Comparison Study between RMS and Edge Detection Image Processing Algorithms for a Pulsed Laser UWPI (Ultrasonic Wave Propagation Imaging)-Based NDT Technique

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
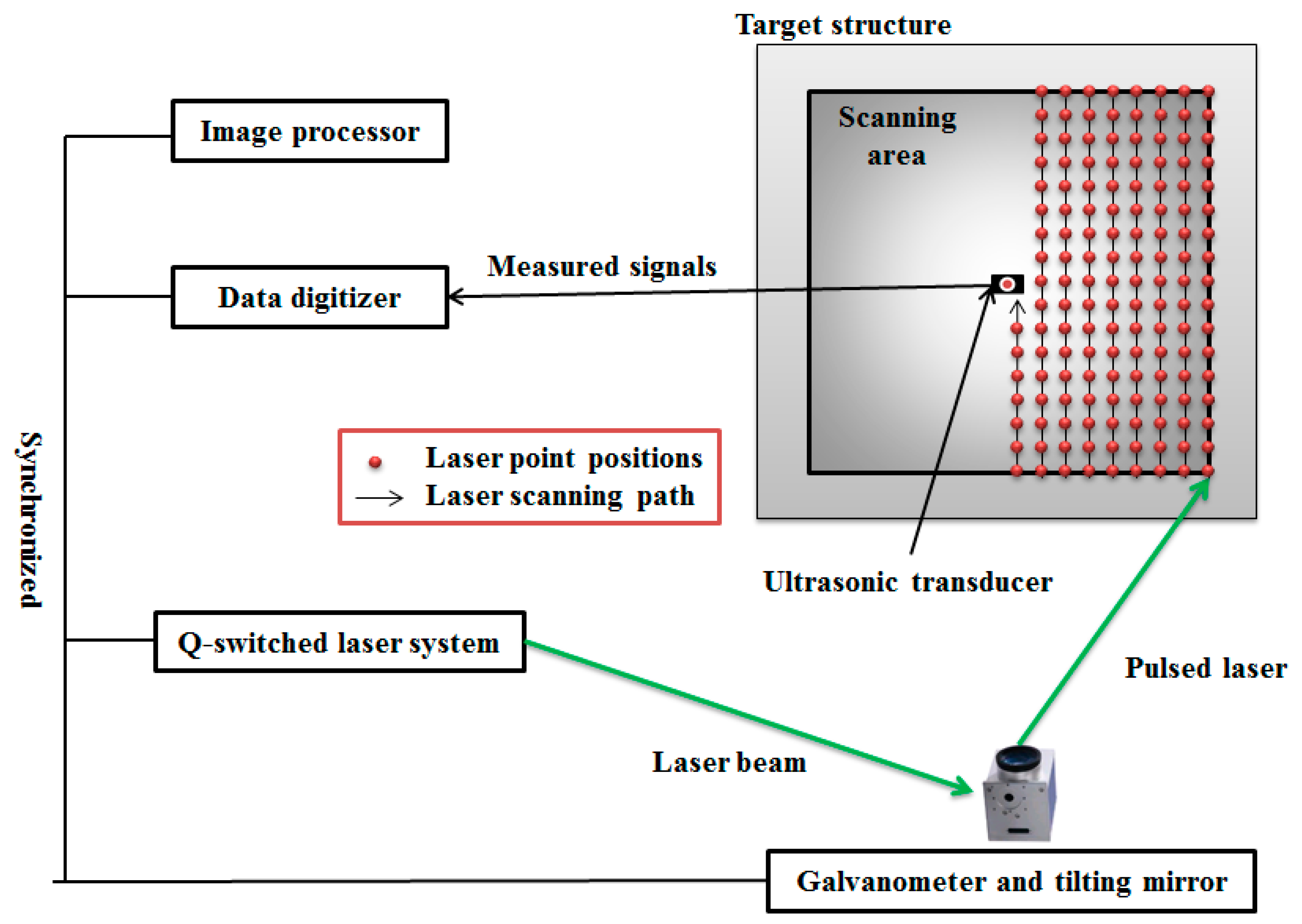
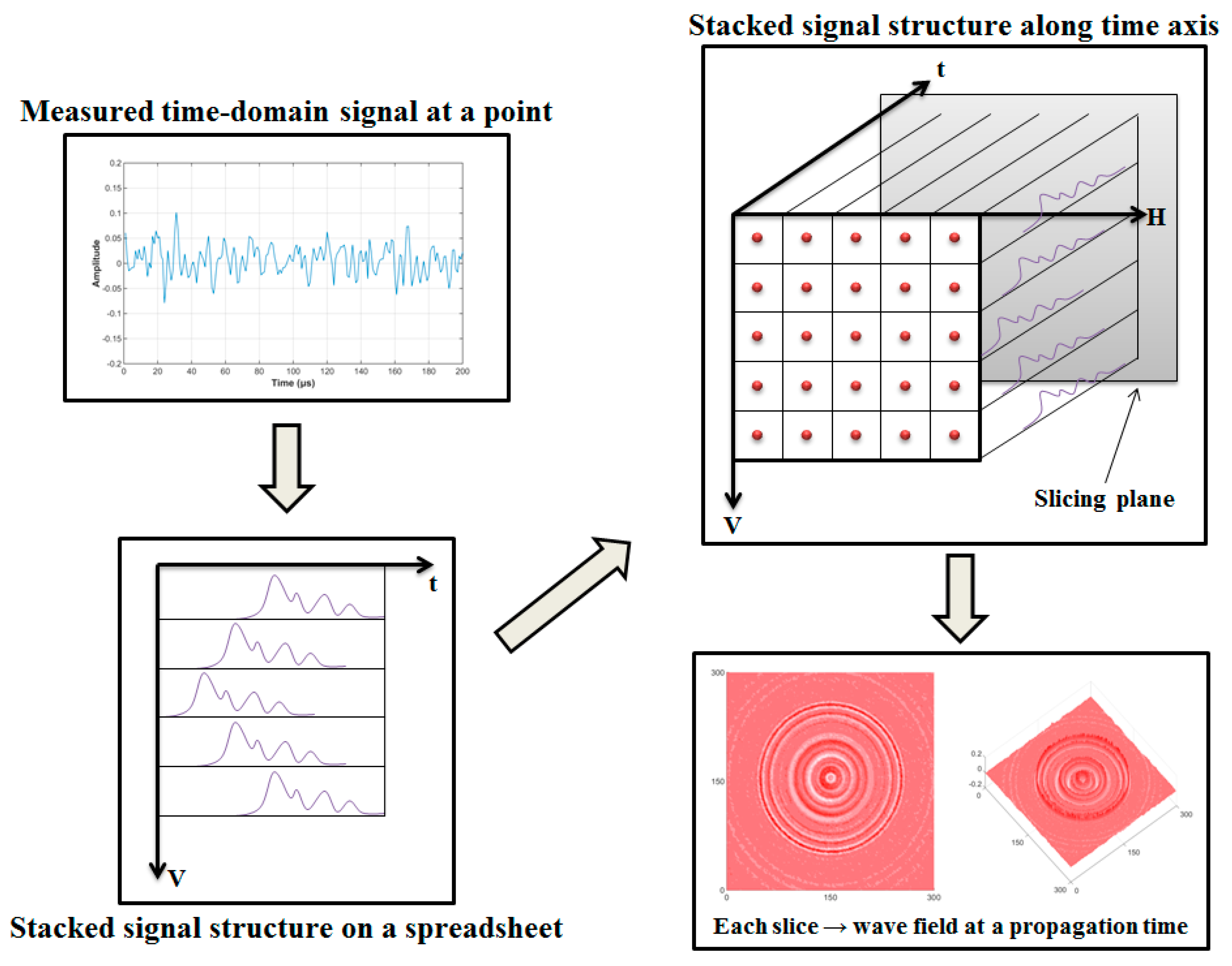
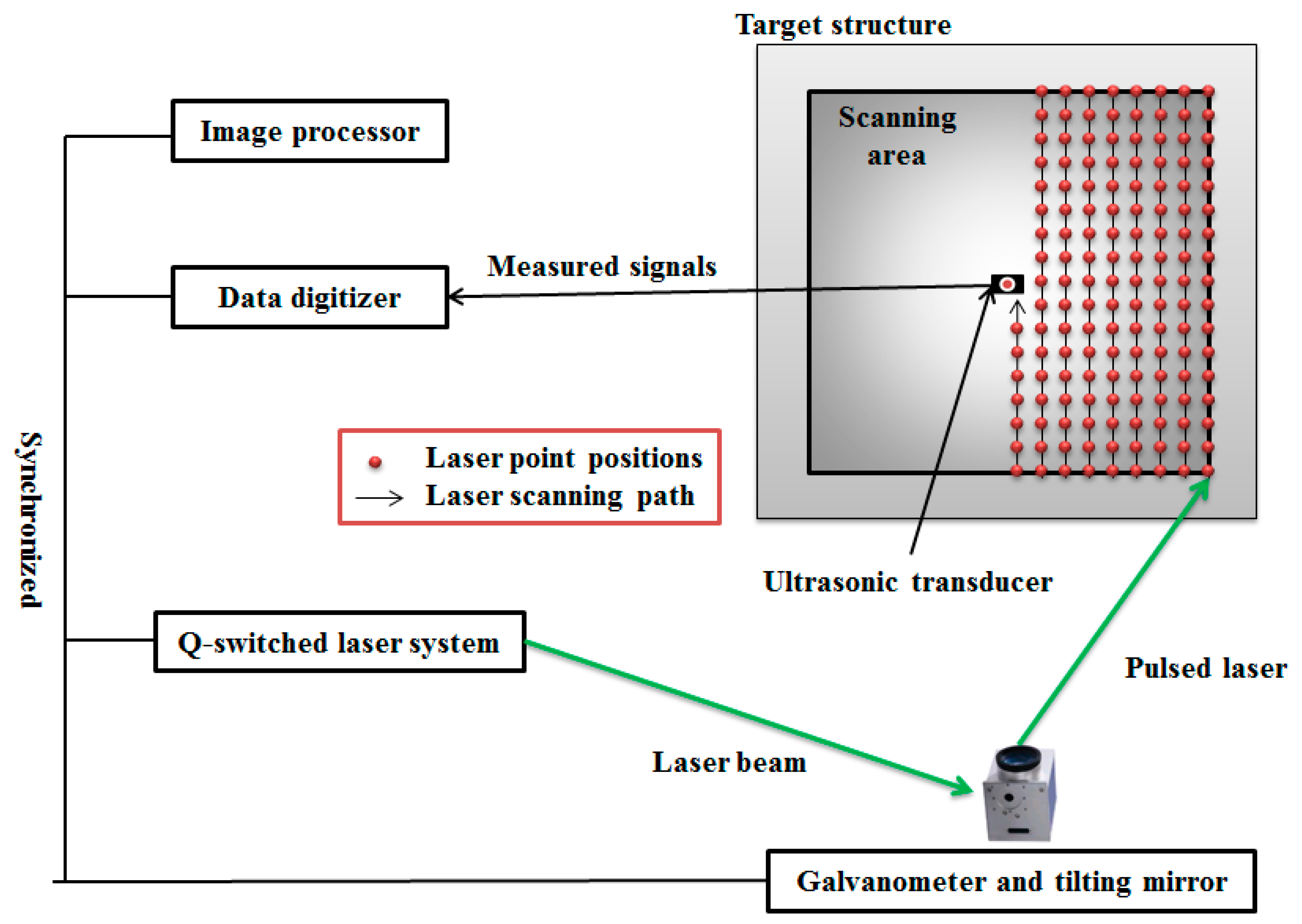
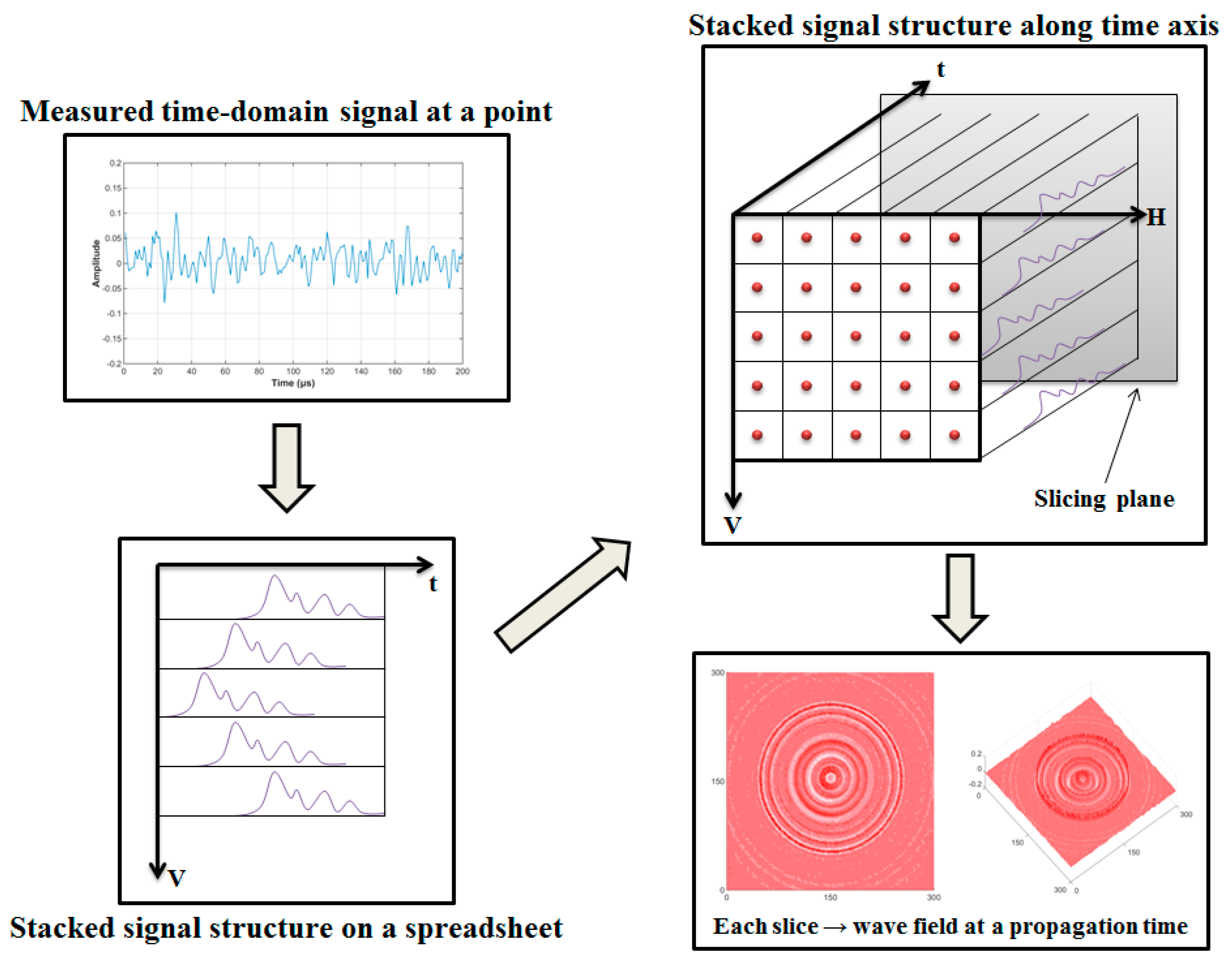
2. Ultrasonic Wave Propagation Imaging (UWPI) System
3. Imaging Process Algorithm for Damage Detection
3.1. Visualization Method Using Root Mean Square (RMS)
3.2. Edge Detection Method
3.2.1. Sobel Operator
3.2.2. Roberts Cross Operator
3.2.3. Prewitt Operator
3.2.4. Laplacian of Gaussian (LoG) Operator
4. Experimental Study
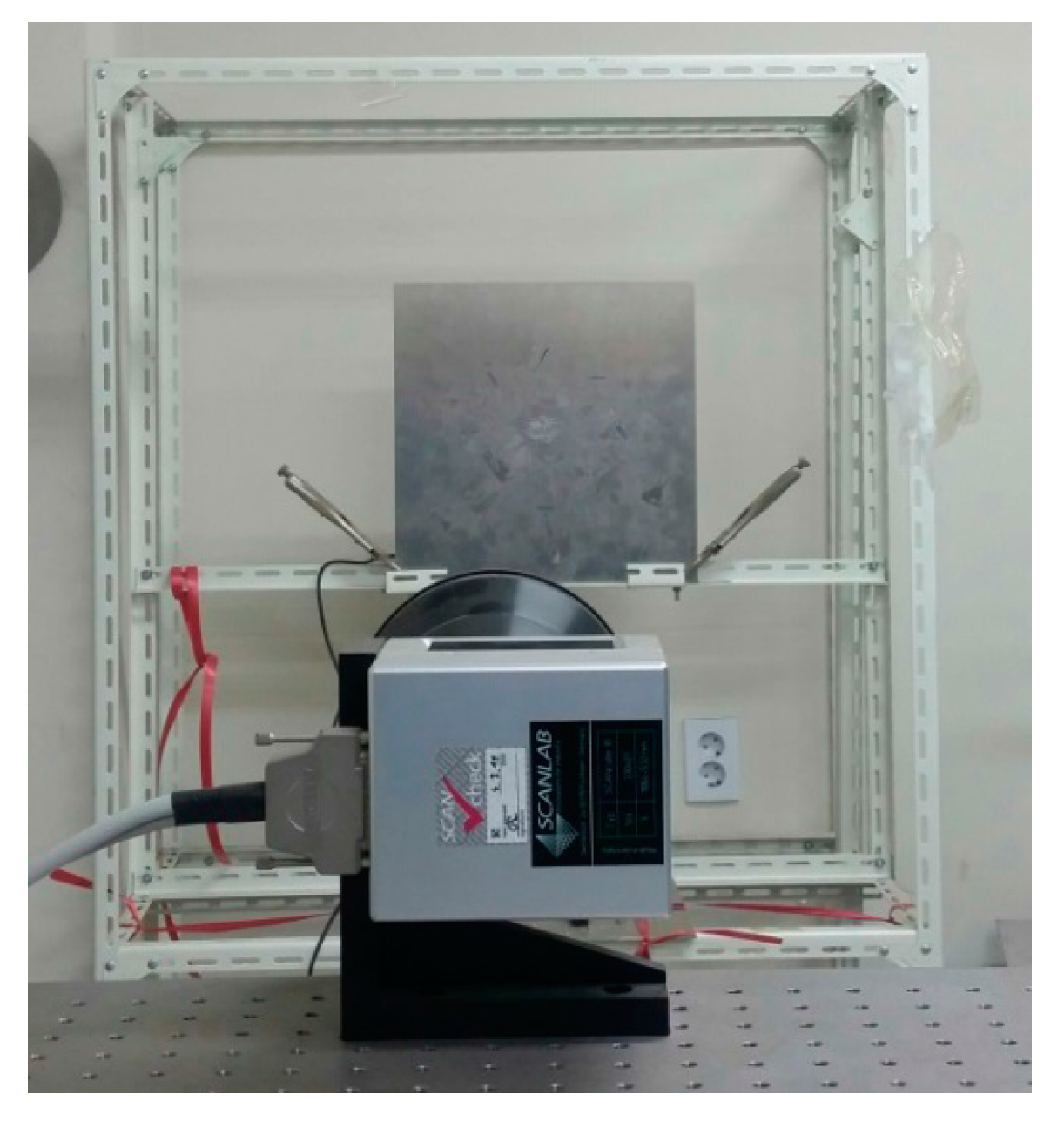
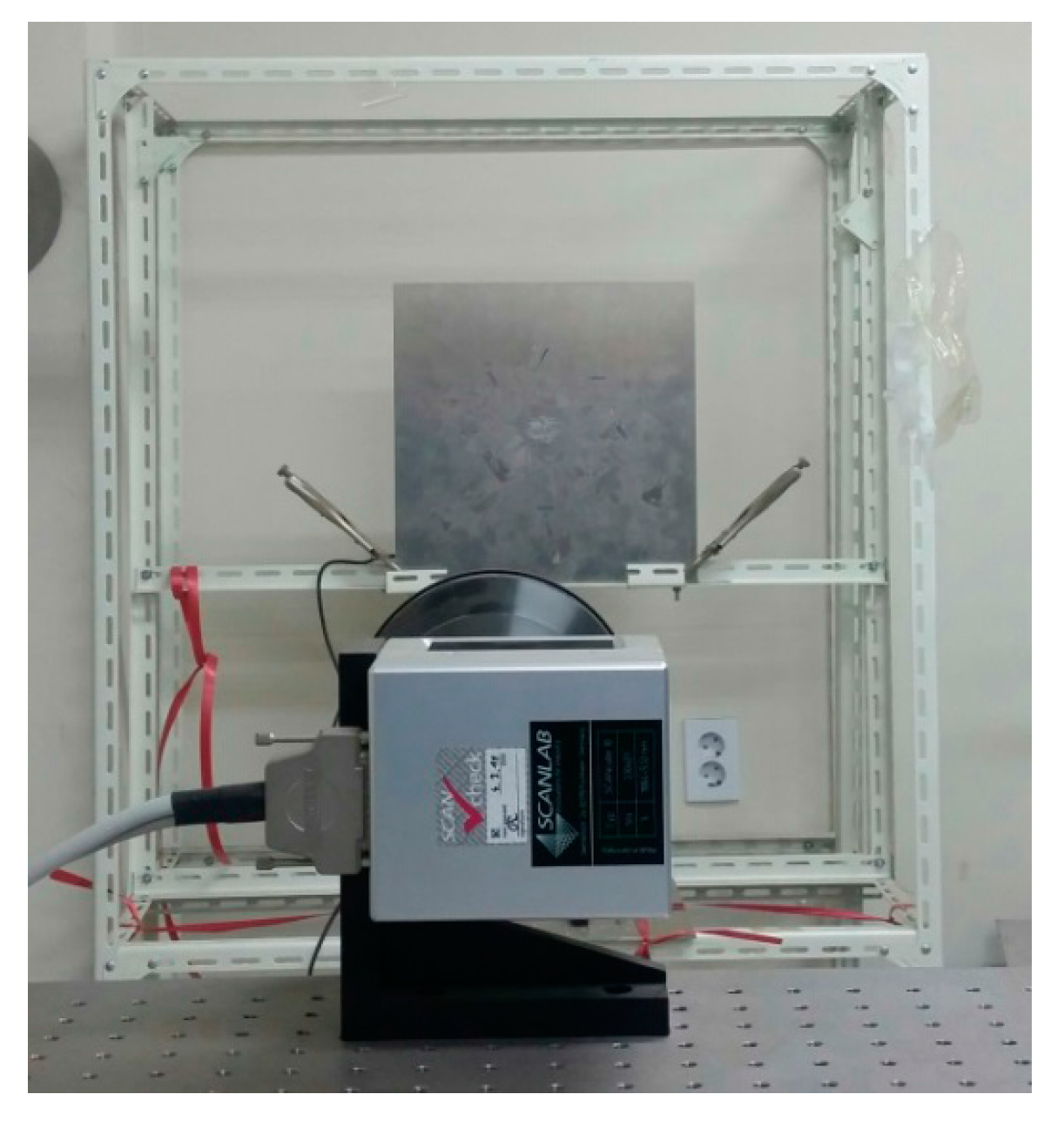
4.1. Experimental Setup
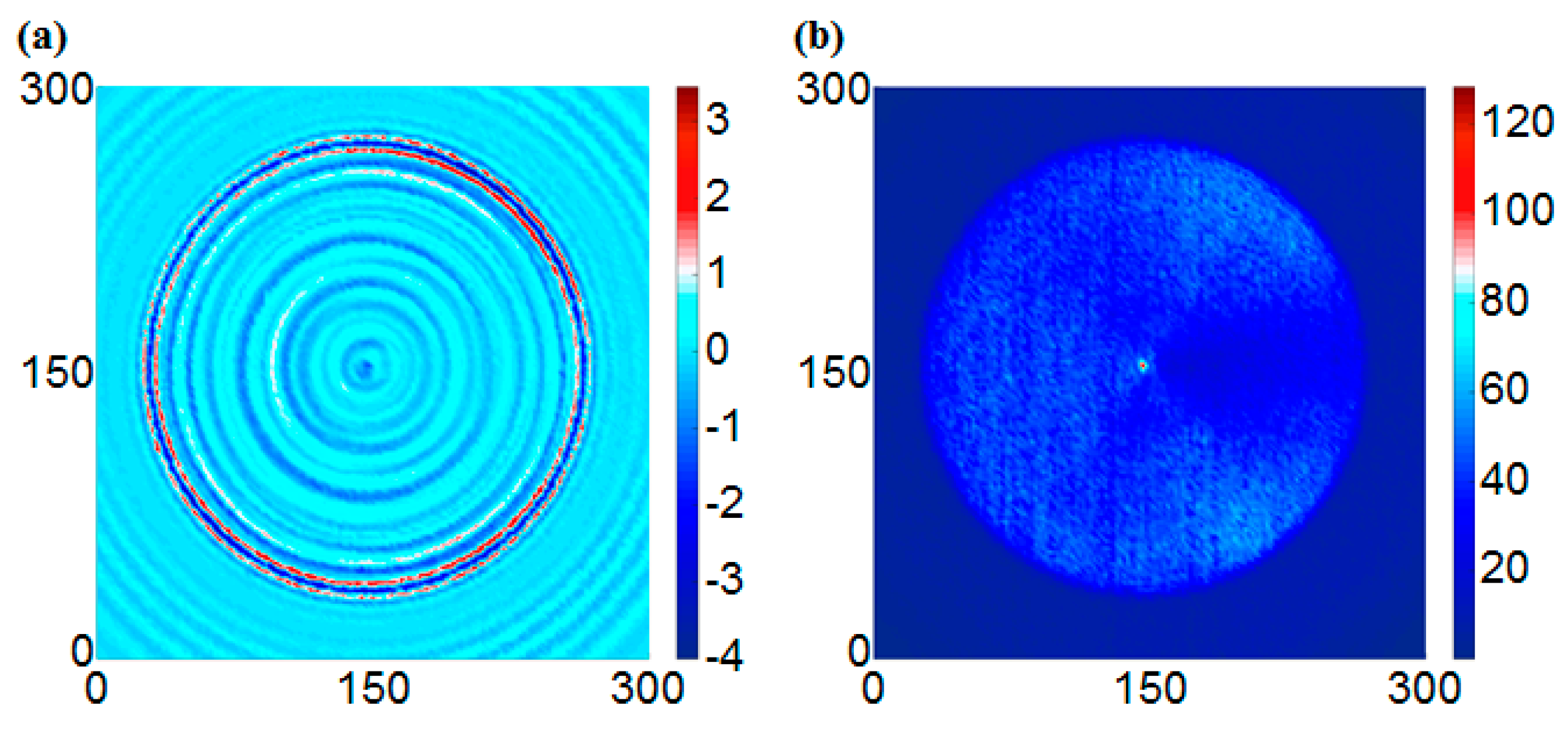
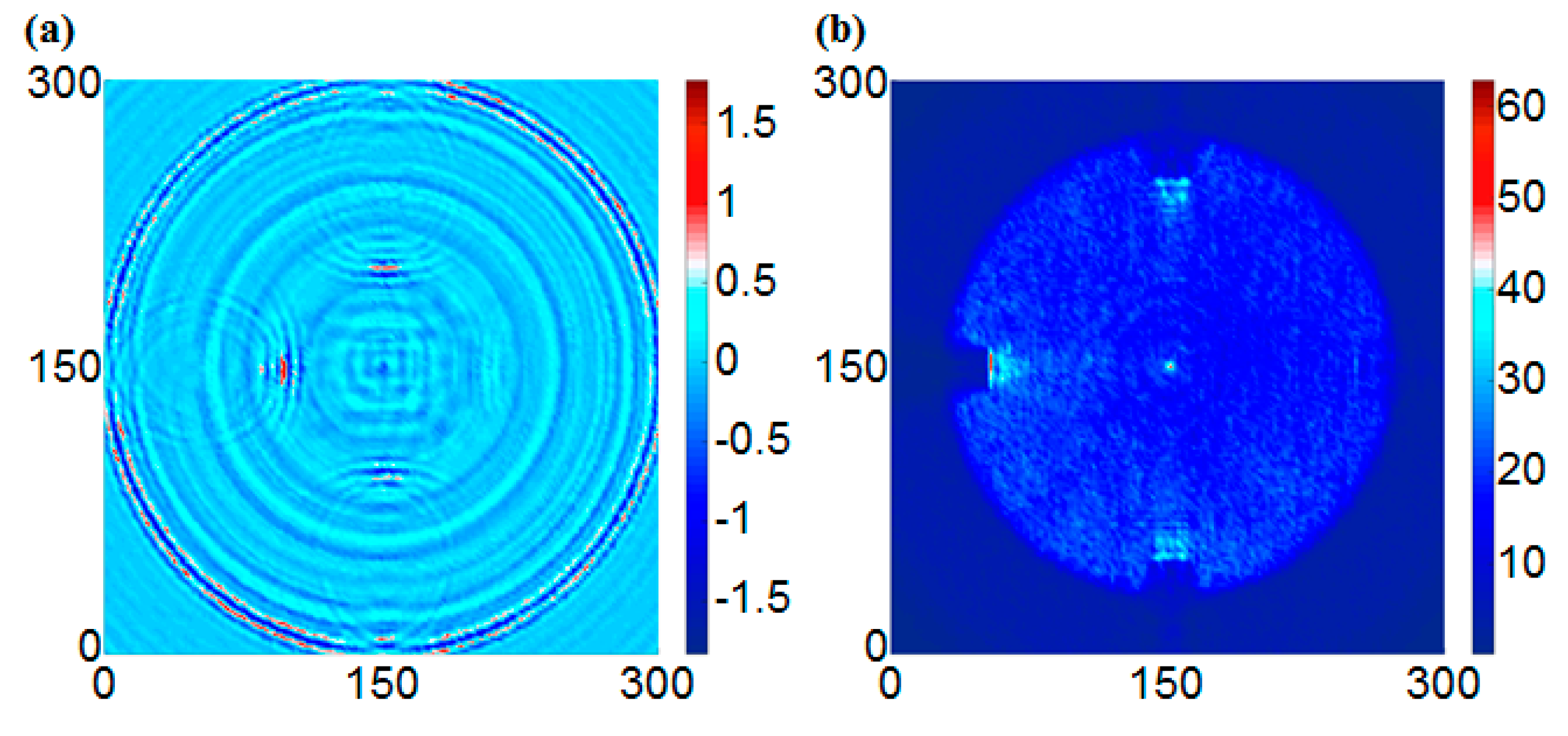
4.2. Comparison between RMS Images and Edge Detection Results
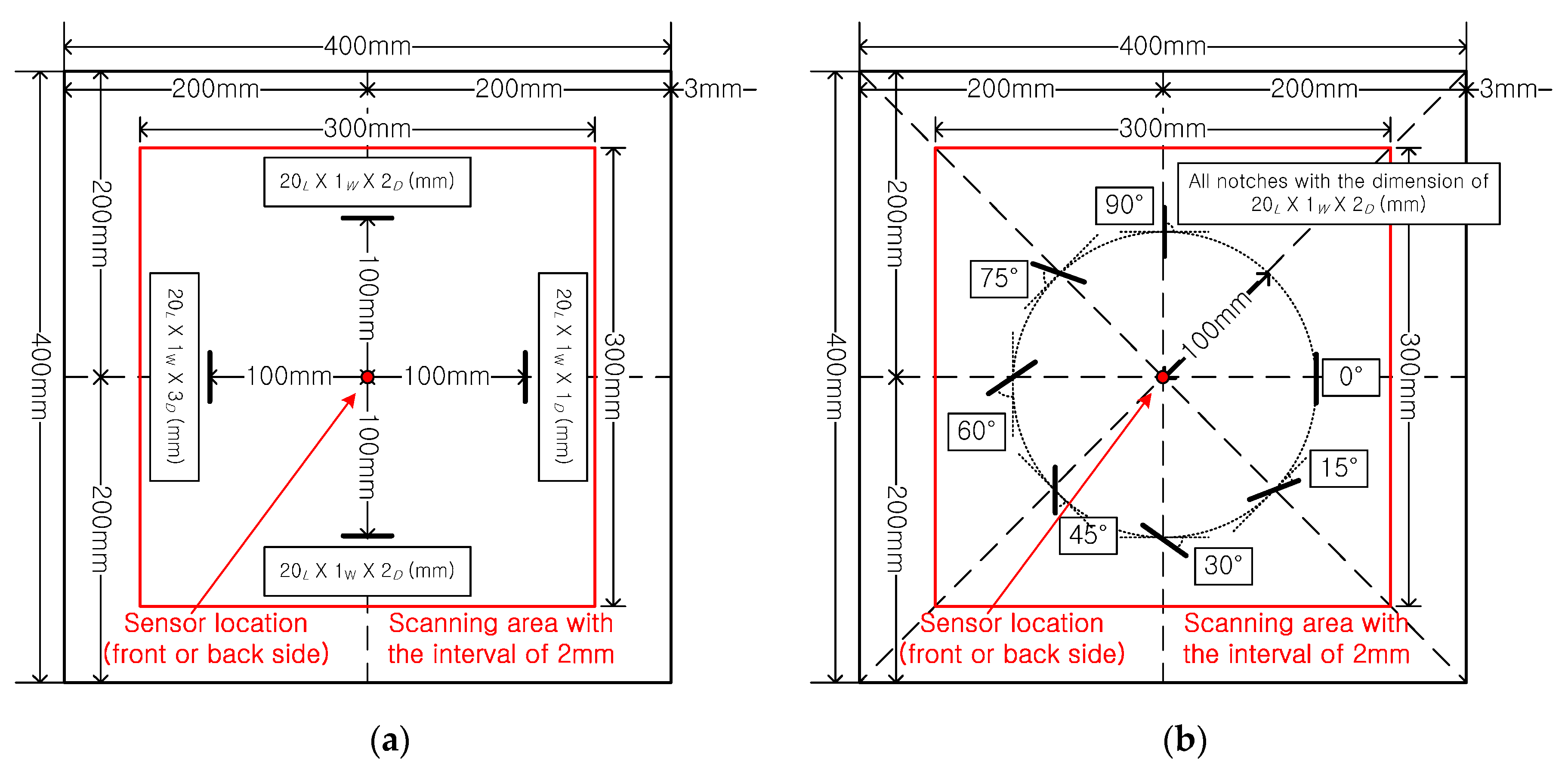
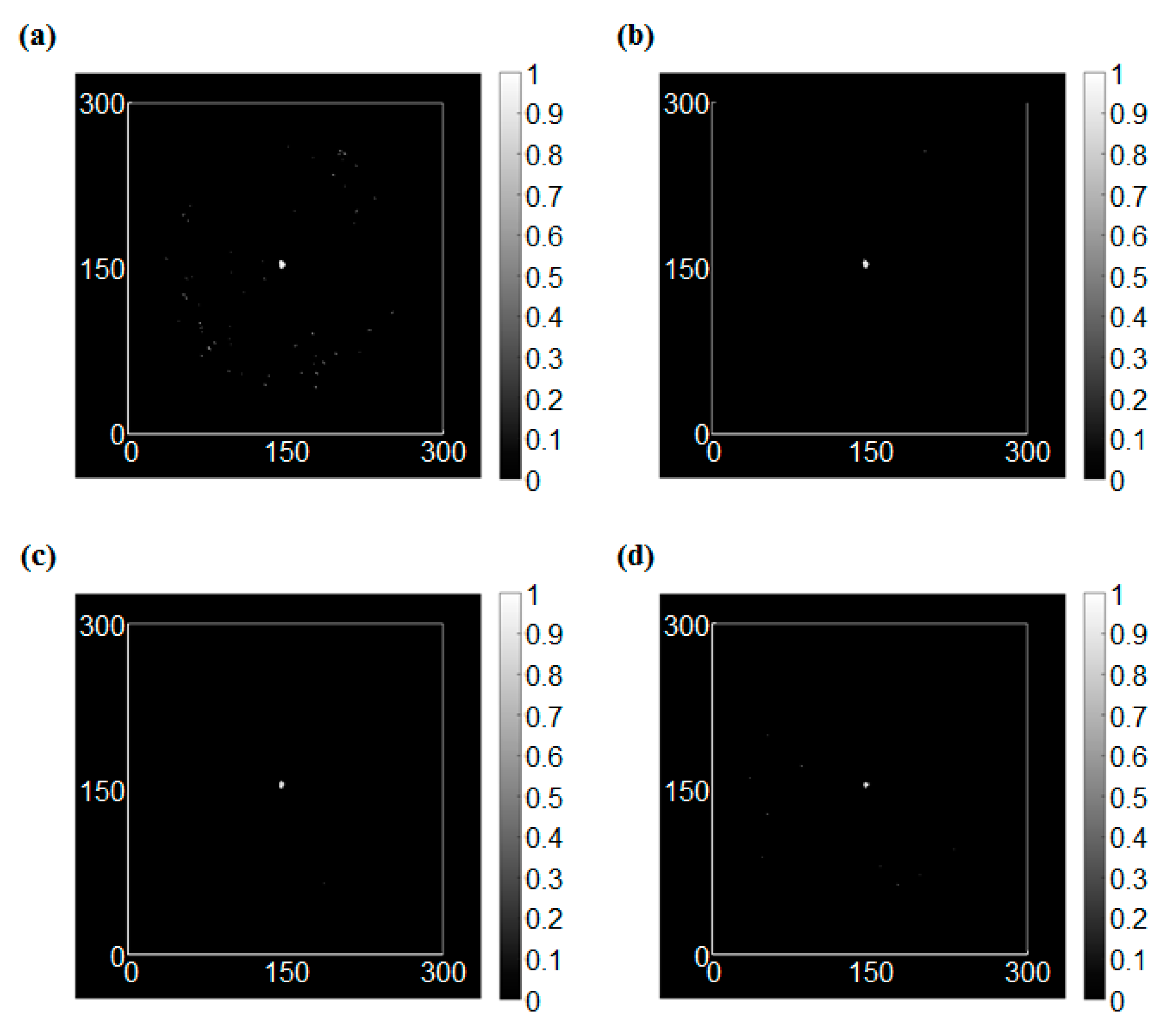
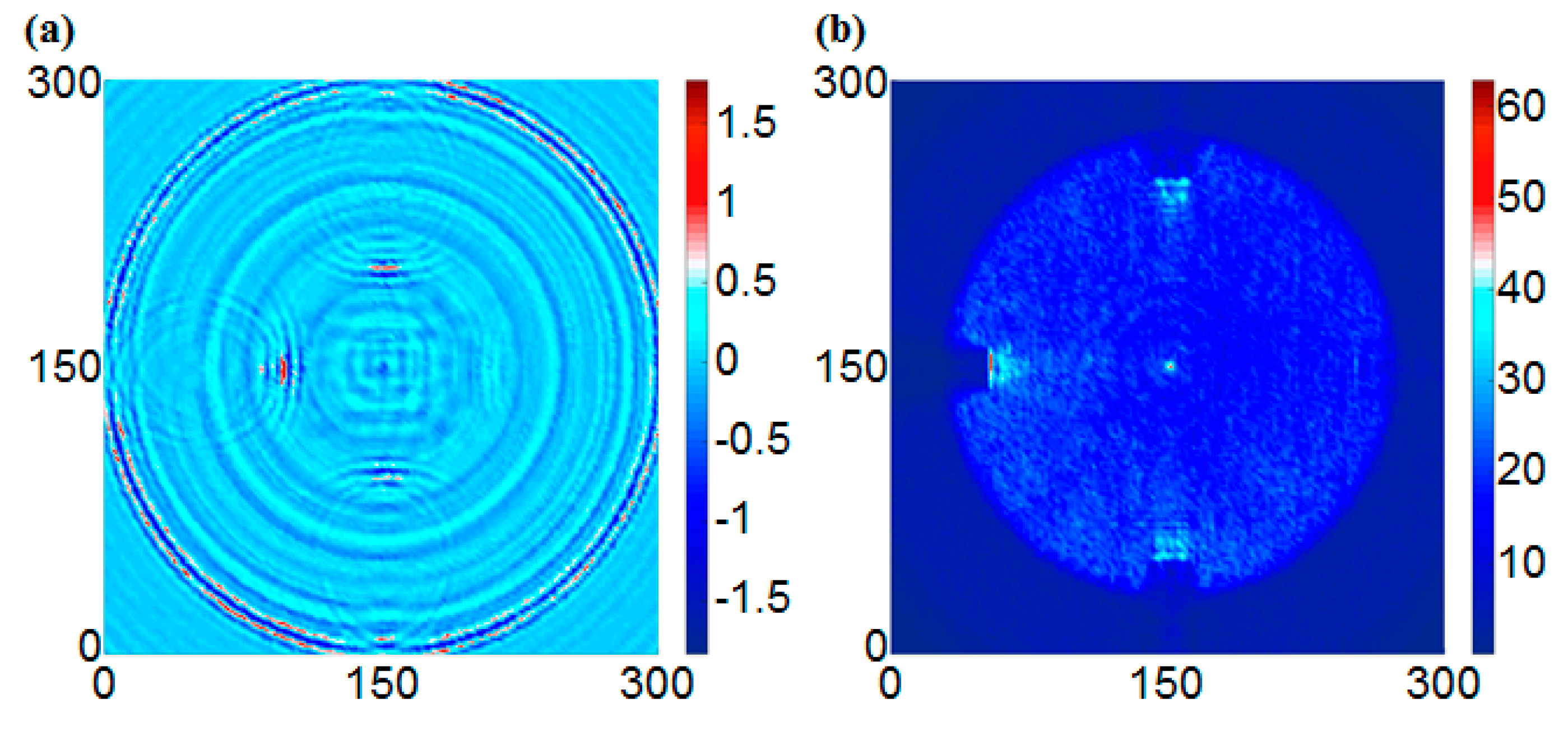
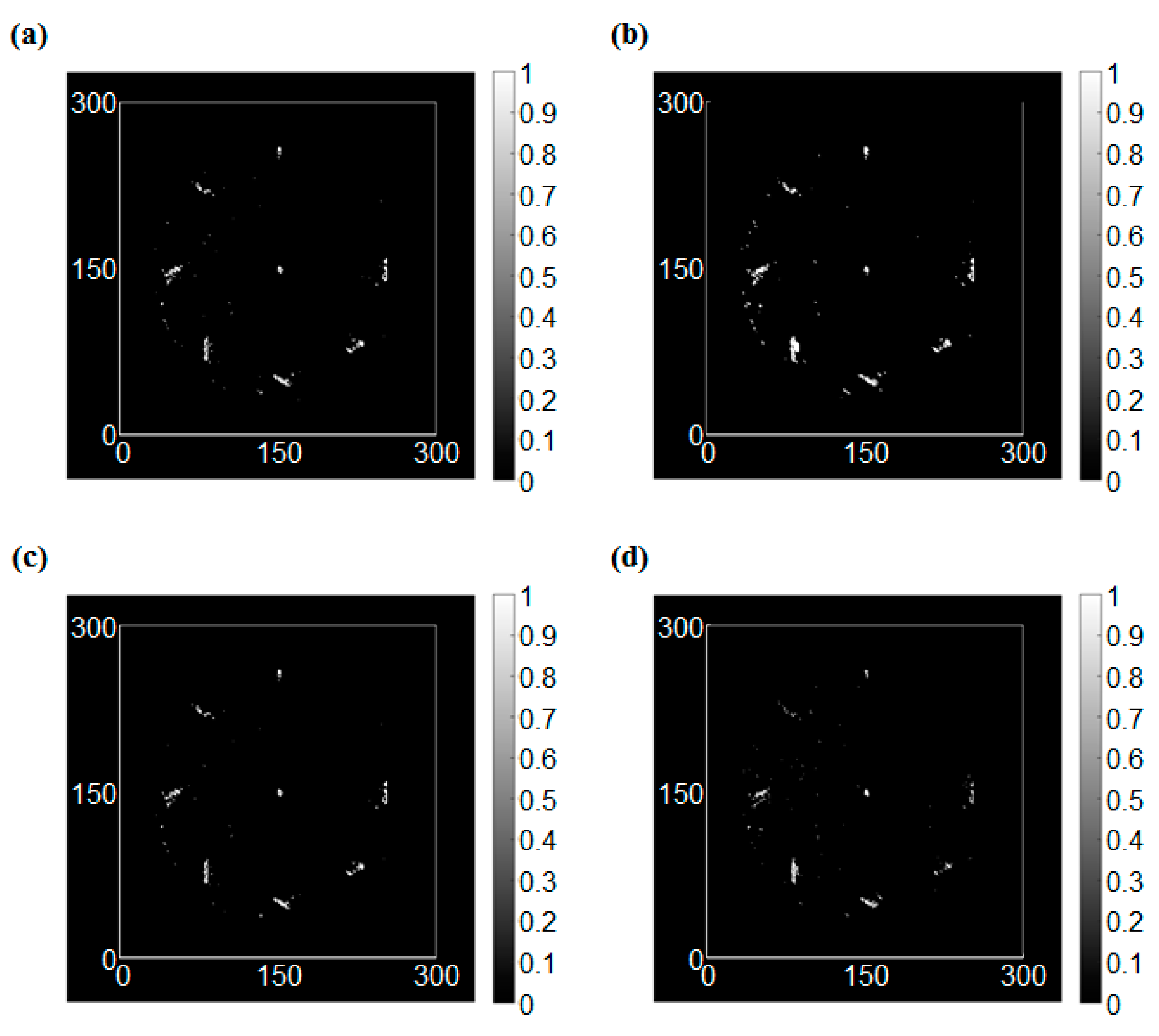
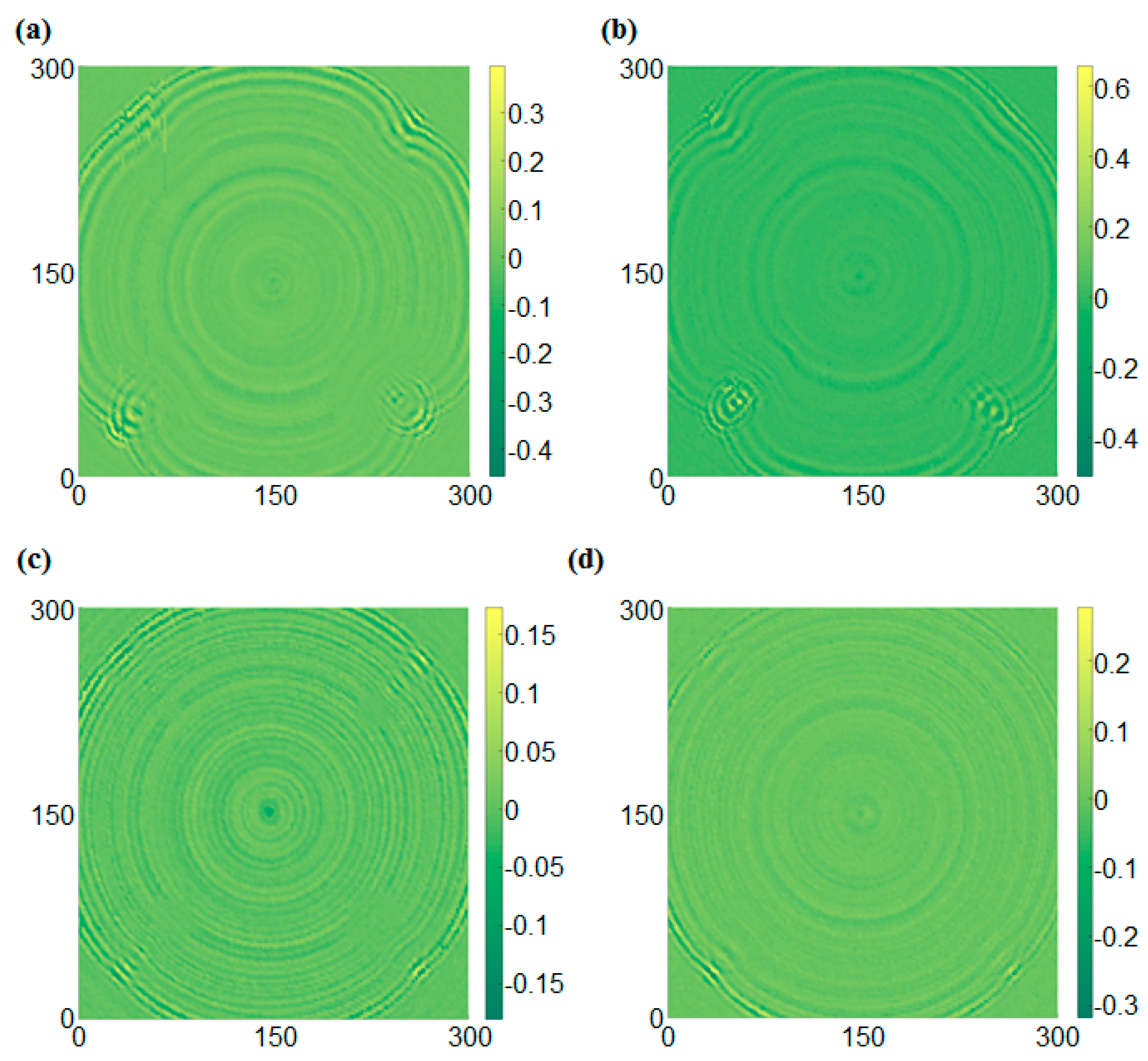
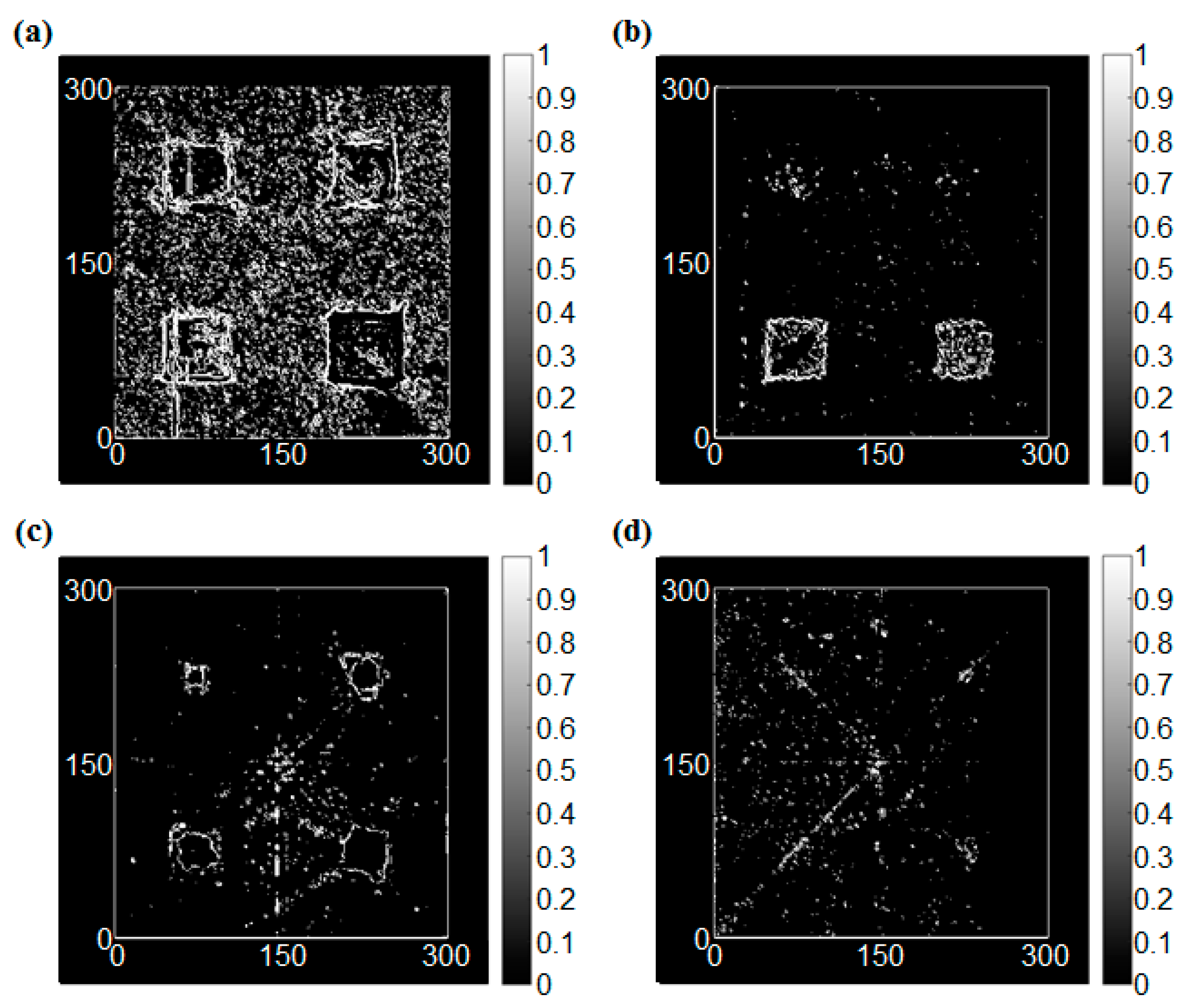
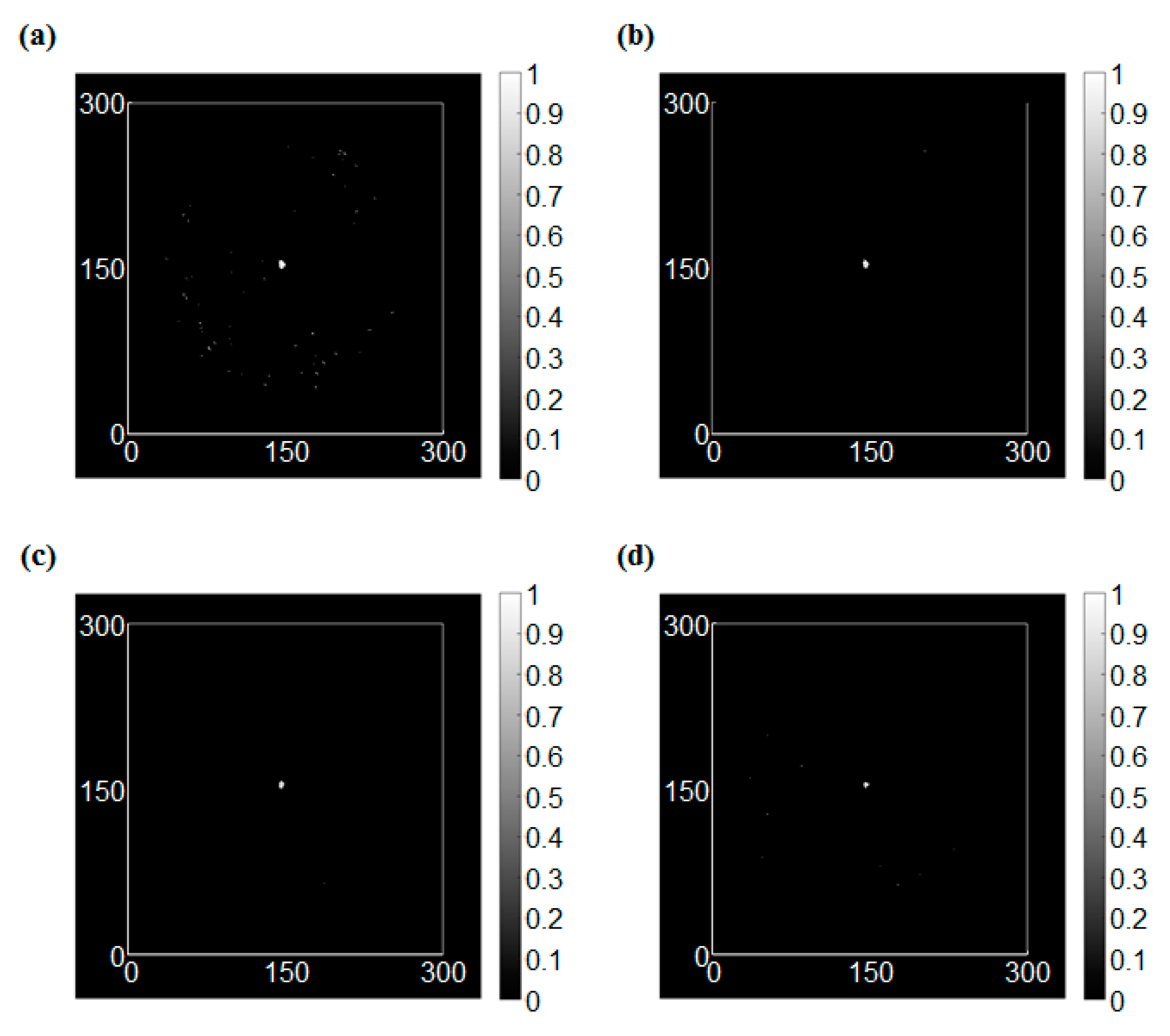
4.2.1. Damage Case 1: Notch
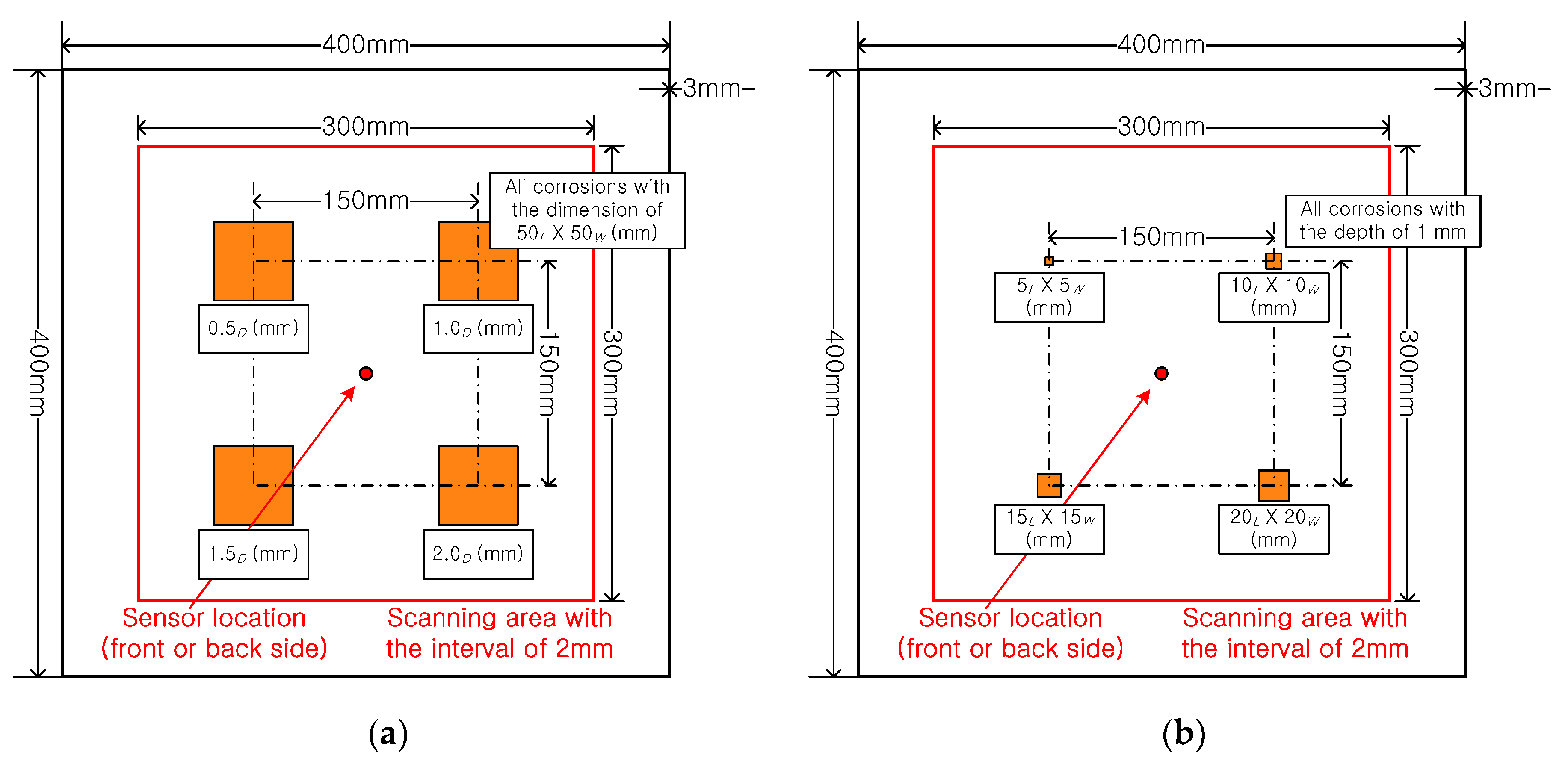
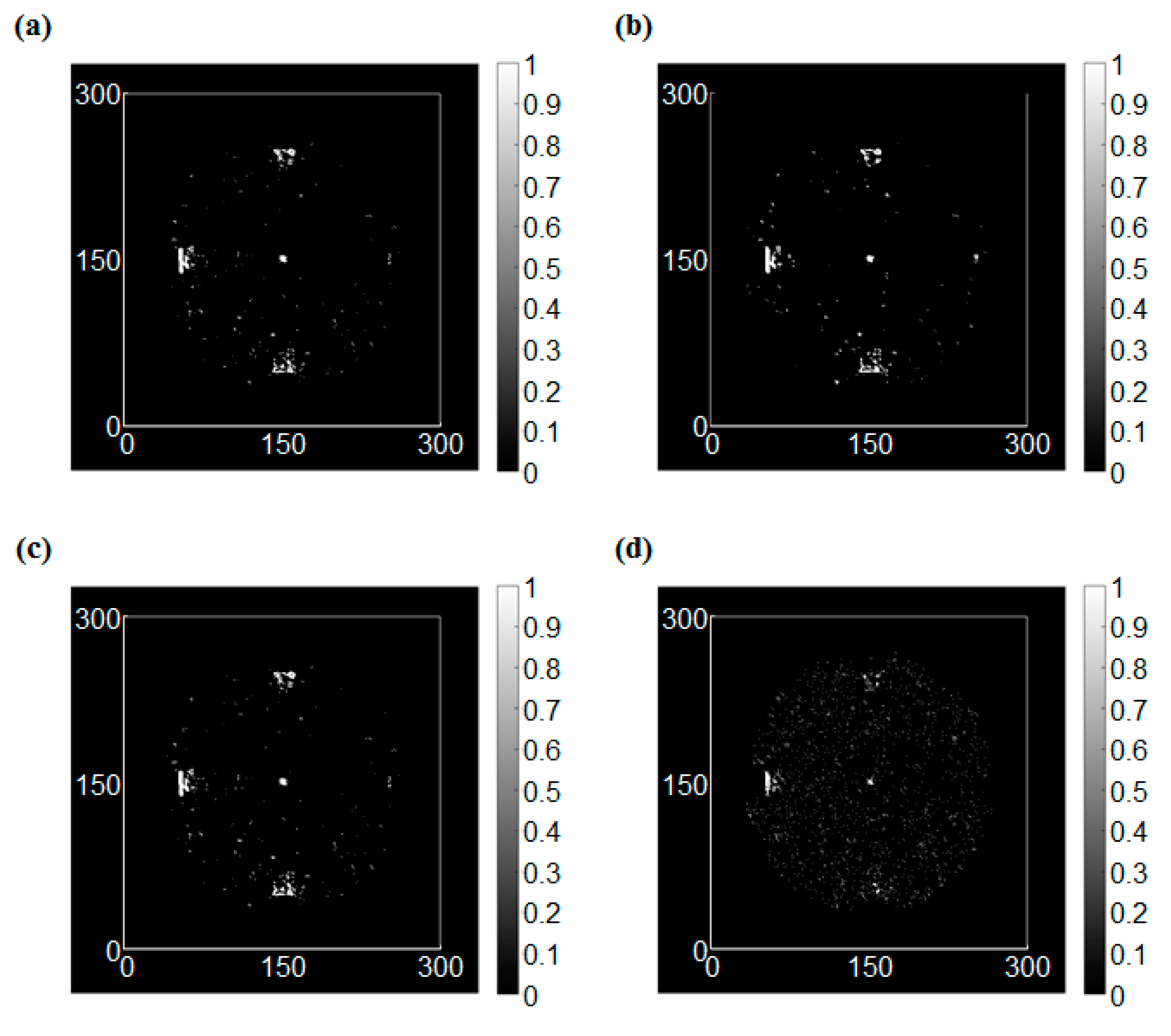
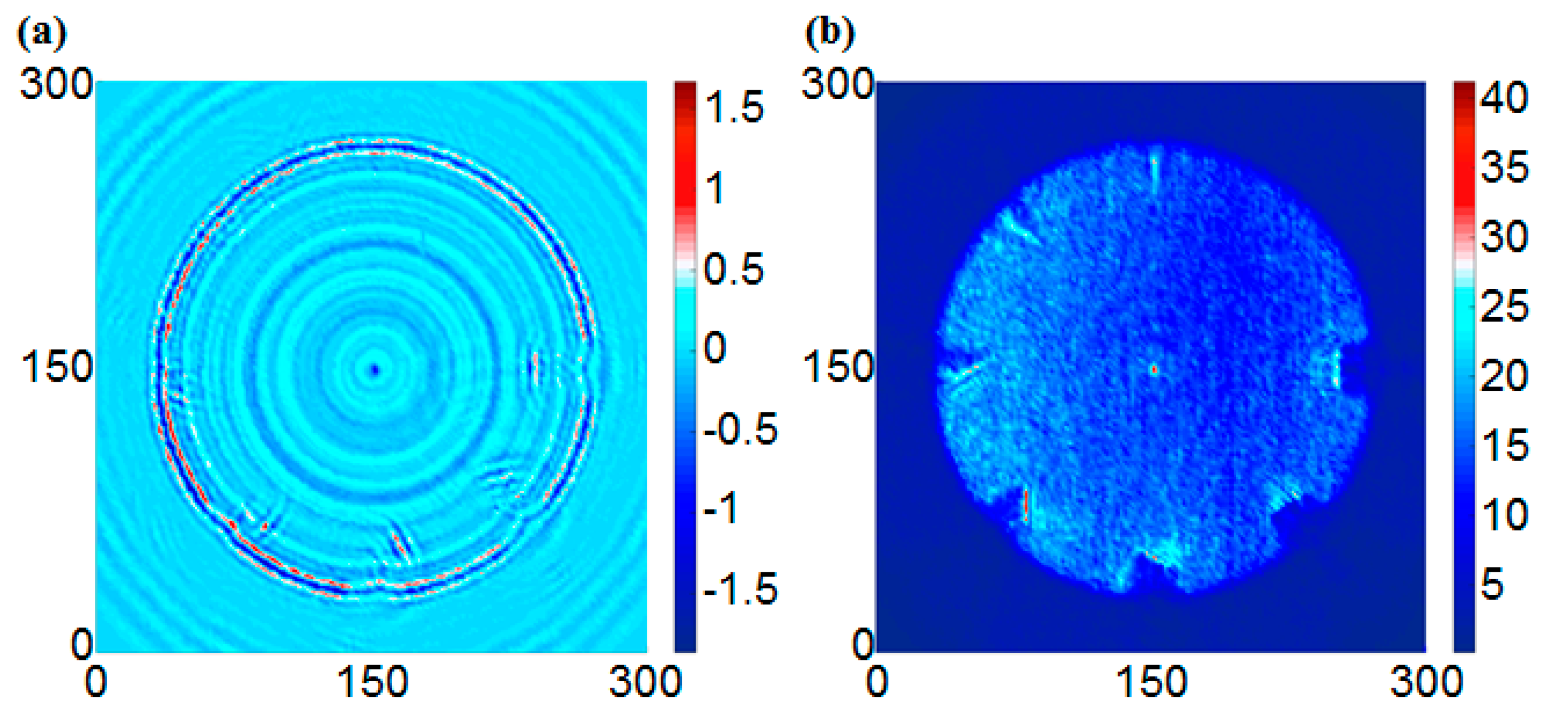
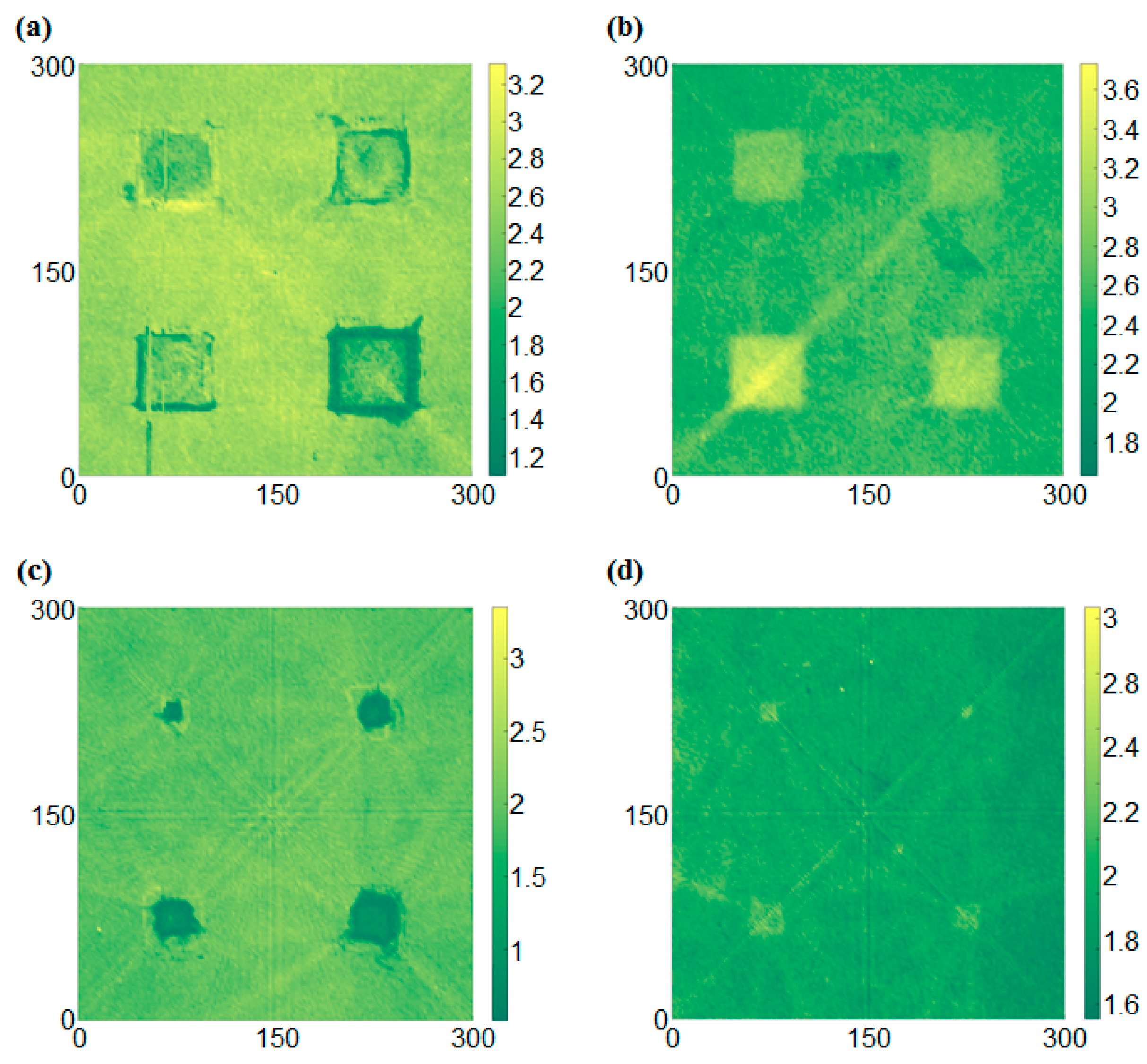
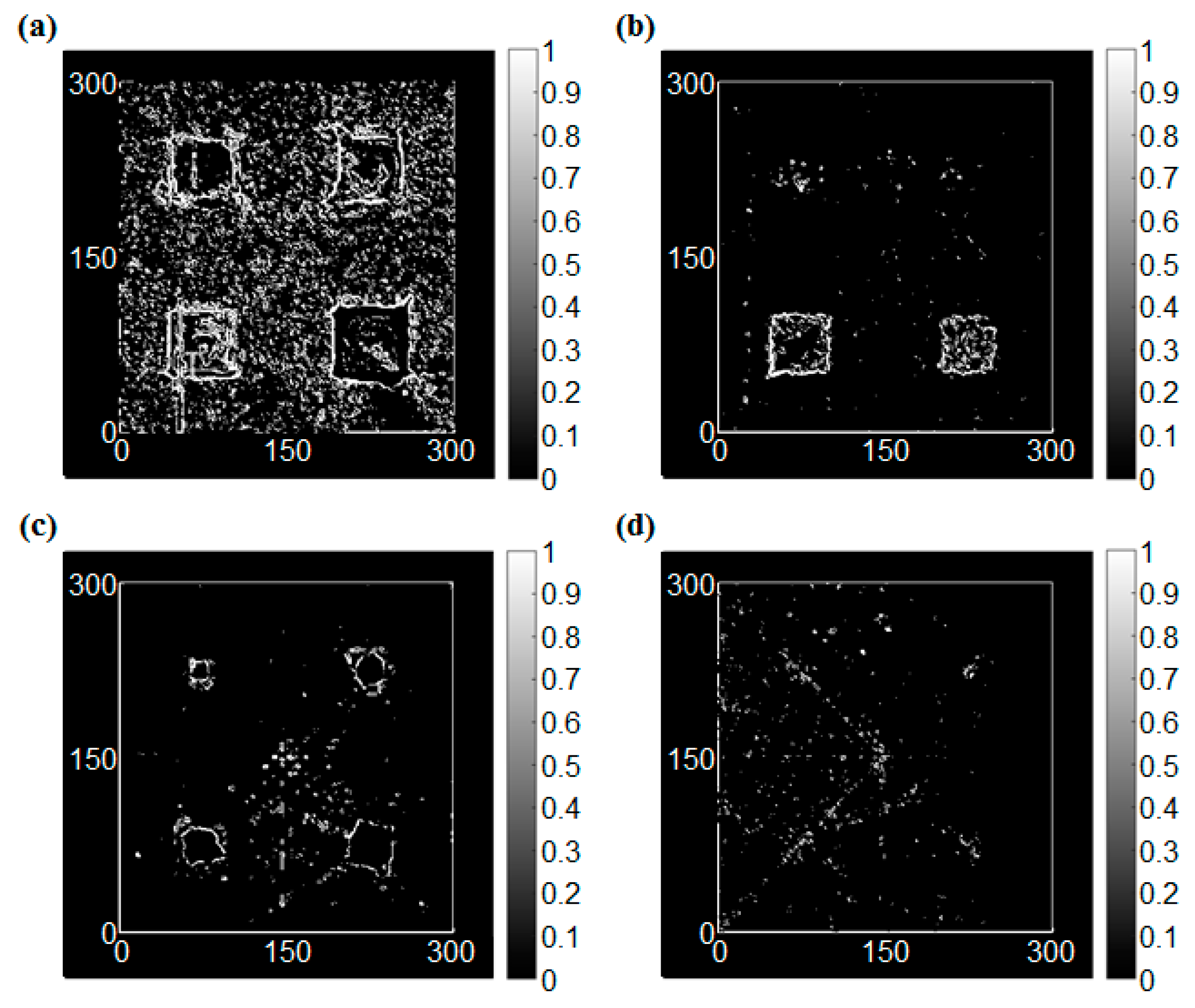
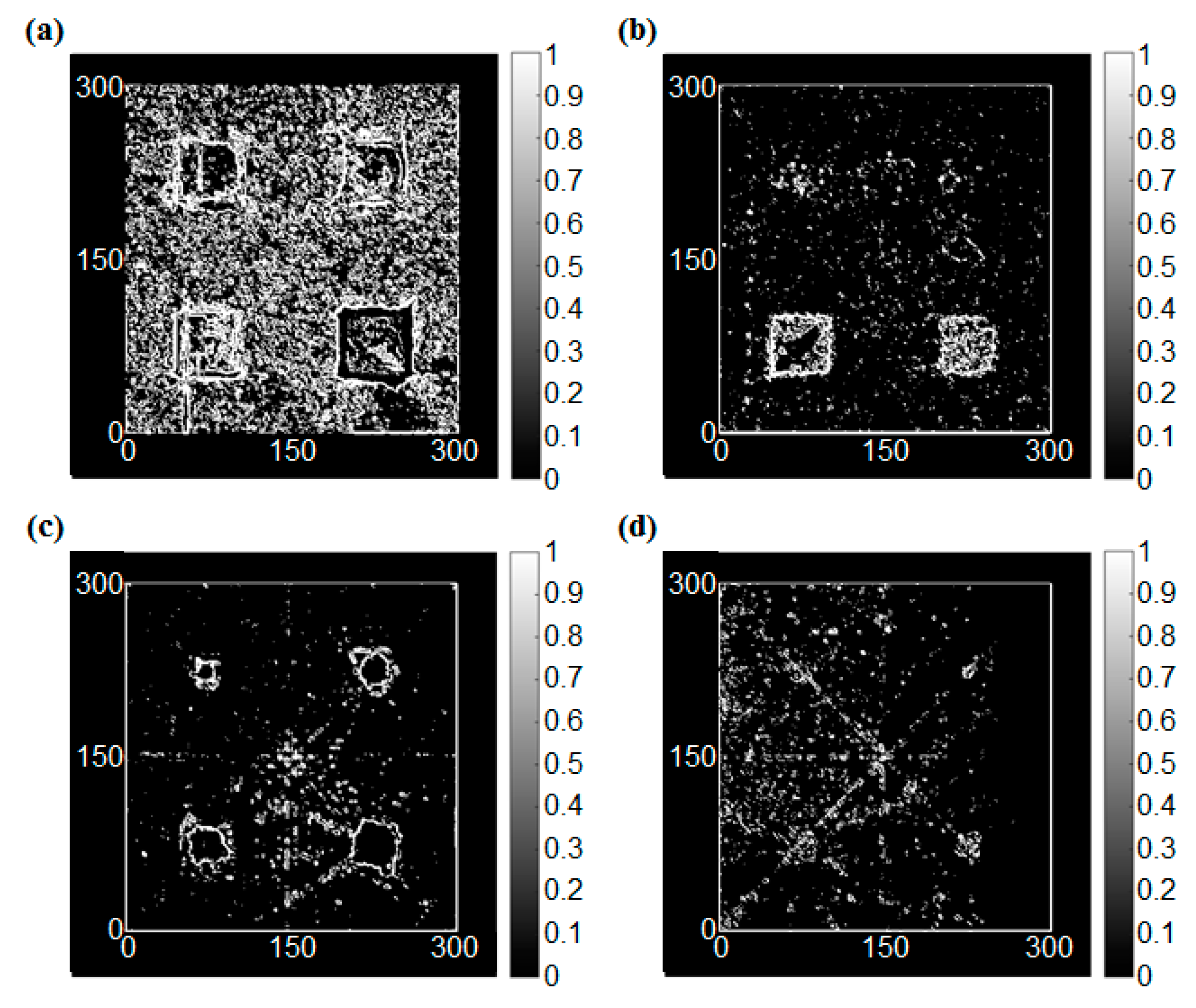
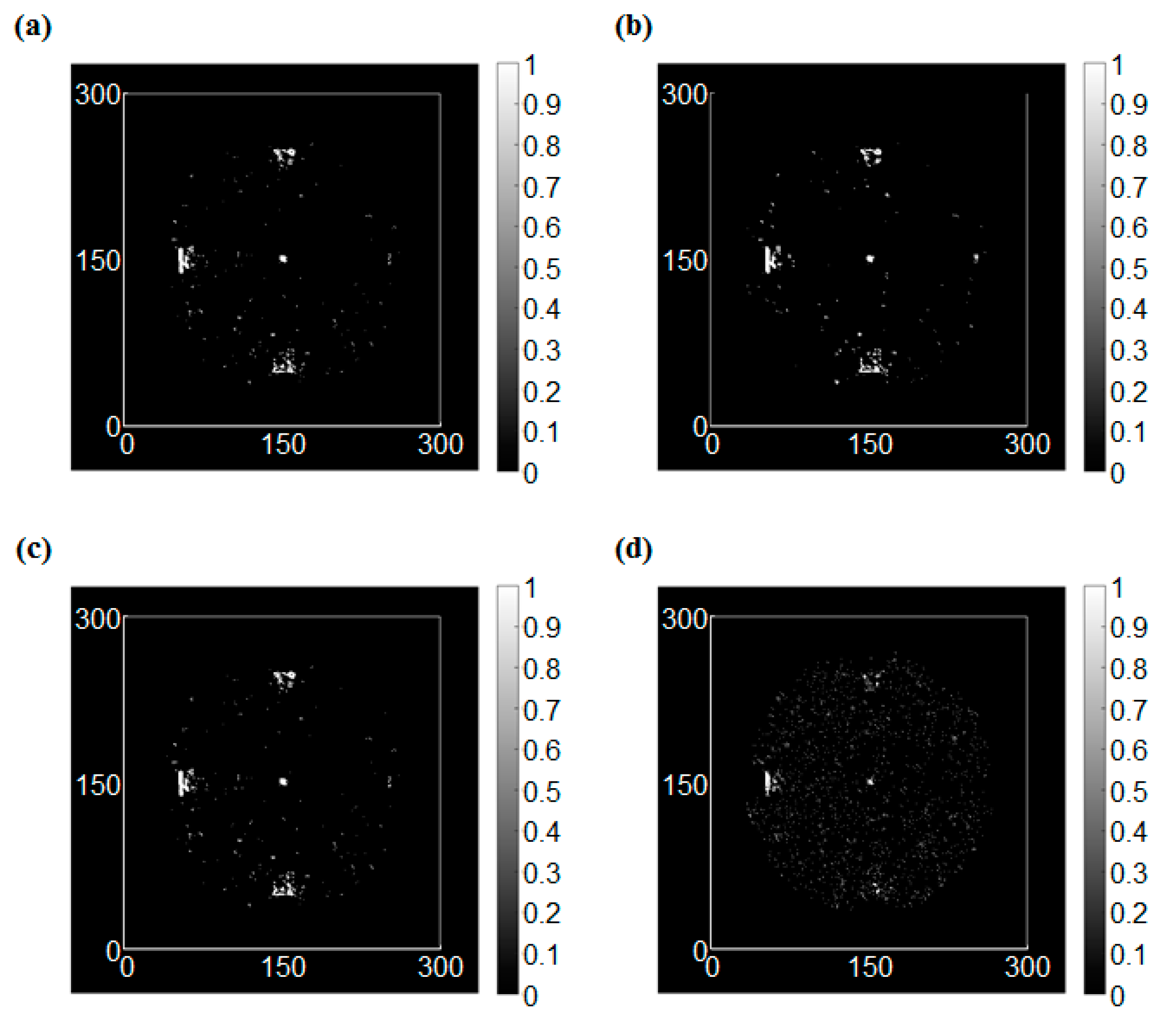
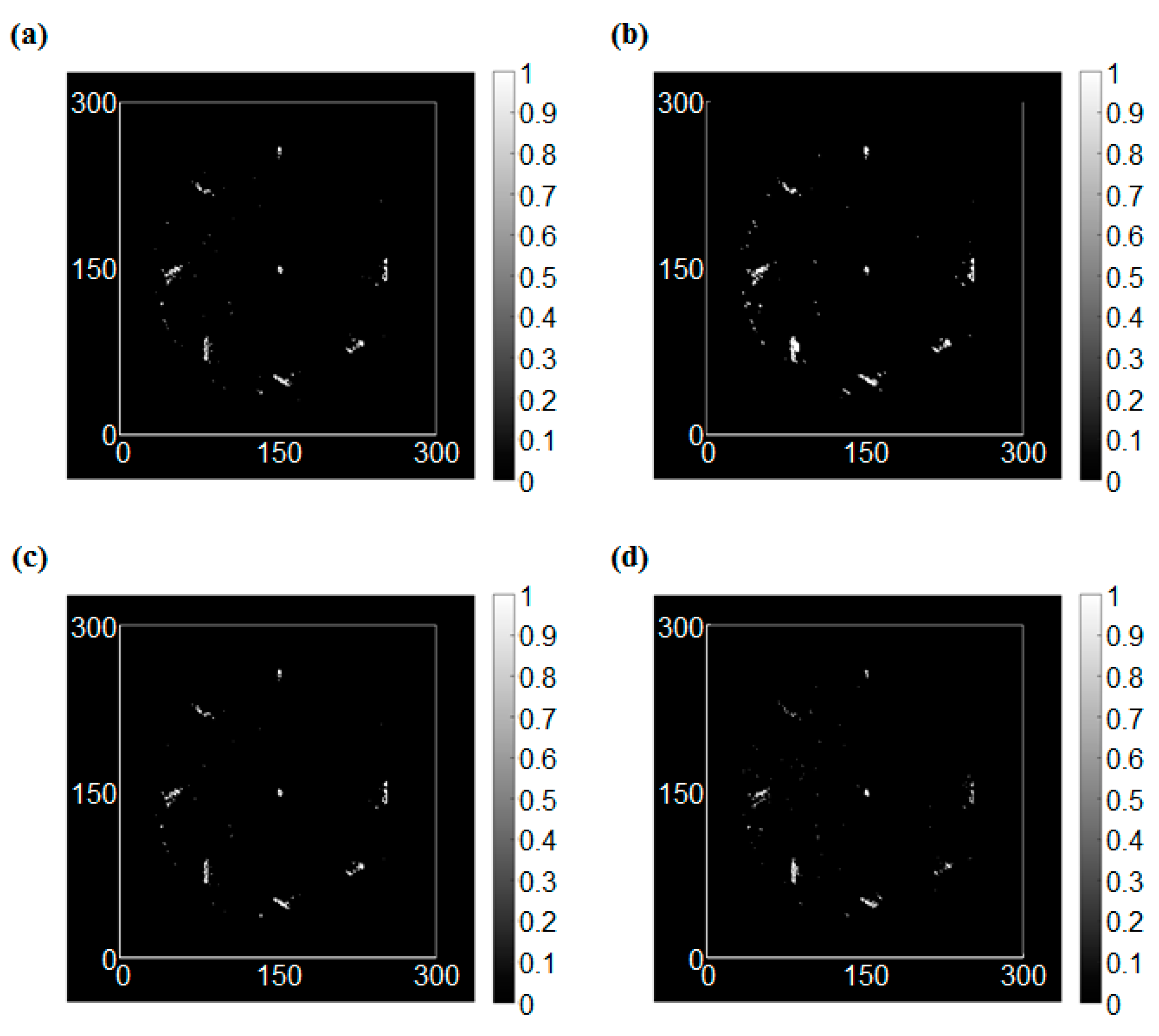
4.2.2. Damage Case 2: Corrosion
5. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Lee, C.; Park, S. Flaw imaging technique for plate-like structures using scanning laser source actuation. Shock Vib. 2014, 2014, 1–14. [Google Scholar] [CrossRef]
- Lee, J.R.; Ciang, C.C.; Jin, S.H.; Park, C.Y.; Jin, Y.D. Laser ultrasonic propagation imaging method in the frequency domain based on wavelet transformation. Opt. Laser. Eng. 2011, 49, 167–175. [Google Scholar] [CrossRef]
- Sohn, H. Noncontact laser sensing technology for structural health monitoring and nondestructive testing. In Proceedings of the Bioinspiration, Biomimetics, and Bioreplication 2014, San Diego, CA, USA, 10–12 March 2014. [Google Scholar]
- Green, R.E., Jr. Non-contact ultrasonic techniques. Ultrasonics 2004, 42, 9–16. [Google Scholar] [CrossRef] [PubMed]
- Eudeline, Y.; Duflo, H.; Izbicki, J.L.; Duclos, J. Immersed narrow plate study. Lamb wave identification. In Proceedings of the 1999 IEEE Ultrasonics Symposium, Stateline, NV, USA, 17–20 October 1999. [Google Scholar]
- Kehlenbach, M.; Kohler, B.; Cao, X.; Hanselka, H. Numerical and Experimental Investigation of Lamb Wave Interaction with Discontinuities. In Proceedings of the 4th International Workshop on Structural Health Monitoring, Stanford, CA, USA, 15–17 September 2003. [Google Scholar]
- Staszewski, W.J.; Lee, B.C.; Mallet, L.; Scarpa, F. Structural health monitoring using scanning laser vibrometry: I. Lamb wave sensing Smart Materials and Structures. Smart Mater. Struct. 2004, 13, 251–260. [Google Scholar] [CrossRef]
- Mallet, L.; Lee, B.C.; Staszewski, W.J.; Scarpa, F. Structural health monitoring using scanning laser vibrometry: II. Lamb waves for damage detection Smart Materials and Structures. Smart Mater. Struct. 2004, 13, 261–269. [Google Scholar] [CrossRef]
- Leong, W.H.; Staszewski, W.J.; Lee, B.C.; Scarpa, F. Structural health monitoring using scanning laser vibrometry: III. Lamb waves for fatigue crack detection Smart Materials and Structures. Smart Mater. Struct. 2005, 14, 1387–1395. [Google Scholar] [CrossRef]
- Johansmann, M.; Siegmund, G.; Pineda, M. Targeting the Limits of Laser Doppler Vibrometry. 2005. Available online: http://www.polytec.com/fileadmin/user_uploads/Applications/Data_Storage/Documents/LM_TP_Idema_JP_2005_E.pdf (accessed on 26 May 2017).
- Schleyer, G.; Brebbia, C.A. Infrastructure Risk Assessment & Management; WIT Press: Boston, MA, USA, 2016; p. 28. [Google Scholar]
- Lawrence, E. Optical Measurement Techniques for Dynamic Characterization of MEMS Devices; Polytec Inc.: Irvine, CA, USA, 2012. [Google Scholar]
- Lee, C.; Park, S. Damage visualization of pipeline structures using laser-induced ultrasonic waves. Struct. Health Monit. 2015, 14, 475–488. [Google Scholar] [CrossRef]
- Radzieński, M.; Doliński, L.; Krawczuk, M.; Zak, A.; Ostachowicz, W. Application of RMS for damage detection by guided elastic waves. J. Phys. Conf. Ser. 2011, 305, 012085. [Google Scholar] [CrossRef]
- Quantel Laser CFR (200–400 mj): Lamp Pumped Solid State Laser. Available online: http://www.quantel-laser.com/en/products/item/cfr-200-400-mj--133.html (accessed on 8 June 2016).
- Lee, J.R.; Sunuwar, N. Advances in damage visualization algorithm of ultrasonic propagation imaging system. J. Korean Soc. Nondestruct. Test. 2013, 33, 232–240. [Google Scholar]
- Lee, C.; Kang, D.; Park, S. Visualization of fatigue cracks at structural members using a pulsed laser scanning system. Res. Nondestruct. Eval. 2015, 26, 123–132. [Google Scholar] [CrossRef]
- Muthukrishnan, R.; Radha, M. Edge detection techniques for image segmentation. Int. J. Comput. Sci. Inf. Technol. 2011, 3, 259–267. [Google Scholar] [CrossRef]
- Gonzalez, R.C.; Woods, R.E.; Eddins, S.L. Digital Image Processing Using MATLAB; Pearson Education South Asia Pte. Ltd.: Singapore, 2004. [Google Scholar]
- Roberts, L.G. Machine Perception of 3-D Solids. Ph.D. Thesis, Massachusetts Institute of Technology, Cambridge, MA, USA, 1963. [Google Scholar]
- Gonzalez, R.C.; Woods, R.E. Digital Image Processing, 2nd ed.; Prentice Hall: Upper Saddle River, NJ, USA, 2002. [Google Scholar]
- Maini, R.; Aggarwal, H. Study and comparison of various image edge detection techniques. Int. J. Image Proc. 2009, 3, 1–11. [Google Scholar]







© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, C.; Zhang, A.; Yu, B.; Park, S. Comparison Study between RMS and Edge Detection Image Processing Algorithms for a Pulsed Laser UWPI (Ultrasonic Wave Propagation Imaging)-Based NDT Technique. Sensors 2017, 17, 1224. https://doi.org/10.3390/s17061224
Lee C, Zhang A, Yu B, Park S. Comparison Study between RMS and Edge Detection Image Processing Algorithms for a Pulsed Laser UWPI (Ultrasonic Wave Propagation Imaging)-Based NDT Technique. Sensors. 2017; 17(6):1224. https://doi.org/10.3390/s17061224
Chicago/Turabian StyleLee, Changgil, Aoqi Zhang, Byoungjoon Yu, and Seunghee Park. 2017. "Comparison Study between RMS and Edge Detection Image Processing Algorithms for a Pulsed Laser UWPI (Ultrasonic Wave Propagation Imaging)-Based NDT Technique" Sensors 17, no. 6: 1224. https://doi.org/10.3390/s17061224