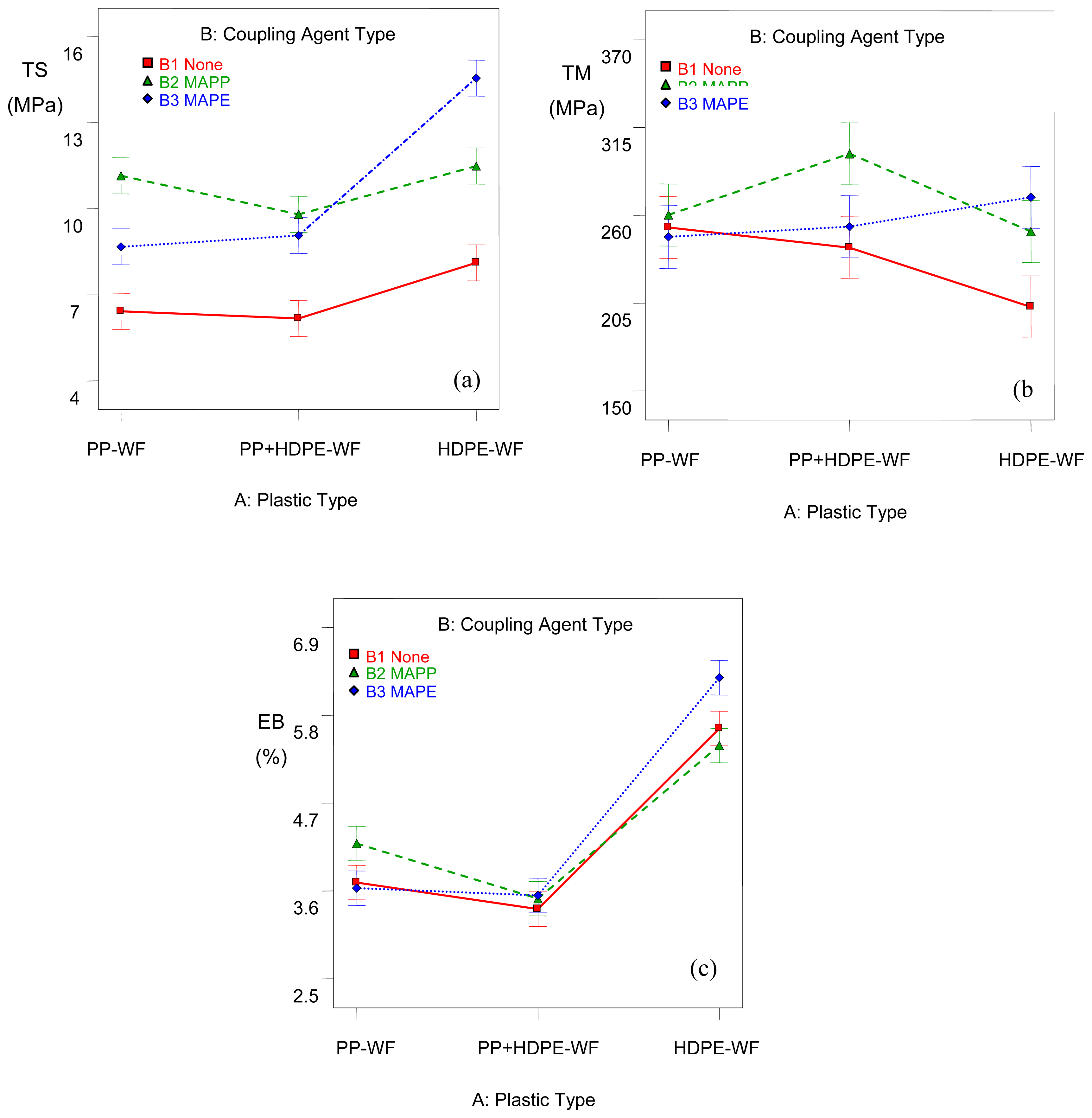
Tensile properties include tensile strength, tensile modulus and elongation at break. Table 4 summarizes the two way analysis of variance for tensile properties of wheat straw flour filled polymer composites. Figure 7 shows the interactions of tensile strength, tensile modulus and elongation at break of the composites.
The two way ANOVA showed that plastic type and coupling agent type had significant effect on tensile strength (P<0.001). There was also an interaction between plastic type and coupling agent type (P<0.001). The effect of different levels of plastic type depends on what type of coupling agent is present (Figure 7). For the HDPE based polymer composites MAPE performed superior while for the PP based polymer composites MAPP based coupling agent performed better. Similar results were also reported by others [44-47]. It is believed that better wetting of the PE based maleic anhydride to the HDPE matrix polymer and PP based maleic anhydride (MAPP) to the PP based polymer could be responsible for this outcome. In the case of mixture of PP and HDPE polymer composites, there were no significant differences between the coupling agent types. Both the MAPP and MAPE performed similarly. It was interesting to see that HDPE based composites performed as well as PP based composites.
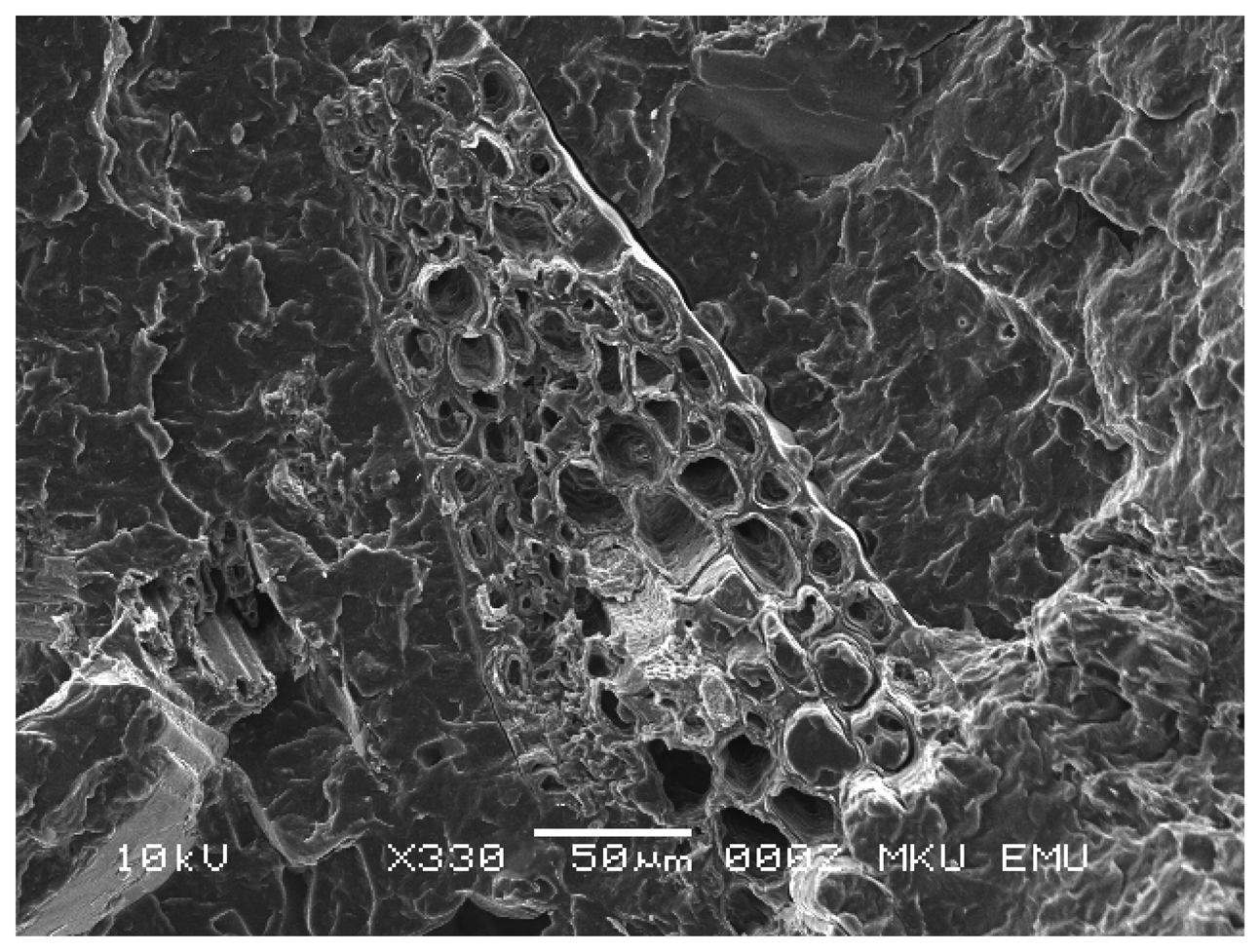
Normally PP based composites provides higher properties compared to HDPE based ones. For the composite material, performance can usually be affected by the similarity of the constituent, distribution of the fillers and the defects. It is believed that poor distribution of the wheat straw flours in the matrix and their cellular structure could be responsible for the similar performances of the HDPE and PP based composites. Cellular structure of the wheat straw flour might prevent thermoplastic matrix to reach the optimum performances. Figure 8 shows the scanning electron micrograph of the wheat straw cellular structure. Lack of plastic penetration into the cellular structure was apparent.
In the case of tensile modulus, plastic type had no significant effect on polymer composites (P=0.180). However, coupling agent had a significant effect on tensile modulus (P=0.010) meaning that addition of coupling agent advanced the tensile modulus regardless of plastic type due to the improved adhesion between plastic and wheat straw flours. Similar results for wood flour filled polymer composites were also reported [38,48].
The coupling agent type had no significant effect on the elongation at break values of wheat straw flour filled thermoplastic composites. Plastic type had statistically significant effect on the produced composites (P<0.001). HDPE based composites had higher results than PP based composites (Figure 5). This result was expected because HDPE matrix had higher elongation at break values (48-percent) compared to PP matrix (10-percent).
Flexural Properties
Flexural properties include flexural strength and flexural modulus. Table 5 summarizes the two way analysis of variance for flexural properties of wheat straw flour filled thermoplastic composites. Figure 9 shows the interactions of flexural strength and flexural modulus of the composites.
Plastic type did not have significant effect on the flexural strength of the wheat straw flour filled polymer composites (P=0.073). Figure 9 shows that wheat straw flour filled PP, HDPE and PP+HDPE composites provided similar flexural strength values. PP usually provides higher flexural strength values compared to PE [43]. It is believed that on the flexural strength of composites, wheat straw flour had played a bigger role than plastic type. Penetration of polymer matrix into the cellular structure of wheat straw flour was not enough. Figure 8 shows the lack of polymer penetration in the cellular structure of composites. Addition of coupling agent significantly improved the flexural strength (P<0.001). Similar results were also reported in the flexural strength of wood flour filled thermoplastic composites [44-46]. Statistical analysis also showed a significant interactions (P=0.010) between plastic type and coupling agent type meaning that effect of different levels of plastic type depends on what level of coupling agent is present. MAPE coupling agent was performed much better when they used with HDPE [45-46]. For polyolefin-based plastic lumber decking boards, ASTM D 6662 [50] standard requires the minimum flexural strength of 6.9 MPa (1,000 psi). All composites produced in this study provided flexural strength values (13-25 MPa) that are well over the requirement by the standard.
In the case of flexural modulus, both plastic type and coupling agent type had statistically significant effect on wheat straw flour filled thermoplastic composites (P=0.008 and P<0.001, respectively). There was no interaction between plastic type and coupling agent type (P=0.718). ASTM D 6662 (2001) standard requires the minimum flexural modulus of 340 MPa (50,000 psi) for polyolefin-based plastic lumber decking boards. All composites produced in this study provided flexural modulus values (700-1500 MPa) well over required standards.
Impact Properties
Table 6 summarizes the two way analysis of variance for impact strength of wheat straw flour filled thermoplastic composites. Plastic type had statistically significant effect on impact properties of wheat straw flour filled thermoplastic composites (P<0.001). HDPE based polymer composites had higher impact properties than PP based composites (Figure 10). This result might be due to the higher impact strength of neat HDPE polymer (100 J/m) compared to the neat PP polymer (50 J/m). Coupling agent type had no significant effect on impact strength (P=0.126).
2.3. Morphology
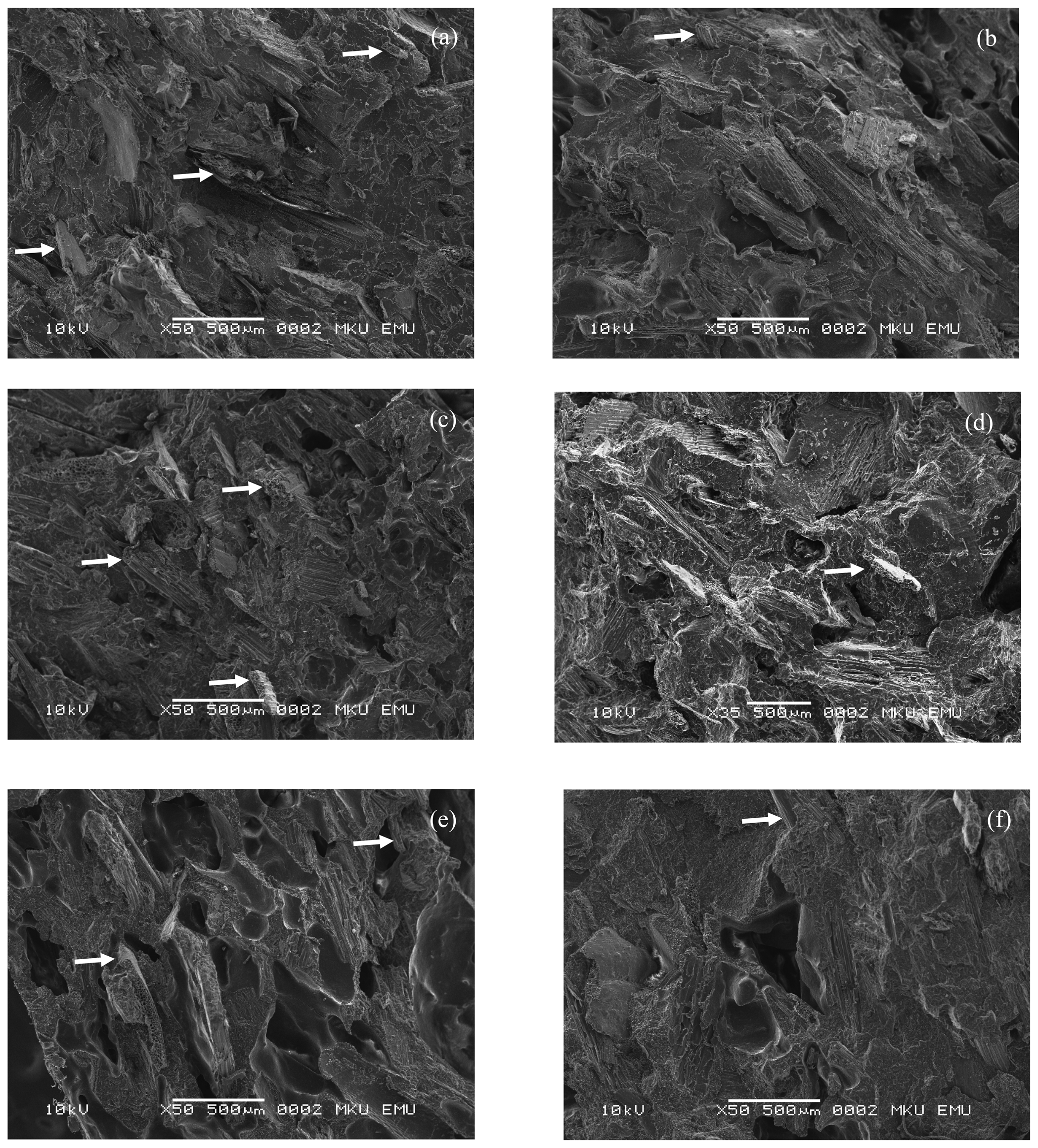
SEM micrographs of the wheat straw flour filled thermoplastic composites were presented in Figure 11. Figure 11a, c and e show the unmodified (no MAPP or MAPE) composites produced from recycled HDPE, recycled PP and 50-percent mixture of both recycled HDPE and recycled PP, respectively. The arrows show the individual wheat straw flours present in the matrix. The presence of individual wheat straw flours was due to the poor adhesion between the not compatible wheat straw flours (hydrophilic) and polymer matrix (hydrophobic). Figure 11b, d and f present the composites with 3-percent MAPP or MAPE coupling agents. Since MAPE coupling agent performed superior in HDPE-WF thermoplastic composites and MAPP worked better in PP-WF thermoplastic composites, SEM micrographs of the thermoplastic composites were chosen from those groups. In these micrographs, some wheat straw flours were embedded into the polymer matrix indicating improved adhesion. However, there was still room for improvement because some debonding can also be seen on the interface of wheat straw flour and polymer matrix.
3. Experimental Section
3.1. Materials
The thermoplastic matrixes were recycled high density polyethylene (HDPE), recycled polypropylene (PP) or 50-percent mixture of these two polymers. Recycled HDPE pellets were produced from water pipes. They were collected from the local areas, cleaned from the dirt and cut in to small pieces using band saw. Then, these small pieces were grinded into small pellets using Wiley mill. Recycled PP pellets were generated from drinking cups. They were also collected from the local area and cleaned from the dirt. These drinking cups were thin and soft. Before grinding these cups were melted in a small extruder and cooled as small pieces. Later these pieces were palletized with Wiley mill. Wheat straw flours (WF) were used as lignocellulosic materials. They were obtained from local farmers and granulated into 40-mesh size flours using Wiley mill. Maleic anhydrite grafted polypropylene (Licomont AR 504 by Clariant) and maleic anhydrite grafted polyethylene (Licocene PEMA 4351 by Clarient) were utilized as coupling agents. Descriptions of coupling agents were provided in Table 7.
3.2. Composite Manufacturing
Experimental design of the study is presented in Table 8. Effects of plastic and coupling agent types on the performance of polymer composites were investigated. During the manufacturing of composite materials, recycled HDPE, PP or mixture of both (67-percent by weight) were used as polymer matrix while MAPP or MAPE (3-percent by weight) were used as coupling agents. Control boards (70-percent polymer and 30-percent wheat straw flour by weight) without any coupling agent were also produced for each polymer to compare the effectiveness of the coupling agents. Depending on the groups, granulated polymer, WF and coupling agent were mixed in a high intensity mixer for 5 minutes to produce homogeneous blend. Then this homogenous mixture was compounded in a laboratory scale single-screw extruder at 40 rpm screw speed. Extruder temperatures were set as 170, 175, 180, 185 and 185 °C for 5 heating zones. The extrudates were collected, cooled and granulated into pellets. Finally, pellets were compression molded in the hot press for 5 minutes at 175 °C and cooled for 20 minutes. Composites with the size of 5×150×200 mm were produced.
3.3. Thermogravimetry and Differential Scanning Calorimetry
Thermogravimetric analysis (TGA) of the samples was done in a Shimadzu TGA-50 thermal analyzer using a scanning rate of 10 °C/min heating rate under nitrogen with 20 mL/min flow rate, from room temperature to 800°C. Differential scanning calorimeter (DSC) analysis was performed in Shimadzu DSC-60 using 10 °C/min heating rate under nitrogen with 30 mL/min flow rate, from room temperature to 500 °C.
3.4. Mechanical Property Testing
Testing of the produced composites was conducted in a climate-controlled testing laboratory. Flexural, tensile and impact properties of all boards were determined. The flexural tests were conducted in accordance with ASTM D 790 [51]. Test samples were cut in the dimensions of 5×13×15 mm. The span length of each specimen was 100 mm, with the rest left as overhang. Ten samples were tested on Zwick 10KN for each group. The rate of crosshead motion was 2.0 mm/min, which is calculated according to the ASTM standard.
The tensile tests were conducted according to the ASTM D 683 [52]. Ten samples for each group were tested on Zwick 10KN. Tests were performed at a rate of 5.0 mm/min. Dog-bone shape samples were used (Type III). The tensile modulus of the samples was taken as the slope of the curve at stress levels between 0.05% and 0.2%, while the tensile strength was the maximum stress experienced by each specimen.
The impact tests were performed according to ASTM D 256 [53].. Ten impact samples for each group were cut from the manufactured composites. The notches were added using a Polytest notching cutter by RayRan™ and notched samples were tested on a HIT5.5P impact testing machine, manufactured by Zwick™.
3.5. Scanning Electron Microscope
The fractured surface of the samples was also studied by using JEOL scanning electron microscope (Model JSM 6400). The samples were first dipped into liquid nitrogen and snapped to half to prepare the fractured surfaces. Then samples were mounted on the sample stub and were sputtered with gold.
3.6. Statistical Analysis
Design-Expert® Version 7.0.3 statistical software program was used for statistical analysis. In this study, the two-way ANOVA at three levels was chosen to determine effect of plastic and coupling agent types and their interactions on the mechanical properties of wheat straw flour filled thermoplastic composites.
Acknowledgments
This research was supported by The Scientific & Technological Research Council of Turkey (Project # TOVAG 106O179).
References and Notes
- Clemons, C. Wood-plastic composites in the United States. The interfacing of two industries. Forest Prod. J. 2002, 52(6), 10–18. [Google Scholar]
- Caulfield, D.F.; Clemons, C.; Jacopson, R.E.; Rowell, R.M. Handbook of Wood Chemistry and Wood Composites; 2005; Taylor & Frandis: London, New York, Singapore; p. 365. [Google Scholar]
- La Mantia, F.P.; Morreale, M.; Ishak, Z.A. Processing and mechanical properties of organic filler-polypropylene composites. J. Appl. Polym. Sci. 2005, 96, 1906–1913. [Google Scholar]
- Mengeloglu, F.; Matuana, L.M.; King, J. Effects of impact modifiers on the properties of rigid PVC/wood-fiber composites. J. Vinyl. Addit. Techn. 2000, 6(3), 153–157. [Google Scholar]
- Mengeloglu, F.; Matuana, L.M. Mechanical properties of extrusion foamed rigid PVC/Wood-flour composites. J. Vinyl. Addit. Techn. 2003, 9(1), 26–31. [Google Scholar]
- Abu-Sharkh, B.F.; Kahraman, R.; Abbasi, S.H.; Hussein, I.A. Effect of epolene E-43 as a compatibilizer on the mechanical properties of palm fiber-poly(propylene) composites. J. Appl. Polym. Sci. 2004, 92, 2581–2592. [Google Scholar]
- Matuana, L.M.; Park, C.P.; Balatinecz, J.J. Cell morphology and property relationships of microcellular foamed PVC/Wood-fiber composites. Polym. Eng. Sci. 1998, 38, 1862–1872. [Google Scholar]
- Sanadi, A.R.; Caulfield, D.F.; Rowell, R.M. Reinforcing polypropylene with natural fibers. Plast. Eng. 1994, 4, 27–30. [Google Scholar]
- Chen, X.Y.; Guo, Q.P.; Mi, X.L. Bamboo fiber reinforced polypropylene composites: A study of the mechanical properties. J. Appl. Polym. Sci. 1998, 69, 1891–95. [Google Scholar]
- Gassan, J.; Bledzki, A.K. The influence of fiber surface treatment on the mechanical properties of jute—PP composites. Composites Part A 1997, 28A, 993–1000. [Google Scholar]
- Mwaikambo, L.Y.; Ansell, M.P. Chemical modification of hemp sisal jute and kopak fibers by alkalization. J. Appl. Polym. Sci. 2002, 84, 2222–2234. [Google Scholar]
- Joseph, K.; Pavithran, C.; Thomas, S. Influence of interfacial adhesion on the mechanical properties and fracture behaviour of short sisal fibre reinforced polymer composites. Eur. Polym. J. 1996, 32(10), 1243–1250. [Google Scholar]
- Sain, M.M.; Kokta, B.V. Effect of modified polypropylene on physical performance of saw dust filled polypropylene composite. J. Adv. Polym. Technol. 1993, 12(2), 167–183. [Google Scholar]
- Sain, M.; Li, H. High stiffness natural fiber-reinforced hybrid polypropylene composites. Polym.-Plast. Technol. Eng. 2003, 42(5), 853–862. [Google Scholar]
- Prasad, B.M.; Sain, M.M. Mechanical properties of thermally treated hemp fibers in inert atmosphere for potential composite reinforcement. Mater. Res. Innov. 2003, 7, 231–238. [Google Scholar]
- Vande Velde, K.; Keikens, P. Thermoplastic polymers; overview of several properties and their consequences in flax fiber reinforced composites. Polymer Testing 2001, 20, 885–893. [Google Scholar]
- Backiel, A. The fiber side of the equation. In Proc. Wood fiber-plastic composites; 1995; Madison, WI; pp. 3–7. [Google Scholar]
- Mengeloglu, F.; Alma, M.H. Bugday saplarının kompozit levha üretiminde kullanılması. KSU Fen ve Muhendislik Dergisi 2002, 5(2), 37–48. [Google Scholar]
- Fujimoto, M.; Taguchi, N.; Hatsutori, S. Manufacture of straw boards. Asignee: Oshinka Shinko KK. Patent, P.N.: JP 221007, I.D.:880914, 1988. [Google Scholar]
- Russell, B. Straw particleboard. Proc. of the 24thWashington State University international particleboard/composite materials symposium, Pullman, WA,, 1990; 1990; p. 264. [Google Scholar]
- Troger, F.; Pinke, G. Manufacture of boards glued with polymeric diphenylmethane-4,4-diisocyanate containing various proportions of straw. Holz als Roh- und Werkstoff 1988, 46(10), 389–395. [Google Scholar]
- Lathrop, E.C.; Naffziger, T.R.; Stivers, E.R. Boxboard from wheat straw to replace wood veneer in wirebound shipping containers. Tappi Journal 1951, 34(4), 145–152. [Google Scholar]
- Li, R. Wheat straw fiberboard production: treating straw with water, making pulp, vacuum drying, cutting edges, pressing, and scalding. Patent P.N.: CN 1055785, I.D.:911030, 1991. [Google Scholar]
- Wisniak, J.; Lauterback, A.; Vergara, P. The possible use of wheat straw and red mace for the manufacture of acoustical tile. Tappi 1962, 45, 226A–230A. [Google Scholar]
- Lathrop, E.C.; Naffziger, T.R. Evaluation of fibrous agricultural residues for structural building products. II. Fundamental studies on wheat straw fibers. Tappi 1949, 32(2), 91–96. [Google Scholar]
- Lathrop, E.C.; Naffziger, T.R. Evaluation of fibrous agricultural residues for structural building products. III. A process for the manufacture of high-grade products from wheat straw. Tappi 1949, 32(7), 319–330. [Google Scholar]
- Srivastava, A.C.; Gupta, R. Feasibility of using trash and straw as a thermal insulator. Biological Wastes 1990, 33(1), 63–65. [Google Scholar]
- Polis, C. Binding composition from gypsum plaster, lightweight granular aggregate, and wheat paste. Patent P.N.: US 3519450, I.D.: 700707, 1970. [Google Scholar]
- Cheng, Z.; Li, Z. Development of thermoplastic composites with mixed fillers. Suliao 1988, 17(5), 37–40. [Google Scholar]
- Hornsby, P.R.; Hinrichsen, E.; Tarverdi, K. Preparation and properties of polypropylene composites reinforced with wheat and flax straw fibers Part I. Fibre characterization. Journal of Material Science 1997, 32, 443–449. [Google Scholar]
- Mohini, S.; Panthapulakkal, S. Bioprocess preparation of wheat straw fibers and their characterization. Industrial Crops and Products 2006, 23, 1–8. [Google Scholar]
- Hornsby, P.R.; Hinrichsen, E.; Tarverdi, K. Preparation and properties of polypropylene composites reinforced with wheat and flax straw fibers Part II. Analysis of composite microstructure and mechanical properties. Journal of Material Science 1997, 32, 1009–1015. [Google Scholar]
- Panthapulakkal, S.; Zereshkian, A.; Sain, M. Preparation and characterization of wheat straw fibers for reinforcing applications in the injection molded thermoplastic composites. Bioresource Technolog 2006, 97, 265–272. [Google Scholar]
- Sanadi, A.R.; Young, R.A.; Clemons, C.; Rowel, R.M. Recycled newspaper fibers as reinforcing fillers in thermoplastics: Part I - Analysis of tensile and impact properties of polypropylene. J. Reinf. Plast. Comp. 1994, 13, 54–58. [Google Scholar]
- Sanadi, A.R.; Caulfield, D.F.; Rowell, R.M. Reinforcing polypropylene with natural fibers. Plast. Eng. 1994, 4, 27–30. [Google Scholar]
- Woodhams, R.T.; Thomas, G.; Rodgers, D.K. Wood fibers as reinforcing fillers for polyolefins. Polym. Eng. Sci. 1994, 24, 1166–1171. [Google Scholar]
- Matuana, L.M.; Balatinecz, J.J.; Park, C.B.; Sodhi, R.N.S. X-ray photoelectron spectroscopy study of silane-treated newsprint-fibers. Wood Sci. Technol. 1999, 33(4), 259–270. [Google Scholar]
- Coutinho, F.M.B.; Costa, T.H.S.; Carvalho, C.D.L. Polypropylene-wood fiber composites: Effect of treatment and mixing conditions on mechanical properties. J. Appl. Polym. Sci. 1998, 65, 1227–1235. [Google Scholar]
- Qiu, W.; Zhang, F.T.; Endo, T.; Hirotsu, T. Isocyanate as a compatibilizing agent on the properties of highly Crystalline cellulose/polypropylene composites. J. Mater. Sci. 2005, 40, 3607–3614. [Google Scholar]
- Qiu, W.; Zhang, F.T.; Endo, T.; Hirotsu, T. Milling-induced etherification between cellulose and maleated polypropylene. J. Appl. Polym. Sci. 2003, 91, 1703–1709. [Google Scholar]
- Jana, C.J.; Prieto, A. Natural fiber composites of high-temperature thermoplastics polymers: Effect of coupling agents. J. Appl. Polym. Sci. 2002, 86, 2168–2173. [Google Scholar]
- Lu, J.Z.; Wu, Q.; McNabb, H.S. Chemical coupling in wood fiber and polymer composites: A review of coupling and treatments. Wood Fiber Sci. 2000, 32(1), 88–104. [Google Scholar]
- Mengeloglu, F.; Kurt, R.; Gardner, D.J.; O'Neill, S. Mechanical properties of extruded high density polyethylene (HDPE)- and polypropylene (PP)- wood flour decking boards. Iran Polym. J. 2007, 16(7), 477–487. [Google Scholar]
- Yang, H.S.; Wolcott, M.P.; Kim, H.S.; Kim, S.; Kim, H.J. Effect of different compatibilizing agents on the mechanical properties of lignocellulosic material filled polyethylene bio-composites. Compos. Struct. 2007, 79, 369–375. [Google Scholar]
- Li, Q.; Matuana, L.M. Effectiveness of maleated and acryclic acid-functionalized polyolefin coupling agents for HDPE-wood-flour composites. J. Thermoplast. Compos. 2003, 16, 551–564. [Google Scholar]
- Lai, S.M.; Yeh, F.C.; Wang, Y.; Chan, H.C.; Shen, H.F. Comparative study of maleated polyolefins as compatibilizers for polyethylene/wood flour composites. J. Appl. Polym. Sci. 2003, 87, 487–496. [Google Scholar]
- Wang, Y.; Yeh, F.C.; Lai, S.M.; Chan, H.C.; Shen, H.F. Effectiveness of functionalized polyolefins as compatibilizers for polyethylene/wood flour composites. Polym. Eng. Sci. 2003, 43(4), 933–945. [Google Scholar]
- Sombatsompop, N.; Yotinwattanakumtorn, C.; Thongpin, C. Influence of type and concentration of maleic anhydride grafted polypropylene and impact modifiers on mechanical properties of PP/Wood sawdust composites. J. Appl. Polym. Sci. 2005, 97, 475–484. [Google Scholar]
- Chan, J.H.; Balke, S.T. The thermal degradation kinetics of polypropylene: Part II. Time-temperature superposition. Polym. Degrad. Stabil. 1997, 57(2), 127–134. [Google Scholar]
- ASTM D 6662. In Standard specification for polyolefin-based plastic lumber decking boards; Annual Book of ASTM Standards; West Conshohocken, P.A., 2007; Vol. 08, p. 03.
- ASTM D 790. In Standard test methods for flexural properties of unreinforced and reinforced plastics and electrical insulating materials; Annual Book of ASTM Standards; West Conshohocken, P.A., 2007; Vol. 08, p. 01.
- ASTM D 638. In Standard test methods for tensile properties of plastics; Annual Book of ASTM Standards; West Conshohocken, P.A., 2007; Vol. 08, p. 01.
- ASTM D 256. In Standard test methods for determining the izod pendulum impact resistance of plastics; Annual Book of ASTM Standards; West Conshohocken, P.A., 2007; Vol. 08, p. 01.
Figure 1.
TGA and DTGA thermographs of the wheat straw flour filled recycled HDPE thermoplastic composites.
Figure 1.
TGA and DTGA thermographs of the wheat straw flour filled recycled HDPE thermoplastic composites.
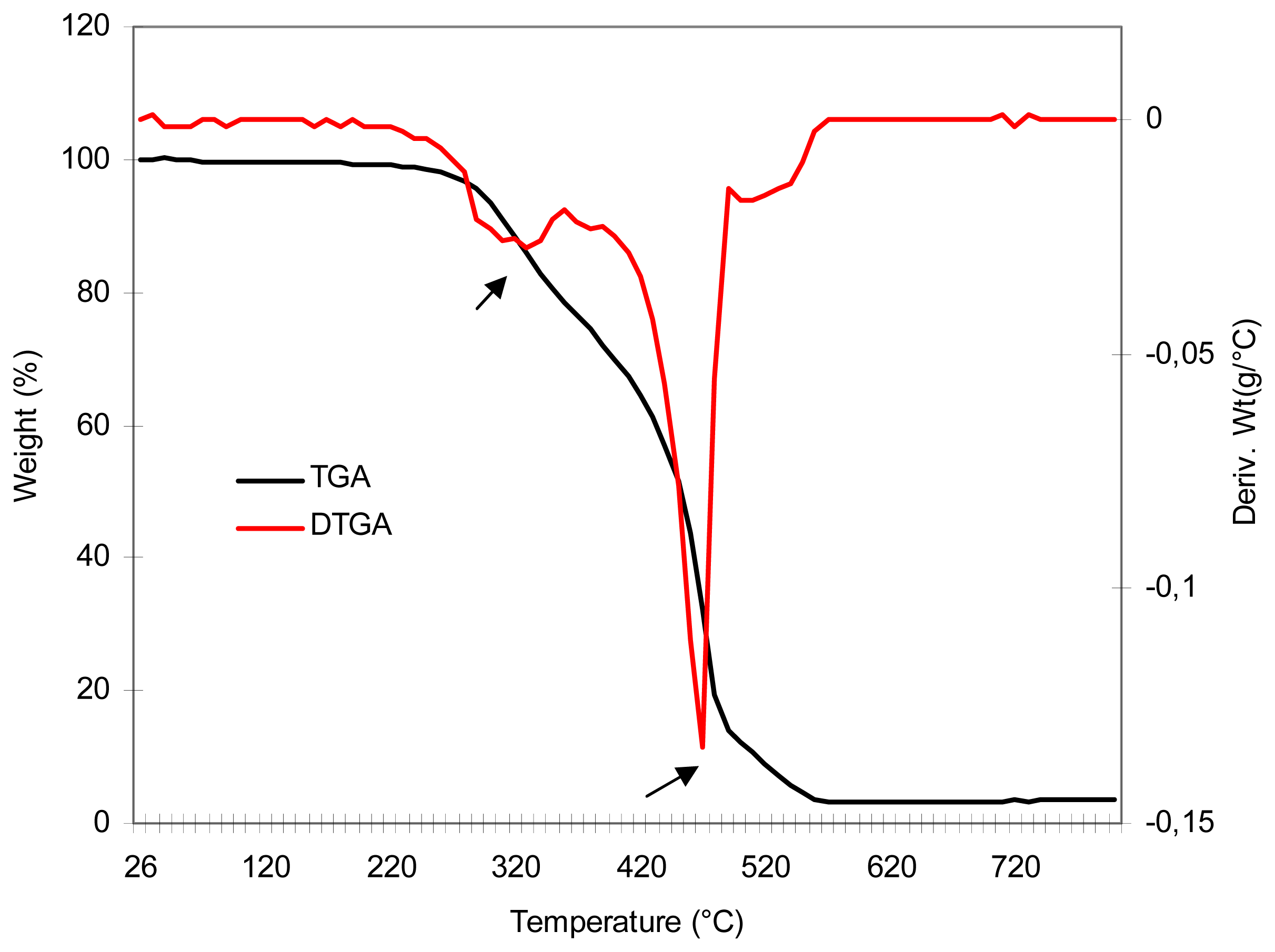
Figure 2.
TGA and DTGA thermographs of the wheat straw flour filled recycled PP thermoplastic composites.
Figure 2.
TGA and DTGA thermographs of the wheat straw flour filled recycled PP thermoplastic composites.
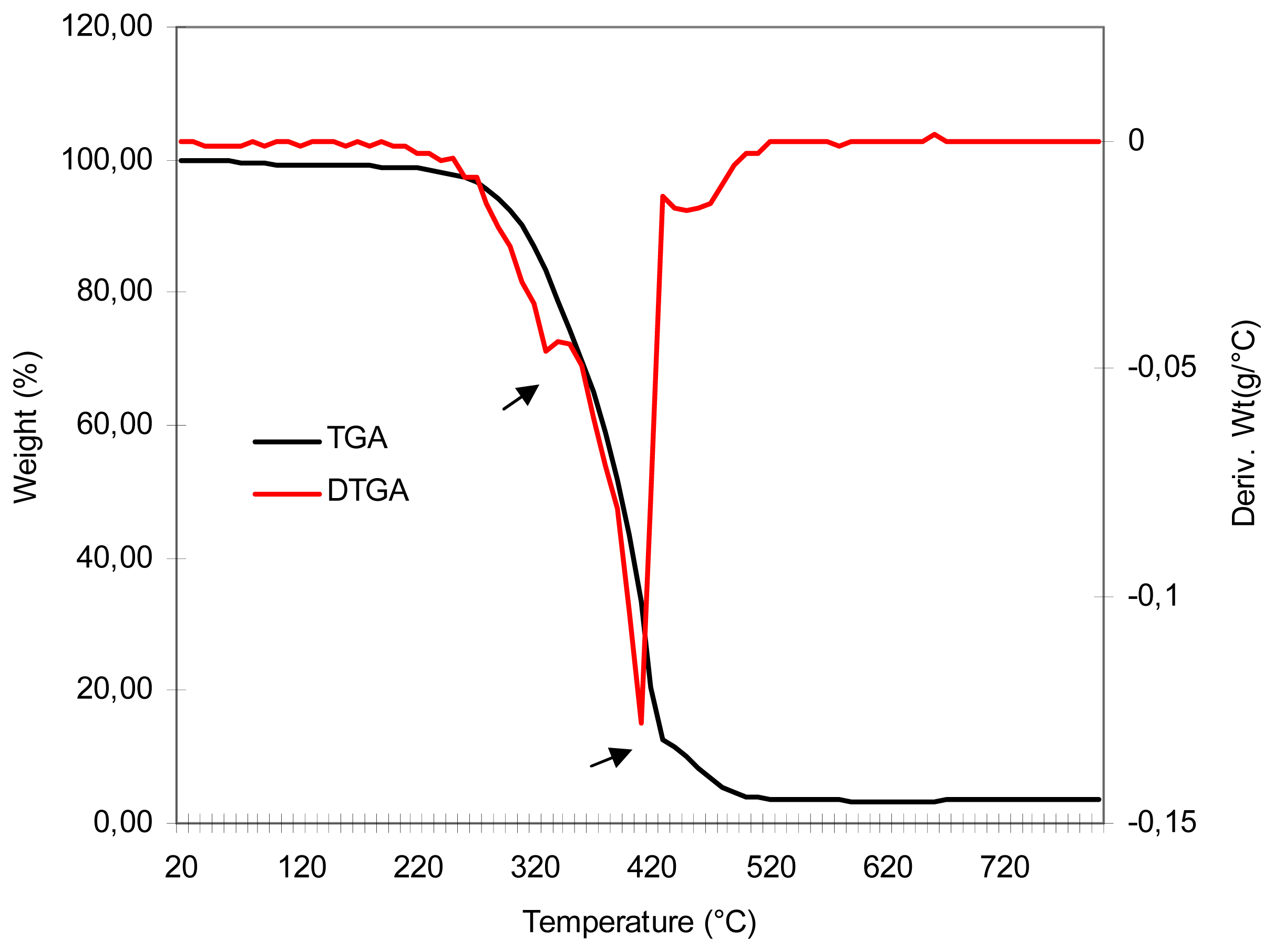
Figure 3.
TGA thermographs of the neat recycled HDPE, neat recycled PP and wheat straw flour.
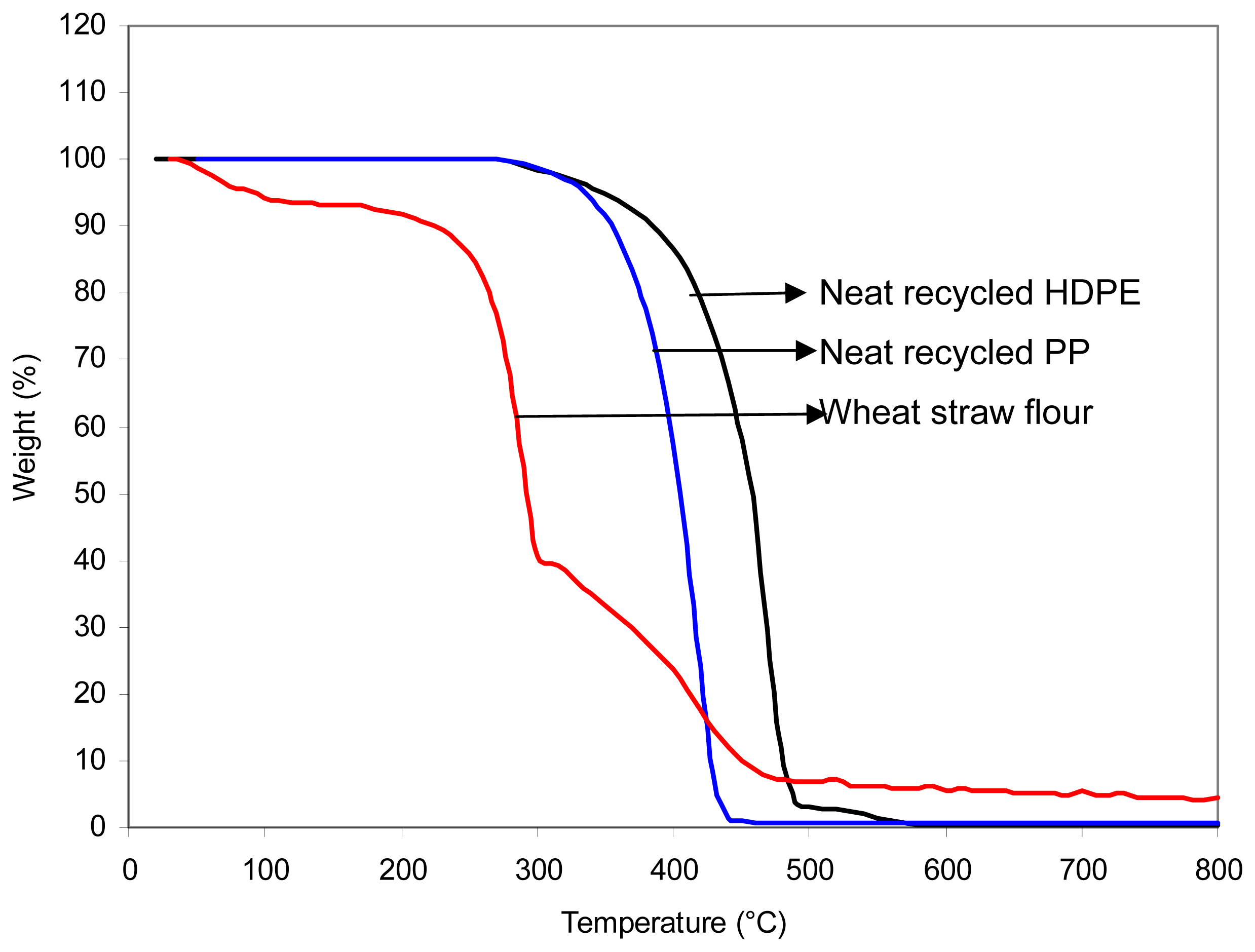
Figure 4.
DTGA thermographs of the neat recycled HDPE, neat recycled PP and wheat straw flour.
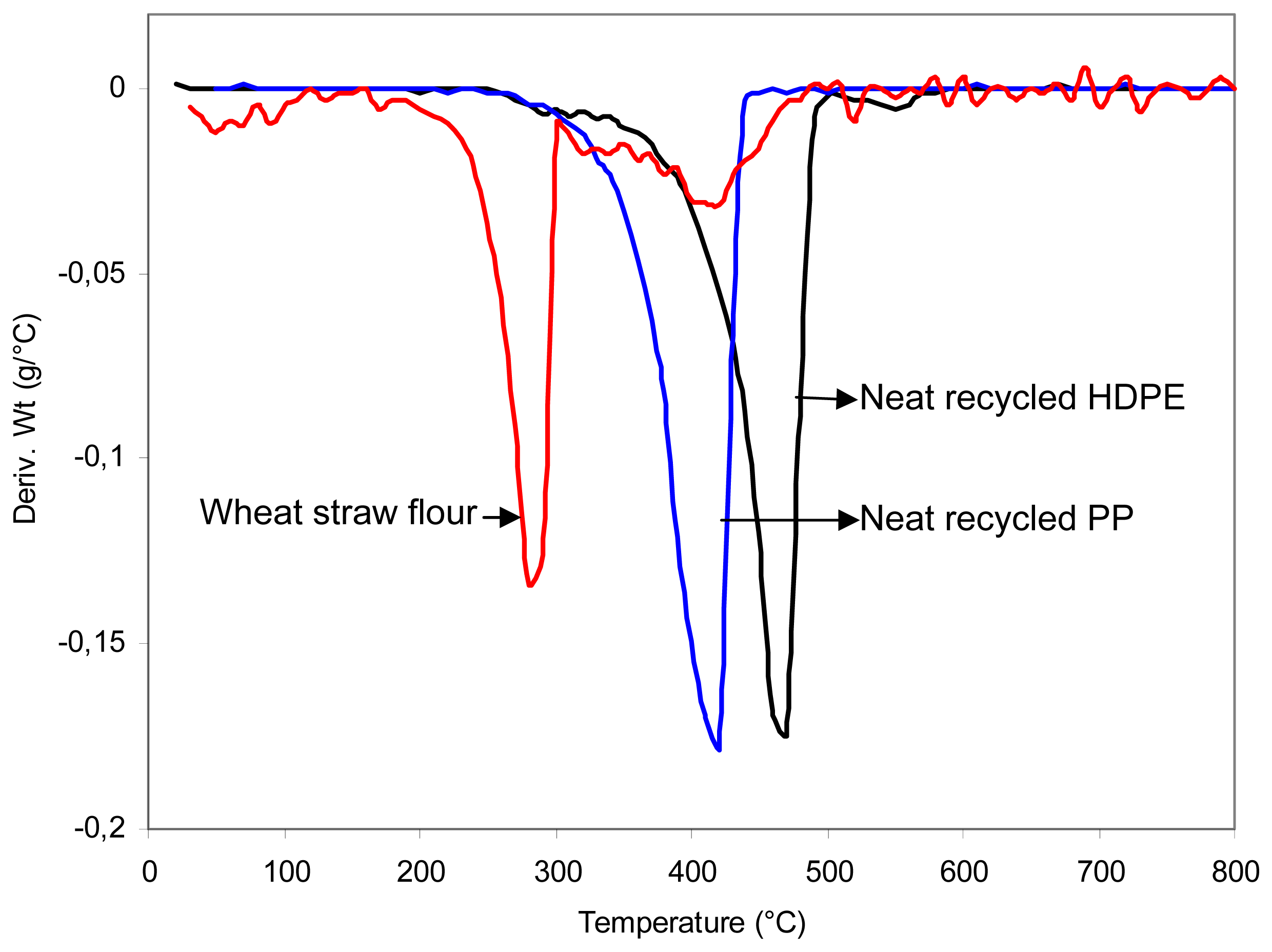
Figure 5.
DSC thermographs of the wheat straw flour filled recycled HDPE+PP thermoplastic composites.
Figure 5.
DSC thermographs of the wheat straw flour filled recycled HDPE+PP thermoplastic composites.
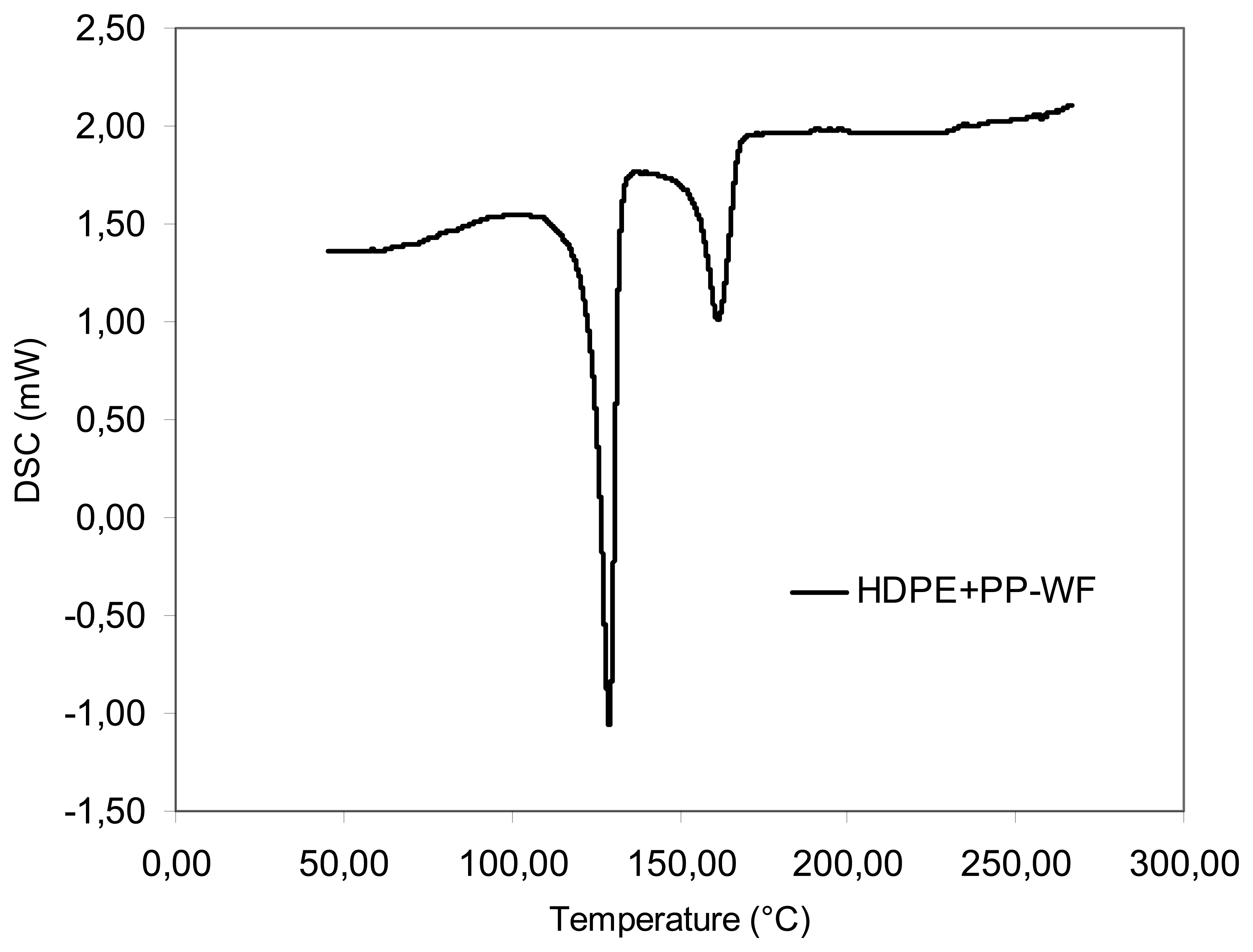
Figure 6.
DSC thermographs of the neat recycled HDPE, neat recycled PP and their wheat straw flour filled thermoplastic composites.
Figure 6.
DSC thermographs of the neat recycled HDPE, neat recycled PP and their wheat straw flour filled thermoplastic composites.
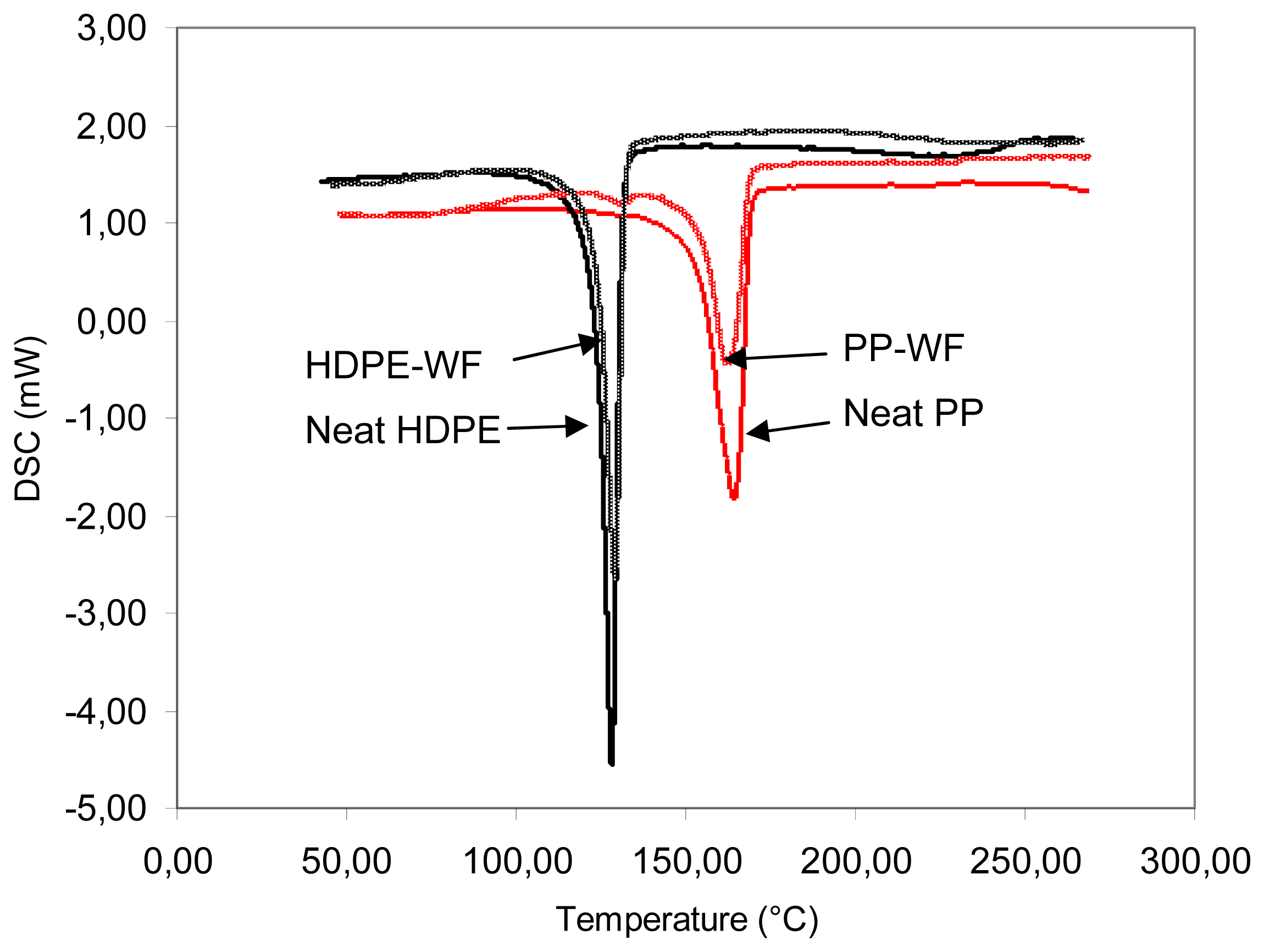
Figure 7.
Tensile properties of the wheat straw filled recycled thermoplastic composites a) Tensile strength (TS), b) tensile modulus (TM) and c) elongation at break (EB).
Figure 7.
Tensile properties of the wheat straw filled recycled thermoplastic composites a) Tensile strength (TS), b) tensile modulus (TM) and c) elongation at break (EB).
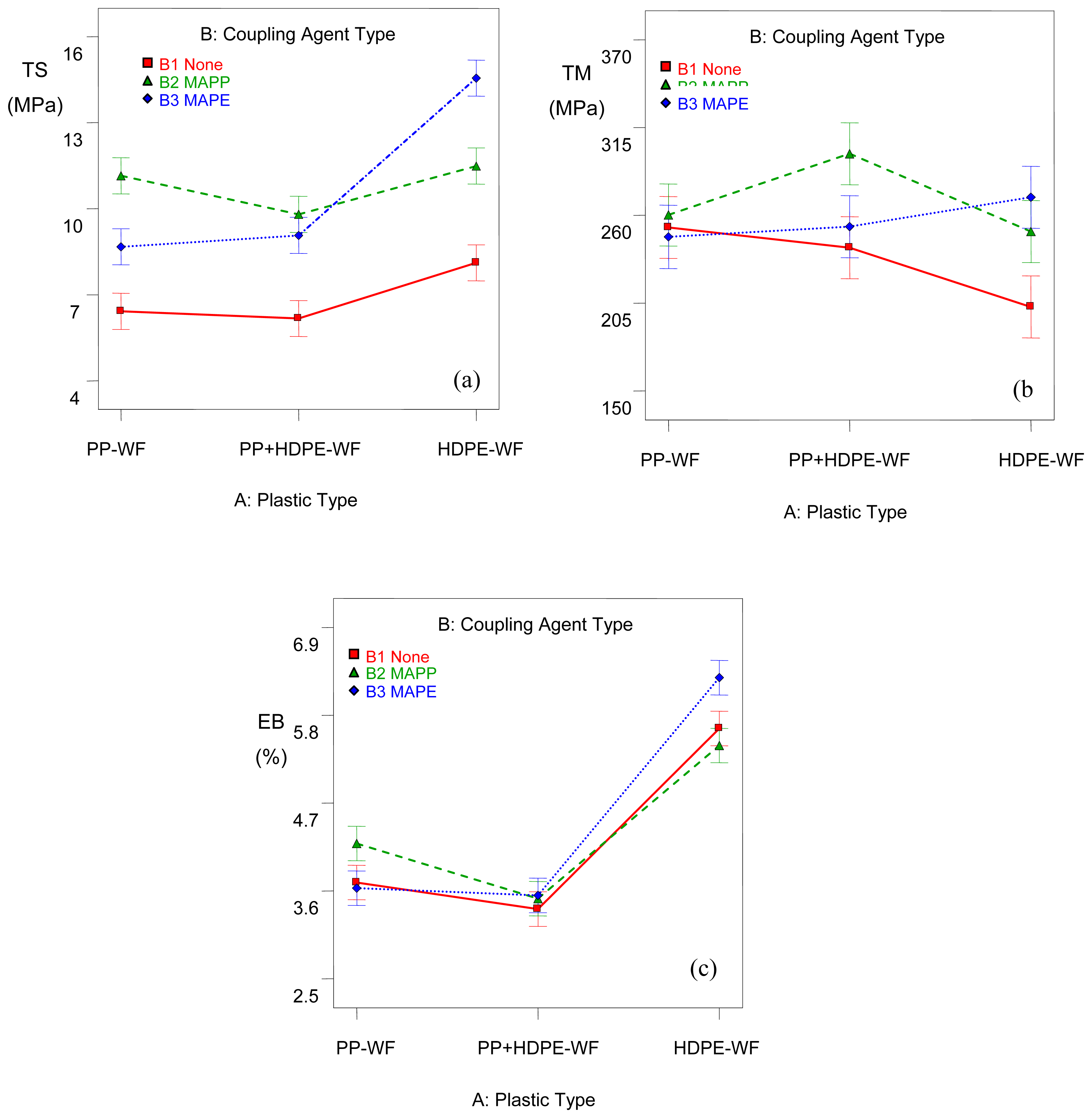
Figure 8.
The cellular structure of wheat straw in thermoplastic matrix.
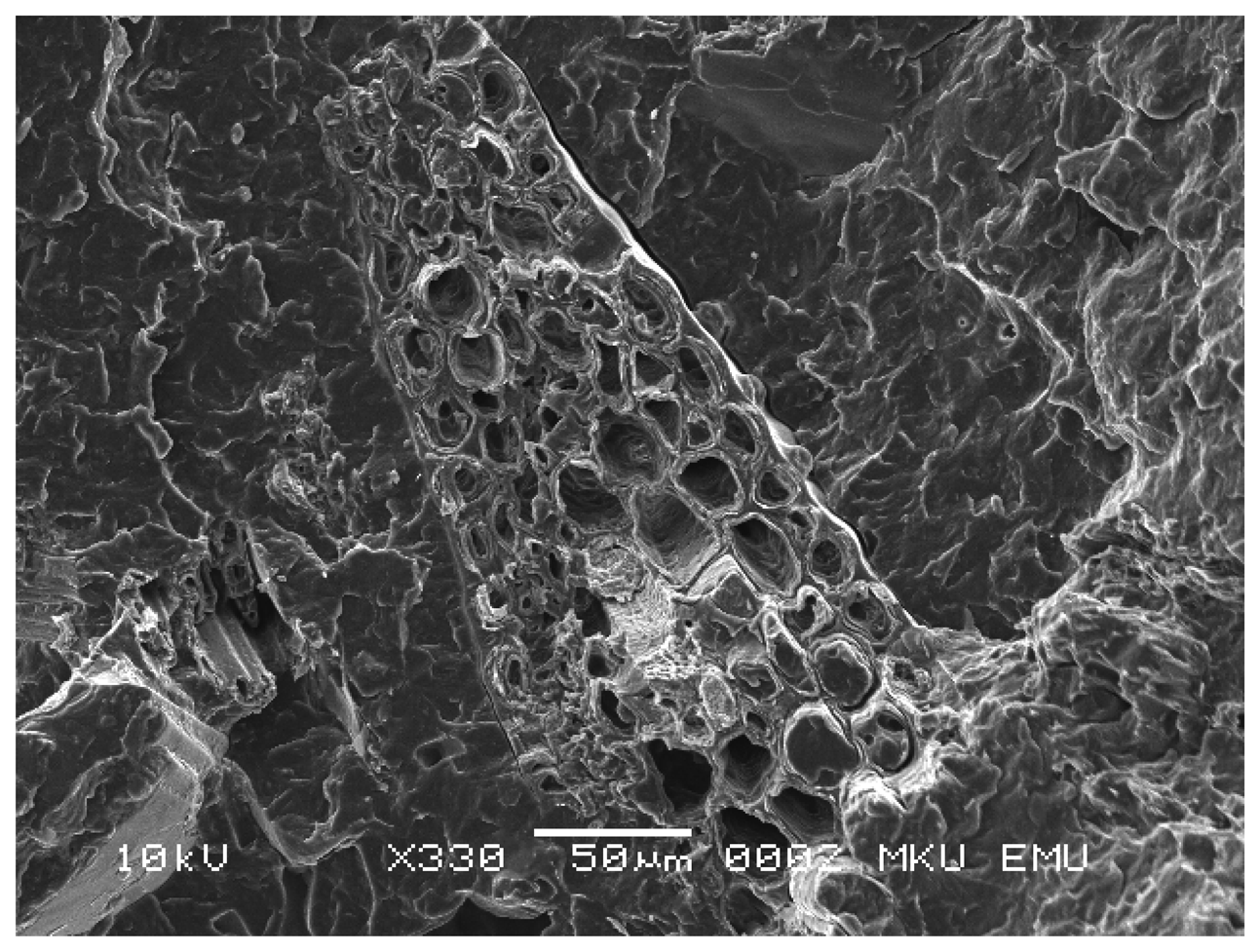
Figure 9.
Flexural properties of the wheat straw filled recycled thermoplastic composites a) flexural strength (FS), b) flexural modulus (FM).
Figure 9.
Flexural properties of the wheat straw filled recycled thermoplastic composites a) flexural strength (FS), b) flexural modulus (FM).
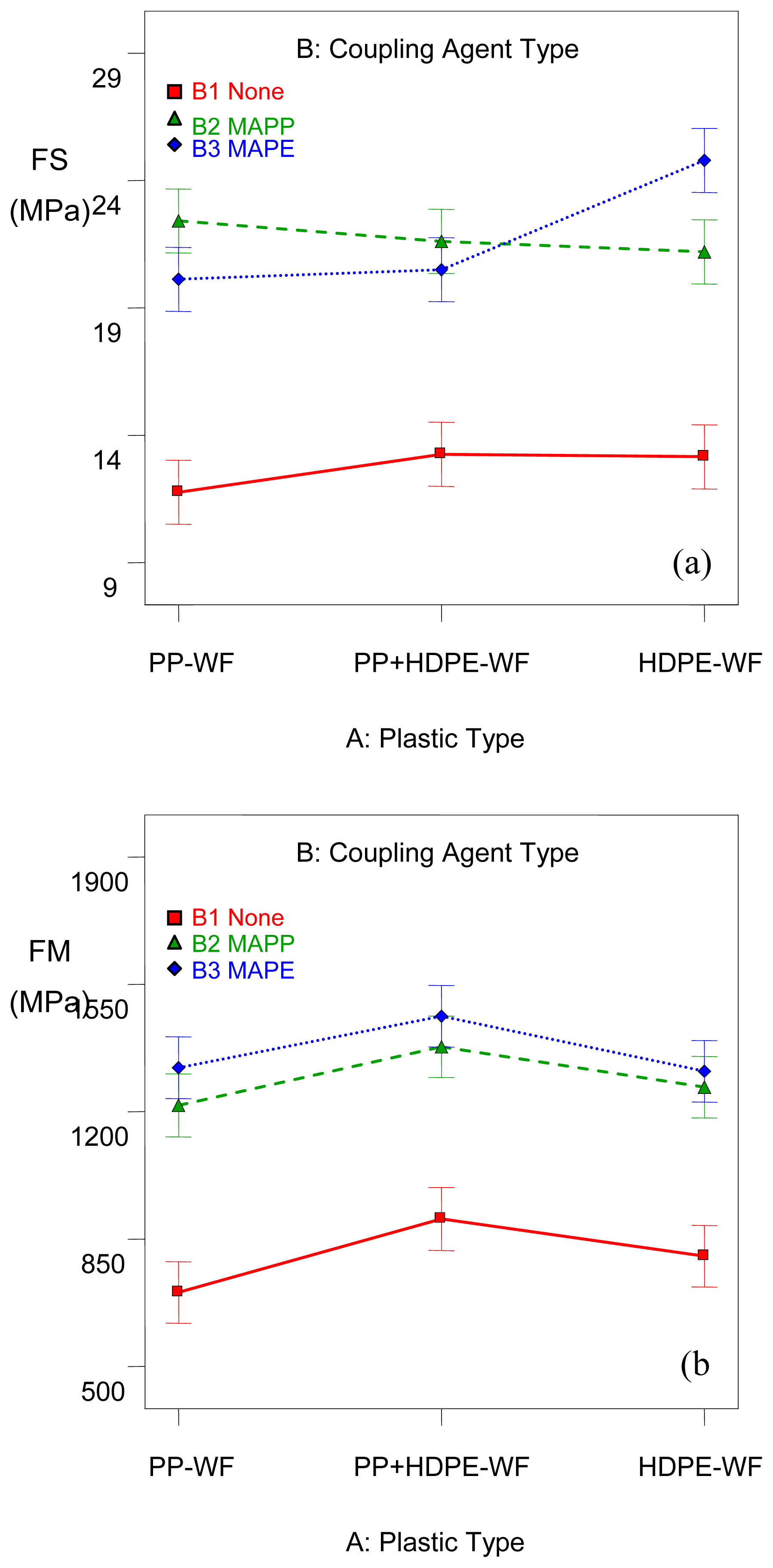
Figure 10.
Impact strength (IS) of the wheat straw filled recycled thermoplastic composites.
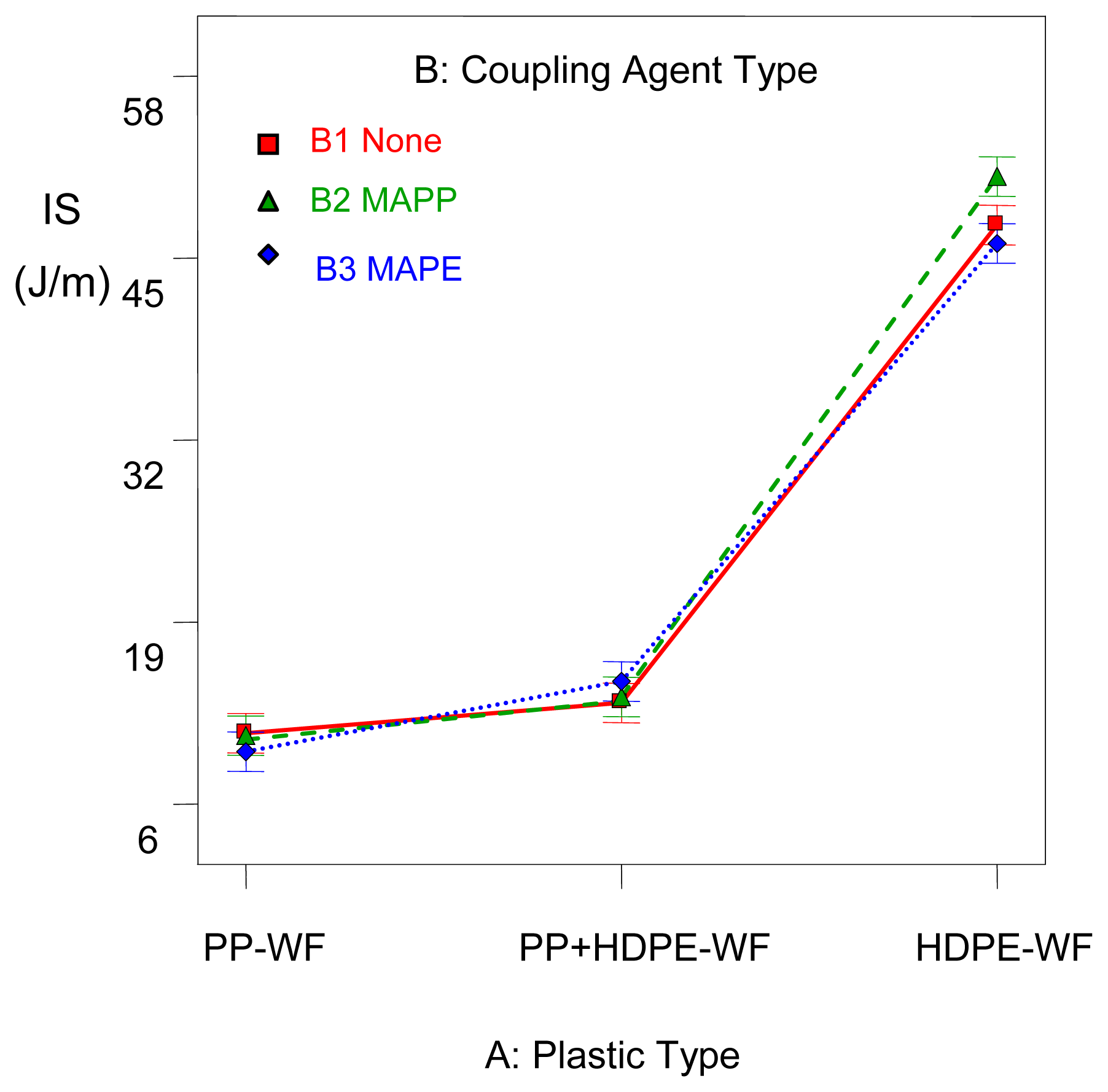
Figure 11.
Scanning electron micrographs of a) HDPE-WF, b) HDPE-WF+MAPE, c) PP-WF, d)PP-WF+MAPP, e)HDPE+PP-WF, f)HDPE+PP-WF+MAPE.
Figure 11.
Scanning electron micrographs of a) HDPE-WF, b) HDPE-WF+MAPE, c) PP-WF, d)PP-WF+MAPP, e)HDPE+PP-WF, f)HDPE+PP-WF+MAPE.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Thermogravimetric data for the wheat straw flour, neat HDPE, neat PP, and their thermoplastic composites.
| Descriptions | Onset Temperature (°C) | Peak Temperature (°C) | Weight Loss (%) | Residue after 500 °C (%) | |
|---|---|---|---|---|---|
| Neat HDPE | 434.1 | 470.0 | 70.5 | 3.0 | |
| Neat PP | 377.0 | 420.5 | 76.0 | 0.7 | |
| Wheat-Straw-Flour | 178.5 | 280.0 | 32.3 | 7.0 | |
| 1stpeak | 2ndpeak | ||||
| HDPE-WF | 421.9 | 330.1 | 470.2 | 67.6 | 12.3 |
| PP-WF | 364.9 | 330.0 | 410.0 | 66.6 | 4.1 |
| HDPE+PP-WF | 373.4 | 330.1 | 440.0 | 68.0 | 7.6 |
Table 2.
DSC data for the neat HDPE, neat PP, wheat straw flour and wheat straw flour filled thermoplastic composites.
| Descriptions | Onset Temperature (°C) | Melting Temperature (°C) | ||
|---|---|---|---|---|
| Neat HDPE | 107.2 | 128.5 | ||
| Neat PP | 130.8 | 164.8 | ||
| HDPE-WF | 105.6 | 129.3 | ||
| PP-WF | 142.12 | 163.4 | ||
| 1stpeak | 2ndpeak | 1stpeak | 2ndpeak | |
| HDPE+PP-WF | 109.4 | 140.7 | 129.4 | 162.5 |
Table 3.
Mechanical properties of the wheat straw flour filled recycled HDPE and PP thermoplastic composites. (1 Each value is the average of 10 samples tested; 2 The value in parenthesis is the standard deviation.)
| Specimen ID | Tensile Strength(MPa)1 | TensileModulus(MPa) | Elongationat Break(%) | FlexuralStrength(MPa) | FlexuralModulus(MPa) | ImpactStrength(J/m) | |
|---|---|---|---|---|---|---|---|
| HDPE-WF | None | 8.111 | 202.6 | 5.63 | 13.16 | 802.9 | 47.37 |
| (1.44)2 | (17.5) | (0.54) | (1.64) | (130.9) | (6.42) | ||
| MAPP | 11.49 | 249.8 | 5.42 | 21.20 | 1267.2 | 50.83 | |
| (1.38) | (72.9) | (0.71) | (1.92) | (133.1) | (2.86) | ||
| MAPE | 14.55 | 271.3 | 6.27 | 24.79 | 1311.1 | 46.04 | |
| (0.71) | (42.0) | (0.38) | (2.18) | (140.0) | (4.73) | ||
| PP- WF | None | 6.42 | 252.4 | 3.70 | 17.76 | 703.2 | 11.06 |
| (1.11) | (52.8) | (0.62) | (1.06) | (126.0) | (1.50) | ||
| MAPP | 11.15 | 260.3 | 4.19 | 22.41 | 1296.5 | 10.89 | |
| (1.85) | (36.9) | (0.20) | (3.20) | (291.6) | (1.71) | ||
| MAPE | 8.67 | 273.8 | 3.63 | 20.12 | 1320.9 | 9.74 | |
| (1.61) | (91.54) | (0.36) | (3.75) | (153.5) | (2.95) | ||
| HDPE/PP-WF | None | 6.17 | 239.7 | 3.37 | 13.25 | 969.6 | 13.22 |
| (1.93) | (39.5) | (0.70) | (3.94) | (323.2) | (1.26) | ||
| MAPP | 9.80 | 298.5 | 3.50 | 21.61 | 1378.1 | 13.66 | |
| (1.12) | (49.8) | (0.28) | (2.42) | (187.7) | (1.13) | ||
| MAPE | 9.07 | 252.9 | 3.54 | 20.50 | 1462.3 | 14.76 | |
| (1.14) | (17.8) | (0.26) | (3.73) | (313.1) | (1.29) | ||
Table 4.
Two way analysis of variance for tensile properties of recycled HDPE- and PP-wheat straw composites.
| Dependent Variable | Source of variation | DF | SS | MS | F | P |
|---|---|---|---|---|---|---|
| Tensile Strength | A: Plastic Type | 2 | 163,26 | 81,63 | 40,87 | <0,001 |
| B: Coupling Agent Type | 2 | 302,19 | 151,09 | 75,65 | <0,001 | |
| Type | ||||||
| A*B | 4 | 90,96 | 22,74 | 11,39 | <0,001 | |
| Residual | 81 | 161,79 | 2,00 | |||
| Total | 89 | 718,20 | ||||
| Tensile Modulus | A: Plastic Type | 2 | 7593,94 | 3796,97 | 2,01 | 0,141 |
| B: Coupling Agent Type | 2 | 22479,56 | 11239.7 8 | 5,95 | 0,004 | |
| Type | ||||||
| A*B | 4 | 22169,16 | 5542,29 | 2,93 | 0,026 | |
| Residual | 81 | 151219,50 | 2695,302 | |||
| Total | 89 | 203844,2 7 | ||||
| Elongation at Break | A: Plastic Type | 2 | 91,70 | 45,85 | 194,8 6 | <0,001 |
| B: Coupling Agent Type | 2 | 0,91 | 0,45 | 1,93 | 0,152 | |
| A*B | 4 | 5,01 | 1,25 | 5,32 | <0,001 | |
| Residual | 81 | 19,06 | 0,24 | |||
| Total | 89 | 116,68 | ||||
Table 5.
Two way analysis of variance for flexural properties of recycled HDPE- and PP-wheat straw composites.
| Dependent Variable | Source of variation | DF | SS | MS | F | P |
|---|---|---|---|---|---|---|
| Flexural Strength | A: Plastic Type | 2 | 43,27 | 21,64 | 2,71 | 0,073 |
| B: Coupling Agent Type | 2 | 1637,69 | 818,84 | 102,58 | <0,001 | |
| Type | ||||||
| A*B | 4 | 112,72 | 28,18 | 3,53 | 0,010 | |
| Residual | 81 | 646,57 | 7,98 | |||
| Total | 89 | 2440,25 | ||||
| Flexural Modulus | A: Plastic Type | 2 | 435600,72 | 2178000,00 | 6,12 | 0,003 |
| B: Coupling Agent Type | 2 | 5407873,71 | 2703000,00 | 75,98 | <0,001 | |
| Type | ||||||
| A*B | 4 | 30928,41 | 7732,10 | 0,22 | 0,928 | |
| Residual | 81 | 2811422,24 | 35580,08 | |||
| Total | 89 | 8766546,30 | ||||
Table 6.
Two way analysis of variance for izod impact strength of recycled HDPE- and PP- wheat straw composites.
| Dependent Variable | Source of variation | DF | SS | MS | F | P |
|---|---|---|---|---|---|---|
| Izod Impact Strength | A: Plastic Type | 2 | 25876,28 | 12938,14 | 1291,73 | <0,001 |
| B: Coupling Agent Type | 2 | 42,541 | 21,27 | 2,12 | 0,126 | |
| Type | ||||||
| A*B | 4 | 102,51 | 25,63 | 2,56 | 0,045 | |
| Residual | 81 | 811,31 | 10,02 | |||
| Total | 89 | 26832,64 |
| Descriptions | Licomont AR 504 (MAPP) | Licocene PE MA 4351 (MAPE) |
|---|---|---|
| Appearance | Yellowish fine grain | White fine grain |
| Softening point | 156°C | 123°C |
| Acid Value | 41 mg KOH/g | 43 mg KOH/g |
| Density at 23°C | 0.91 g/cm3 | 0.99 g/cm3 |
| Viscosity at 140 °C | 800 mPa.s | 300 mPa.s |
| Factors | Levels |
|---|---|
| Plastic Type | Recycled Polypropylene (PP) |
| Recycled High Density Polyethylene (HDPE) | |
| %50 PP + %50 HDPE (HDPE/PP) | |
| Coupling Agent Type (Maleated polyolefins) | None |
| Maleated anhydride grafted polypropylene (MAPP) | |
| Maleated anhydride grafted polyethylene (MAPE) | |
© 2008 by MDPI Reproduction is permitted for noncommercial purposes.
Share and Cite
MDPI and ACS Style
Mengeloglu, F.; Karakus, K. Thermal Degradation, Mechanical Properties and Morphology of Wheat Straw Flour Filled Recycled Thermoplastic Composites. Sensors 2008, 8, 500-519. https://doi.org/10.3390/s8010500
AMA Style
Mengeloglu F, Karakus K. Thermal Degradation, Mechanical Properties and Morphology of Wheat Straw Flour Filled Recycled Thermoplastic Composites. Sensors. 2008; 8(1):500-519. https://doi.org/10.3390/s8010500
Chicago/Turabian StyleMengeloglu, Fatih, and Kadir Karakus. 2008. "Thermal Degradation, Mechanical Properties and Morphology of Wheat Straw Flour Filled Recycled Thermoplastic Composites" Sensors 8, no. 1: 500-519. https://doi.org/10.3390/s8010500