On the Application of Image Processing Methods for Bubble Recognition to the Study of Subcooled Flow Boiling of Water in Rectangular Channels

Abstract
:1. Introduction
2. Materials and Methods
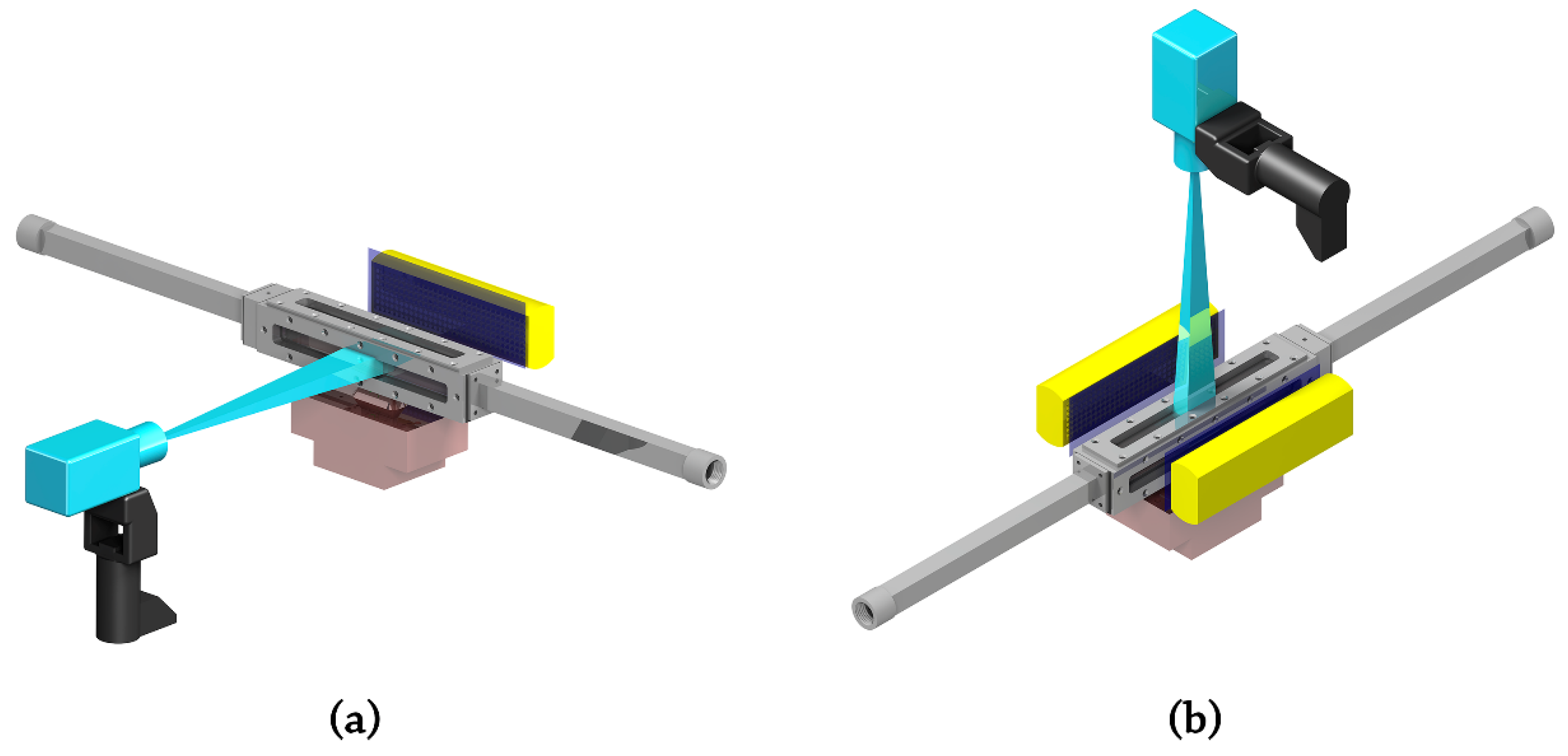
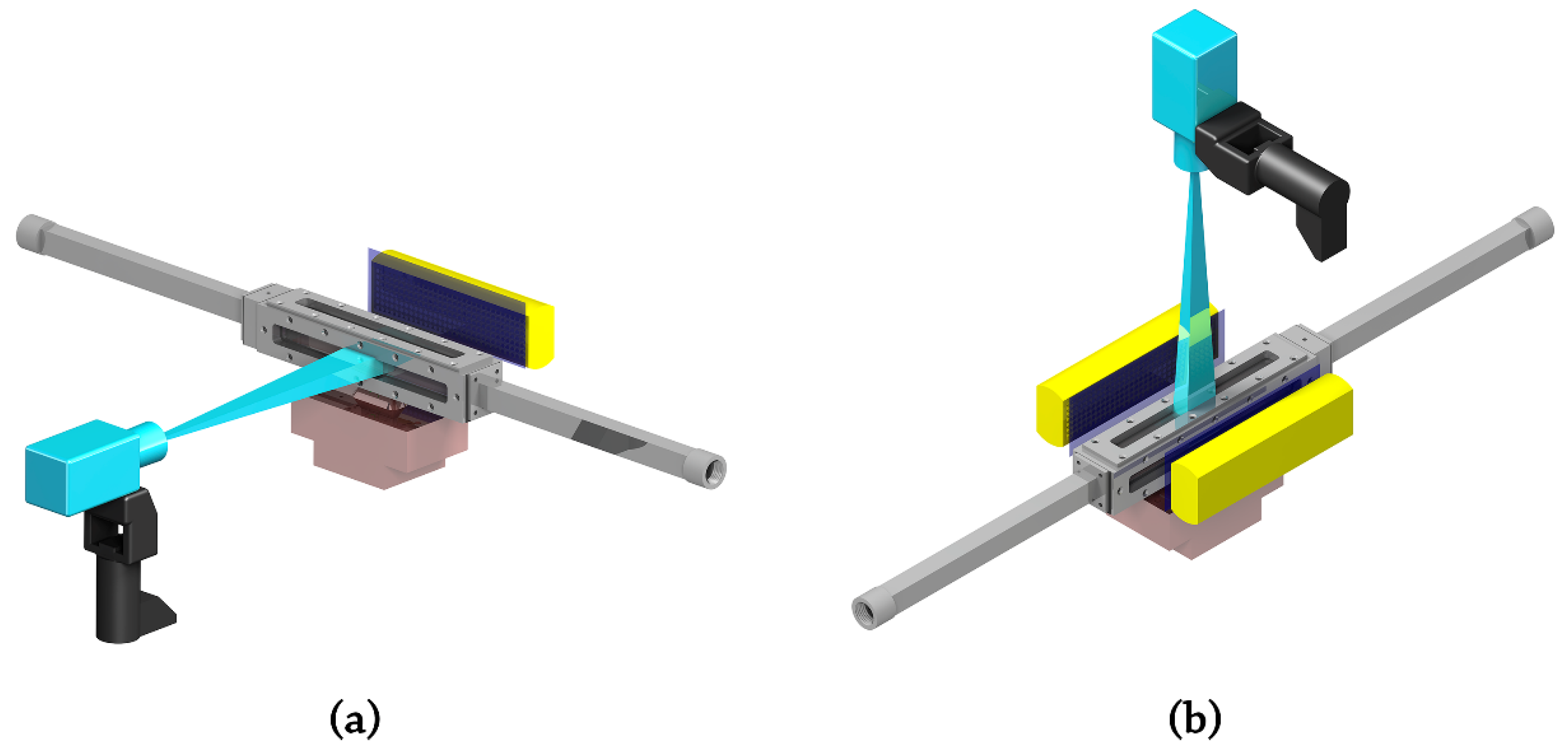
2.1. Experimental Setup
2.2. Machine Vision Algorithms
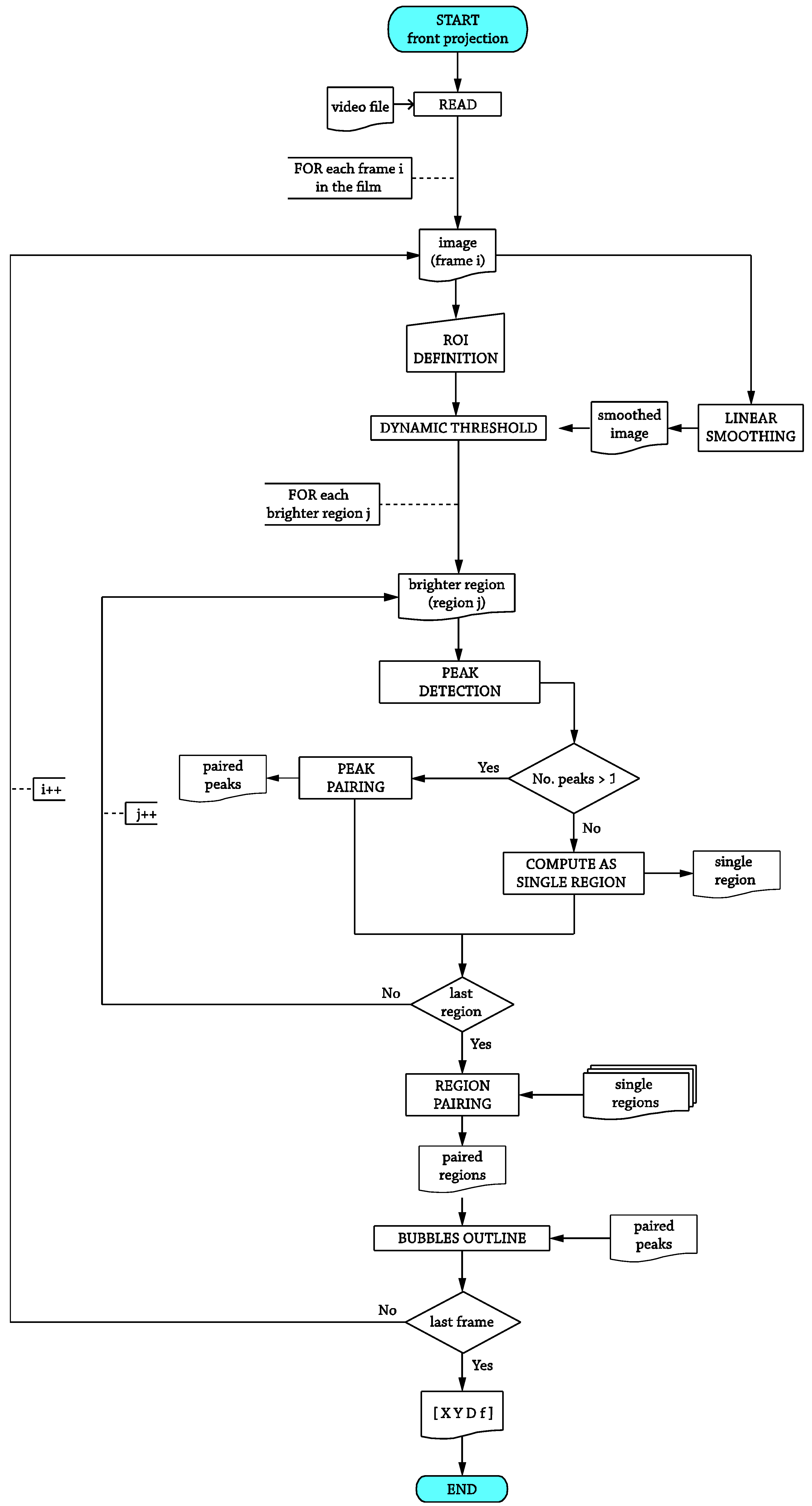
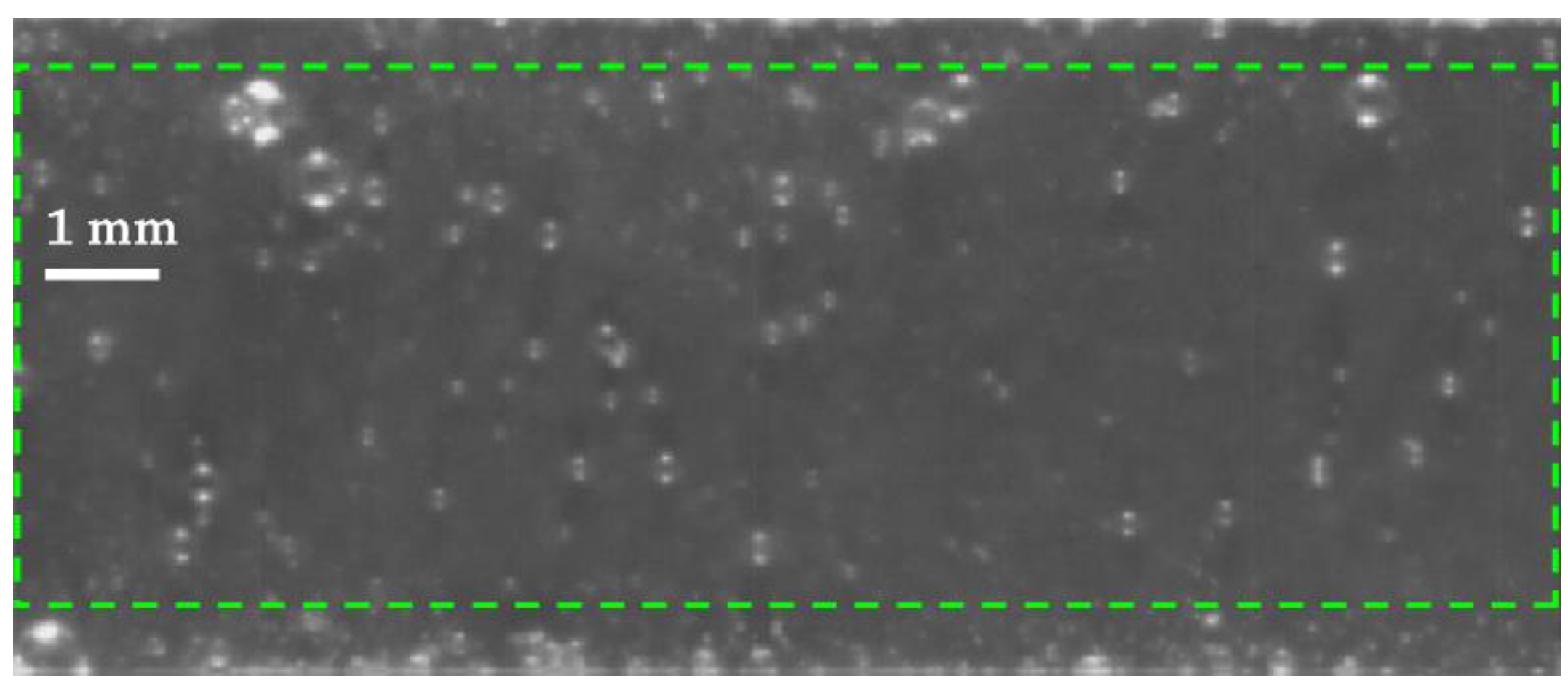
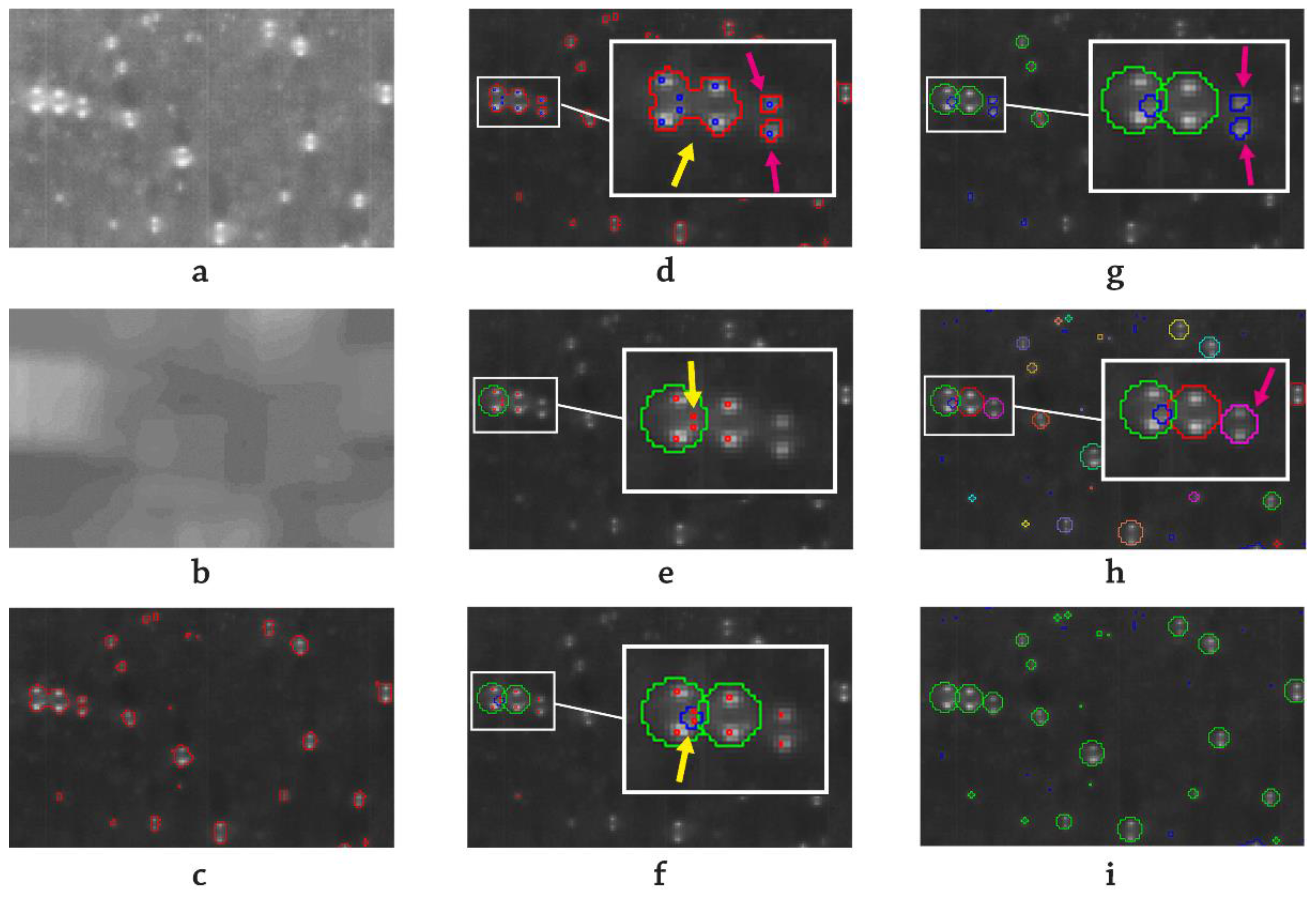
2.2.1. Front Projection
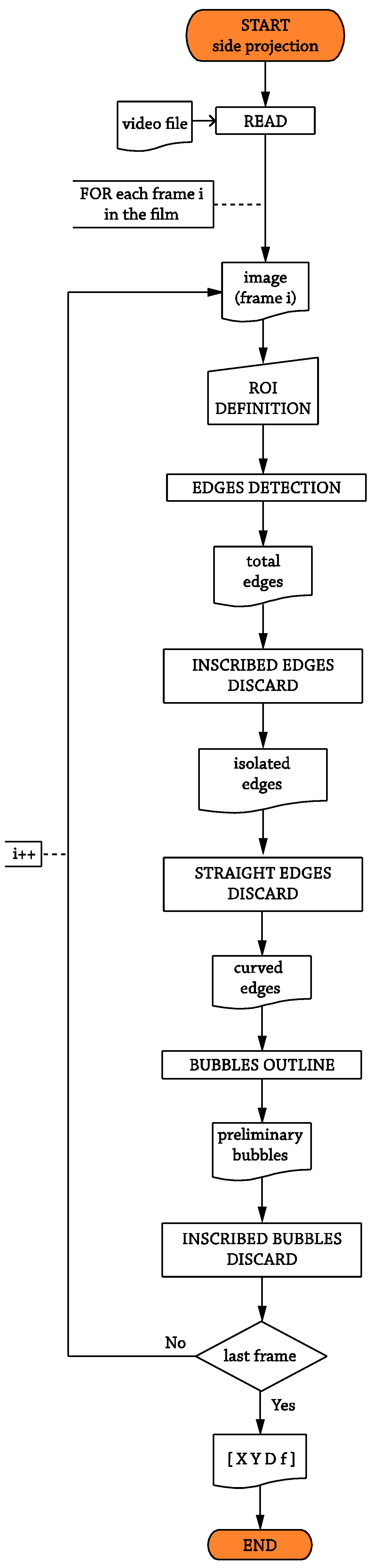
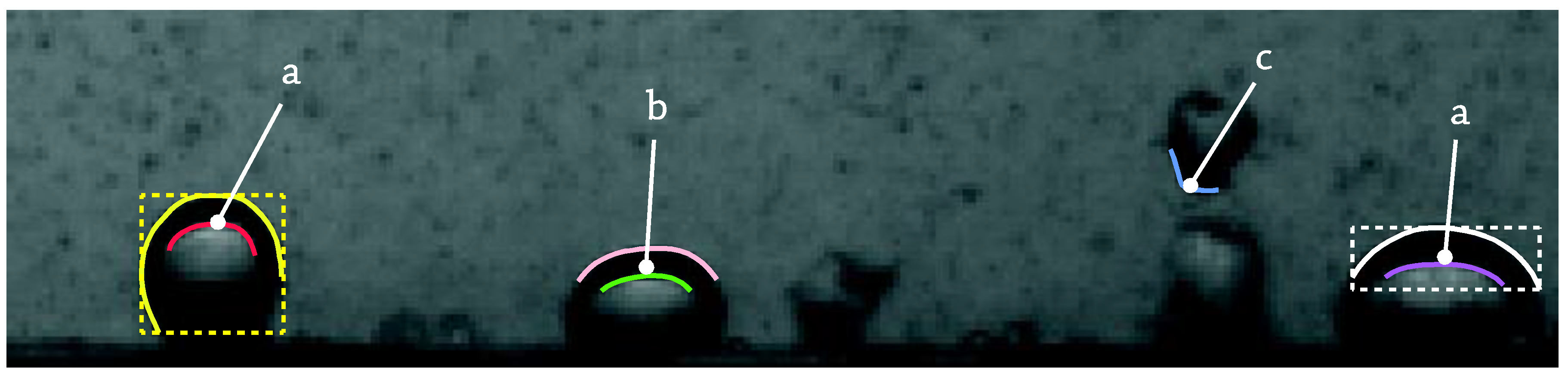
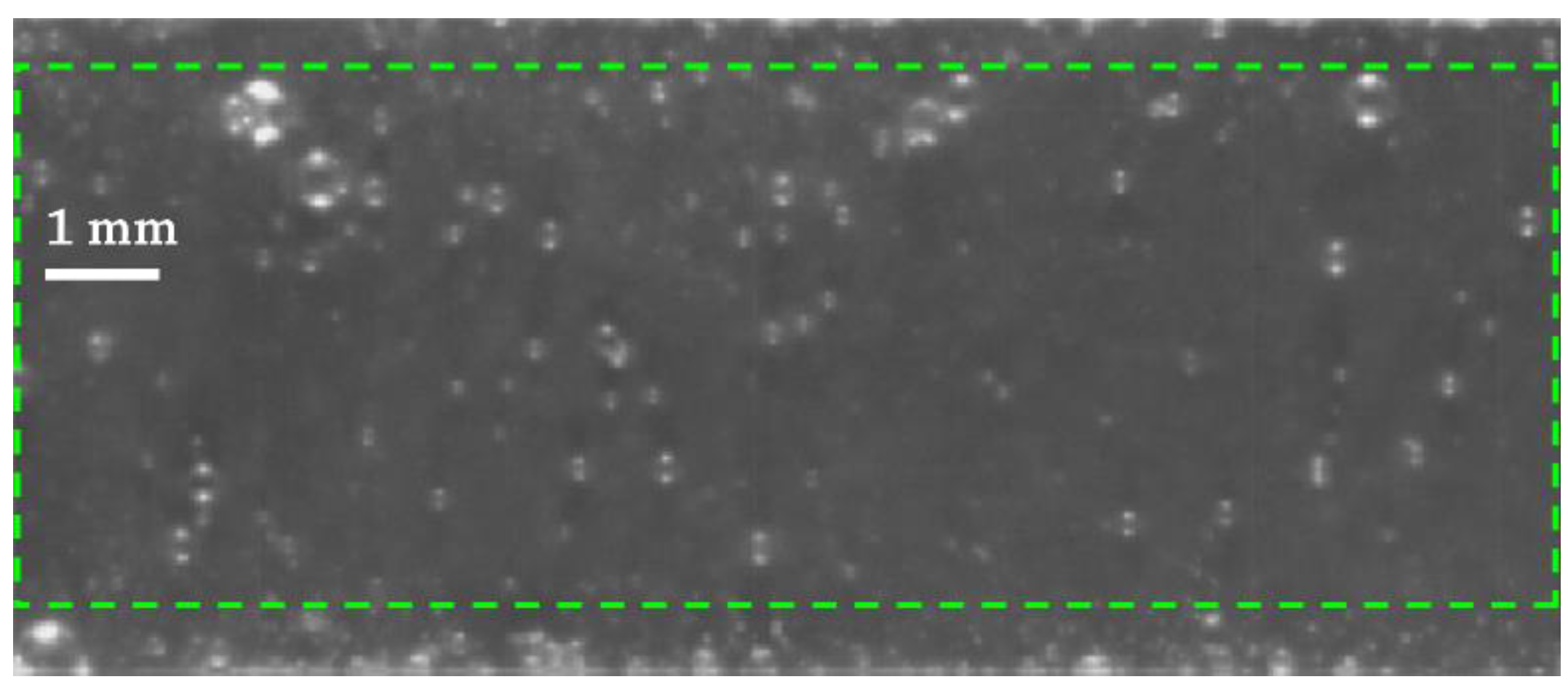
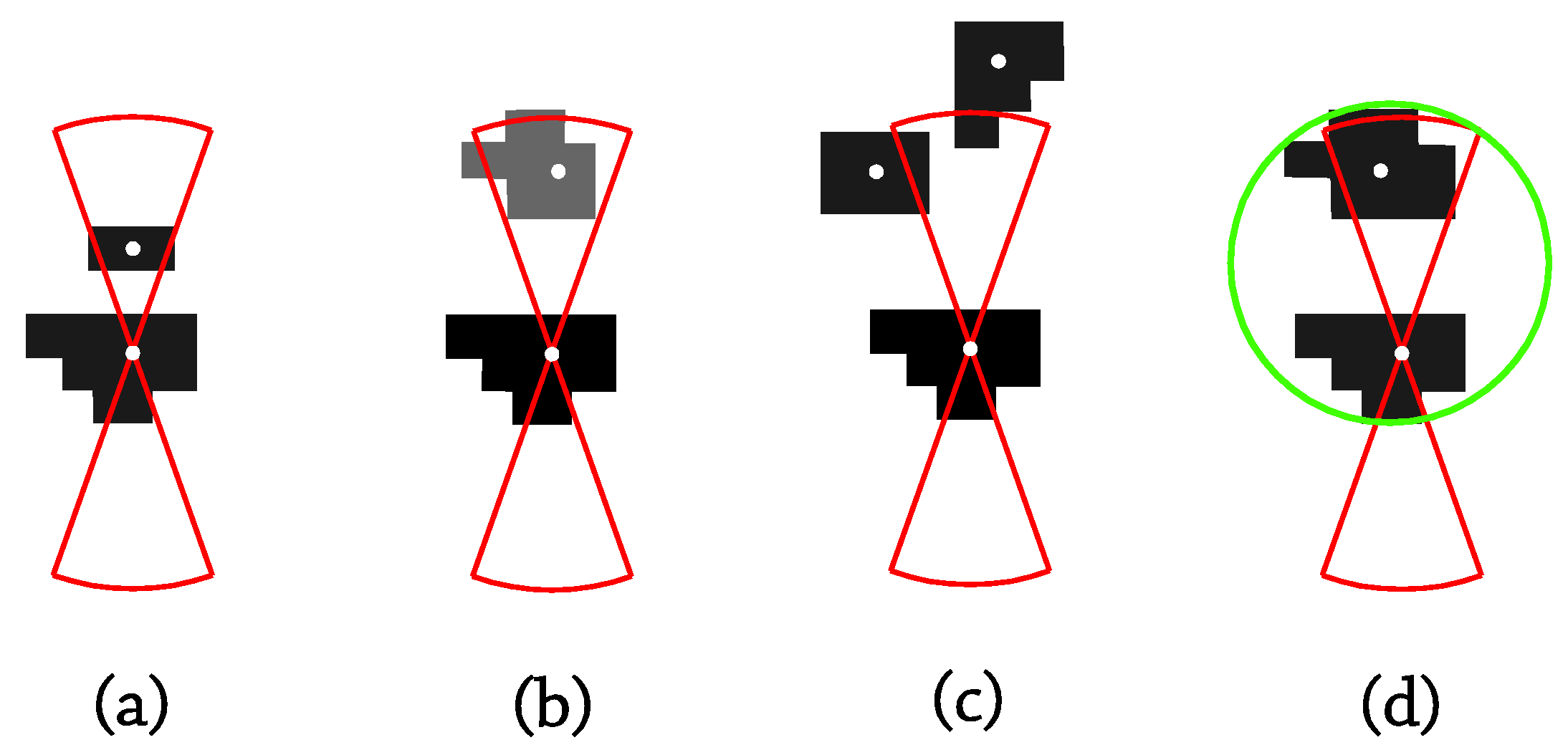
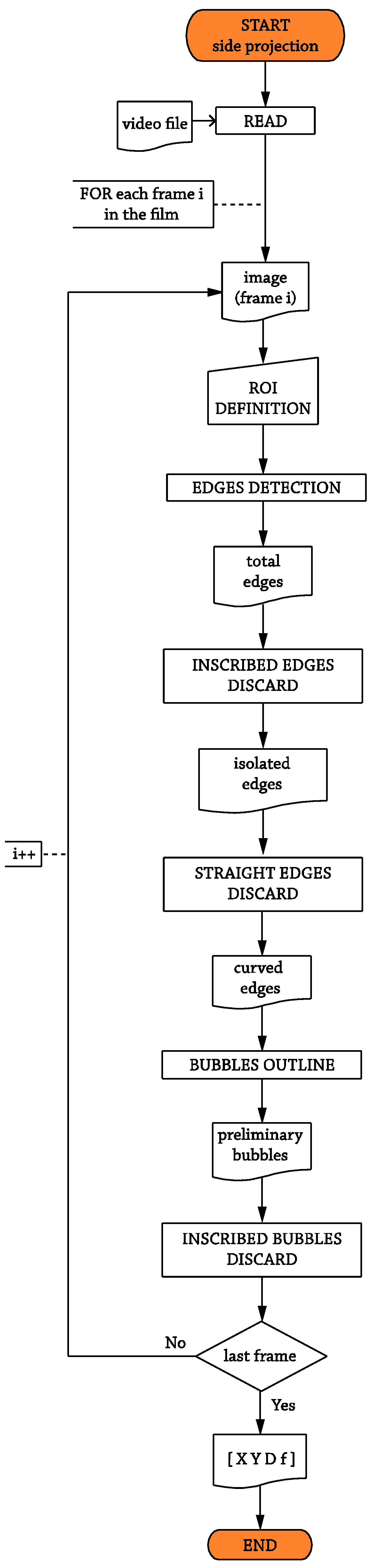
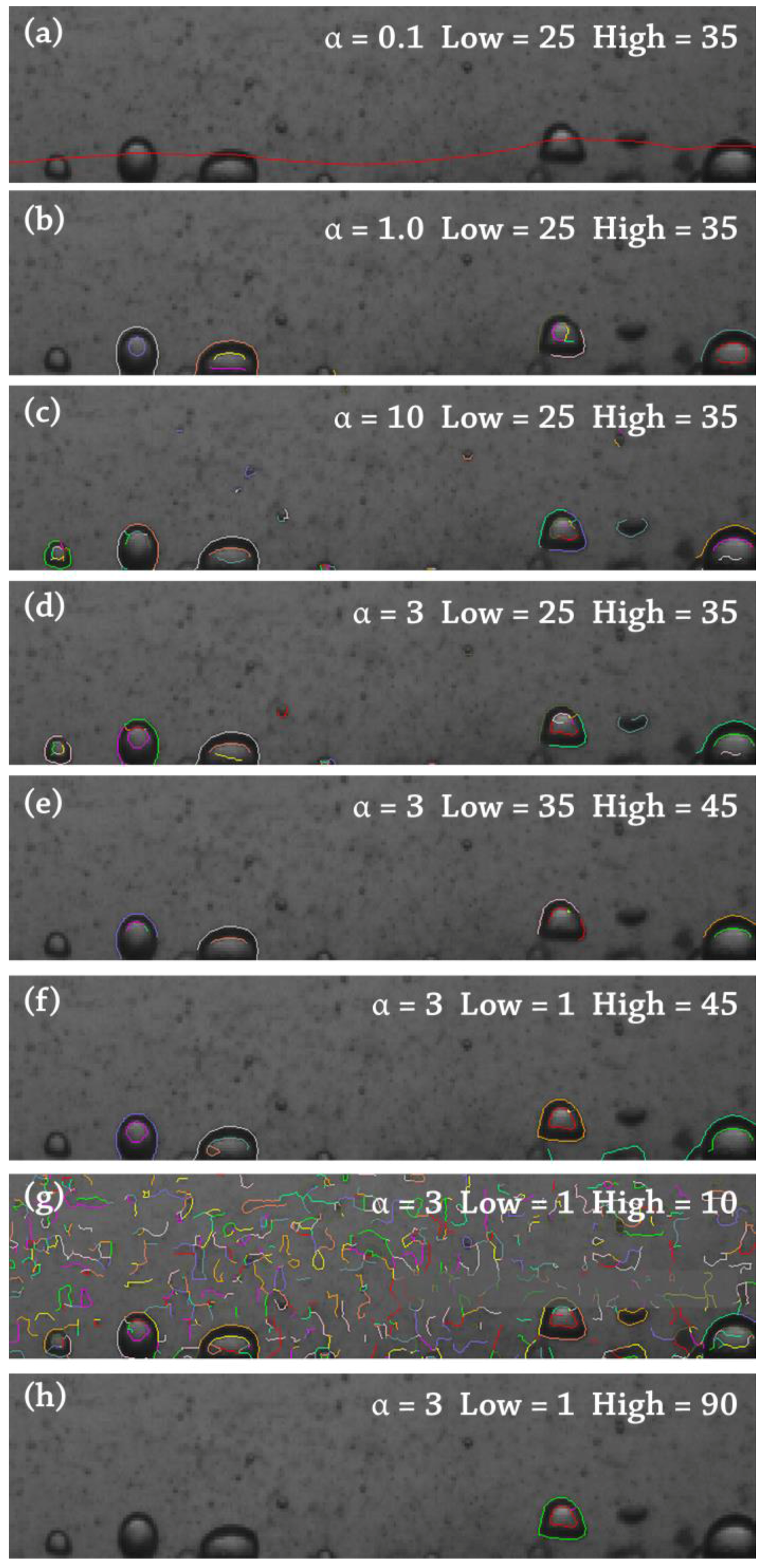
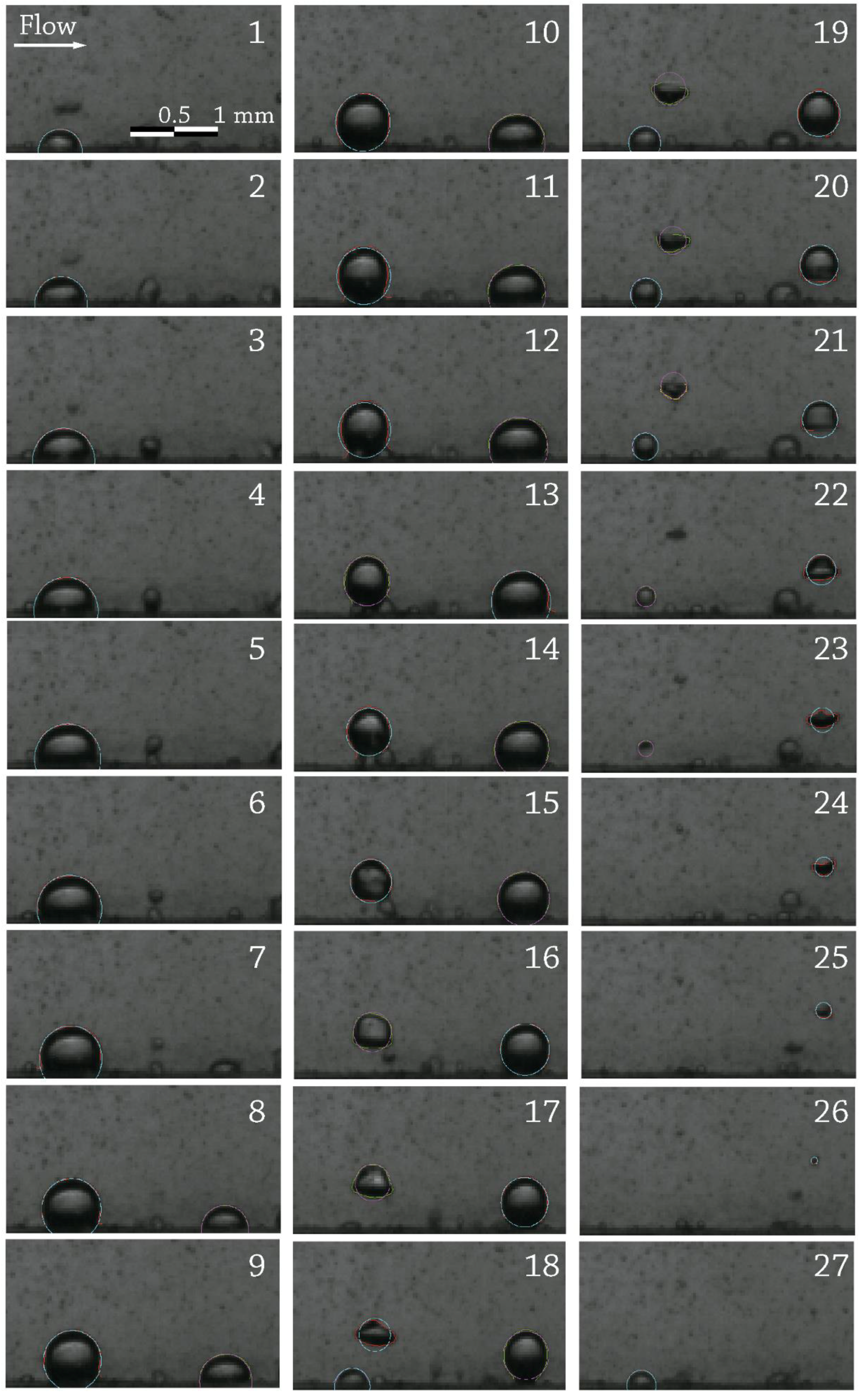
2.2.2. Side Projection
2.2.3. Post-Processing
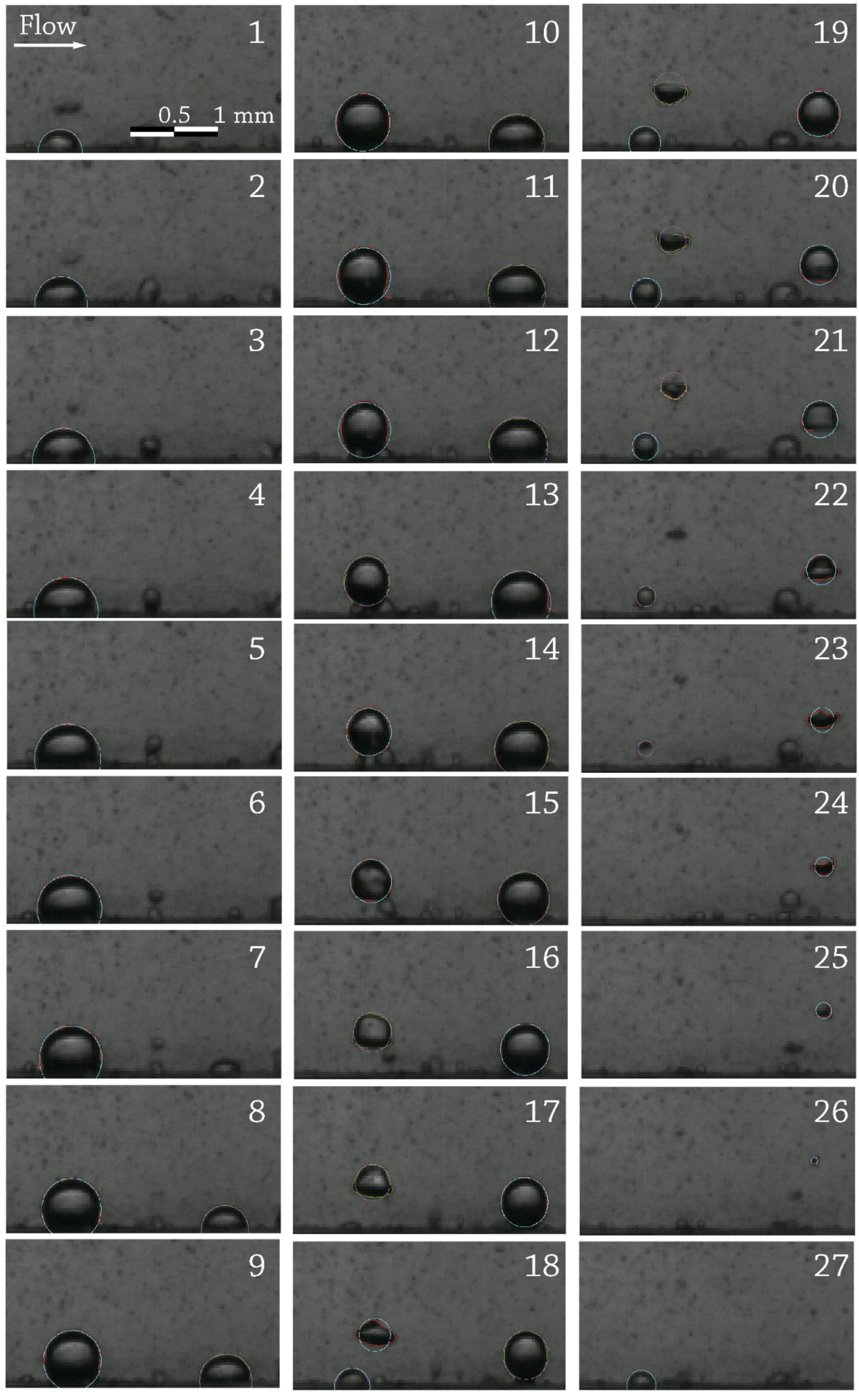
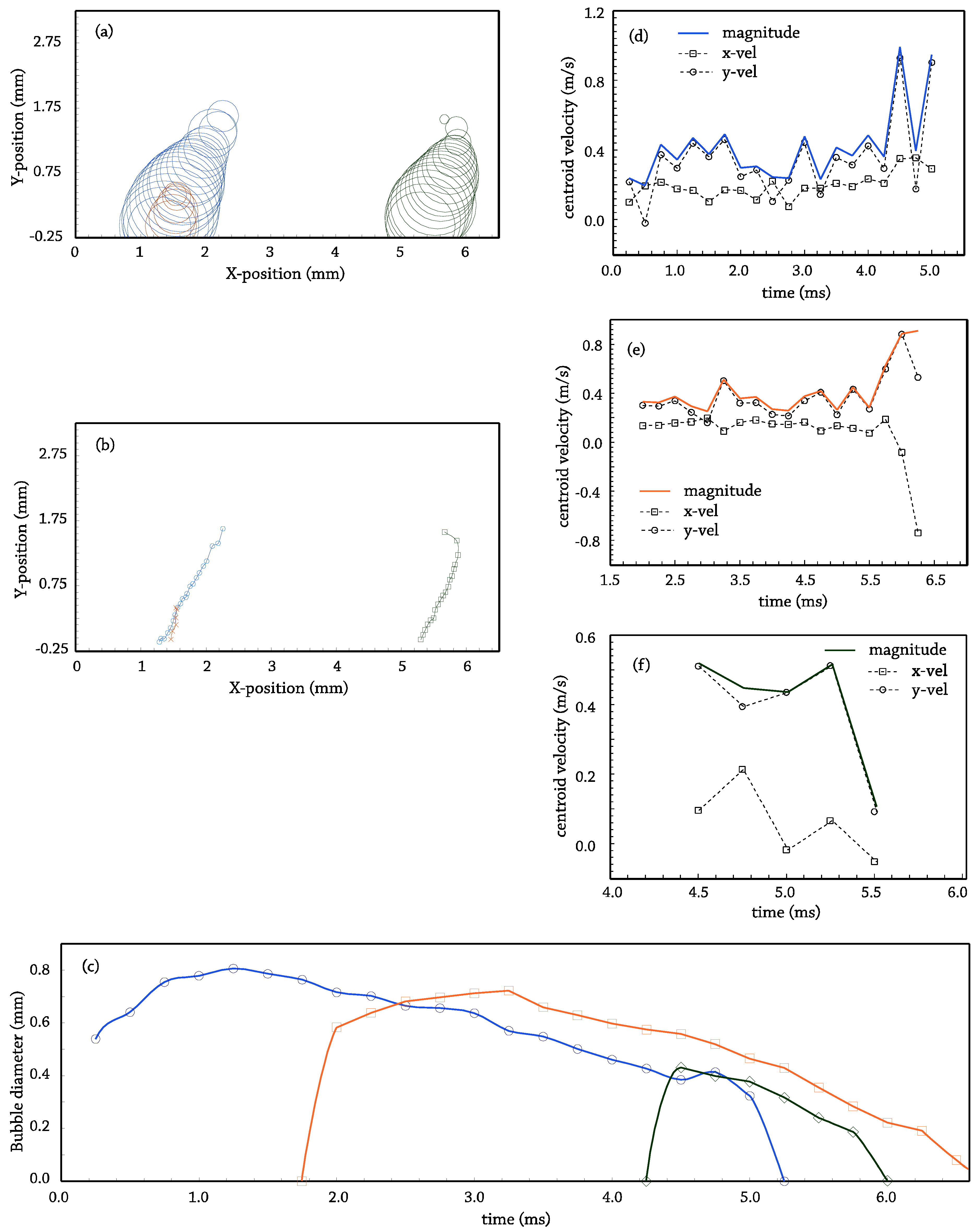
3. Results and Discussion
4. Conclusions
Author Contributions
Conflicts of Interest
Nomenclature
| Symbol | Designation |
| G | mass flux (kg/s·m²) |
| p | pressure (Pa) |
| q | heat flux (W/m²) |
| T | temperature (K) |
| v | velocity (m/s) |
| Subscripts | |
| b | bulk conditions |
| w | wall conditions |
| Abbreviation | |
| CHF | critical heat flux |
| MV | machine vision |
References
- Huang, Y.; McMurran, R.; Dhadyalla, G.; Jones, R.P.; Mouzakitis, A. Model-based testing of a vehicle instrument cluster for design validation using machine vision. Meas. Sci. Technol. 2009, 20, 065502. [Google Scholar] [CrossRef]
- Vazquez-Fernandez, E.; Dacal-Nieto, A.; Gonzalez-Jorge, H.; Martin, F.; Formella, A.; Alvarez-Valado, V. A machine vision system for the calibration of digital thermometers. Meas. Sci. Technol. 2009, 20, 065106. [Google Scholar] [CrossRef]
- Gunther, F.C. Photographic study of surface-boiling heat transfer to water with forced convection. Trans. ASME 1951, 73, 115–121. [Google Scholar]
- Perkins, A.S.; Westwater, J.W. Measurements of bubbles formed in boiling Methanol. AlChE J. 1956, 2, 471–476. [Google Scholar] [CrossRef]
- Abdelmessih, A.; Hooper, F.; Nangia, S. Flow effects on bubble growth and collapse in surface boiling. Int. J. Heat Mass Transf. 1972, 15, 115–125. [Google Scholar] [CrossRef]
- Chi-Yeh, H.; Griffith, P. The mechanism of heat transfer in nucleate pool boiling—Part I: Bubble initiaton, growth and departure. Int. J. Heat Mass Transf. 1965, 8, 887–904. [Google Scholar] [CrossRef]
- Frost, W.; Kippenhan, C.J. Bubble growth and heat-transfer mechanisms in the forced convection boiling of water containing a surface active agent. Int. J. Heat Mass Transf. 1967, 10, 931–949. [Google Scholar] [CrossRef]
- Wijk, W.R.V.; Stralen, S.J.D.V. Growth rate of vapour bubbles in water and in a binary mixture boiling at atmospheric pressure. Physica 1962, 28, 150–171. [Google Scholar] [CrossRef]
- Heled, Y.; Ricklis, J.; Orell, A. Pool boiling from large arrays of artificial nucleation sites. Int. J. Heat Mass Transf. 1970, 13, 503–516. [Google Scholar] [CrossRef]
- Stralen, S.J.D.V. The mechanism of nucleate boiling in pure liquids and in binary mixtures—Part I. Int. J. Heat Mass Transf. 1966, 9, 995–1020. [Google Scholar] [CrossRef]
- Wei, C.C.; Preckshot, G.W. Photographic evidence of bubble departure from capillaries during boiling. Chem. Eng. Sci. 1964, 19, 838–839. [Google Scholar] [CrossRef]
- Bobrovich, G.I.; Mamontova, N.N. A study of the mechanism of nucleate boiling at high heat fluxes. Int. J. Heat Mass Transf. 1965, 8, 1421–1424. [Google Scholar] [CrossRef]
- Katto, Y.; Yokoya, S. Principal mechanism of boiling crisis in pool boiling. Int. J. Heat Mass Transf. 1968, 11, 993–1002. [Google Scholar] [CrossRef]
- Ponter, A.B.; Haigh, C.P. The boiling crisis in saturated and subcooled pool boiling at reduced pressures. Int. J. Heat Mass Transf. 1969, 12, 429–437. [Google Scholar] [CrossRef]
- Darby, R. The dynamics of vapour bubbles in nucleate boiling. Chem. Eng. Sci. 1964, 19, 39–49. [Google Scholar] [CrossRef]
- Ivey, H.J. Relationships between bubble frequency, departure diameter and rise velocity in nucleate boiling. Int. J. Heat Mass Transf. 1967, 10, 1023–1040. [Google Scholar] [CrossRef]
- Saddy, M.; Jameson, G. Prediction of departure diameter and bubble frequency in nucleate boiling in uniformly superheated liquids. Int. J. Heat Mass Transf. 1971, 14, 1771–1785. [Google Scholar] [CrossRef]
- Fontana, D. Simultaneous measurement of bubble growth rate and thermal flux from the heating wall to the boiling fluid near the nucleation site. Int. J. Heat Mass Transf. 1972, 15, 707–720. [Google Scholar] [CrossRef]
- Jawurek, H.H. Simultaneous determination of microlayer geometry and bubble growth in nucleate boiling. Int. J. Heat Mass Transf. 1969, 12, 843–848. [Google Scholar] [CrossRef]
- Bibeau, E.L.; Salcudean, M. A study of bubble ebullition in forced-convective subcooled nucleate boiling at low pressure. Int. J. Heat Mass Transf. 1994, 37, 2245–2259. [Google Scholar] [CrossRef]
- Bode, A. Single bubble dynamics and transient pressure during subcooled nucleate pool boiling. Int. J. Heat Mass Transf. 2008, 51, 353–360. [Google Scholar] [CrossRef]
- Okawa, T.; Ishida, T.; Kataoka, I.; Mori, M. An experimental study on bubble rise path after the departure from a nucleation site in vertical upflow boiling. Exp. Therm. Fluid Sci. 2005, 29, 287–294. [Google Scholar] [CrossRef]
- Prodanovic, V.; Fraser, D.; Salcudean, M. Bubble behavior in subcooled flow boiling of water at low pressures and low flow rates. Int. J. Multiph. Flow 2002, 28, 1–19. [Google Scholar] [CrossRef]
- Situ, R.; Mi, Y.; Ishii, M.; Mori, M. Photographic study of bubble behaviors in forced convection subcooled boiling. Int. J. Heat Mass Transf. 2004, 47, 3659–3667. [Google Scholar] [CrossRef]
- Thorncroft, G.E.; Klausner, J.F.; Mei, R. An experimental investigation of bubble growth and detachment in vertical upflow and downflow boiling. Int. J. Heat Mass Transf. 1998, 41, 3857–3871. [Google Scholar] [CrossRef]
- Celata, G.P.; Cumo, M.; Gallo, D.; Mariani, A.; Zummo, G. A Photographic study of subcooled flow boiling burnout at high heat flux and velocity. Int. J. Heat Mass Transf. 2007, 50, 283–291. [Google Scholar] [CrossRef]
- Chang, S.H.; Bang, I.C.; Baek, W.-P. A photographic study on the near-wall bubble behavior in subcooled flow boiling. Int. J. Therm. Sci. 2002, 41, 609–618. [Google Scholar] [CrossRef]
- Chen, C.A.; Chang, W.R.; Li, K.W.; Lie, Y.M.; Lin, T.F. Subcooled flow boiling heat transfer of R-407C and associated bubble characteristics in a narrow annular duct. Int. J. Heat Mass Transf. 2009, 52, 3147–3158. [Google Scholar] [CrossRef]
- Galloway, J.E.; Mudawar, I. CHF mechanism in flow boiling from a short heated wall—I. Examination of near-wall conditions with the aid of photomicrography and high-speed video imaging. Int. J. Heat Mass Transf. 1993, 36, 2511–2526. [Google Scholar] [CrossRef]
- Gorenflo, D.; Danger, E.; Luke, A.; Kotthoff, S.; Chandra, U.; Ranganayakulu, C. Bubble formation with pool boiling on tubes with or without basic surface modifications for enhancement. Int. J. Heat Fluid Flow 2004, 25, 288–297. [Google Scholar] [CrossRef]
- Luke, A.; Cheng, D.C. High speed video recording of bubble formation with pool boiling. Int. J. Therm. Sci. 2006, 45, 310–320. [Google Scholar] [CrossRef]
- Okawa, T.; Kubota, H.; Ishida, T. Simultaneous measurement of void fraction and fundamental bubble parameters in subcooled flow boiling. Nucl. Eng. Des. 2007, 237, 1016–1024. [Google Scholar] [CrossRef]
- Ahmadi, R.; Ueno, T.; Okawa, T. Bubble dynamics at boiling incipience in subcooled upward flow boiling. Int. J. Heat Mass Transf. 2012, 55, 488–497. [Google Scholar] [CrossRef]
- Cao, Y.; Kawara, Z.; Yokomine, T.; Kunugi, T. Visualization study on bubble dynamical behavior in subcooled flow boiling under various subcooling degree and flowrates. Int. J. Heat Mass Transf. 2016, 93, 839–852. [Google Scholar] [CrossRef]
- Gerardi, C.; Buongiorno, J.; Hu, L.; McKrell, T. Study of bubble growth in water pool boiling through synchronized, infrared thermometry and high-speed video. Int. J. Heat Mass Transf. 2010, 53, 4185–4192. [Google Scholar] [CrossRef]
- Jung, S.; Kim, H. An experimental method to simultaneously measure the dynamics and heat transfer associated with a single bubble during nucleate boiling on a horizontal surface. Int. J. Heat Mass Transf. 2014, 73, 365–375. [Google Scholar] [CrossRef]
- Lin, M.; Chen, P. Photographic study of bubble behavior in subcooled flow boiling using R-134a at low pressure range. Ann. Nucl. Eng. 2012, 49, 23–32. [Google Scholar] [CrossRef]
- Phillips, B.; Buongiorno, J.; McKrell, T. Nucleation site density, bubble departure diameter, wait time and local temperature distribution in subcooled flow boiling of water at atmospheric pressure. In Proceedings of the 15th International Topical Meeting Nuclear Reactor Thermal-Hydraulics, NURETH15-213, Pisa, Italy, 12–17 May 2013. [Google Scholar]
- Yuan, D.; Pan, L.; Chen, D.; Zhang, H.; Wei, J.; Huang, Y. Bubble behavior of high subcooling flow boiling at different system pressure in vertical narrow channel. Appl. Therm. Eng. 2011, 31, 3512–3520. [Google Scholar] [CrossRef]
- Hussein, W.; Khan, M.S.; Zamorano, J.; Espic, F.; Yoma, N.B. A novel ultrasound based technique for classifying gas bubble sizes in liquids. Meas. Sci. Technol. 2014, 25, 125302. [Google Scholar] [CrossRef]
- Hassan, Y.A.; Schmidl, W.; Ortiz-Villafuerte, J. Investigation of three-dimensional two-phase flow structure in a bubbly pipe flow. Meas. Sci. Technol. 1998, 9, 309. [Google Scholar] [CrossRef]
- Zhang, M.; Xu, M.; Hung, D.L.S. Simultaneous two-phase flow measurement of spray mixing process by means of high-speed two-color PIV. Meas. Sci. Technol. 2014, 25, 095204. [Google Scholar] [CrossRef]
- Biwole, P.H.; Yan, W.; Zhang, Y.; Roux, J.J. A complete 3D particle tracking algorithm and its applications to the indoor airflow study. Meas. Sci. Technol. 2009, 20, 115403. [Google Scholar] [CrossRef]
- Maurus, R.; Ilchenko, V.; Sattelmayer, T. Study of the bubble characteristics and the local void fraction in subcooled flow boiling using digital imaging and analysing techniques. Exp. Therm. Fluid Sci. 2002, 26, 147–155. [Google Scholar] [CrossRef]
- Maurus, R.; Sattelmayer, T. Bubble and boundary layer behaviour in subcooled flow boiling. Int. J. Therm. Sci. 2006, 45, 257–268. [Google Scholar] [CrossRef]
- Stewart, R.L.; Sutalo, I.D.A.; Wong, C.Y. Three-dimensional tracking of sensor capsules mobilised by fluid flow. Meas. Sci. Technol. 2015, 26, 035302. [Google Scholar] [CrossRef]
- Yoo, J.; Estrada-Perez, C.E.; Hassan, Y.A. A proper observation and characterization of wall nucleation phenomena in a forced convective boiling system. Int. J. Heat Mass Transf. 2014, 76, 568–584. [Google Scholar] [CrossRef]
- Yoo, J.; Estrada-Perez, C.E.; Hassan, Y.A. Experimental study on bubble dynamics and wall heat transfer arising from a single nucleation site at subcooled flow boiling conditions—Part 1: Experimental methods and data quality verification. Int. J. Multiph. Flow 2016, 84, 315–324. [Google Scholar] [CrossRef]
- Paz, C.; Conde, M.; Porteiro, J.; Concheiro, M. Effect of heating surface morphology on the size of bubbles during the subcooled flow boiling of water at low pressure. Int. J. Heat Mass Transf. 2015, 89, 770–782. [Google Scholar] [CrossRef]
- Paz, C.; Conde, M.; Porteiro, J.; Concheiro, M. Effect of heating surface morphology on active site density in subcooled flow nucleated boiling. Exp. Therm. Fluid Sci. 2017, 82, 147–159. [Google Scholar] [CrossRef]
- Paz, M.C.; Conde, M.; Suárez, E.; Concheiro, M. On the effect of surface roughness and material on the subcooled flow boiling of water: Experimental study and global correlation. Exp. Therm. Fluid Sci. 2015, 64, 114–124. [Google Scholar] [CrossRef]
- Canny, J. A Computational Approach to Edge Detection. IEEE Trans. Pattern Anal. Mach. Intell. 1986, PAMI-8, 679–698. [Google Scholar] [CrossRef]
- Deriche, R. Using Canny’s criteria to derive a recursively implemented optimal edge detector. Int. J. Comput. Vis. 1987, 1, 167–187. [Google Scholar] [CrossRef]
- Canny, J.F. Finding Edges and Lines in Images. Master’s Thesis, MIT Artificial Intelligence Laboratory, Cambridge, MA, USA, June 1983. [Google Scholar]
- Basu, N.; Warrier, G.R.; Dhir, V.K. Onset of nucleate boiling and active nucleation site density during subcooled flow boiling. J. Heat Transf. 2002, 124, 717–728. [Google Scholar] [CrossRef]
- Klausner, J.F.; Mei, R.; Bernhard, D.M.; Zeng, L.Z. Vapor bubble departure in forced convection boiling. Int. J. Heat Mass Transf. 1993, 36, 651–662. [Google Scholar] [CrossRef]
- Basu, N. Modeling and Experiments for Wall Heat Flux Partitioning during Subcooled Flow Boiling of Water at Low Pressures. Ph.D. Thesis, University of California, Los Angeles, CA, USA, 2003. [Google Scholar]
- Brooks, C.S.; Silin, N.; Hibiki, T.; Ishii, M. Experimental Investigation of Wall Nucleation Characteristics in Flow Boiling. J. Heat Transf. 2015. [Google Scholar] [CrossRef]
- Brooks, C.S.; Hibiki, T. Wall nucleation modeling in subcooled boiling flow. Int. J. Heat Mass Transf. 2015, 86, 183–196. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specification | Value |
|---|---|
| Resolution at max. speed | 853 × 480 @ 10,000 fps |
| Image sensor | 1696 × 1710 pixel with 8-bit dynamic range, monochrome |
| Sensor size | 8-μm pixel size/13.6 mm × 13.7 mm @ 1696 × 1710 pixel |
| Light sensitivity | ISO 2200 |
| Exposure time | from 1 μs to the inverse of the framing rate |
| Data interface | Gigabit Ethernet with RJ45 |
| Maximum lamp luminous flux | up to 7700 lumens (dimmable) |
| Maximum lamp power | 80 W |
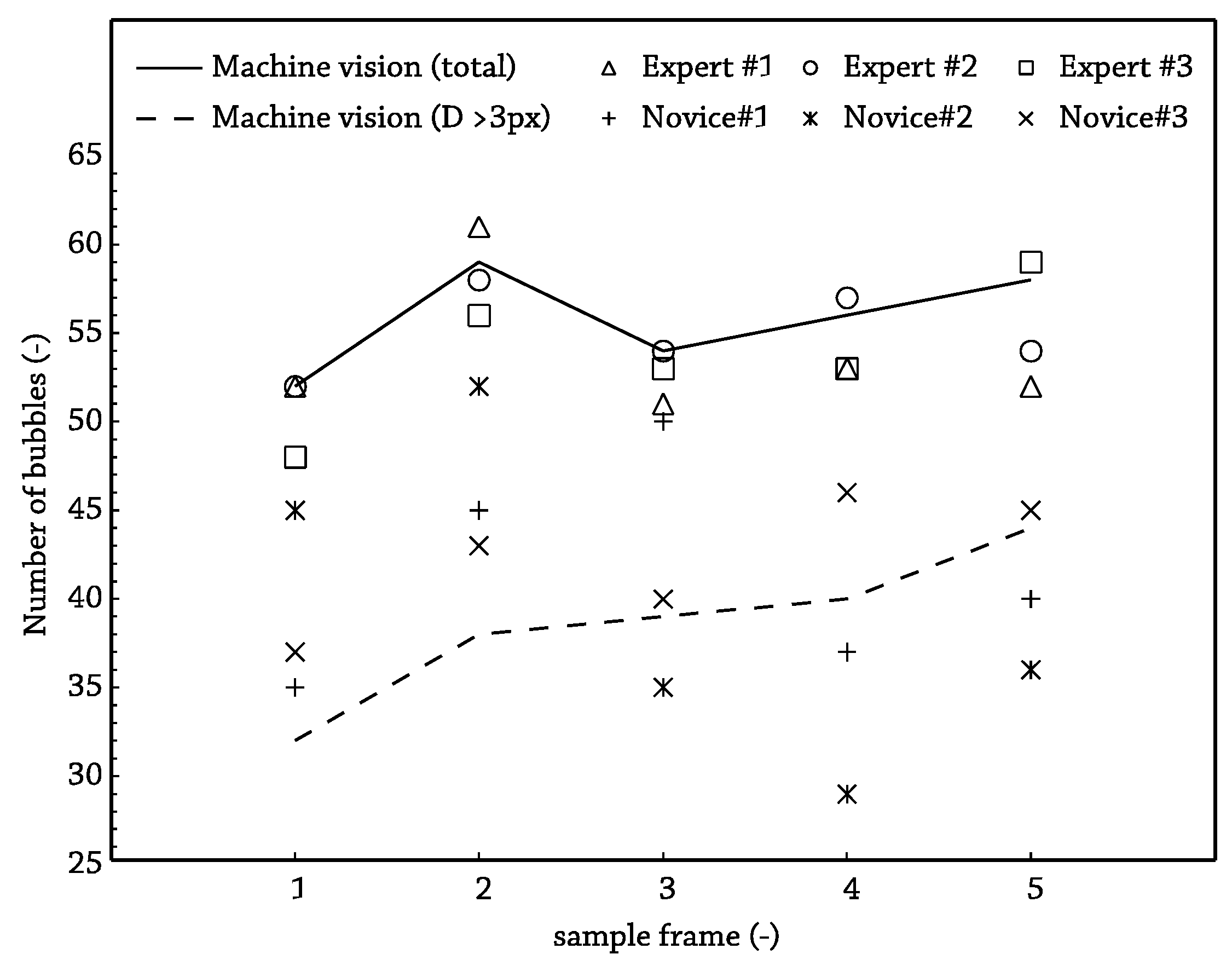
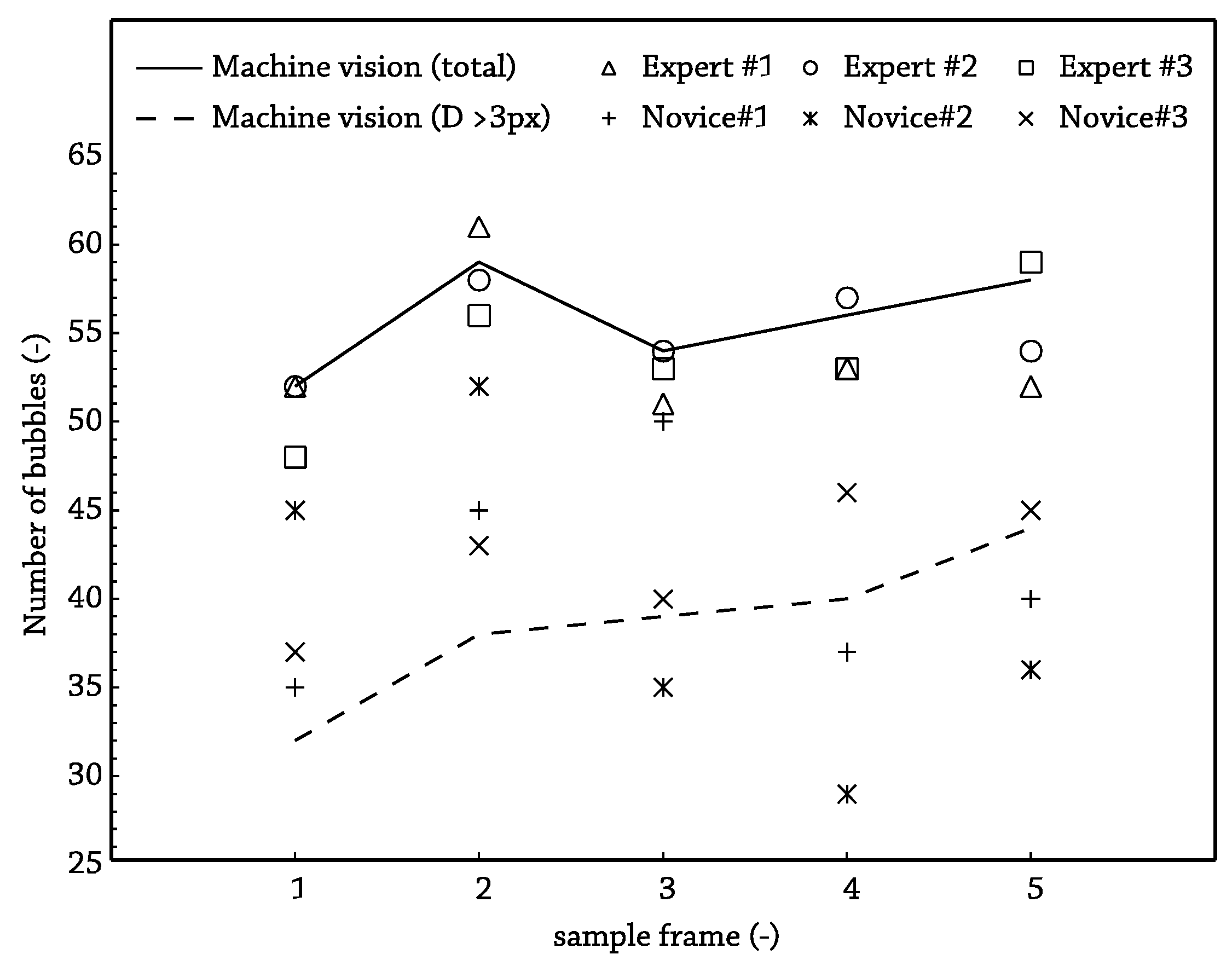
| Frame | Algorithm | Expert#1 | Expert#2 | Expert#3 | Novice#1 | Novice#2 | Novice#3 |
|---|---|---|---|---|---|---|---|
| 1 | 52 | 52 | 52 | 48 | 35 | 45 | 37 |
| 2 | 59 | 61 | 58 | 56 | 45 | 52 | 43 |
| 3 | 54 | 51 | 54 | 53 | 50 | 35 | 40 |
| 4 | 56 | 53 | 57 | 53 | 37 | 29 | 46 |
| 5 | 58 | 52 | 54 | 59 | 40 | 36 | 45 |
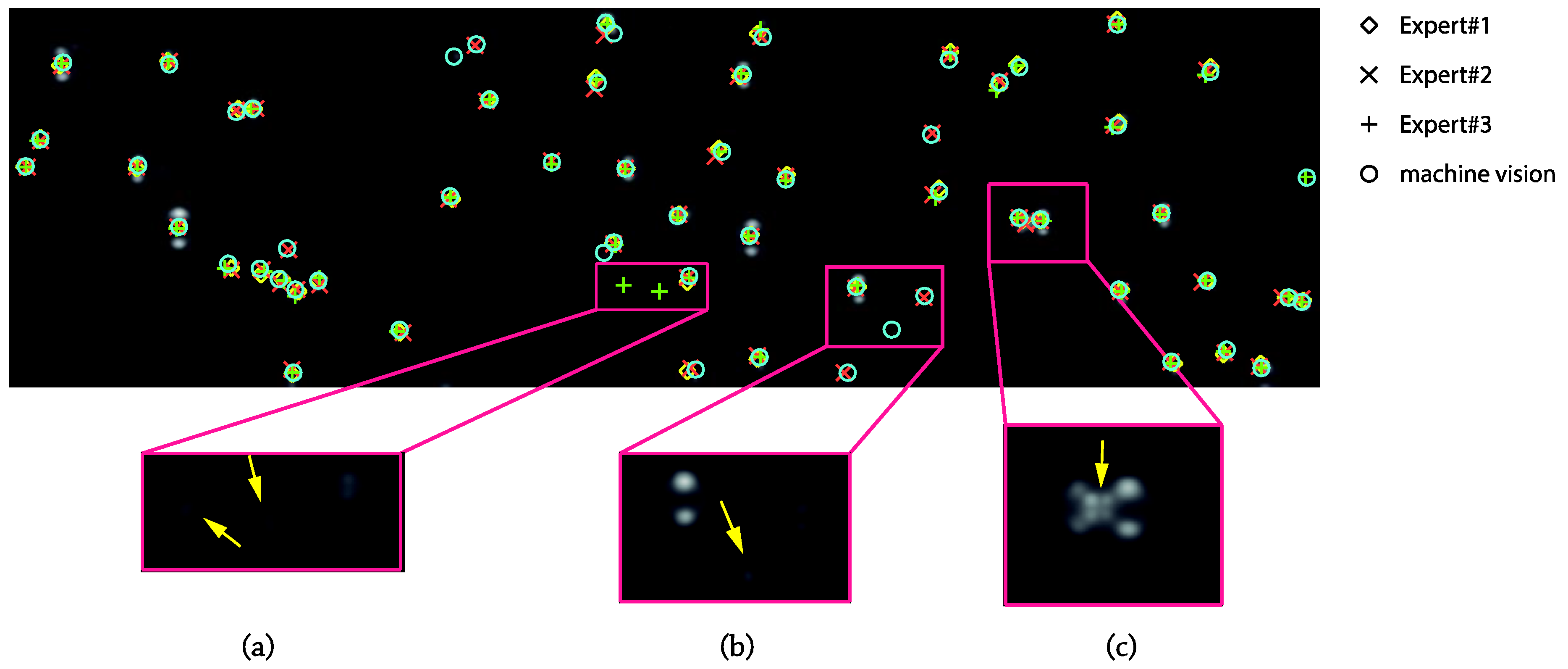
| Total bubbles | 279 | 269 | 275 | 269 | 207 | 197 | 211 |
| Average time per bubble (s) | 0.001 1 | 1.04 | 0.96 | 1.25 | 1.06 | 1.35 | 1.06 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Paz, C.; Conde, M.; Porteiro, J.; Concheiro, M. On the Application of Image Processing Methods for Bubble Recognition to the Study of Subcooled Flow Boiling of Water in Rectangular Channels. Sensors 2017, 17, 1448. https://doi.org/10.3390/s17061448
Paz C, Conde M, Porteiro J, Concheiro M. On the Application of Image Processing Methods for Bubble Recognition to the Study of Subcooled Flow Boiling of Water in Rectangular Channels. Sensors. 2017; 17(6):1448. https://doi.org/10.3390/s17061448
Chicago/Turabian StylePaz, Concepción, Marcos Conde, Jacobo Porteiro, and Miguel Concheiro. 2017. "On the Application of Image Processing Methods for Bubble Recognition to the Study of Subcooled Flow Boiling of Water in Rectangular Channels" Sensors 17, no. 6: 1448. https://doi.org/10.3390/s17061448