A Novel Ultrasound Technique Based on Piezoelectric Diaphragms Applied to Material Removal Monitoring in the Grinding Process

 ,
,  ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Traditional Monitoring Techniques Applied to Industrial Processes
2.1. Passive Monitoring Techniques
2.2. Active Monitoring with Emission-Reception Techniques
2.2.1. Electromechanical Impedance Method (EMI) and Frequency Response Function Method (FRF)
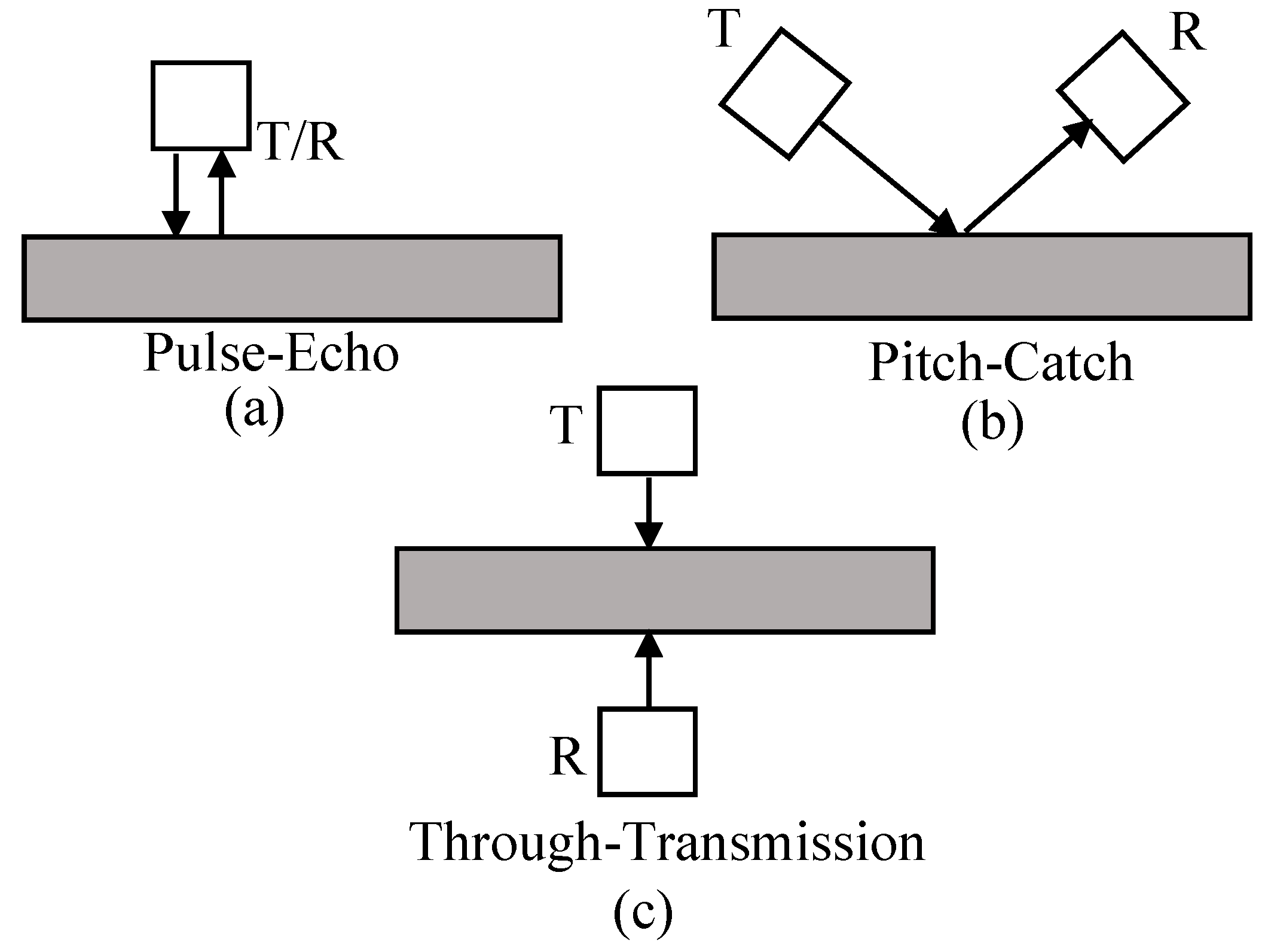
2.2.2. Transmitter-Receiver Arrangements for Ultrasonic Inspection
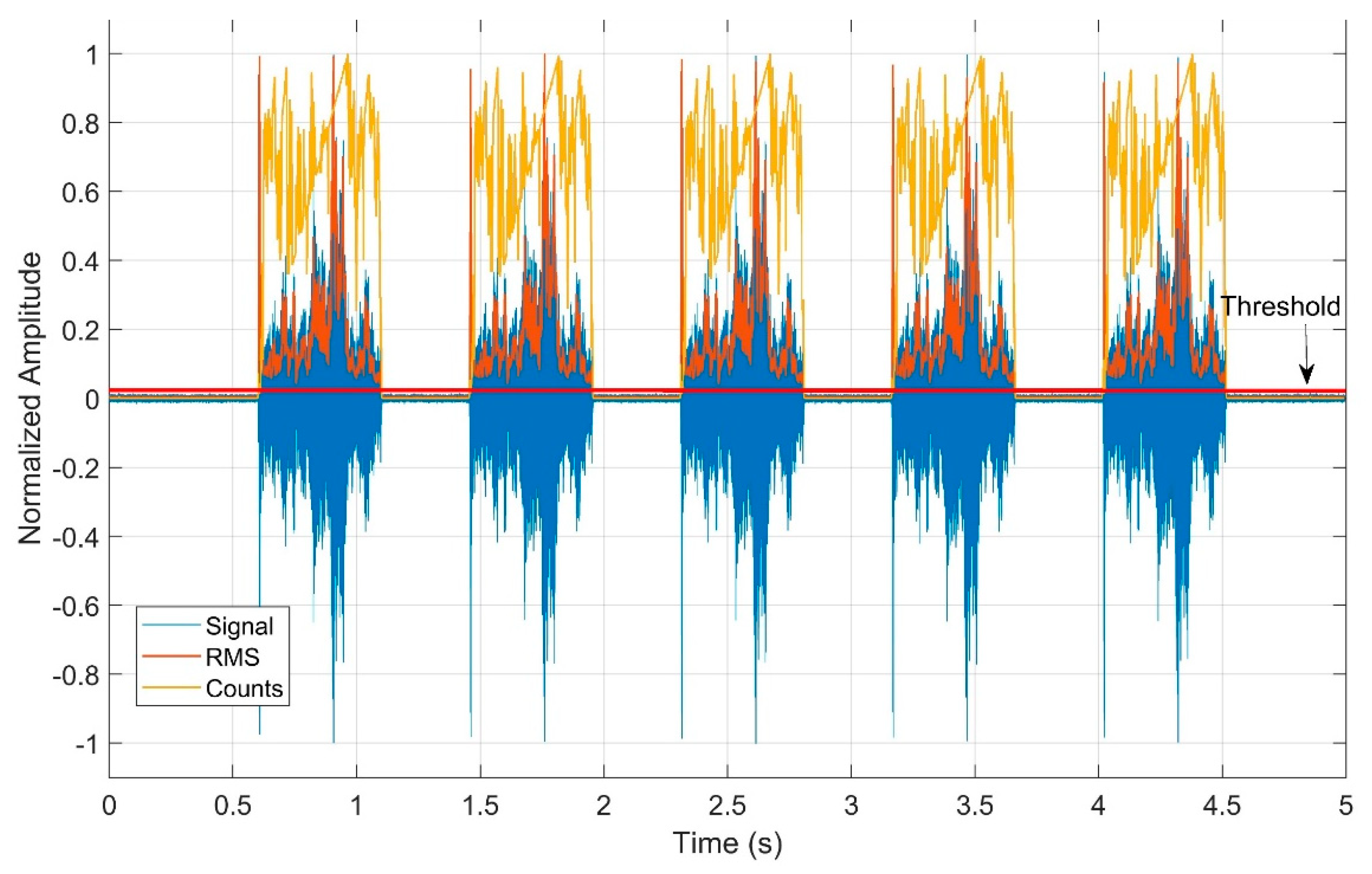
3. RMS and Counts in AE Signal Processing
4. Bases of the Chirp-through-Transmission Ultrasound Technique
4.1. Ultrasound Waves and Their Parameters
4.2. Classification of Ultrasound Waves
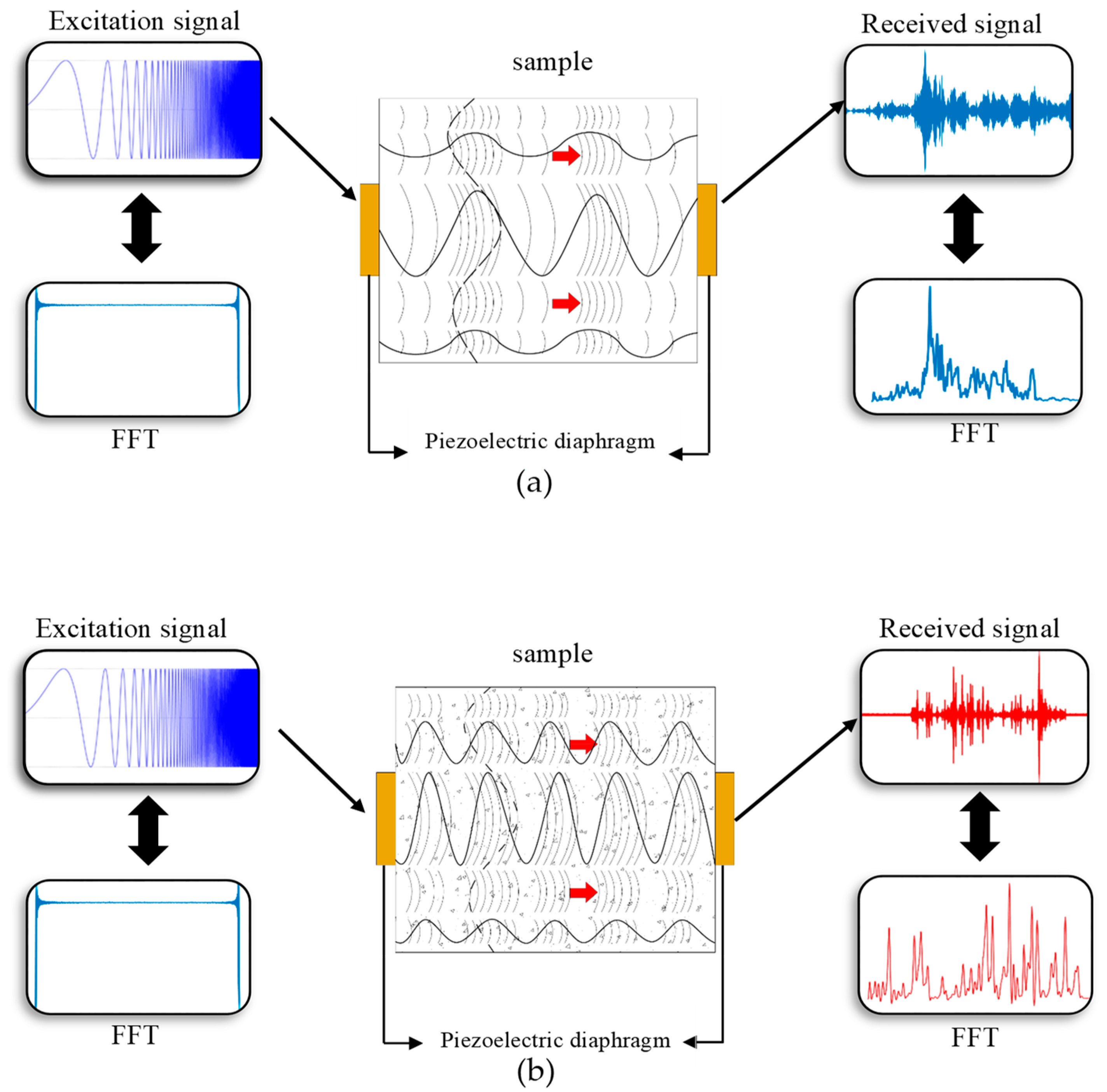
4.3. The Chirp-Through-Transmission Ultrasound Technique
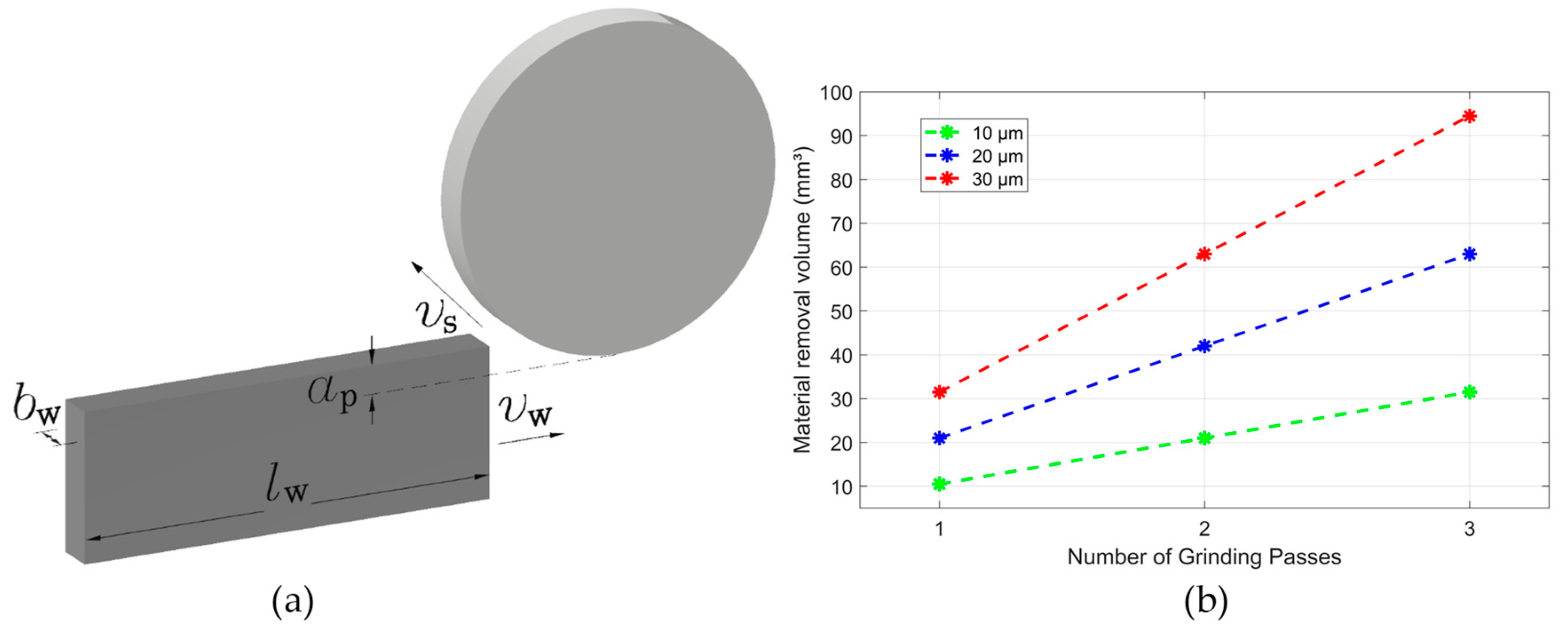
5. Setup, Grinding Tests and Workpiece Assessment
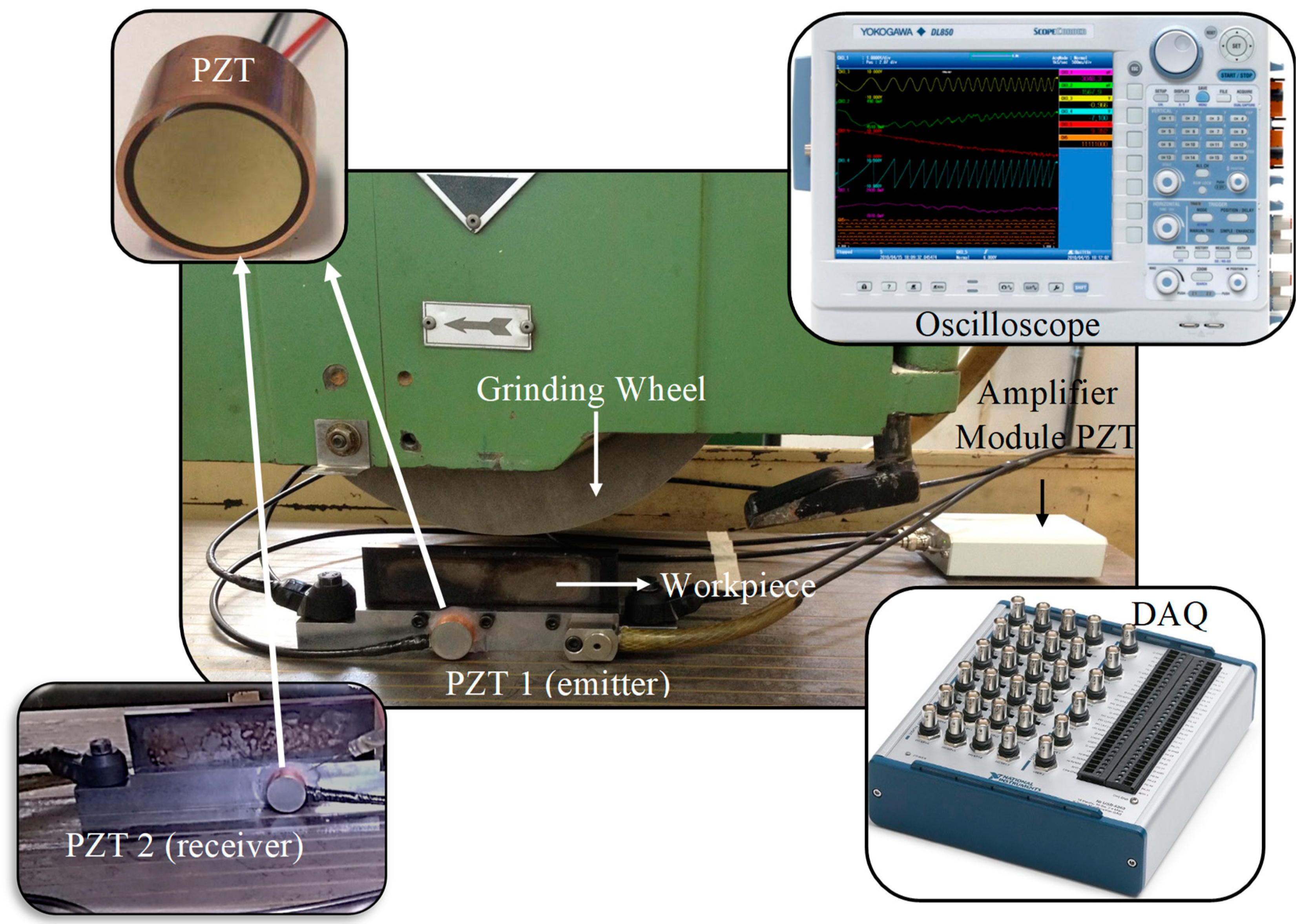
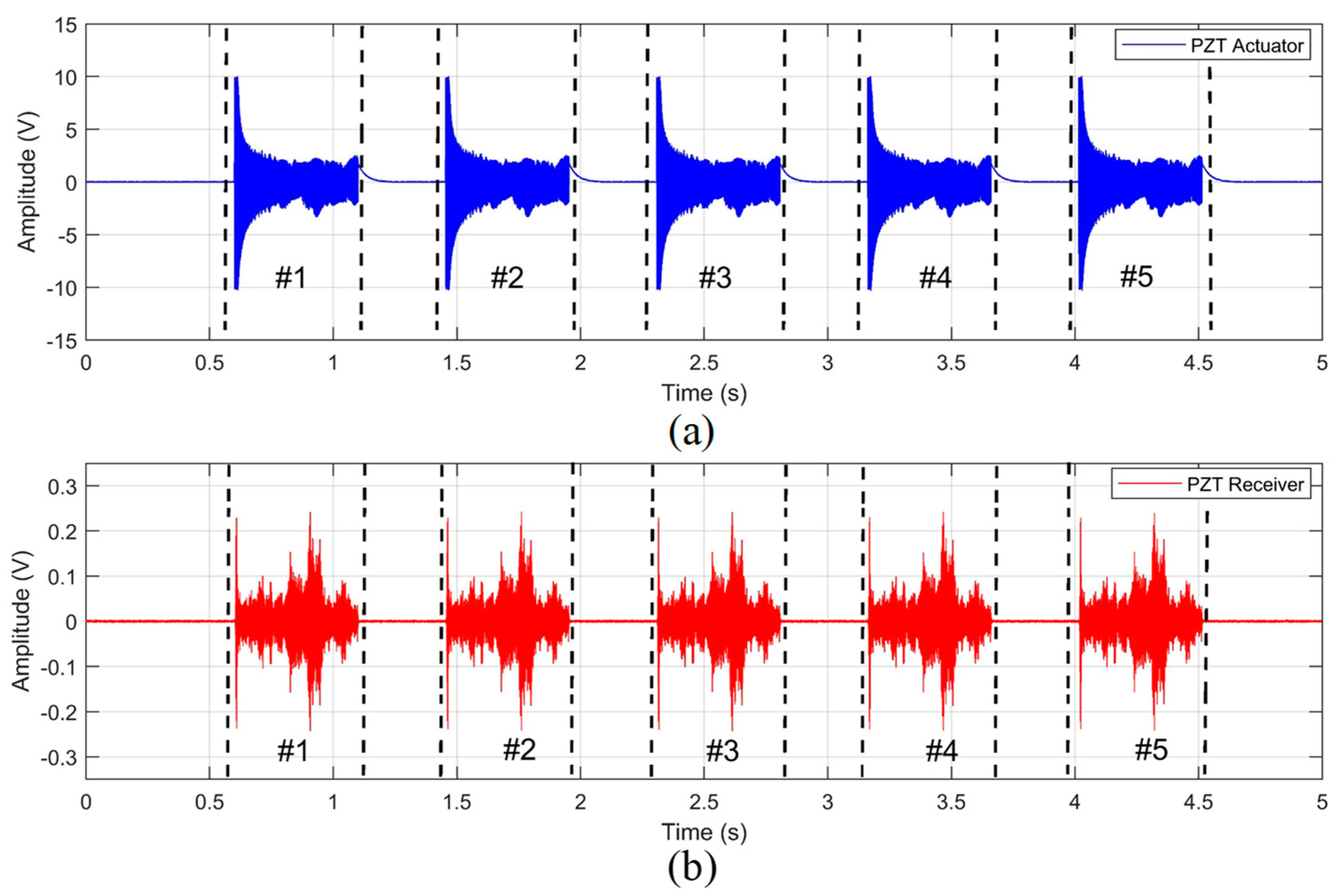
5.1. Experimental Setup
5.2. Workpiece Assessment
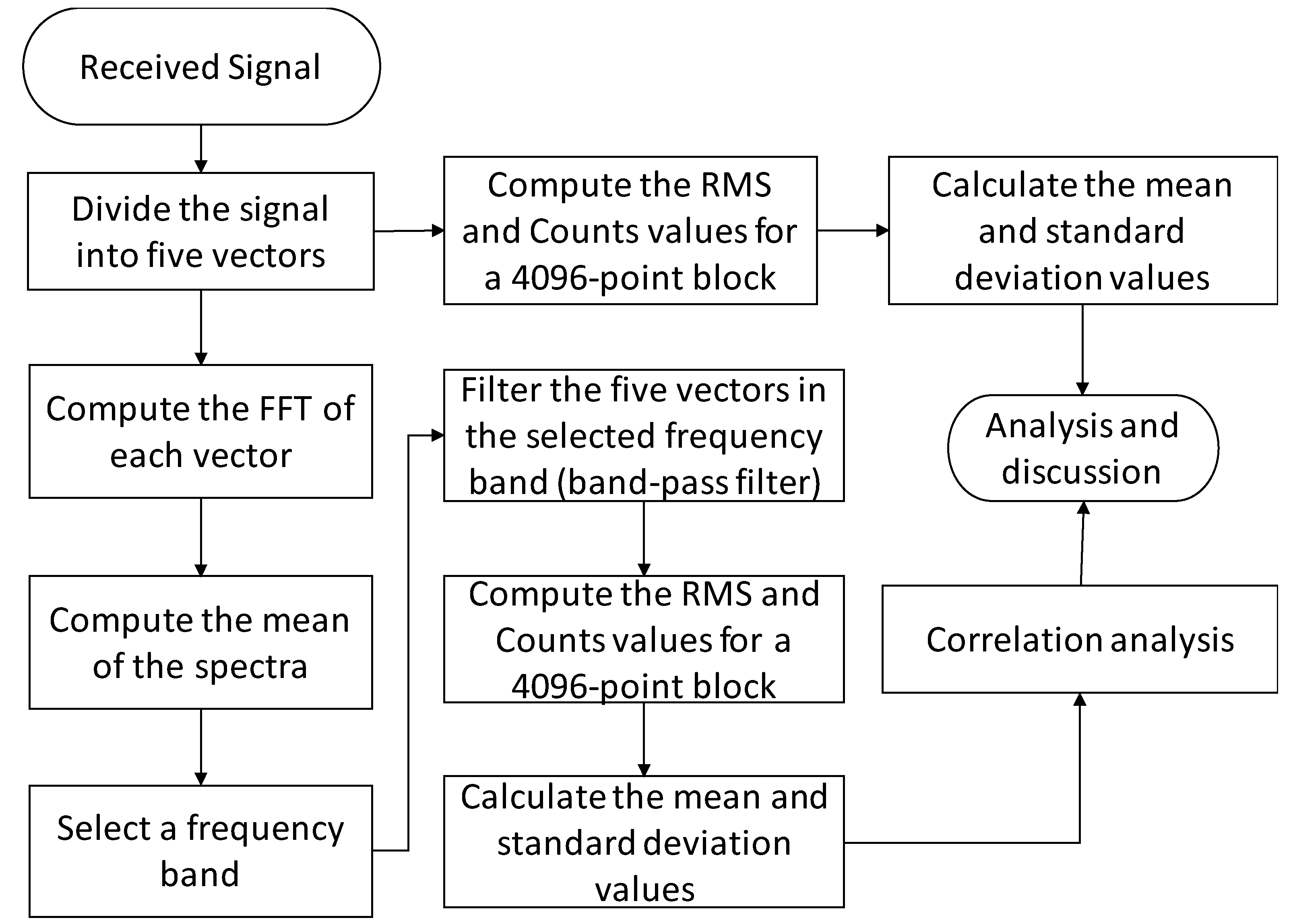
5.3. Signal Processing and Selection of Frequency Bands
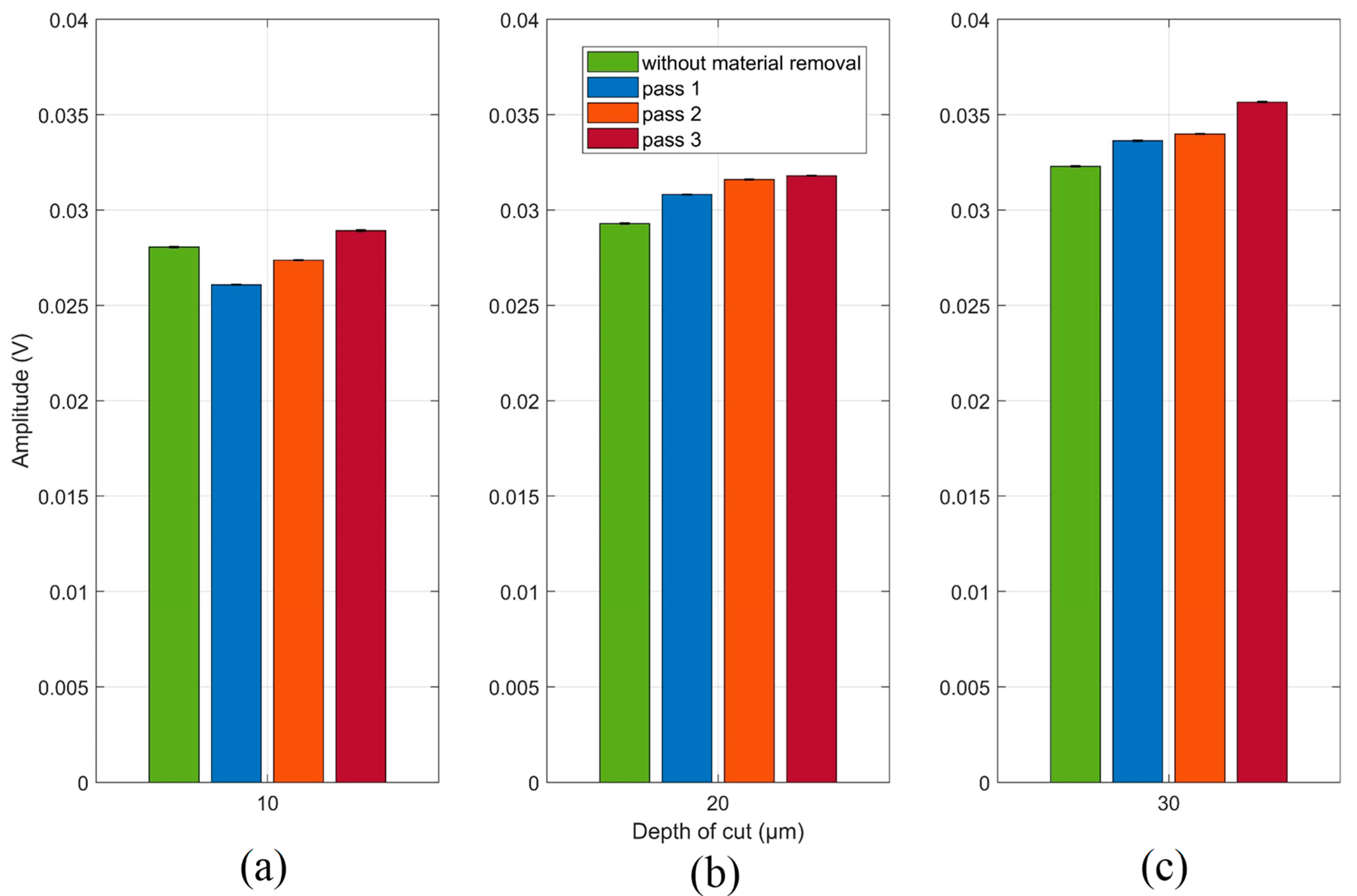
6. Results and Discussion
6.1. Workpiece Assessment
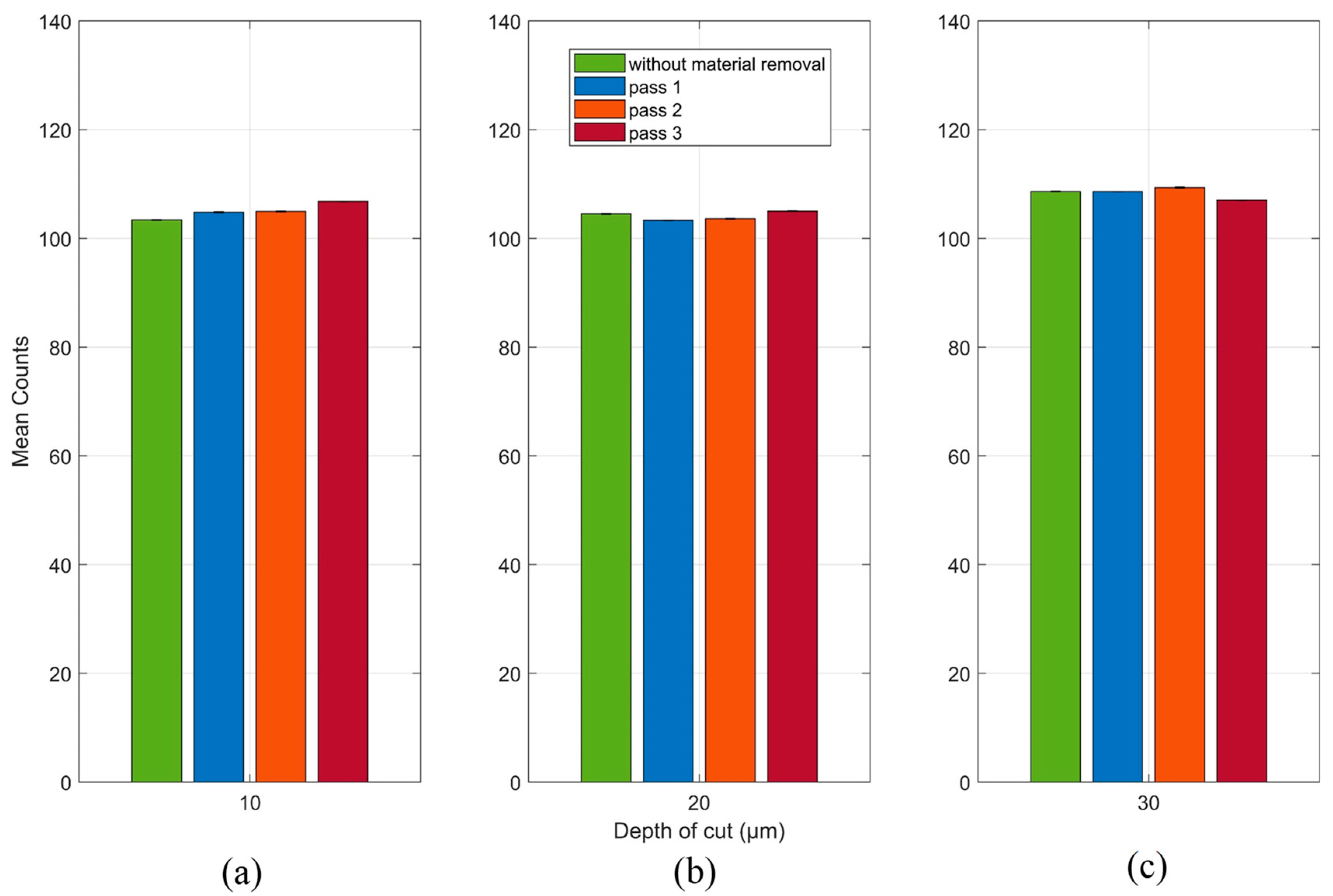
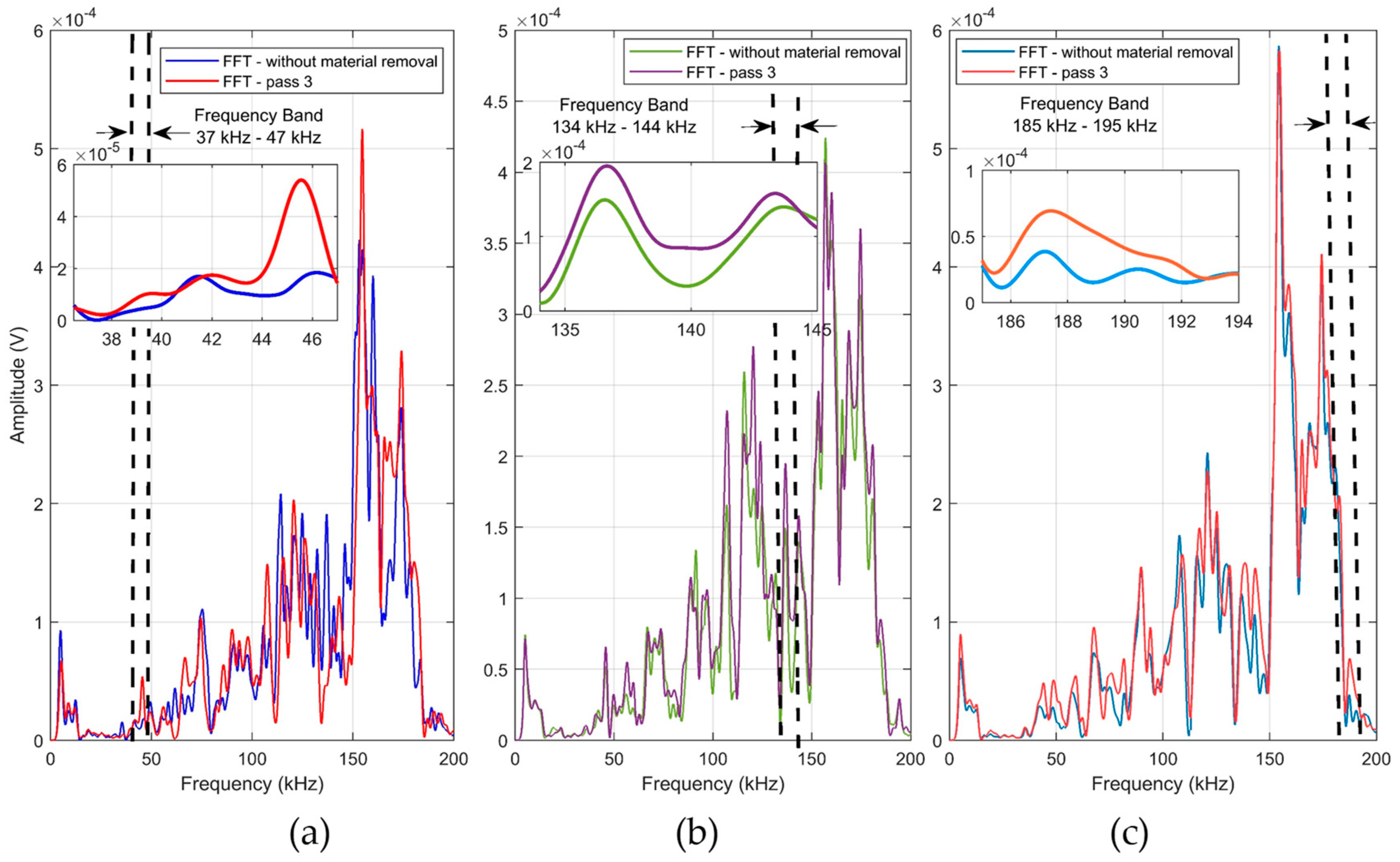
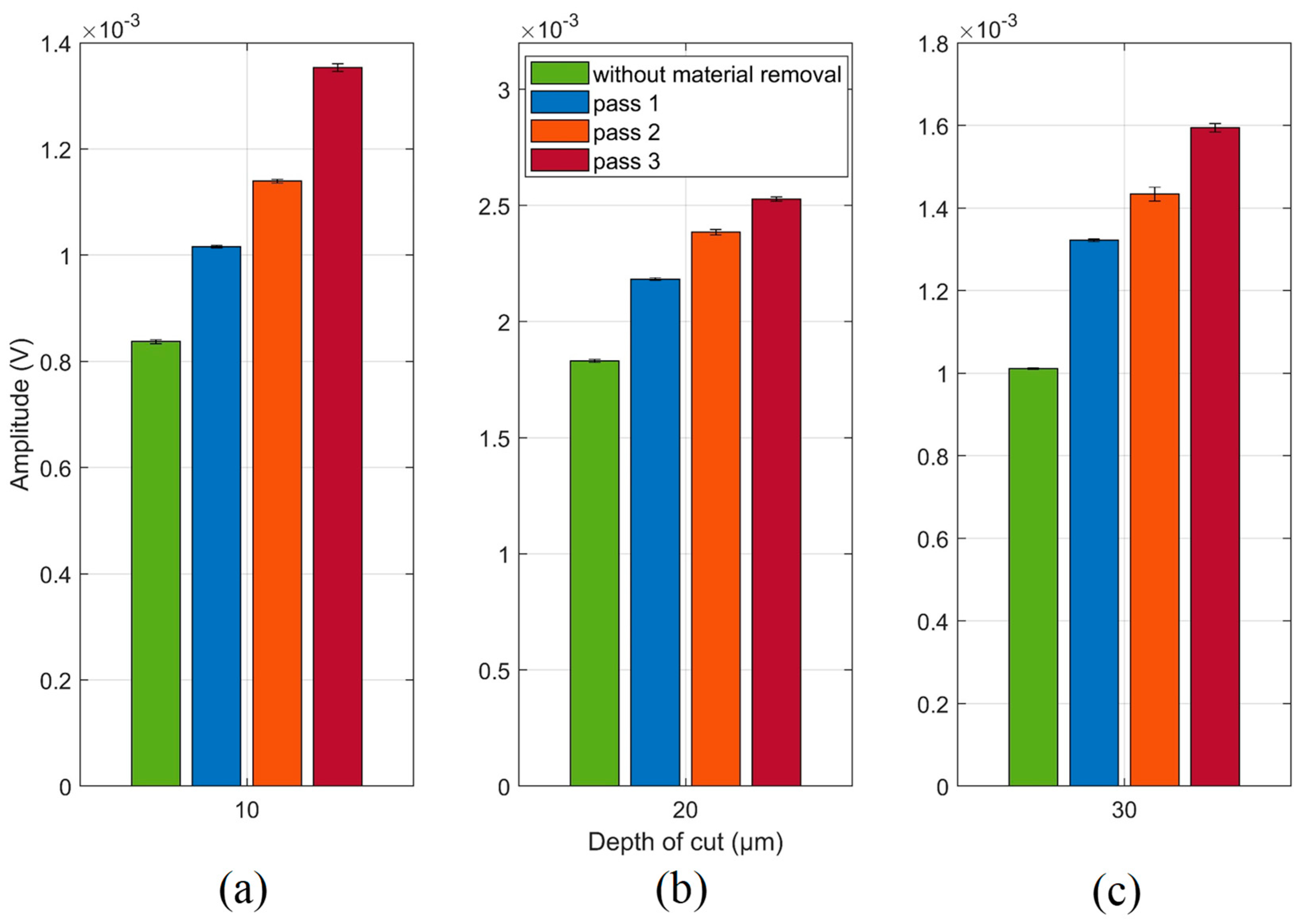
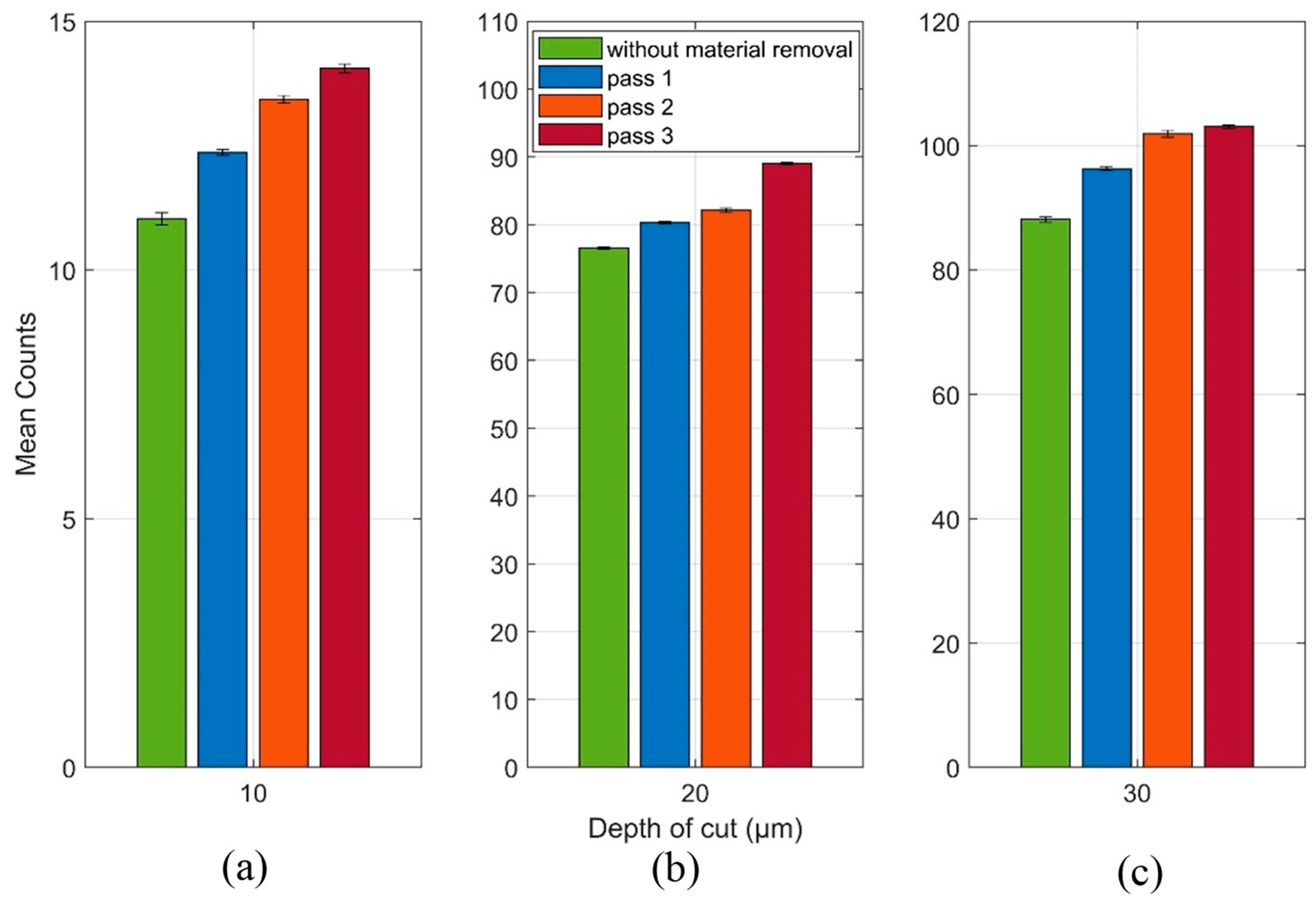
6.2. Signal Processing and Selection of Frequency Bands
7. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Black, J.T.; Kohser, R.A. DeGarmo’s Materials and Processes in Manufacturing, 10th ed.; John Wiley & Sons, Inc.: River Street, Hoboken, NJ, USA, 2008; ISBN 13-978-0470-05512-0. [Google Scholar]
- Lizarralde, R.; Montejo, M.; Barrenetxea, D.; Marquinez, J.I.; Gallego, I. Intelligent grinding: Sensorless instabilities detection. IEEE Instrum. Meas. Mag. 2006, 9, 30–37. [Google Scholar] [CrossRef]
- Winter, M.; Li, W.; Kara, S.; Herrmann, C. Determining optimal process parameters to increase the eco-efficiency of grinding processes. J. Clean. Prod. 2014, 66, 644–654. [Google Scholar] [CrossRef]
- Wiederkehr, P.; Siebrecht, T.; Potthoff, N. Stochastic modeling of grain wear in geometric physically-based grinding simulations. CIRP Ann. 2018, 67, 325–328. [Google Scholar] [CrossRef]
- Agarwal, S.; Rao, P.V. Experimental investigation of surface/subsurface damage formation and material removal mechanisms in SiC grinding. Int. J. Mach. Tools Manuf. 2008, 48, 698–710. [Google Scholar] [CrossRef]
- Ding, W.-F.; Xu, J.-H.; Chen, Z.-Z.; Su, H.-H.; Fu, Y.-C. Wear behavior and mechanism of single-layer brazed CBN abrasive wheels during creep-feed grinding cast nickel-based superalloy. Int. J. Adv. Manuf. Technol. 2010, 51, 541–550. [Google Scholar] [CrossRef]
- Teti, R.; Jemielniak, K.; O’Donnell, G.; Dornfeld, D. Advanced monitoring of machining operations. CIRP Ann. 2010, 59, 717–739. [Google Scholar] [CrossRef] [Green Version]
- Stavropoulos, P.; Chantzis, D.; Doukas, C.; Papacharalampopoulos, A.; Chryssolouris, G. Monitoring and Control of Manufacturing Processes: A Review. Procedia CIRP 2013, 8, 421–425. [Google Scholar] [CrossRef] [Green Version]
- Lopes, W.N.; Ferreira, F.I.; Alexandre, F.A.; Ribeiro, D.M.S.; de Oliveira Conceição, P., Jr.; de Aguiar, P.R.; Bianchi, E.C. Digital signal processing of acoustic emission signals using power spectral density and counts statistic applied to single-point dressing operation. IET Sci. Meas. Technol. 2017, 11, 631–636. [Google Scholar] [CrossRef]
- Chen, X.; Li, C.; Tang, Y.; Xiao, Q. An Internet of Things based energy efficiency monitoring and management system for machining workshop. J. Clean. Prod. 2018, 199, 957–968. [Google Scholar] [CrossRef]
- Dimla, D.E. The Correlation of Vibration Signal Features to Cutting Tool Wear in a Metal Turning Operation. Int. J. Adv. Manuf. Technol. 2002, 19, 705–713. [Google Scholar] [CrossRef]
- de Freitas, E.S.; Baptista, F.G. Experimental analysis of the feasibility of low-cost piezoelectric diaphragms in impedance-based SHM applications. Sens. Actuators A Phys. 2016, 238, 220–228. [Google Scholar] [CrossRef] [Green Version]
- Budoya, D.; Baptista, F. Signal Acquisition from Piezoelectric Transducers for Impedance-Based Damage Detection. Proceedings 2017, 2, 130. [Google Scholar] [CrossRef]
- Lucas, G.B.; de Castro, B.A.; Rocha, M.A.; Andreoli, A.L. Study of a Low-Cost Piezoelectric Sensor for Three Phase Induction Motor Load Estimation. Proceedings 2019, 4, 46. [Google Scholar] [CrossRef]
- Marchi, M.; Baptista, F.G.; de Aguiar, P.R.; Bianchi, E.C. Grinding process monitoring based on electromechanical impedance measurements. Meas. Sci. Technol. 2015, 26, 045601. [Google Scholar] [CrossRef]
- Ribeiro, D.M.S.S.; Aguiar, P.R.; Fabiano, L.F.G.G.; D’Addona, D.M.; Baptista, F.G.; Bianchi, E.C. Spectra Measurements Using Piezoelectric Diaphragms to Detect Burn in Grinding Process. IEEE Trans. Instrum. Meas. 2017, 66, 3052–3063. [Google Scholar] [CrossRef]
- Alexandre, F.; de Aguiar, P.; Götz, R.; Aulestia Viera, M.; Lopes, T.; D’addona, D.; Bianchi, E.; Silva, R.B. da Emitter-Receiver Piezoelectric Transducers Applied in Monitoring Material Removal of Workpiece during Grinding Process. Proceedings 2018, 4, 9. [Google Scholar] [CrossRef]
- de Oliveira Conceição, P., Jr.; D’Addona, D.M.; Aguiar, P.R. Dressing Tool Condition Monitoring through Impedance-Based Sensors: Part 1—PZT Diaphragm Transducer Response and EMI Sensing Technique. Sensors 2018, 18, 4455. [Google Scholar] [CrossRef]
- de Freitas, E.S.; Baptista, F.G.; Budoya, D.E.; de Castro, B.A. Equivalent Circuit of Piezoelectric Diaphragms for Impedance-Based Structural Health Monitoring Applications. IEEE Sens. J. 2017, 17, 5537–5546. [Google Scholar] [CrossRef] [Green Version]
- Castro, B.; Clerice, G.; Ramos, C.; Andreoli, A.; Baptista, F.; Campos, F.; Ulson, J. Partial Discharge Monitoring in Power Transformers Using Low-Cost Piezoelectric Sensors. Sensors 2016, 16, 1266. [Google Scholar] [CrossRef]
- Viera, M.A.A.; de Aguiar, P.R.; de Oliveira Conceição, P., Jr.; da Silva, R.B.; Jackson, M.J.; Alexandre, F.A.; Bianchi, E.C. Low-Cost Piezoelectric Transducer for Ceramic Grinding Monitoring. IEEE Sens. J. 2019, 19, 7605–7612. [Google Scholar] [CrossRef]
- Wegener, K.; Hoffmeister, H.-W.; Karpuschewski, B.; Kuster, F.; Hahmann, W.-C.; Rabiey, M. Conditioning and monitoring of grinding wheels. CIRP Ann. 2011, 60, 757–777. [Google Scholar] [CrossRef]
- de Oliveira, J.F.G.; Dornfeld, D.A. Application of AE Contact Sensing in Reliable Grinding Monitoring. CIRP Ann. 2001, 50, 217–220. [Google Scholar] [CrossRef] [Green Version]
- Viera, M.A.; Alexandre, F.; Lopes, W.; de Aguiar, P.; da Silva, R.B.; D’addona, D.; Andreoli, A.; Bianchi, E. A Contribution to the Monitoring of Ceramic Surface Quality Using a Low-Cost Piezoelectric Transducer in the Grinding Operation. Proceedings 2018, 4, 16. [Google Scholar] [CrossRef]
- Yeih, W.; Huang, R. Detection of the corrosion damage in reinforced concrete members by ultrasonic testing. Cem. Concr. Res. 1998, 28, 1071–1083. [Google Scholar] [CrossRef]
- Alexandre, F.; Aguiar, P.R.; Götz, R.; Fernandez, B.O.; Lopes, W.N.; Viera, M.A.A.; Bianchi, E.C.; D’addona, D.; D’addona, D. Damage detection in grinding of steel workpieces through ultrasonic waves. MATEC Web Conf. 2018, 249, 02002. [Google Scholar] [CrossRef] [Green Version]
- Baptista, F.G.; Vieira, J.F. A new impedance measurement system for PZT based structural health monitoring. IEEE Trans. Instrum. Meas. 2009, 58, 3602–3608. [Google Scholar] [CrossRef]
- de Castro, B.A.; Baptista, F.G.; Ciampa, F. New signal processing approach for structural health monitoring in noisy environments based on impedance measurements. Measurement 2019, 137, 155–167. [Google Scholar] [CrossRef]
- Na, S.; Lee, H.K. Steel wire electromechanical impedance method using a piezoelectric material for composite structures with complex surfaces. Compos. Struct. 2013, 98, 79–84. [Google Scholar] [CrossRef]
- Annamdas, V.G.M.; Rizzo, P. Monitoring concrete by means of embedded sensors and electromechanical impedance technique. In Sensors and Smart Structures Technologies for Civil, Mechanical and Aerospace Systems 2010; Tomizuka, M., Ed.; SPIE: San Diego, CA, USA, 2010; p. 76471Z. [Google Scholar]
- Zhu, H.; Luo, H.; Ai, D.; Wang, C. Mechanical impedance-based technique for steel structural corrosion damage detection. Measurement 2016, 88, 353–359. [Google Scholar] [CrossRef]
- Budoya, D.E.; Baptista, F.G. A Comparative Study of Impedance Measurement Techniques for Structural Health Monitoring Applications. IEEE Trans. Instrum. Meas. 2018, 67, 912–924. [Google Scholar] [CrossRef]
- Farrar, C.R.; Worden, K. Structural Health Monitoring: A Machine Learning Pespective, 1st ed.; John Wiley & Sons, Inc.: West Sussex, UK, 2012. [Google Scholar]
- Lopes, B.G.; Alexandre, F.A.; Lopes, W.N.; de Aguiar, P.R.; Bianchi, E.C.; Viera, M.A.A. Study on the effect of the temperature in Acoustic Emission Sensor by the Pencil Lead Break Test. In Proceedings of the 2018 13th IEEE International Conference on Industry Applications (INDUSCON), Sao Paulo, Brazil, 11–14 November 2018; pp. 1226–1229. [Google Scholar]
- Baptista, F.; Budoya, D.; Almeida, V.; Ulson, J. An Experimental Study on the Effect of Temperature on Piezoelectric Sensors for Impedance-Based Structural Health Monitoring. Sensors 2014, 14, 1208–1227. [Google Scholar] [CrossRef]
- de Oliveira Conceição, P., Jr.; D’Addona, D.; Aguiar, P.; Teti, R. Dressing Tool Condition Monitoring through Impedance-Based Sensors: Part 2—Neural Networks and K-Nearest Neighbor Classifier Approach. Sensors 2018, 18, 4453. [Google Scholar] [CrossRef]
- da Silveira, R.Z.M.; Campeiro, L.M.; Baptista, F.G. Performance of three transducer mounting methods in impedance-based structural health monitoring applications. J. Intell. Mater. Syst. Struct. 2017, 28, 2349–2362. [Google Scholar] [CrossRef]
- Martowicz, A.; Sendecki, A.; Salamon, M.; Rosiek, M.; Uhl, T. Application of electromechanical impedance-based SHM for damage detection in bolted pipeline connection. Nondestruct. Test. Eval. 2016, 31, 17–44. [Google Scholar] [CrossRef]
- Liang, Y.; Feng, Q.; Li, D.; Cai, S. Loosening Monitoring of a Threaded Pipe Connection Using the Electro-Mechanical Impedance Technique-Experimental and Numerical Studies. Sensors 2018, 18, 3699. [Google Scholar] [CrossRef]
- Ihn, J.-B.B.; Chang, F.-K.K. Pitch-catch Active Sensing Methods in Structural Health Monitoring for Aircraft Structures. Struct. Health Monit. Int. J. 2008, 7, 5–19. [Google Scholar] [CrossRef]
- Jata, K.V.; Kundu, T.; Parthasarathy, T.A. An Introduction to Failure Mechanisms and Ultrasonic Inspection. In Advanced Ultrasonic Methods for Material and Structure Inspection; Kundu, T., Ed.; ISTE: London, UK, 2010; pp. 1–42. ISBN 9780470612248. [Google Scholar]
- Awad, T.S.; Moharram, H.A.; Shaltout, O.E.; Asker, D.; Youssef, M.M. Applications of ultrasound in analysis, processing and quality control of food: A review. Food Res. Int. 2012, 48, 410–427. [Google Scholar] [CrossRef]
- Ihara, I.; Takahashi, M. Non-invasive monitoring of temperature distribution inside materials with ultrasound inversion method. Int. J. Intell. Syst. Technol. Appl. 2009, 7, 80–91. [Google Scholar] [CrossRef]
- Takahashi, M.; Ihara, I. Ultrasonic Monitoring of Internal Temperature Distribution in a Heated Material. Jpn. J. Appl. Phys. 2008, 47, 3894–3898. [Google Scholar] [CrossRef]
- Raišutis, R.; Voleišis, A.; Kažys, R. Application of the through transmission ultrasonic technique for estimation of the phase velocity dispersion in plastic materials. Ultragarsas “Ultrasound” 2016, 63, 15–18. [Google Scholar] [CrossRef]
- Resa, P.; Bolumar, T.; Elvira, L.; Pérez, G.; de Espinosa, F.M. Monitoring of lactic acid fermentation in culture broth using ultrasonic velocity. J. Food Eng. 2007, 78, 1083–1091. [Google Scholar] [CrossRef]
- Aguiar, P.R.; Serni, P.J.A.; Bianchi, E.C.; Dotto, F.R.L. In-process grinding monitoring by acoustic emission. In Proceedings of the 2004 IEEE International Conference on Acoustics, Speech and Signal Processing, Montreal, QC, Canada, 17–21 May 2004; Volume 5, p. V-405-8. [Google Scholar]
- Moia, D.F.G.; Thomazella, I.H.; Aguiar, P.R.; Bianchi, E.C.; Martins, C.H.R.; Marchi, M. Tool condition monitoring of aluminum oxide grinding wheel in dressing operation using acoustic emission and neural networks. J. Braz. Soc. Mech. Sci. Eng. 2015, 37, 627–640. [Google Scholar] [CrossRef]
- Aguiar, P.R.; Serni, P.J.A.; Dotto, F.R.L.; Bianchi, E.C. In-process grinding monitoring through acoustic emission. J. Braz. Soc. Mech. Sci. Eng. 2006, 28, 118–124. [Google Scholar] [CrossRef] [Green Version]
- D’Addona, D.M.; Matarazzo, D.; Teti, R.; de Aguiar, P.R.; Bianchi, E.C.; Fornaro, A. Prediction of Dressing in Grinding Operation via Neural Networks. Procedia CIRP 2017, 62, 305–310. [Google Scholar] [CrossRef]
- Webster, J.; Dong, W.P.; Lindsay, R. Raw Acoustic Emission Signal Analysis of Grinding Process. CIRP Ann. Manuf. Technol. 1996, 45, 335–340. [Google Scholar] [CrossRef]
- Reiweger, I.; Mayer, K.; Steiner, K.; Dual, J.; Schweizer, J. Measuring and localizing acoustic emission events in snow prior to fracture. Cold Reg. Sci. Technol. 2015, 110, 160–169. [Google Scholar] [CrossRef]
- Lissek, F.; Kaufeld, M.; Tegas, J.; Hloch, S. Online-monitoring for Abrasive Waterjet Cutting of CFRP via Acoustic Emission: Evaluation of Machining Parameters and Work Piece Quality Due to Burst Analysis. Procedia Eng. 2016, 149, 67–76. [Google Scholar] [CrossRef] [Green Version]
- Alexandre, F.A.; Lopes, W.N.; Ferreira, F.I.; Dotto, F.R.L.; de Aguiar, P.R.; Bianchi, E.C. Chatter Vibration Monitoring in the Surface Grinding Process through Digital Signal Processing of Acceleration Signal. Proceedings 2017, 2, 126. [Google Scholar] [CrossRef]
- Griffin, J.; Chen, X. Classification of the acoustic emission signals of rubbing, ploughing and cutting during single grit scratch tests. Int. J. Nanomanuf. 2006, 1, 189–209. [Google Scholar] [CrossRef]
- Sadegh, H.; Mehdi, A.N.; Mehdi, A. Classification of acoustic emission signals generated from journal bearing at different lubrication conditions based on wavelet analysis in combination with artificial neural network and genetic algorithm. Tribol. Int. 2016, 95, 426–434. [Google Scholar] [CrossRef]
- Ahirrao, N.S.; Bhosle, S.P.; Nehete, D.V. Dynamics and Vibration Measurements in Engines. Procedia Manuf. 2018, 20, 434–439. [Google Scholar] [CrossRef]
- Kang, I.S.; Kim, J.S.; Kang, M.C.; Lee, K.Y. Tool condition and machined surface monitoring for micro-lens array fabrication in mechanical machining. J. Mater. Process. Technol. 2008, 201, 585–589. [Google Scholar] [CrossRef]
- Delrue, S.; Van Den Abeele, K.; Blomme, E.; Deveugele, J.; Lust, P.; Matar, O.B. Two-dimensional simulation of the single-sided air-coupled ultrasonic pitch-catch technique for non-destructive testing. Ultrasonics 2010, 50, 188–196. [Google Scholar] [CrossRef] [PubMed]
- Diamanti, K.; Soutis, C. Structural health monitoring techniques for aircraft composite structures. Prog. Aerosp. Sci. 2010, 46, 342–352. [Google Scholar] [CrossRef]
- Coramik, M.; Ege, Y. Discontinuity inspection in pipelines: A comparison review. Measurement 2017, 111, 359–373. [Google Scholar] [CrossRef]
- Buckin, V.; Altas, M.C. High-resolution ultrasonic spectroscopy. In Proceedings Sensors 2017; AMA Conferences, Ed.; AMA Association for Sensors and Measurement: Nuremberg Germany, 2017; Volume 7, pp. 298–303. [Google Scholar]
- Giurgiutiu, V.; Rogers, C.A. Recent advancements in the electromechanical (E/M) impedance method for structural health monitoring and NDE. In Proceedings SPIE 3329, Smart Structures and Materials; Regelbrugge, M.E., Ed.; SPIE: San Diego, CA, USA, 1998; pp. 536–547. [Google Scholar]
- Giurgiutiu, V.; Rogers, C.A. Modeling of the electro-mechanical (E/M) impedance response of a damaged composite beam. In ASME Aerospace and Materials Divisions, Adaptive Structures and Material Systems Symposium; ASME Winter Annual Meeting: Nashville, TN, USA, 1999; pp. 39–46. [Google Scholar]
- Baptista, F.G.; Filho, J.V.; Inman, D.J. Influence of Excitation Signal on Impedance-based Structural Health Monitoring. J. Intell. Mater. Syst. Struct. 2010, 21, 1409–1416. [Google Scholar] [CrossRef]
- Giurgiutiu, V.; Zagrai, A. Damage Detection in Thin Plates and Aerospace Structures with the Electro-Mechanical Impedance Method. Struct. Health Monit. Int. J. 2005, 4, 99–118. [Google Scholar] [CrossRef] [Green Version]
- de Oliveira Conceição, P., Jr.; Aguiar, P.R.; Foschini, C.R.; França, T.V.; Ribeiro, D.M.S.; Ferreira, F.I.; Lopes, W.N.; Bianchi, E.C. Feature extraction using frequency spectrum and time domain analysis of vibration signals to monitoring advanced ceramic in grinding process. IET Sci. Meas. Technol. 2019, 13, 1–8. [Google Scholar] [CrossRef]
- Campeiro, L.M.; da Silveira, R.Z.M.; Baptista, F.G. Impedance-based damage detection under noise and vibration effects. Struct. Health Monit. Int. J. 2017, 17, 654–667. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Workpiece | Depth of Cut a (μm) | Passes | Cutting Speed vs (m/s) | Workpiece Speed vw (m/s) |
|---|---|---|---|---|
| 1 | 10 | 3 | 29 | 0.08 |
| 2 | 20 | |||
| 3 | 30 |
| Workpiece | Condition | Weight (g) | Mass Decrease (%) |
|---|---|---|---|
| 1 | Without material removal | 329.75 | 0.05 |
| After pass 3 | 329.60 | ||
| 2 | Without material removal | 327.24 | 0.02 |
| After pass 3 | 327.15 | ||
| 3 | Without material removal | 331.24 | 0.33 |
| After pass 3 | 330.15 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alexandre, F.A.; Aguiar, P.R.; Götz, R.; Aulestia Viera, M.A.; Lopes, T.G.; Bianchi, E.C. A Novel Ultrasound Technique Based on Piezoelectric Diaphragms Applied to Material Removal Monitoring in the Grinding Process. Sensors 2019, 19, 3932. https://doi.org/10.3390/s19183932
Alexandre FA, Aguiar PR, Götz R, Aulestia Viera MA, Lopes TG, Bianchi EC. A Novel Ultrasound Technique Based on Piezoelectric Diaphragms Applied to Material Removal Monitoring in the Grinding Process. Sensors. 2019; 19(18):3932. https://doi.org/10.3390/s19183932
Chicago/Turabian StyleAlexandre, Felipe A., Paulo R. Aguiar, Reinaldo Götz, Martin Antonio Aulestia Viera, Thiago Glissoi Lopes, and Eduardo Carlos Bianchi. 2019. "A Novel Ultrasound Technique Based on Piezoelectric Diaphragms Applied to Material Removal Monitoring in the Grinding Process" Sensors 19, no. 18: 3932. https://doi.org/10.3390/s19183932