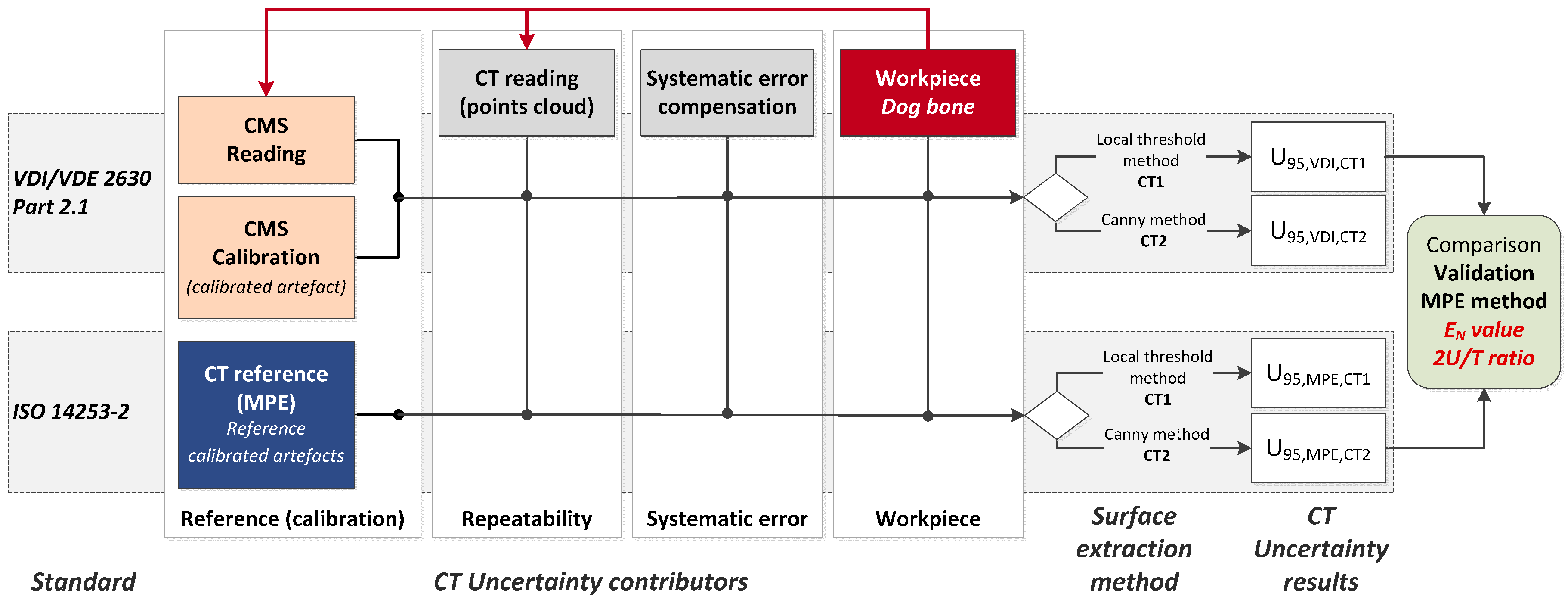
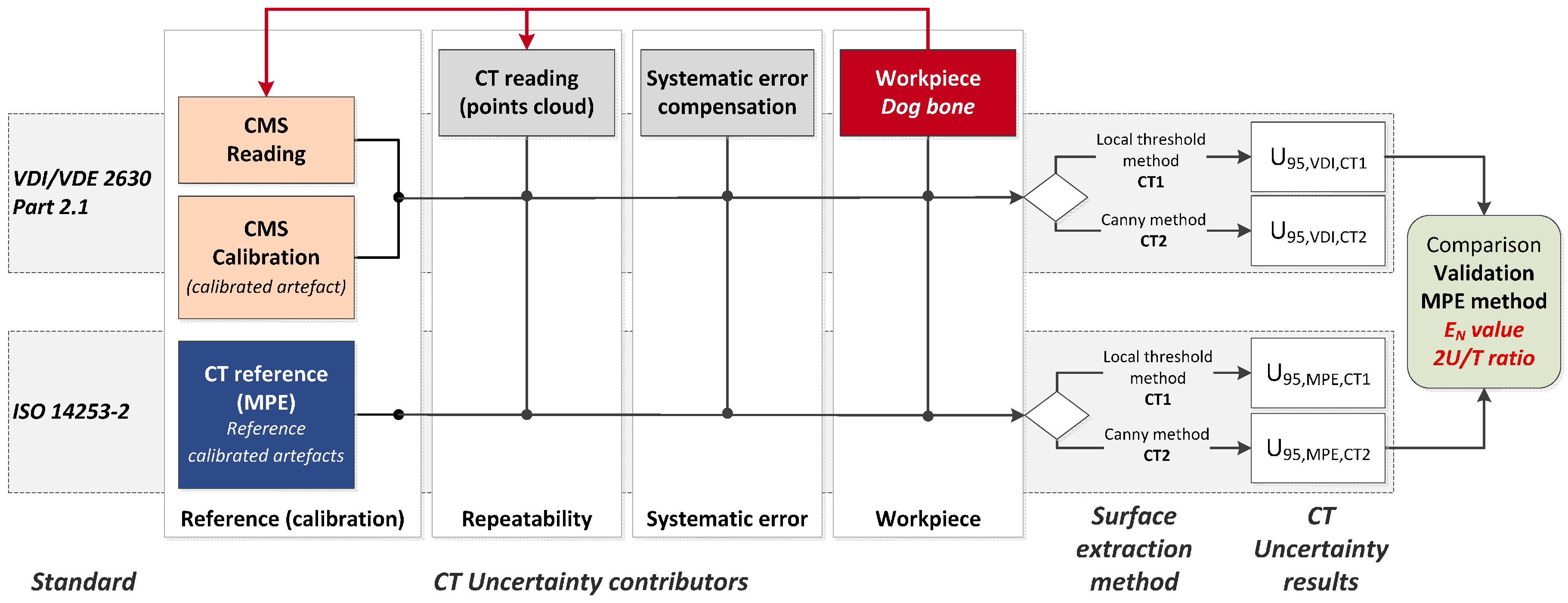
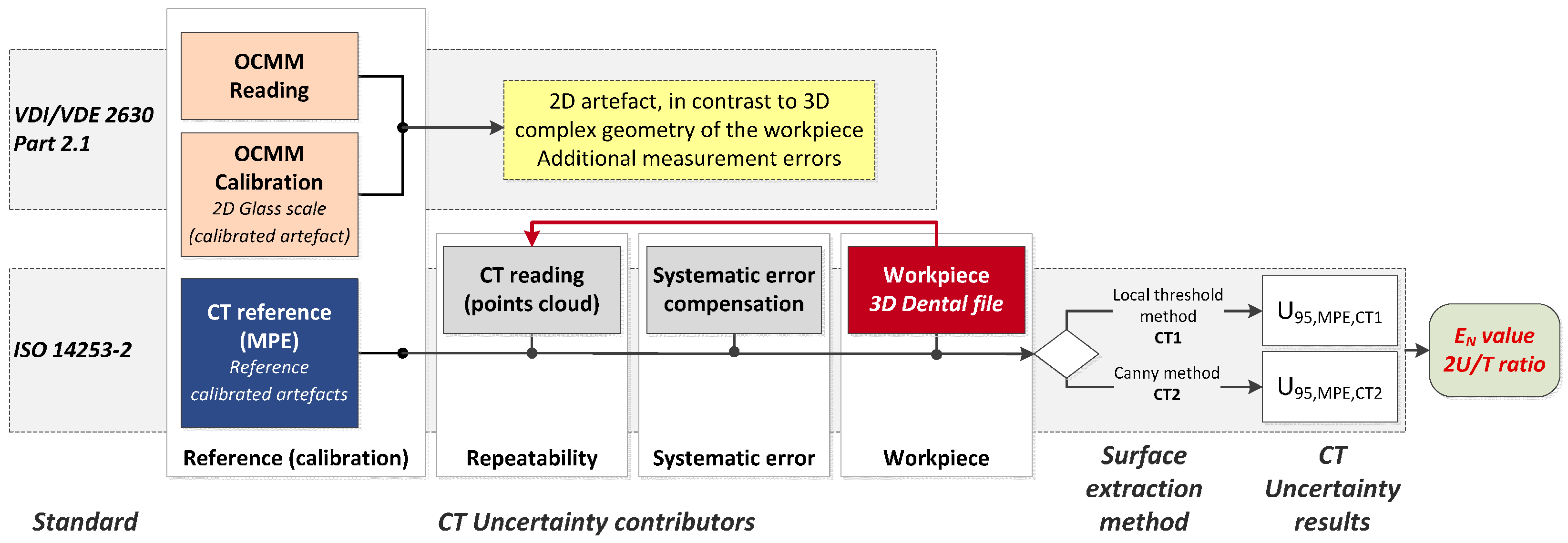
Figure 1.
Uncertainty assessment procedures using computed tomography: validation scheme of the proposed method.
Figure 1.
Uncertainty assessment procedures using computed tomography: validation scheme of the proposed method.
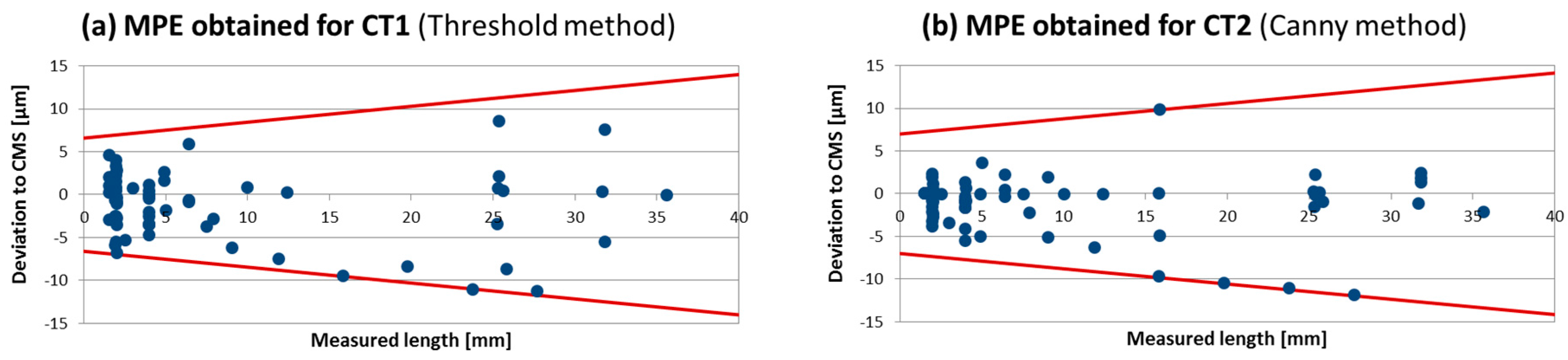
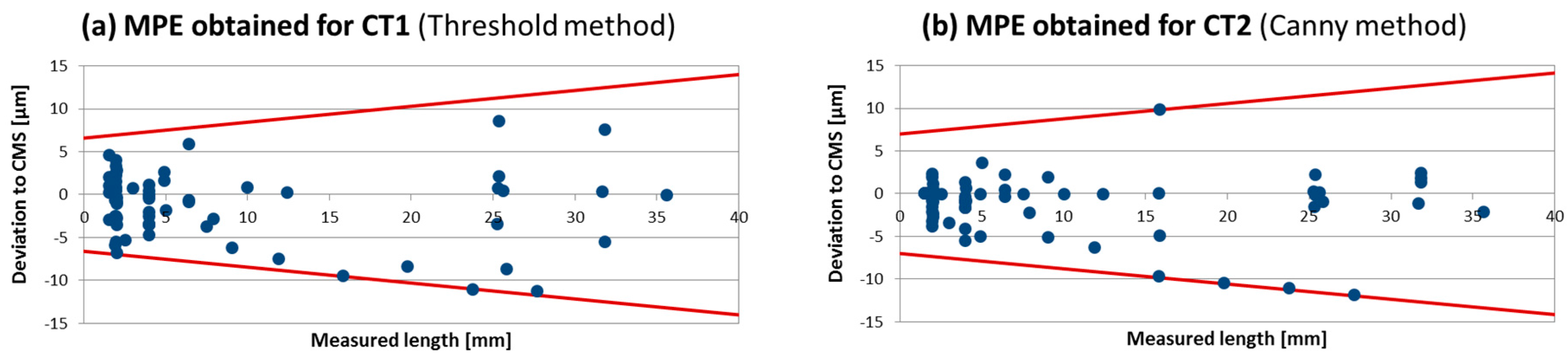
Figure 2.
Measured length vs. Deviation to the CMS reference. (a) MPE for the CT1 or local threshold method; (b) MPE for the CT2 or 3D Canny method.
Figure 2.
Measured length vs. Deviation to the CMS reference. (a) MPE for the CT1 or local threshold method; (b) MPE for the CT2 or 3D Canny method.
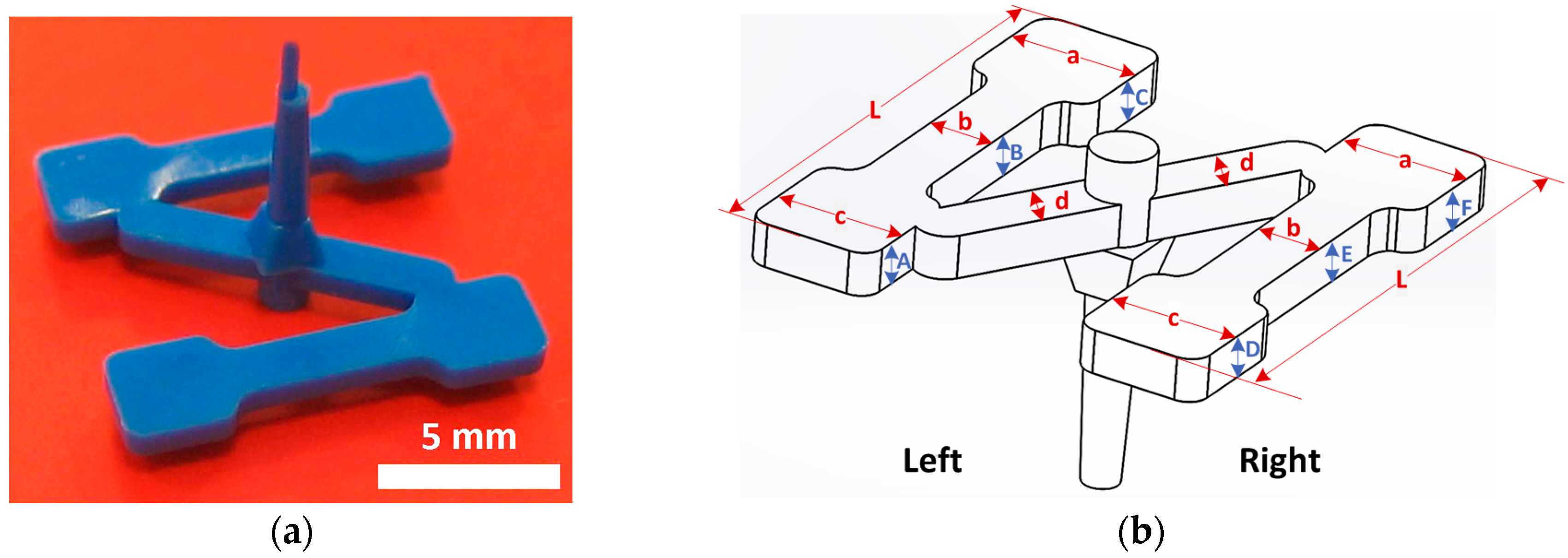
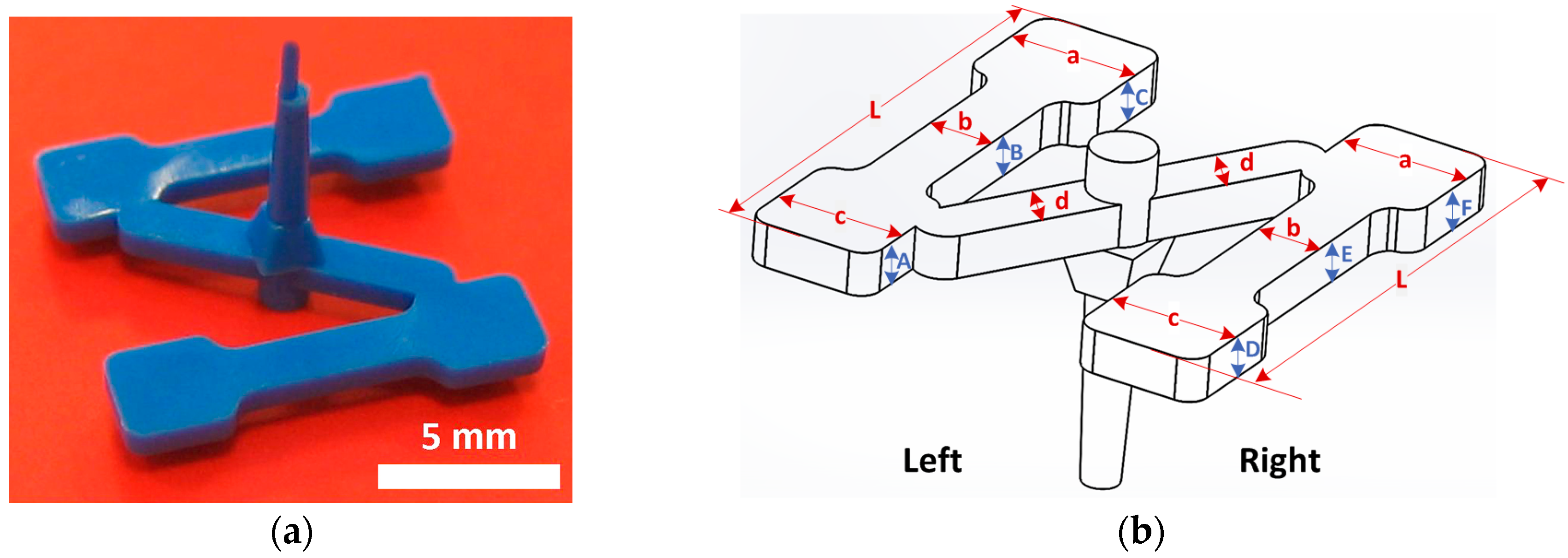
Figure 3.
Dog bone. (a) Micro injection molded component. (b) Characteristic dimensions: left and right lengths (L, a, b, c, d) and thicknesses (A, B, C, D, E, F).
Figure 3.
Dog bone. (a) Micro injection molded component. (b) Characteristic dimensions: left and right lengths (L, a, b, c, d) and thicknesses (A, B, C, D, E, F).
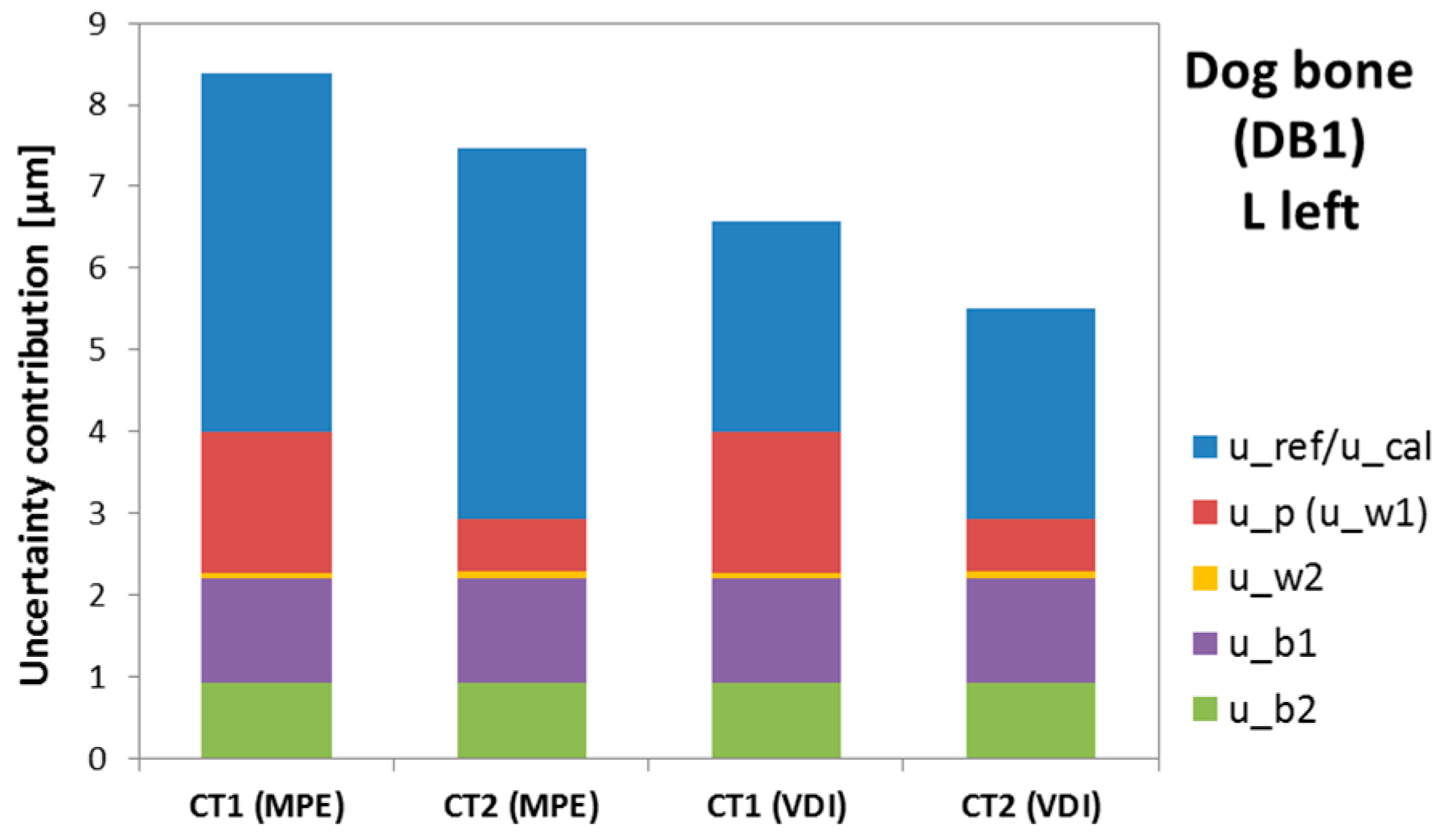
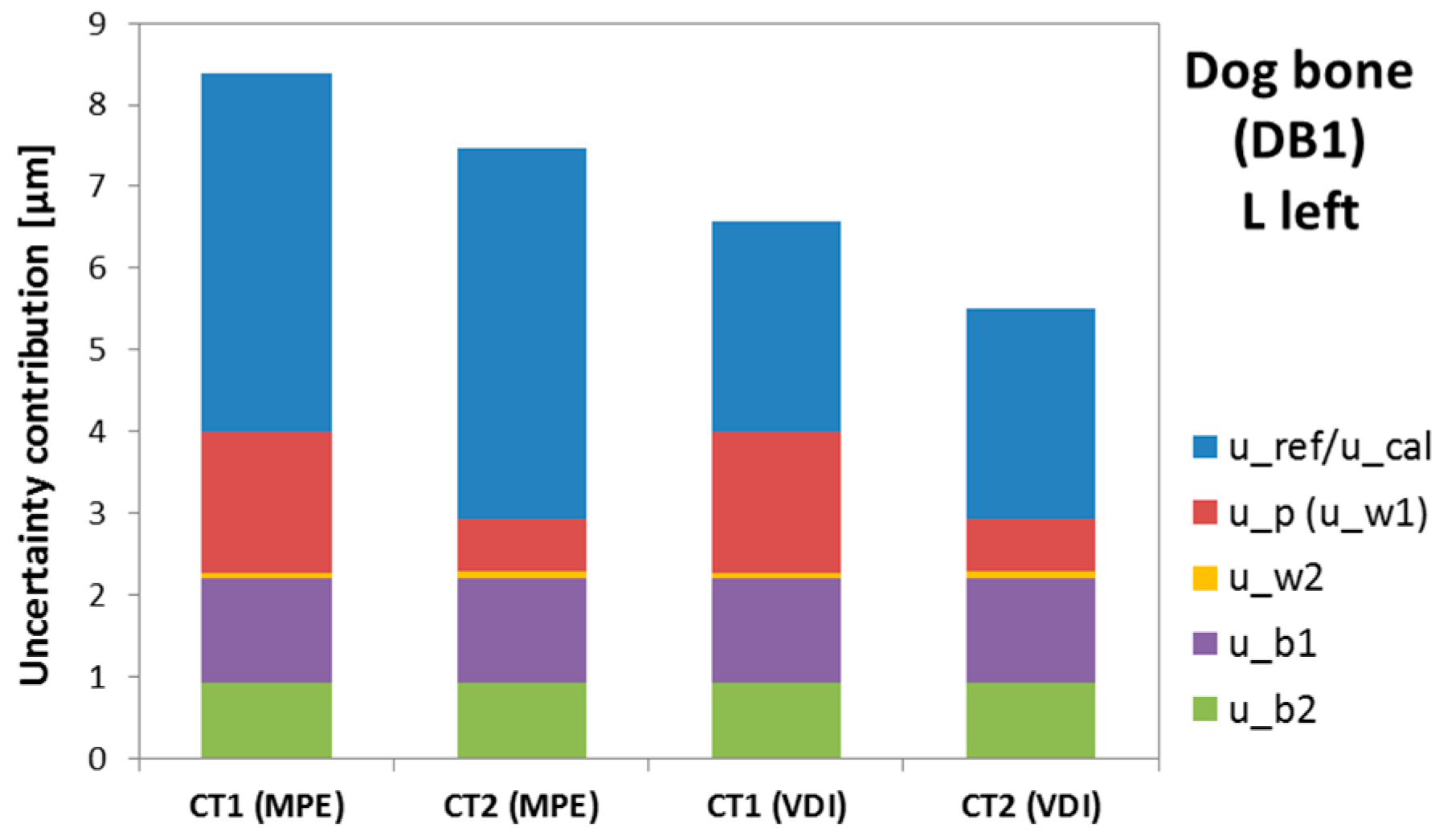
Figure 4.
Dog bone (DB1): Uncertainty contributors obtained by the micro-CT system with two approaches (MPE and VDI) and two surface extraction techniques used (CT1 and CT2) for L left.
Figure 4.
Dog bone (DB1): Uncertainty contributors obtained by the micro-CT system with two approaches (MPE and VDI) and two surface extraction techniques used (CT1 and CT2) for L left.
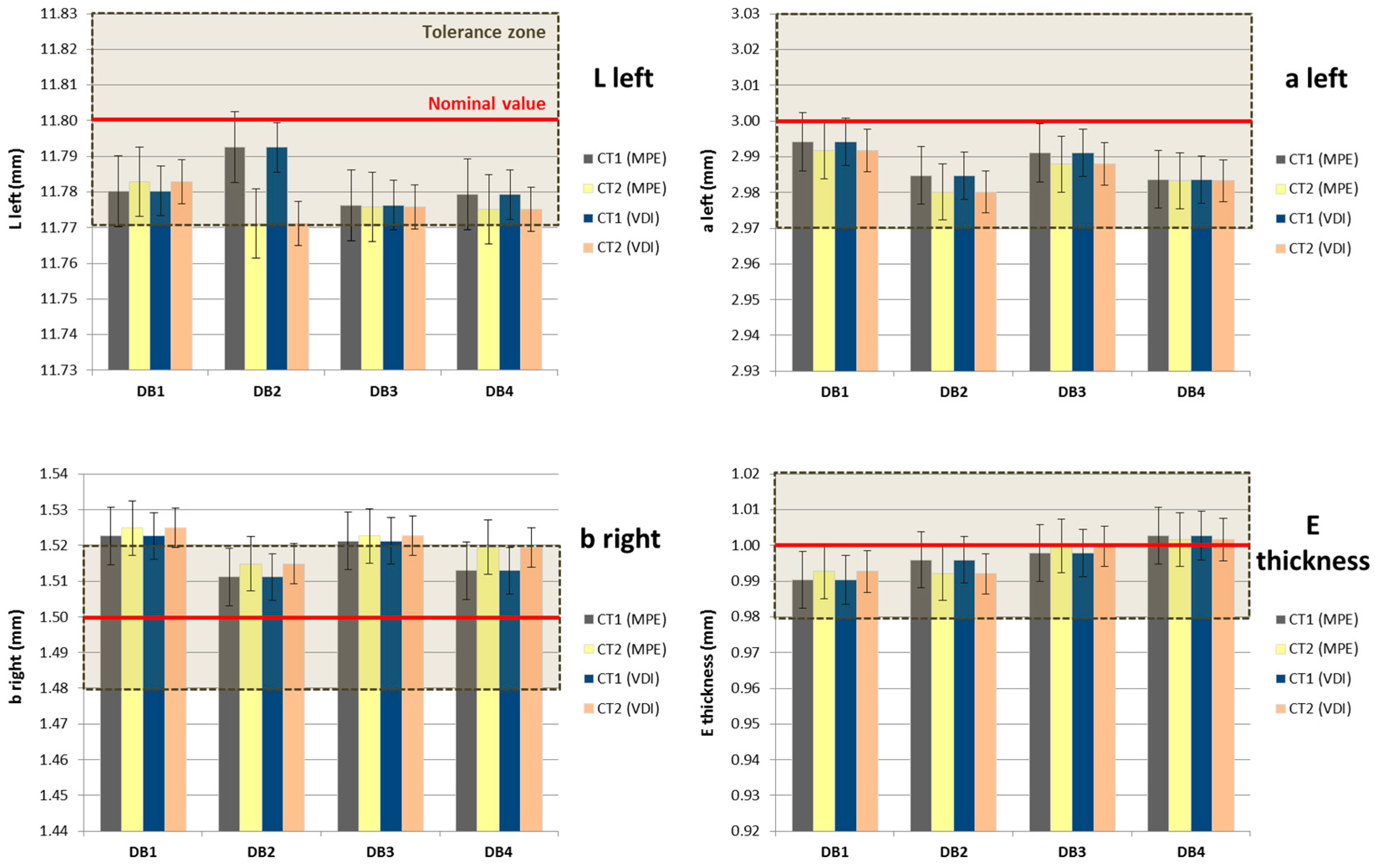
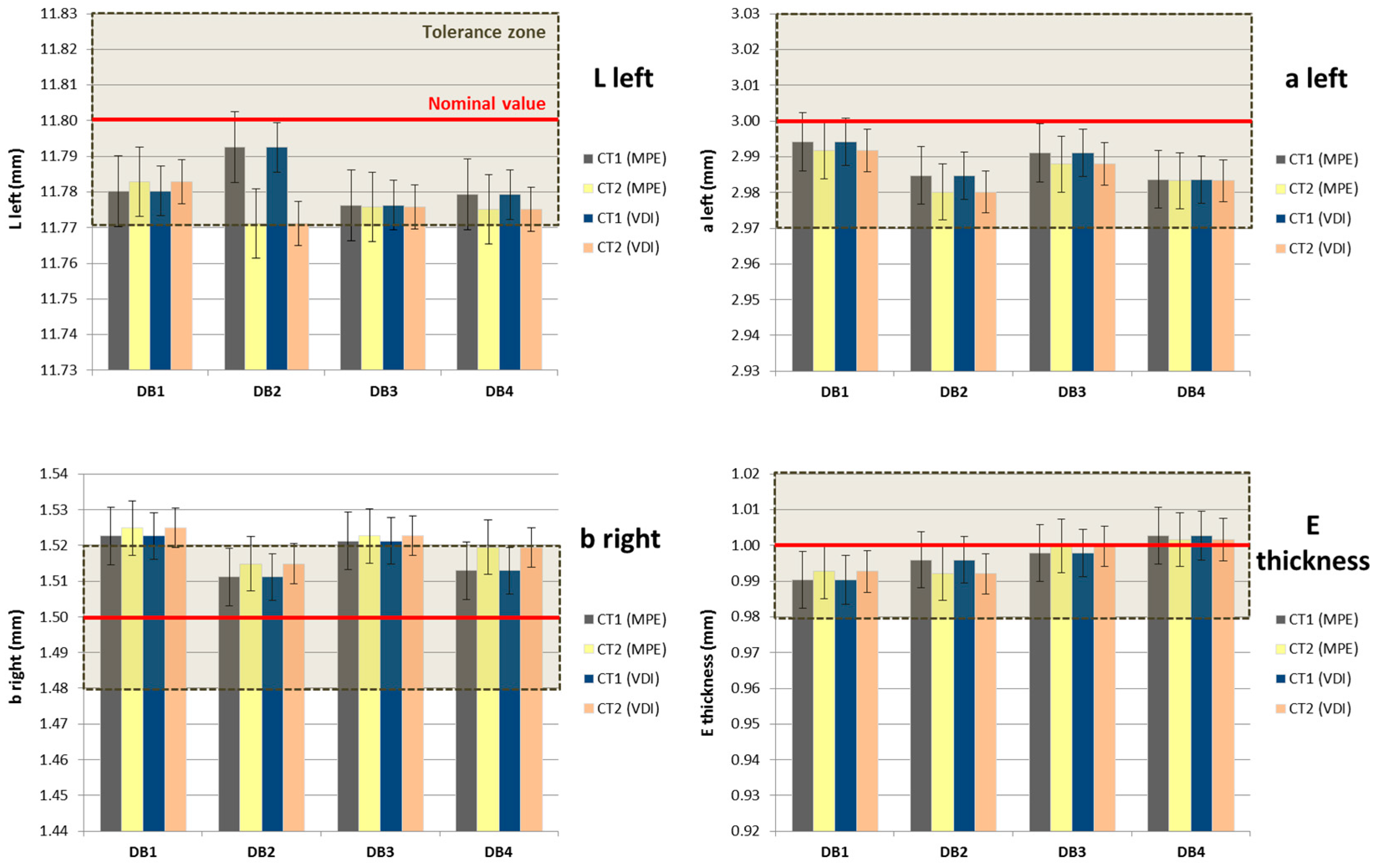
Figure 5.
Dog bone: Measurement results of the four workpieces and selected measurands obtained with both calibration procedures (MPE and VDI) and using two surface extraction techniques (CT1, CT2). L left (up and left); a left (up and right); b right (down and left); E thickness (down and right).
Figure 5.
Dog bone: Measurement results of the four workpieces and selected measurands obtained with both calibration procedures (MPE and VDI) and using two surface extraction techniques (CT1, CT2). L left (up and left); a left (up and right); b right (down and left); E thickness (down and right).
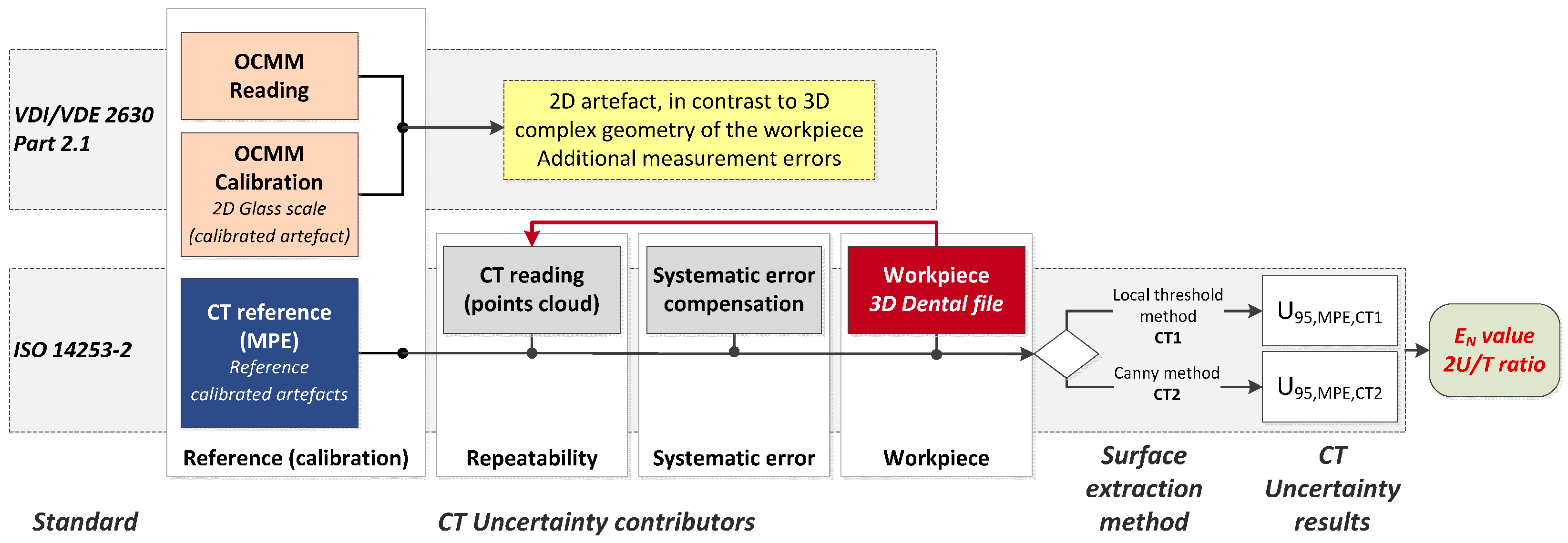
Figure 6.
Uncertainty assessment procedure using computed tomography: characterization of a workpiece having a 3D complex geometry.
Figure 6.
Uncertainty assessment procedure using computed tomography: characterization of a workpiece having a 3D complex geometry.
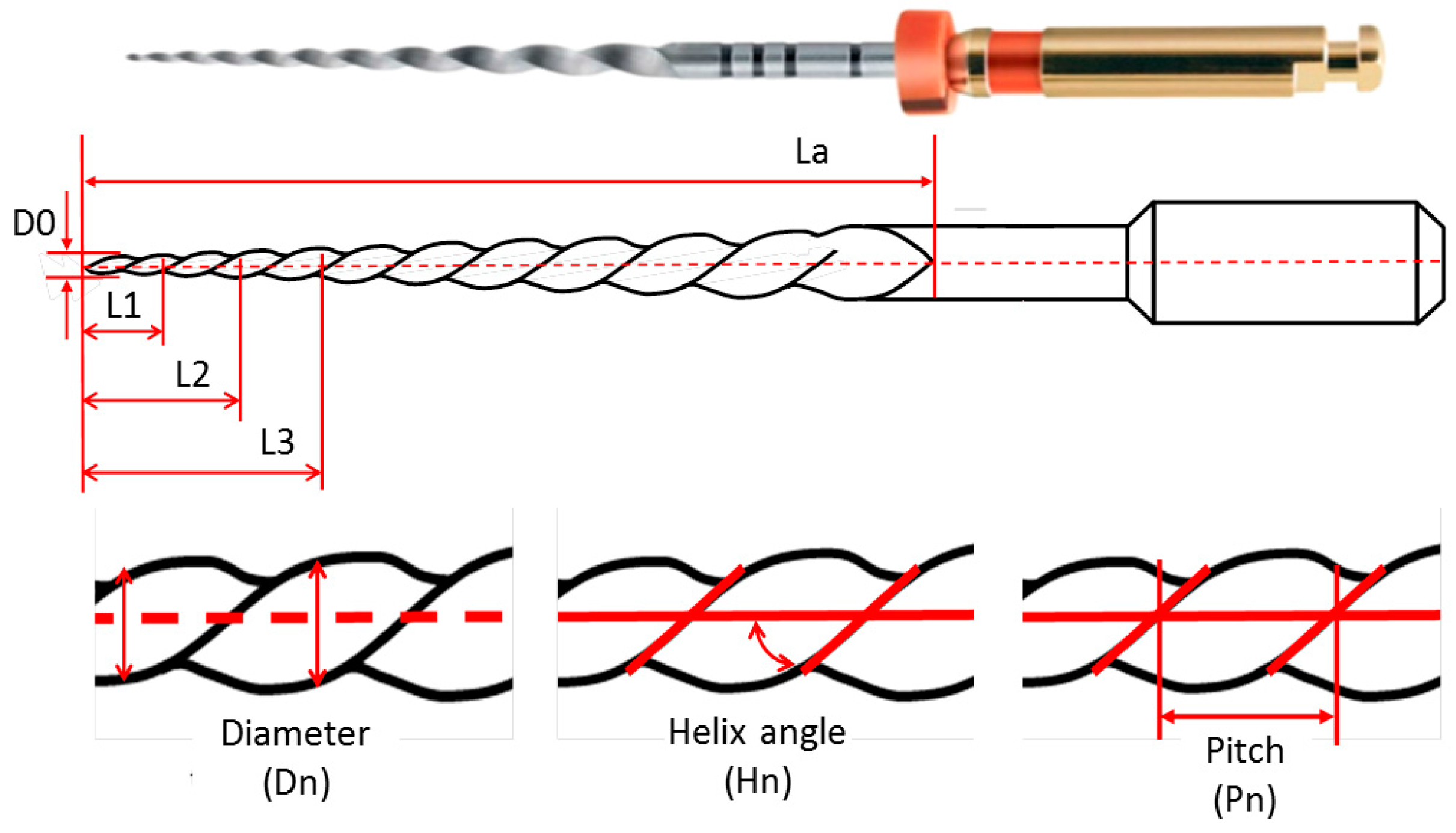
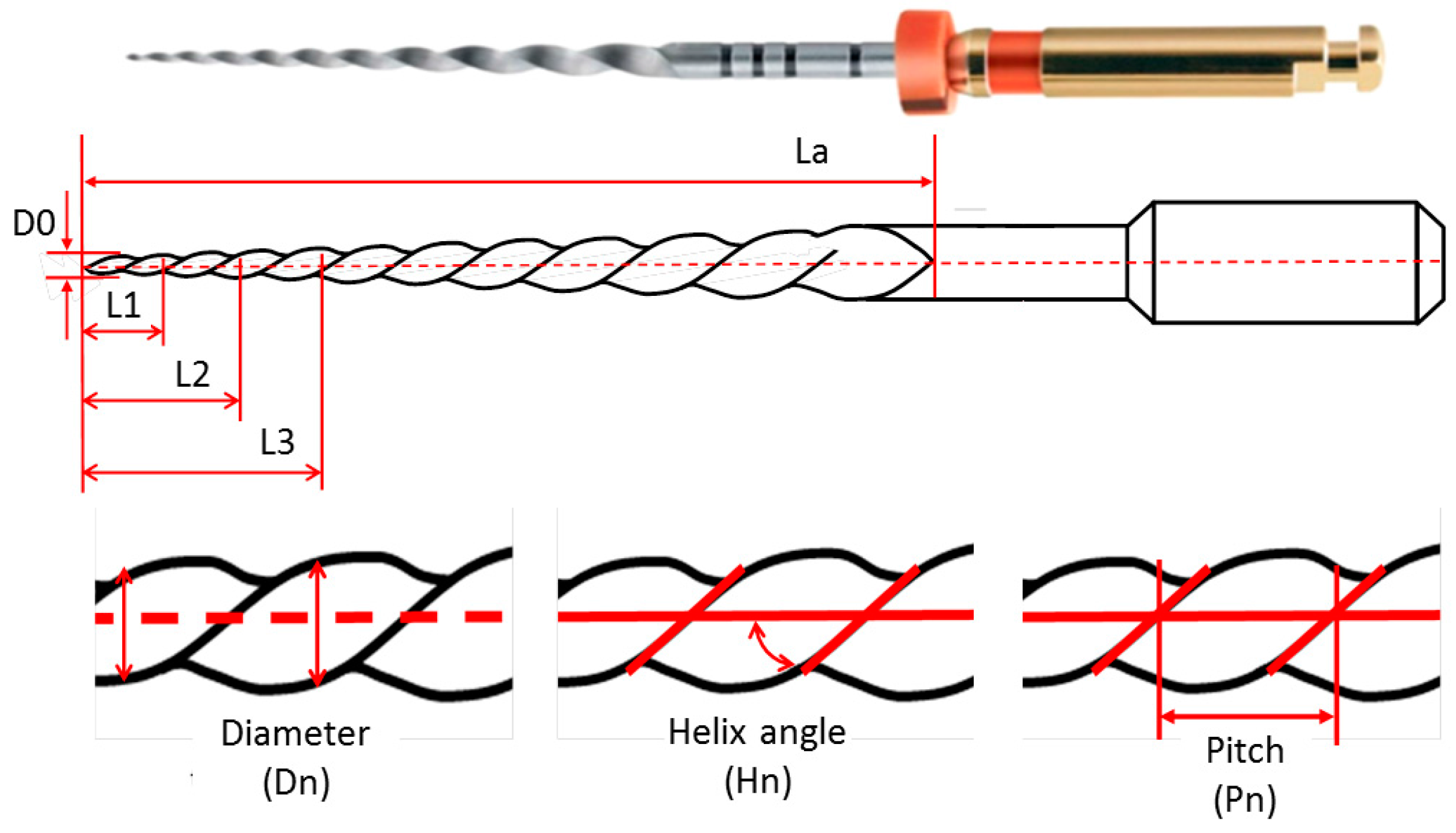
Figure 7.
Dental file and characteristic dimensions: length of the active cutting part (La); diameter (Dn); helix angle (Hn); pitch (Pn).
Figure 7.
Dental file and characteristic dimensions: length of the active cutting part (La); diameter (Dn); helix angle (Hn); pitch (Pn).
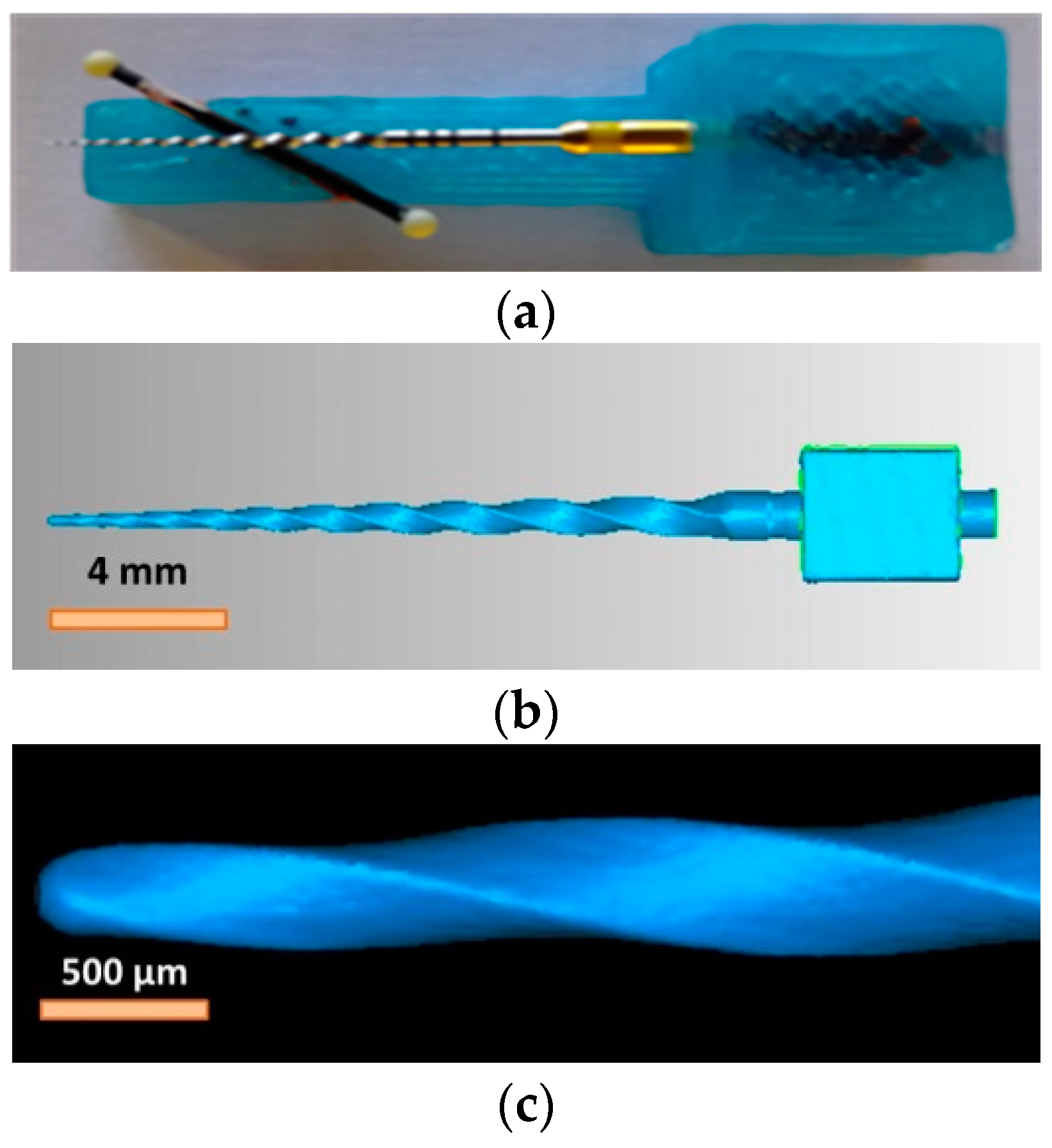
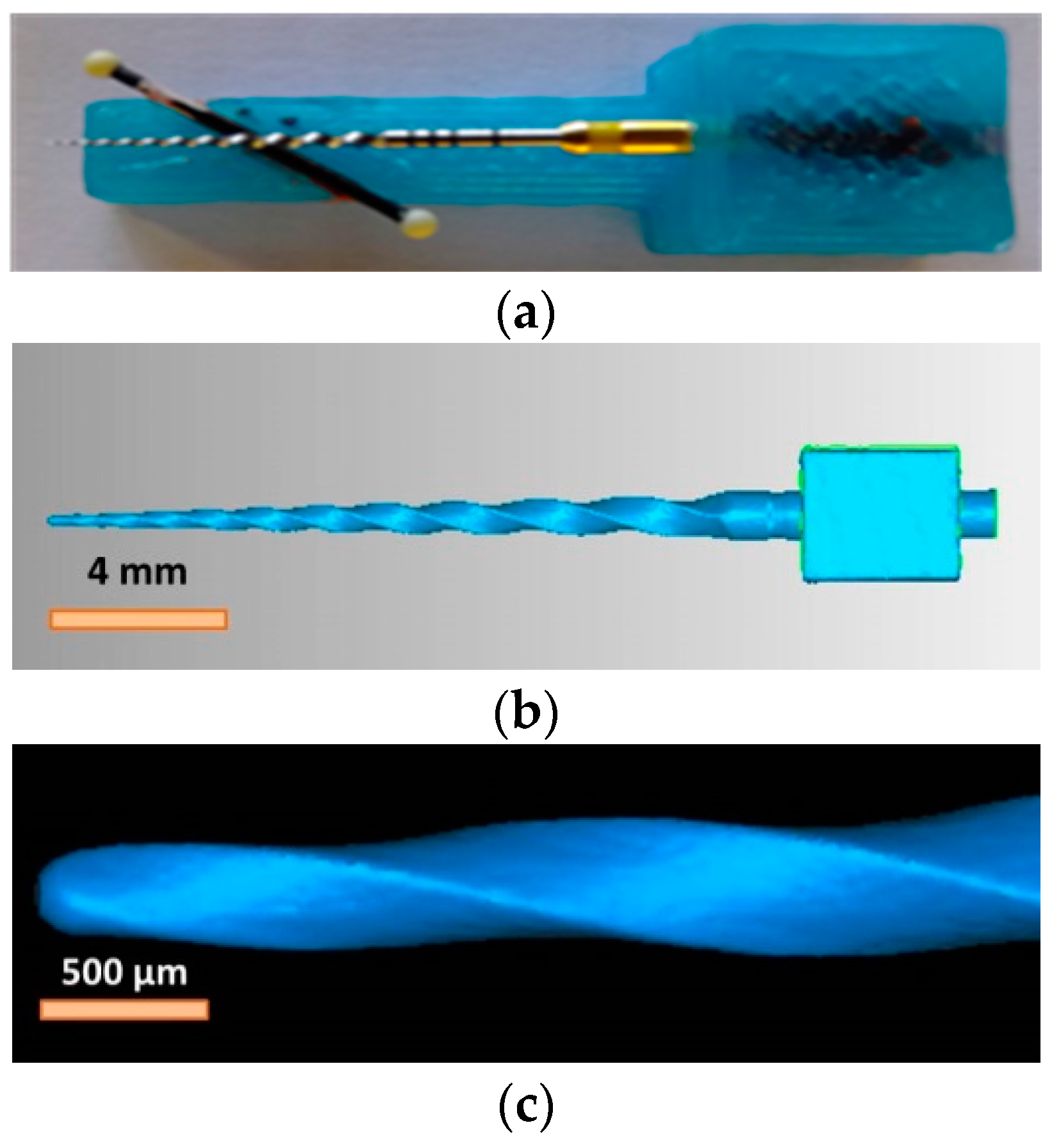
Figure 8.
(a) Dental file and miniaturized ball bar during the measurement on the CT scanner; (b) 3D volume reconstructed from the CT scan of the complete dental file; (c) 3D volume reconstructed from the CT scan of the dental file tip and of the helix geometry.
Figure 8.
(a) Dental file and miniaturized ball bar during the measurement on the CT scanner; (b) 3D volume reconstructed from the CT scan of the complete dental file; (c) 3D volume reconstructed from the CT scan of the dental file tip and of the helix geometry.
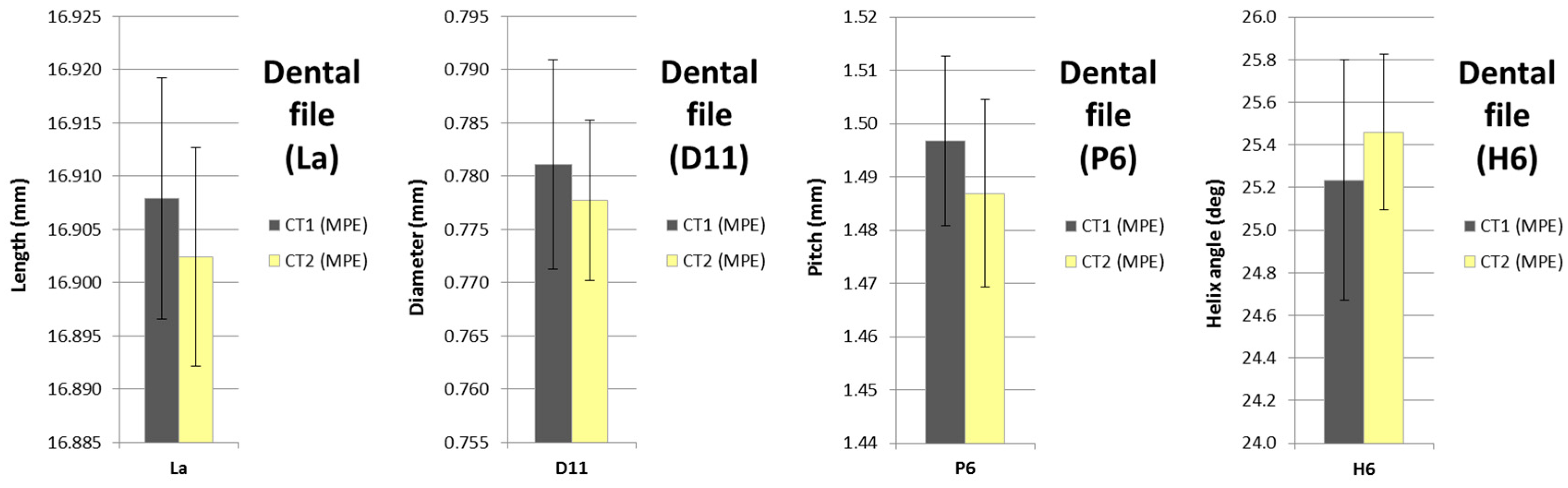
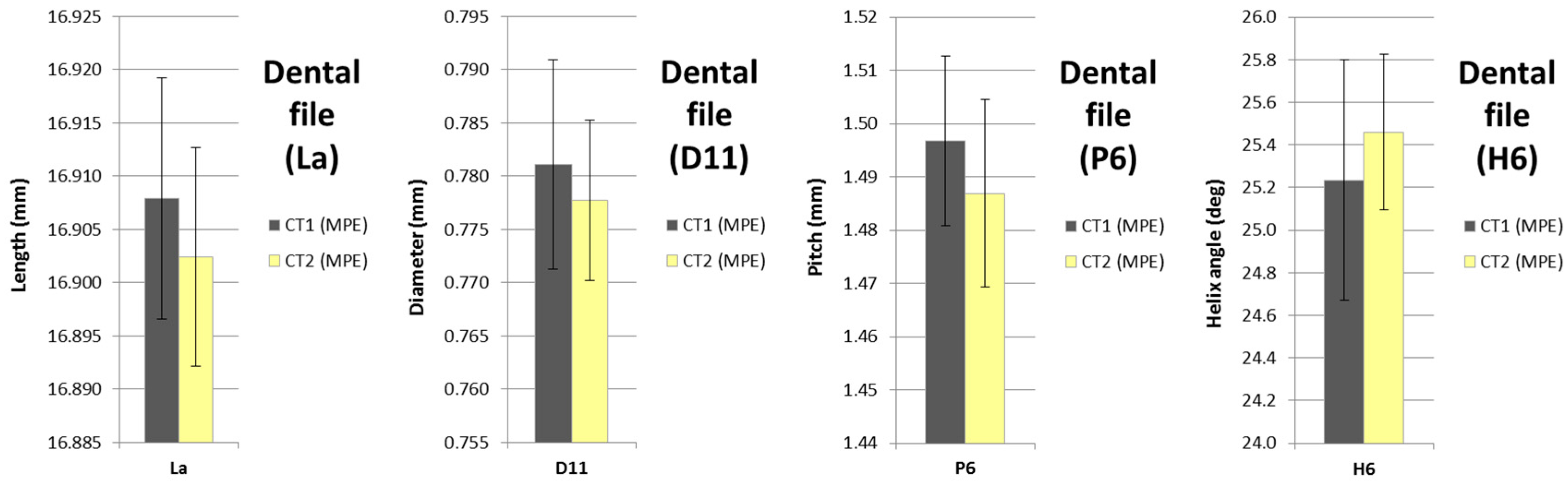
Figure 9.
Dental file: Measurement results of the four workpieces and selected measurands (La, D11, P6, H6) using two surface extraction techniques (CT1, CT2).
Figure 9.
Dental file: Measurement results of the four workpieces and selected measurands (La, D11, P6, H6) using two surface extraction techniques (CT1, CT2).
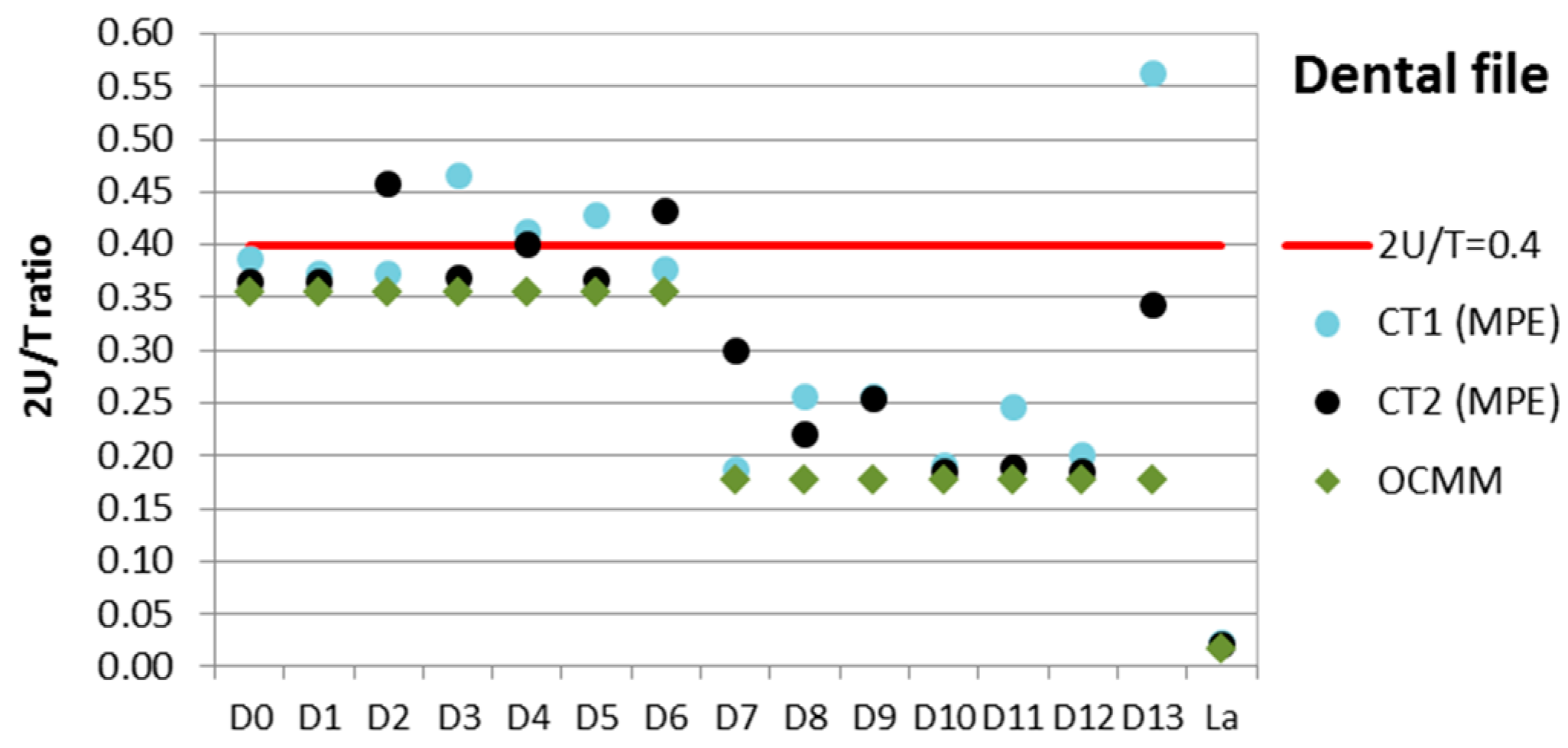
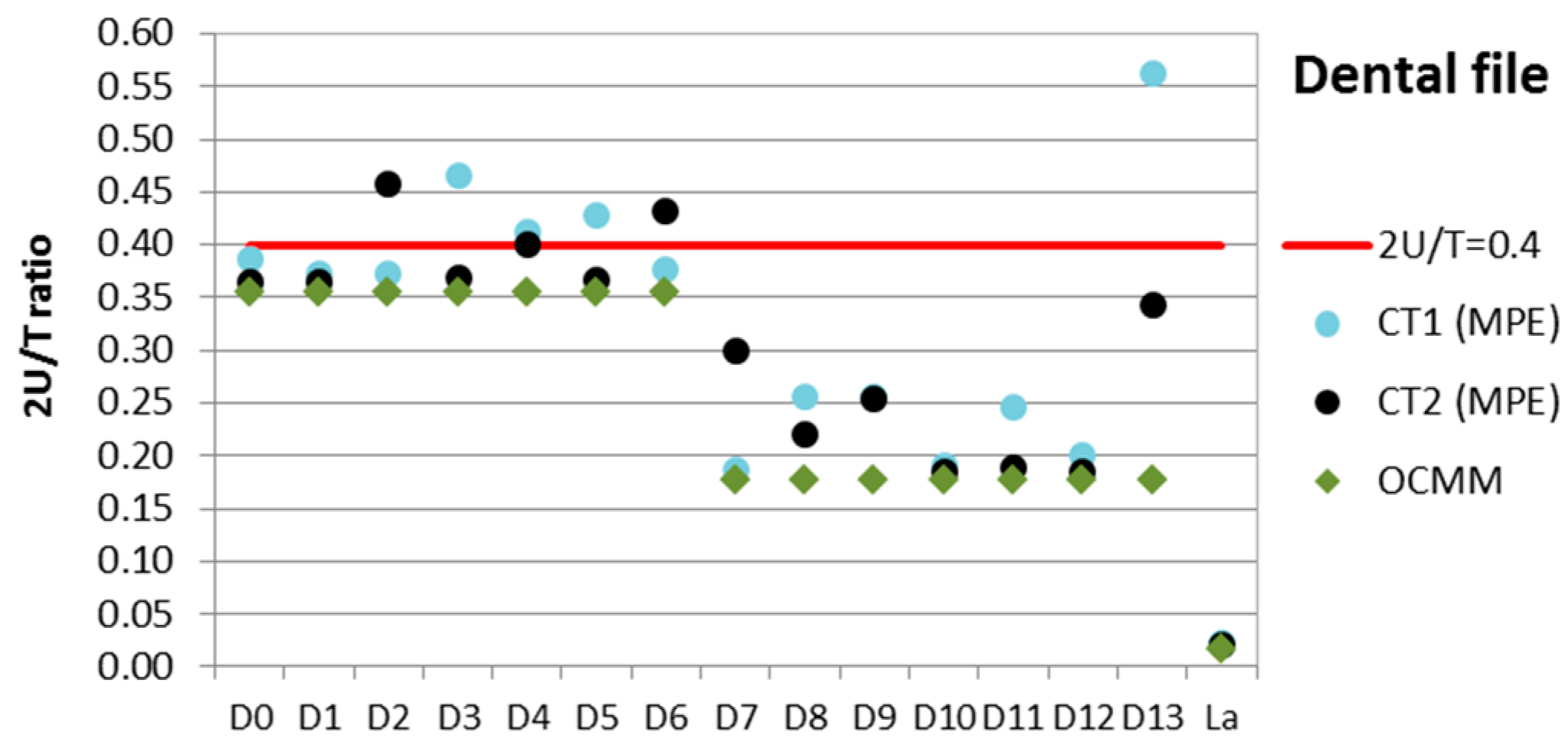
Figure 10.
Dental file: 2U/T ratio calculated for all CT measurements with tolerance specification (La and variable diameter), obtained with the proposed calibration alternative (MPE) using two surface extraction techniques (CT1, CT2).
Figure 10.
Dental file: 2U/T ratio calculated for all CT measurements with tolerance specification (La and variable diameter), obtained with the proposed calibration alternative (MPE) using two surface extraction techniques (CT1, CT2).
Table 1.
Uncertainty error contributors included in both approaches: proposed method (MPE) and validation method (VDI/VDE 2630-2.1).
Table 1.
Uncertainty error contributors included in both approaches: proposed method (MPE) and validation method (VDI/VDE 2630-2.1).
| Error Source Description | Proposed Method | Validation Method |
|---|
| Standard uncertainty of calibration | uref
MPE of the CT estimation | ucal
Task-specific calibration |
| Standard uncertainty of the measurement procedure (repeatability) | up |
| Standard uncertainty from the material and manufacturing variations | uw |
| Standard uncertainty associated with the systematic error | ub |
| Uncertainty estimation according to | ISO 14253-2 [20] | VDI/VDE 2630-2.1 [13] |
Table 2.
Dog bone: measurands, description, and nominal and tolerance values.
Table 2.
Dog bone: measurands, description, and nominal and tolerance values.
| Measurand | Description | Nominal Value | Tolerance |
|---|
| L | Length | 11.80 mm | ±0.03 mm |
| a, c | Length | 3.00 mm | ±0.03 mm |
| b | Length | 1.50 mm | ±0.02 mm |
| d | Length | 1.35 mm | ±0.02 mm |
| A, B, C, D, E, F | Thickness | 1.00 mm | ±0.02 mm |
Table 3.
Dog bone: micro-CT scanning parameters.
Table 3.
Dog bone: micro-CT scanning parameters.
| Parameter | Unit | Value |
|---|
| Voltage | kV | 80 |
| Current | µA | 95 |
| Voxel size | µm | 8 |
| Detector matrix | | 2300 × 3498 |
| Detector pixel size | µm | 23.8 |
| Data binning | | 1 × 1 |
| Frames averaged | | 7 |
| Exposure time | ms | 3000 |
| Magnification | | 0.3 |
| Increment angle | deg | 0.4 |
| No. of views | | 900 |
Table 4.
Dog bone (DB1): Uncertainty contributors and expanded uncertainty (U95, k = 2) according to ISO 14253-2 and MPE estimation, obtained by the CT system with both surface extraction techniques used.
Table 4.
Dog bone (DB1): Uncertainty contributors and expanded uncertainty (U95, k = 2) according to ISO 14253-2 and MPE estimation, obtained by the CT system with both surface extraction techniques used.
| Measurand (DB1) | L Left [µm] | a Left [µm] | b Right [µm] | E Thickness [µm] |
|---|
| Technique | CT1 | CT2 | CT1 | CT2 | CT1 | CT2 | CT1 | CT2 |
| uref | 4.39 | 4.55 | 3.58 | 3.77 | 3.44 | 3.64 | 3.39 | 3.59 |
| up (uw1) | 1.72 | 0.64 | 1.62 | 0.51 | 1.81 | 0.65 | 1.79 | 0.64 |
| uw2 | 0.074 | 0.074 | 0.019 | 0.019 | 0.010 | 0.010 | 0.006 | 0.006 |
| ub1 | 1.28 | 1.28 | 0.32 | 0.32 | 0.17 | 0.17 | 0.11 | 0.11 |
| ub2 | 0.92 | 0.93 | 0.92 | 0.93 | 0.92 | 0.93 | 0.92 | 0.93 |
| U95,MPE | 9.9 | 9.7 | 8.1 | 7.9 | 8.0 | 7.6 | 7.9 | 7.5 |
Table 5.
Dog bone (DB1): Uncertainty contributors and expanded uncertainty (U95, k = 2) according to VDI/VDE 2630-2.1, obtained by the CT system with both surface extraction techniques used.
Table 5.
Dog bone (DB1): Uncertainty contributors and expanded uncertainty (U95, k = 2) according to VDI/VDE 2630-2.1, obtained by the CT system with both surface extraction techniques used.
| Measurand (DB1) | L Left [µm] | a Left [µm] | b Right [µm] | E Thickness [µm] |
|---|
| Technique | CT1 | CT2 | CT1 | CT2 | CT1 | CT2 | CT1 | CT2 |
| uref | 2.59 | 2.59 | 2.72 | 2.72 | 2.53 | 2.53 | 2.73 | 2.73 |
| up (uw1) | 1.72 | 0.64 | 1.62 | 0.51 | 1.81 | 0.65 | 1.79 | 0.64 |
| uw2 | 0.074 | 0.074 | 0.019 | 0.019 | 0.010 | 0.010 | 0.006 | 0.006 |
| ub1 | 1.28 | 1.28 | 0.32 | 0.32 | 0.17 | 0.17 | 0.11 | 0.11 |
| ub2 | 0.92 | 0.93 | 0.92 | 0.93 | 0.92 | 0.93 | 0.92 | 0.93 |
| U95,VDI | 7.0 | 6.2 | 6.6 | 5.9 | 6.5 | 5.6 | 6.8 | 5.9 |
Table 6.
Dog bone: Percentage of EN < 1 values calculated for all CT measurements, obtained with both calibration procedures (MPE and VDI) and using two surface extraction techniques (CT1, CT2).
Table 6.
Dog bone: Percentage of EN < 1 values calculated for all CT measurements, obtained with both calibration procedures (MPE and VDI) and using two surface extraction techniques (CT1, CT2).
| Measurand | % of EN < 1 (U95,MPE,CTi) | % of EN < 1 (U95,VDI,CTi) |
|---|
| Technique | CT1 | CT2 | CT1 | CT2 |
| L | 87.5% | 87.5% | 75.0% | 75.0% |
| aleft and cright | 12.5% | 25.0% | 12.5% | 0.0% |
| aright and cleft | 100% | 100% | 100% | 100% |
| b | 75.0% | 100% | 75.0% | 87.5% |
| d | 87.5% | 87.5% | 75.0% | 87.5% |
| A, B, C, D, E, F | 87.5% | 95.8% | 79.2% | 95.8% |
Table 7.
Dental file: measurands, description, and nominal and tolerance values.
Table 7.
Dental file: measurands, description, and nominal and tolerance values.
| Measurand | Description | Nominal Value | Tolerance [40] |
|---|
| La | Length (active cutting part) | 16 mm | ±0.5 mm |
| Dn (n = 0, …, 13) | Diameter (variable) | D0 = 0.25 mm to D6 | ±0.02 mm |
| D7 = 0.60 mm to D13 | ±0.04 mm |
| Pn (n = 1, …, 11) | Helix pitch (variable) | (*) | (*) |
| Hn (n = 1, …, 10) | Helix angle (variable) | (*) | (*) |
Table 8.
Dental file: micro-CT scanning parameters.
Table 8.
Dental file: micro-CT scanning parameters.
| Parameter | Unit | Value | Parameter | Unit | Value |
|---|
| Voltage | kV | 90 | Data binning | | 3 × 3 |
| Current | µA | 80 | Frames averaged | | 5 |
| Voxel size | µm | 28 | Exposure time | ms | 3000 |
| Detector matrix | | 2300 × 3498 | Magnification | | 2.5 |
| Detector pixel size | µm | 23.8 | Increment angle | deg | 0.4 |
| | | No. of views | | 900 |
Table 9.
Dental file: Uncertainty contributors and expanded uncertainty (U95, k = 2) according to ISO 14253-2 and MPE obtained by the micro-CT system with both surface extraction techniques used.
Table 9.
Dental file: Uncertainty contributors and expanded uncertainty (U95, k = 2) according to ISO 14253-2 and MPE obtained by the micro-CT system with both surface extraction techniques used.
| Measurand | La [µm] | D11 [µm] | P6 [µm] | H6 (*) [deg] |
|---|
| Technique | CT1 | CT2 | CT1 | CT2 | CT1 | CT2 | CT1 | CT2 |
| uref | 4.87 | 4.87 | 3.37 | 3.37 | 3.44 | 3.44 | 0.14 | 0.12 |
| up (uw1) | 2.34 | 0.70 | 3.15 | 0.70 | 7.12 | 8.05 | 0.24 | 0.14 |
| uw2 | 0.012 | 0.012 | 0.001 | 0.001 | 0.001 | 0.001 | 3.4 × 10−4 | 2.8 × 10−4 |
| ub1 | 0.22 | 0.22 | 0.01 | 0.01 | 0.02 | 0.02 | 4.4 × 10−4 | 4.0 × 10−4 |
| ub2 | 1.65 | 1.50 | 1.65 | 1.50 | 0.98 | 0.98 | 0.040 | 0.034 |
| U95,MPE | 11.3 | 10.3 | 9.8 | 7.5 | 16.0 | 17.7 | 0.6 | 0.4 |
Table 10.
Dental file: Percentage of EN < 1 values calculated for all CT measurements and obtained with the proposed calibration alternative (MPE) using two surface extraction techniques (CT1, CT2).
Table 10.
Dental file: Percentage of EN < 1 values calculated for all CT measurements and obtained with the proposed calibration alternative (MPE) using two surface extraction techniques (CT1, CT2).
| Measurand | % of EN<1 (U95,MPE,CTi) |
|---|
| Technique | CT1 | CT2 |
| La | 50.0% | 25.0% |
| D0 to D6 | 71.4% | 78.6% |
| D7 to D13 | 88.9% | 85.2% |
| Helix pitch | 90.0% | 95.0% |
| Helix angle | 47.5% | 72.5% |
Table 11.
Dental file: Percentage of 2U/T ≤ 0.4 values calculated for all CT measurements and obtained with the proposed calibration alternative (MPE) and using two surface extraction techniques (CT1, CT2), and for the OCMM measurements.
Table 11.
Dental file: Percentage of 2U/T ≤ 0.4 values calculated for all CT measurements and obtained with the proposed calibration alternative (MPE) and using two surface extraction techniques (CT1, CT2), and for the OCMM measurements.
| Measurand | 2U/T ≤ 0.4 (U95,MPE,CTi) | 2U/T ≤ 0.4 (U95,OCMM) |
|---|
| Technique | CT1 | CT2 | OCMM |
|---|
| La | 100% | 100% | 100% |
| D0 to D6 | 57.1% | 71.4% | 100% |
| D7 to D13 | 85.7% | 100% | 100% |


 ,
, 


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}