
Magnetoelastic Effect-Based Transmissive Stress Detection for Steel Strips: Theory and Experiment

Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
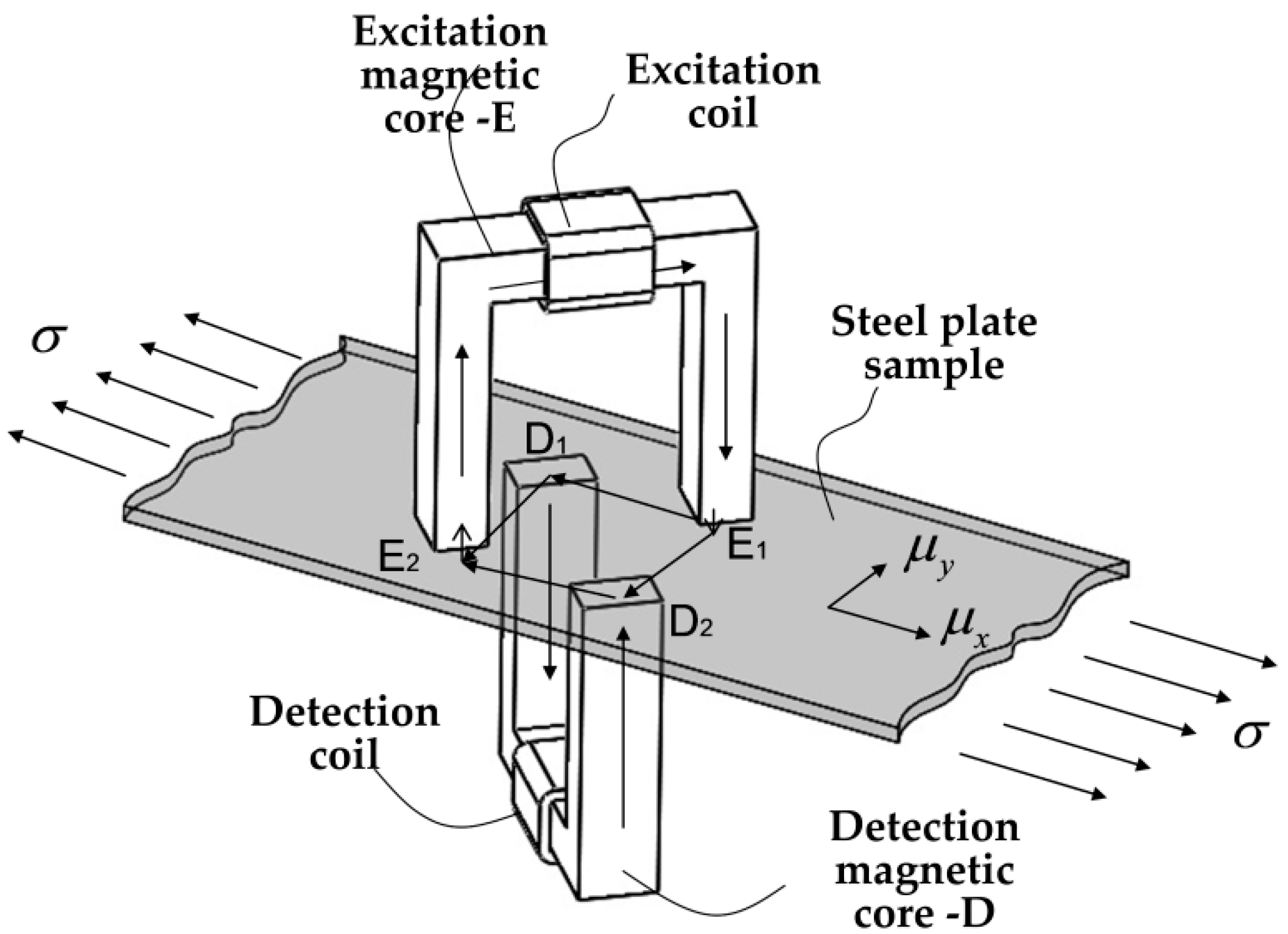
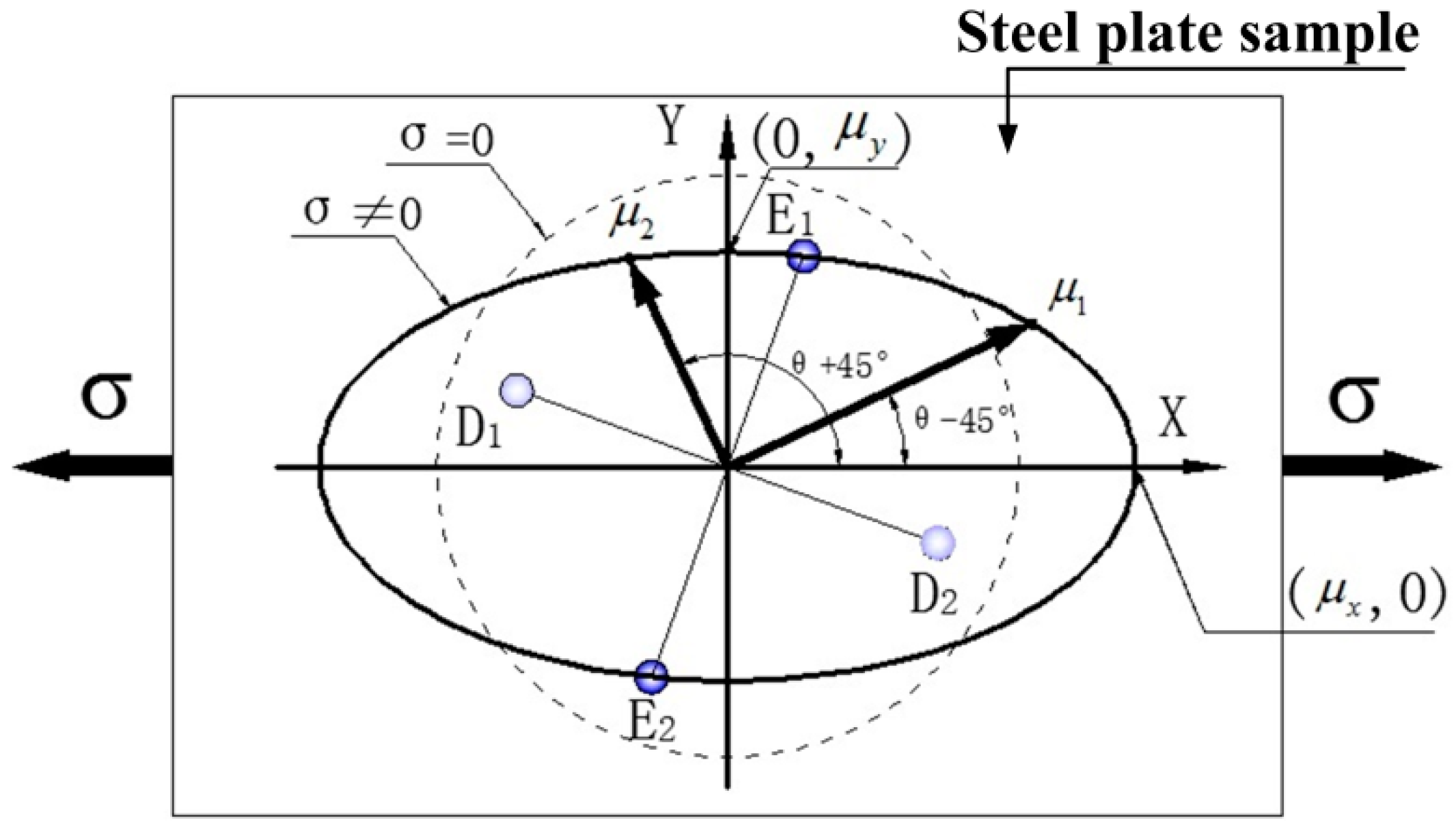
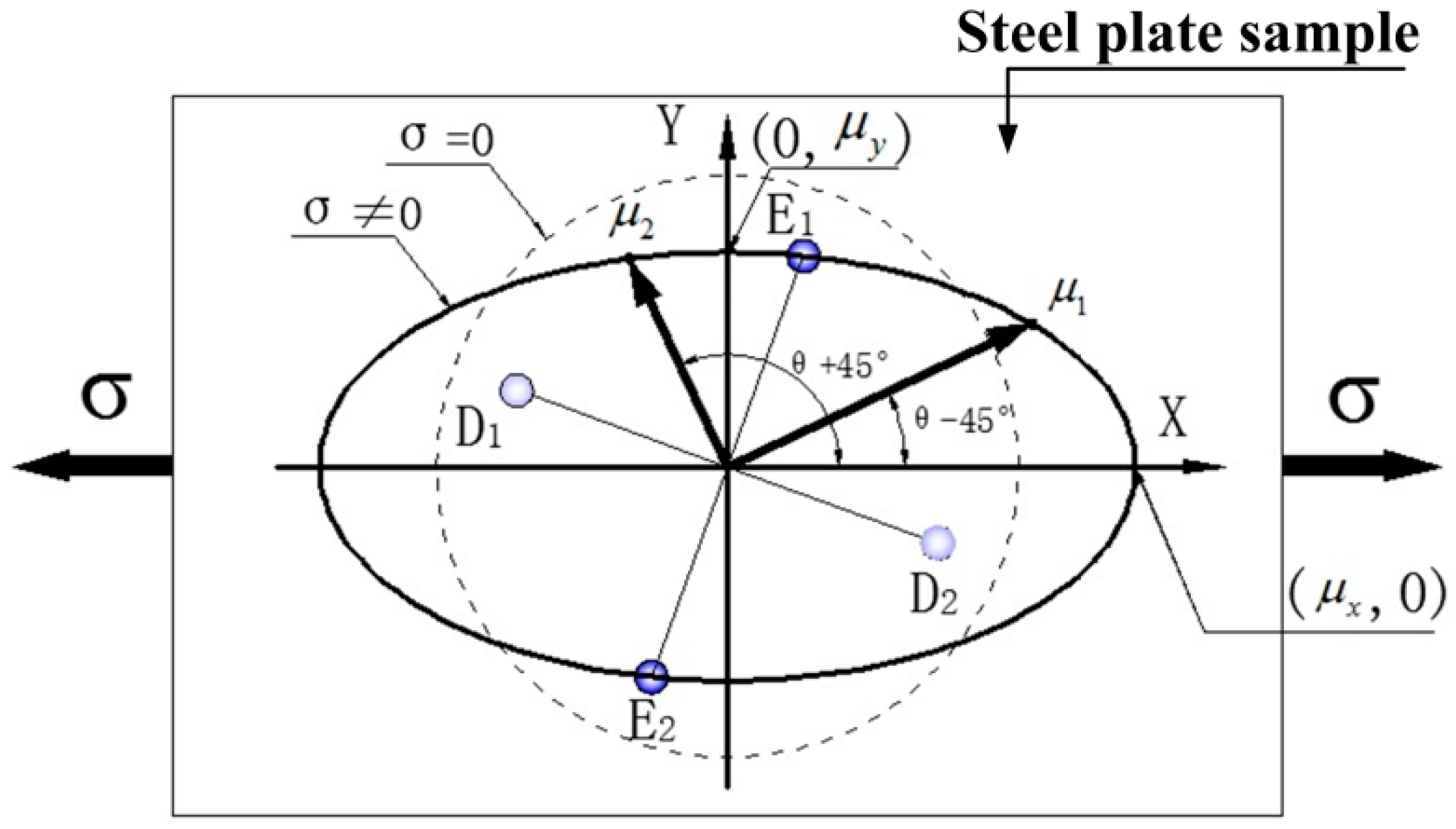
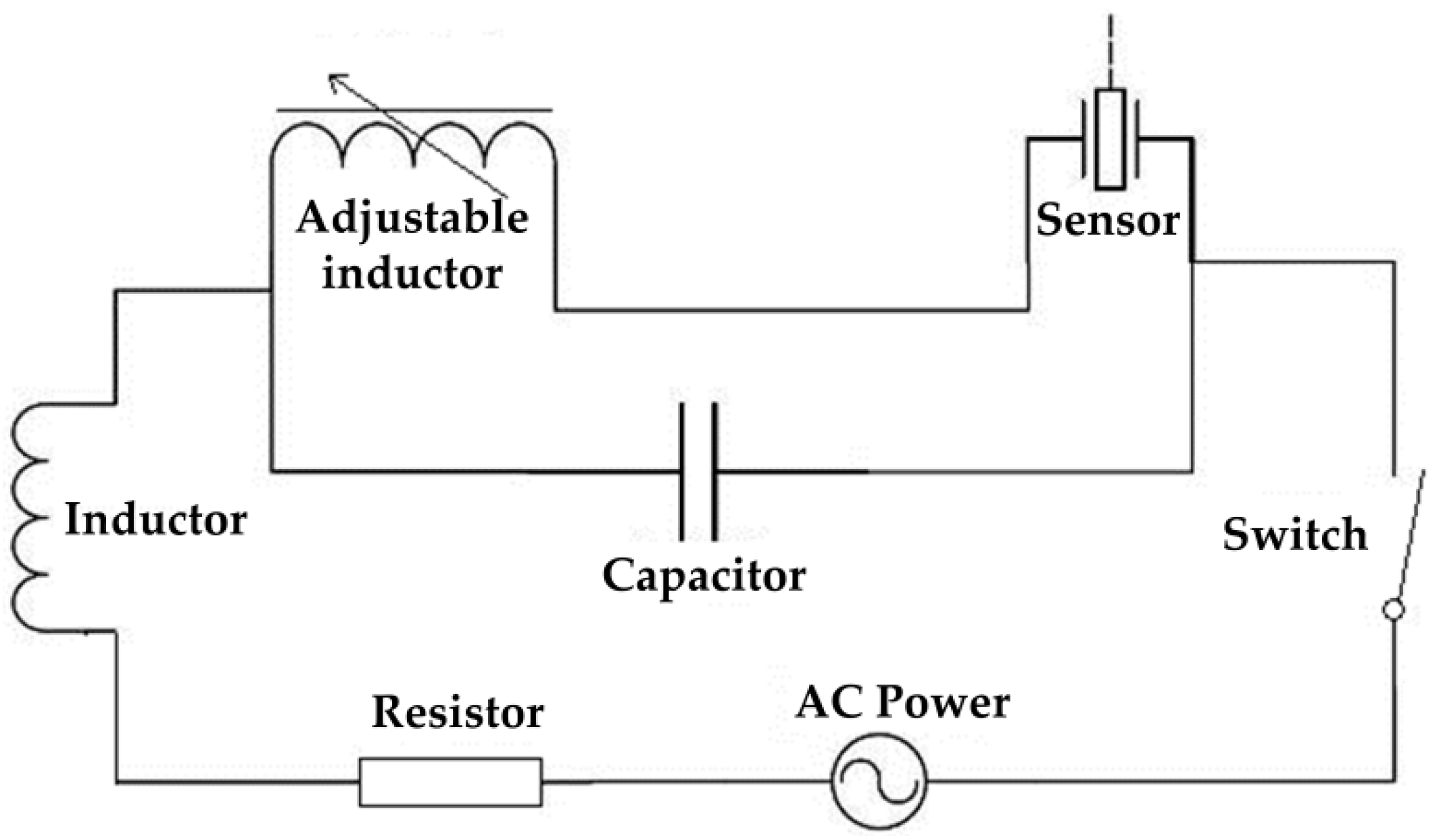
2. Basic Principle of Electromagnetic Detection
3. Mathematical Model of Transmissive Stress Detection Based on the Magnetoelastic Effect
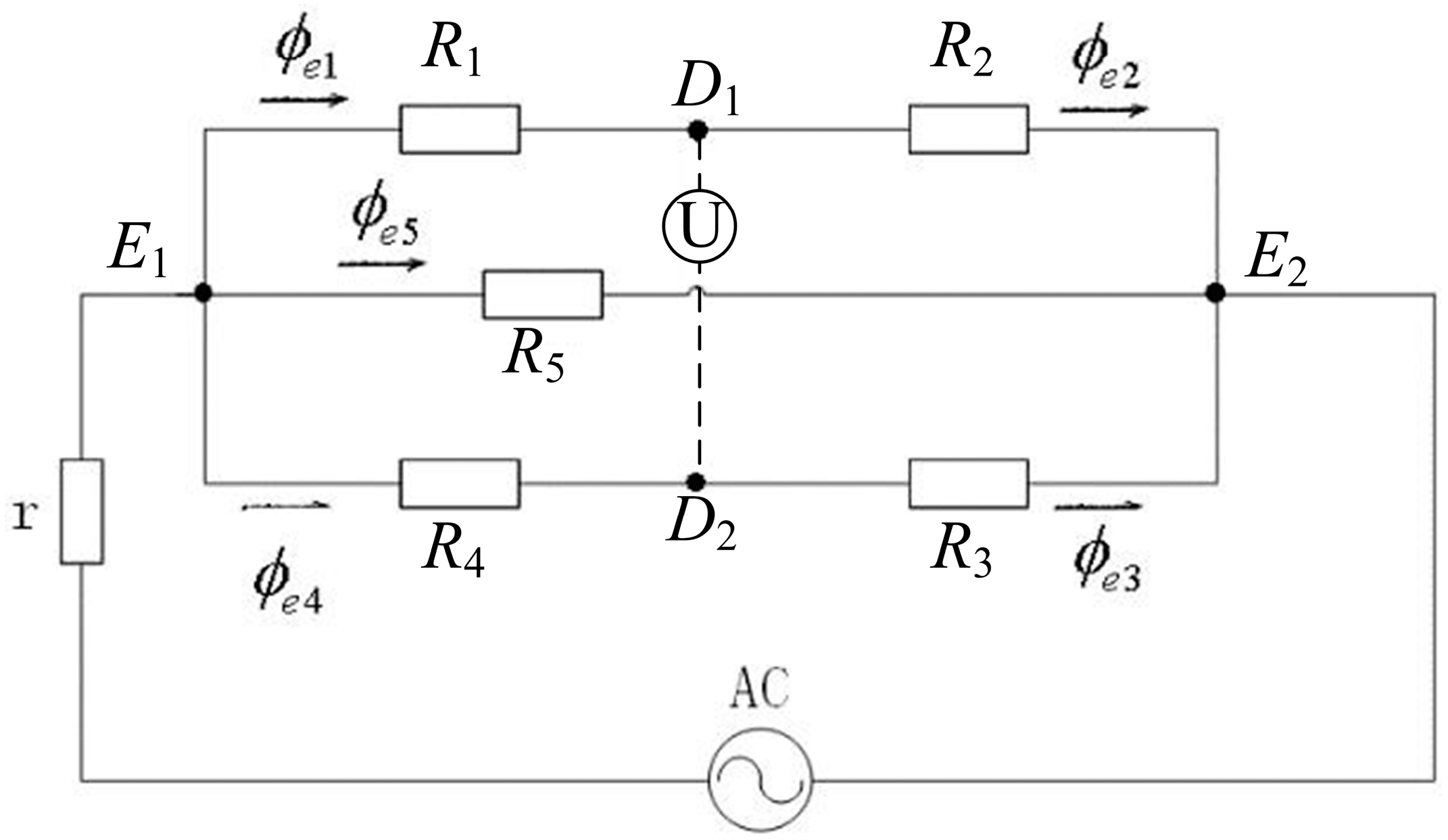
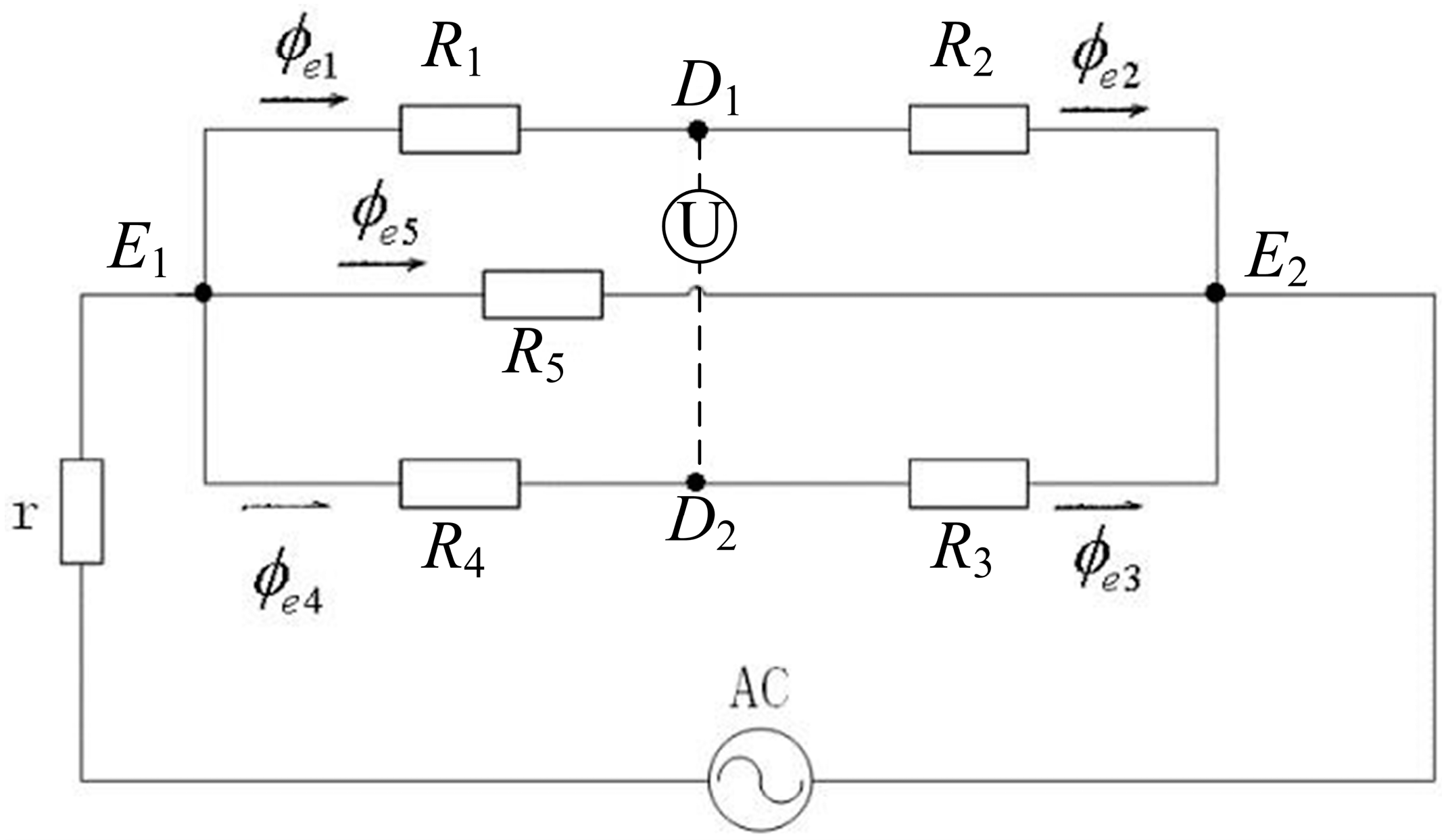
3.1. Analysis of a Magnetic Circuit
3.2. Relation Formula between Output Voltage and the Loaded Stress
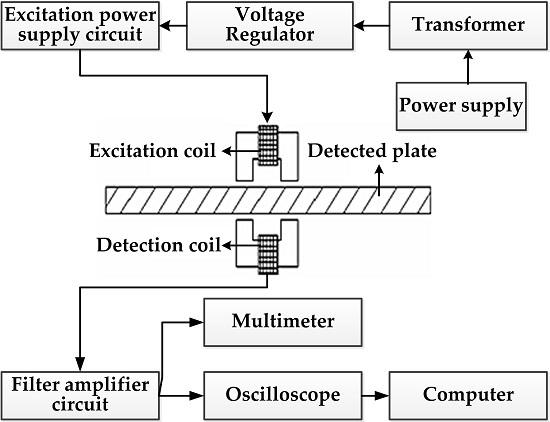
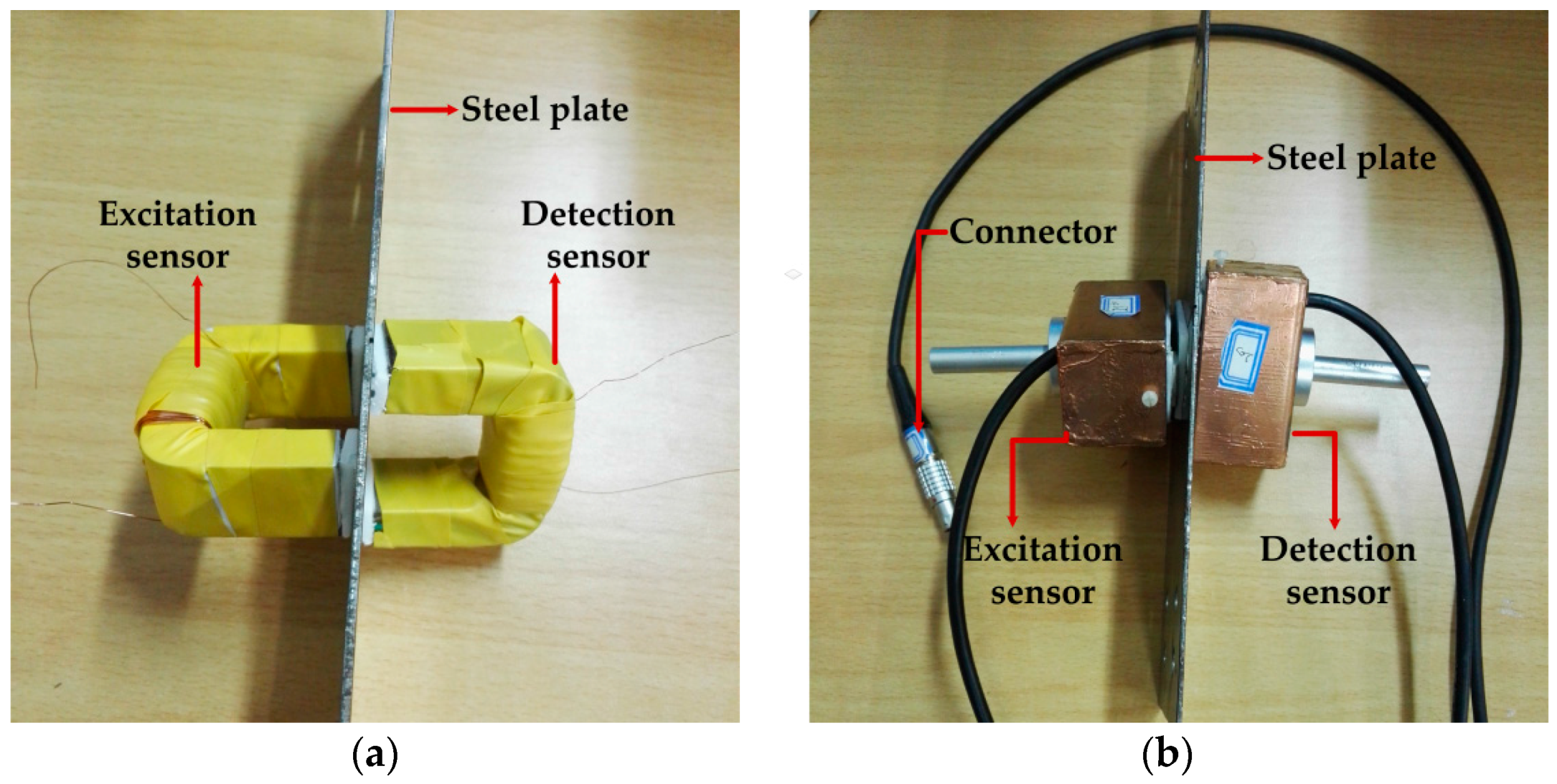
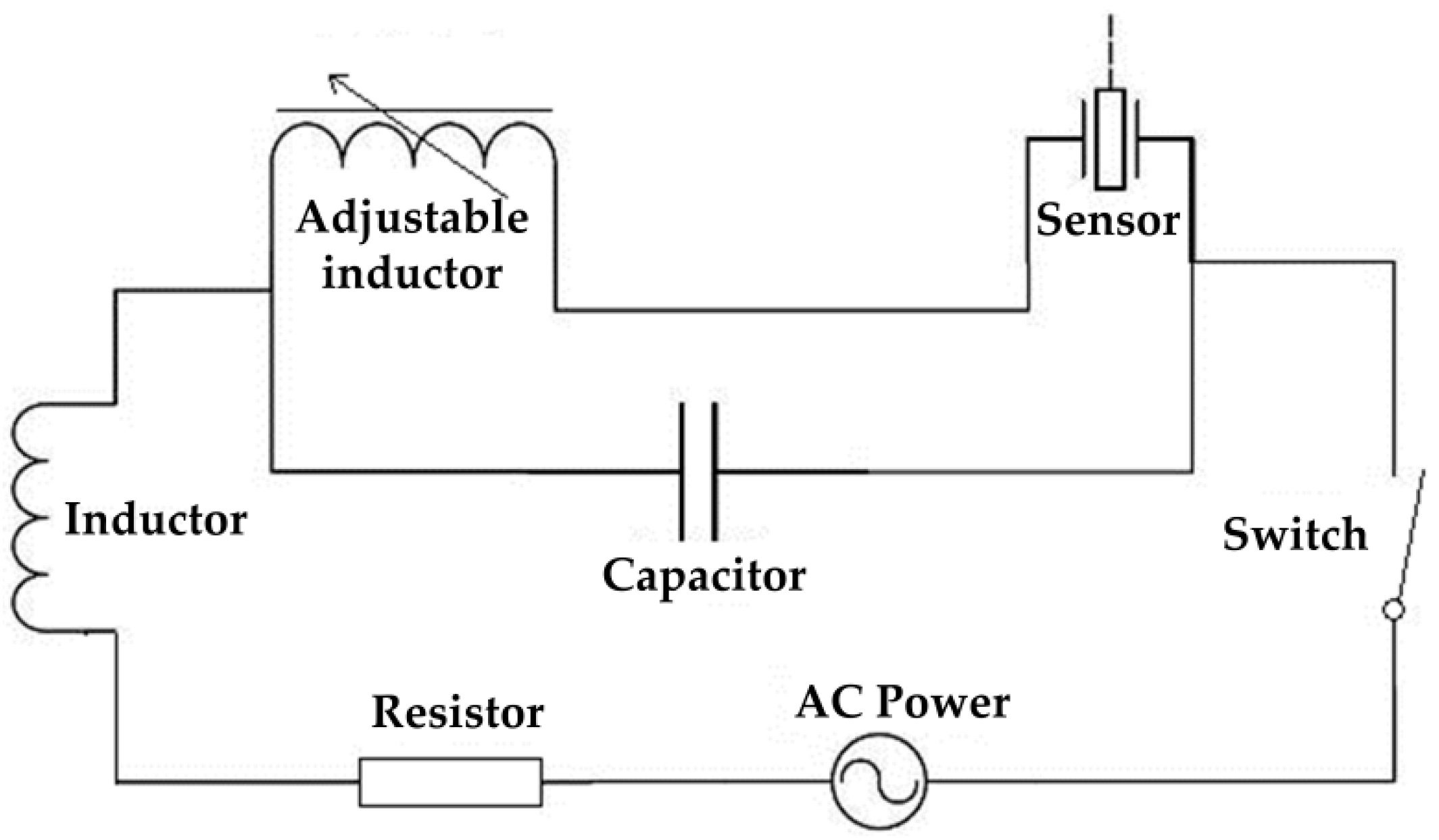
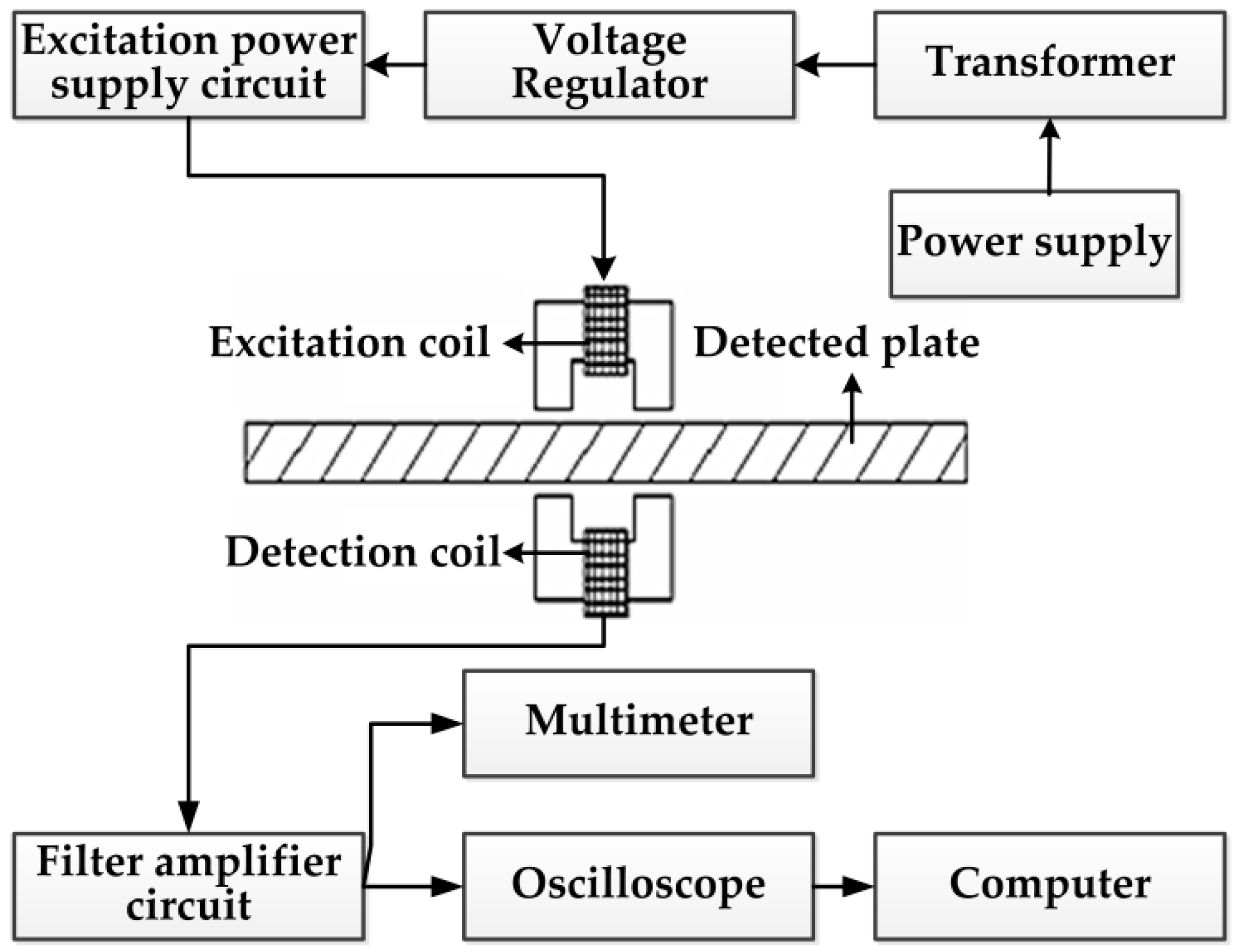
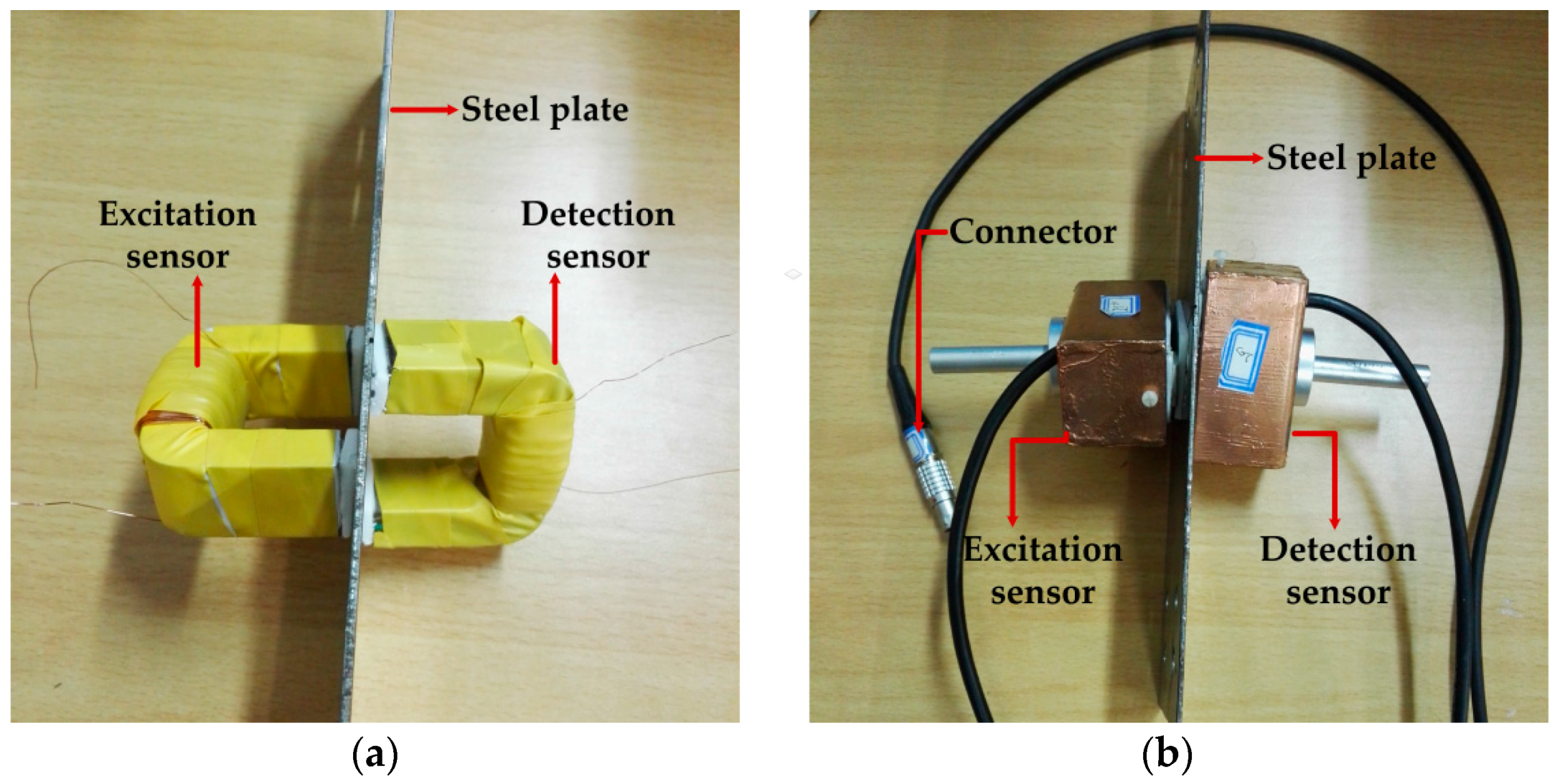
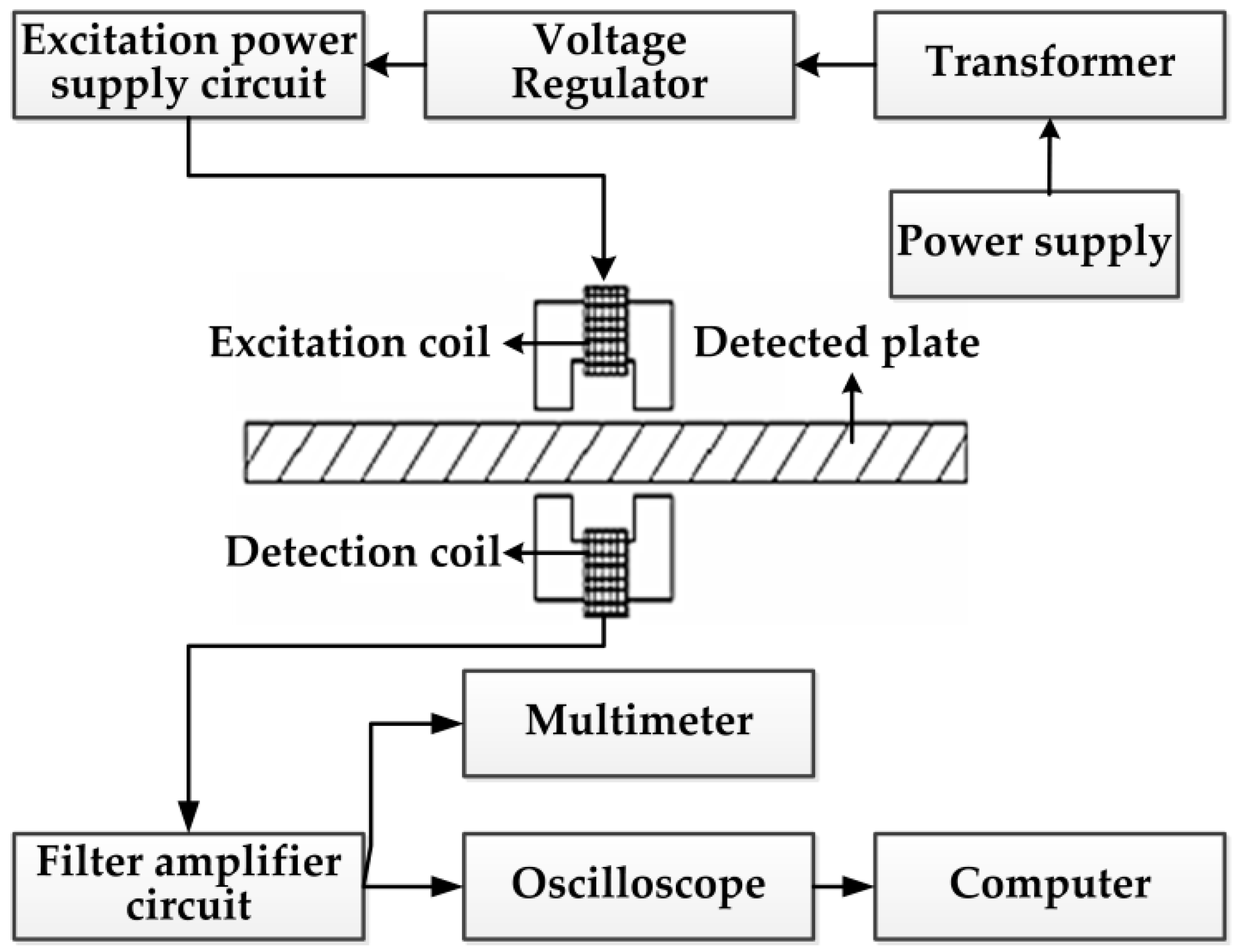
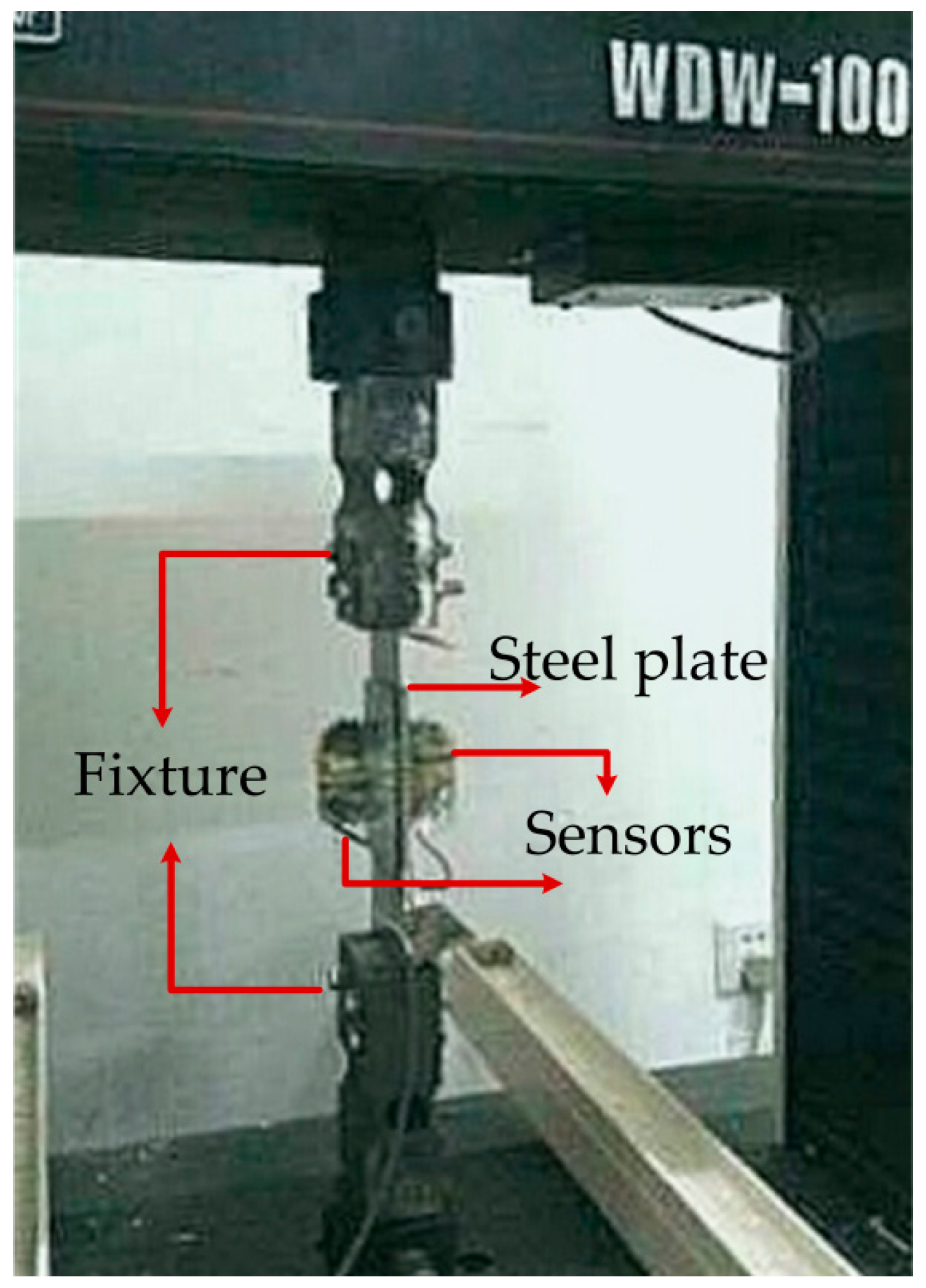
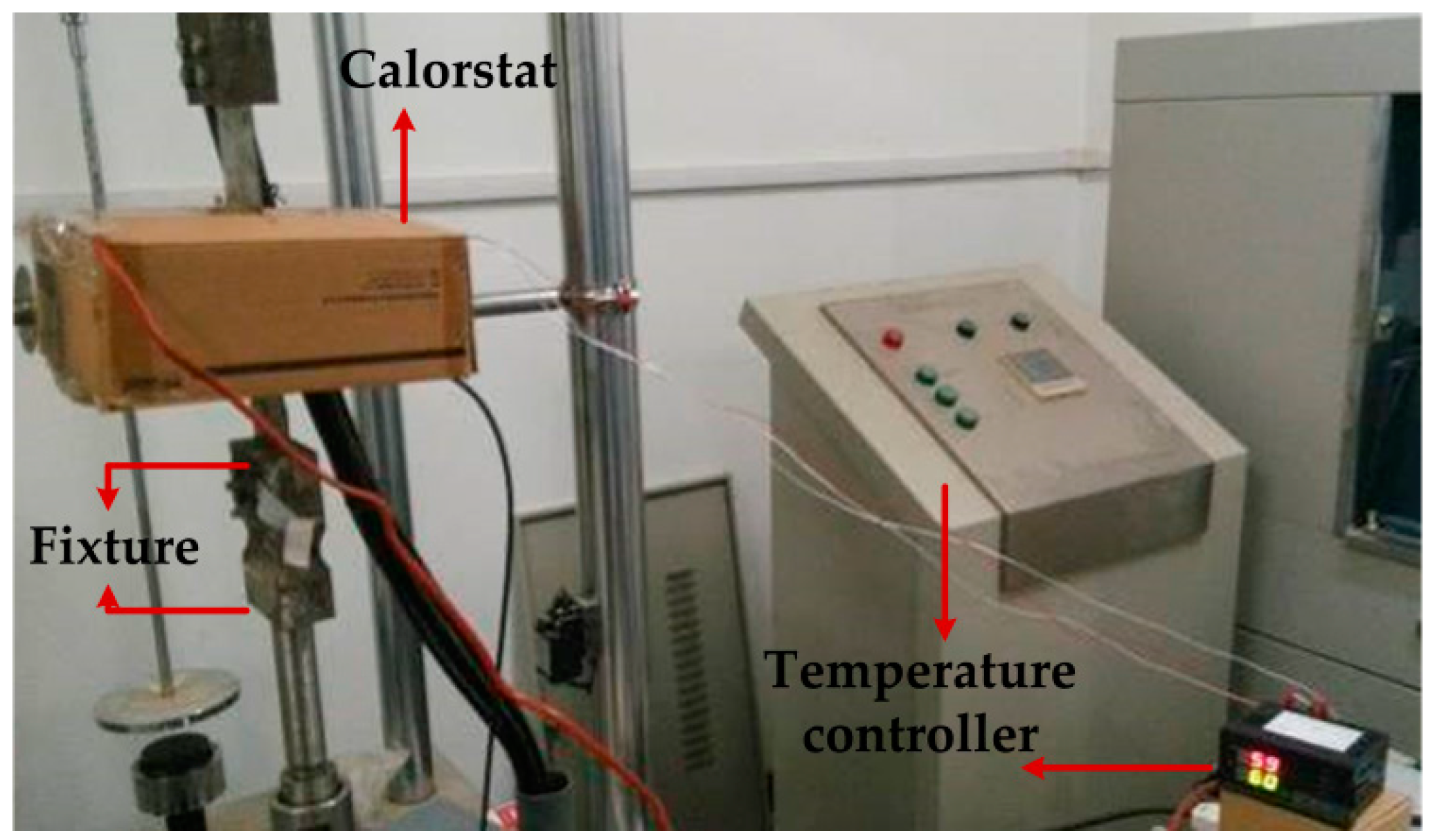
4. Brief Introduction of the Transmissive Stress Detection Experimental Device
5. The Experiment of External Factor’s Influences
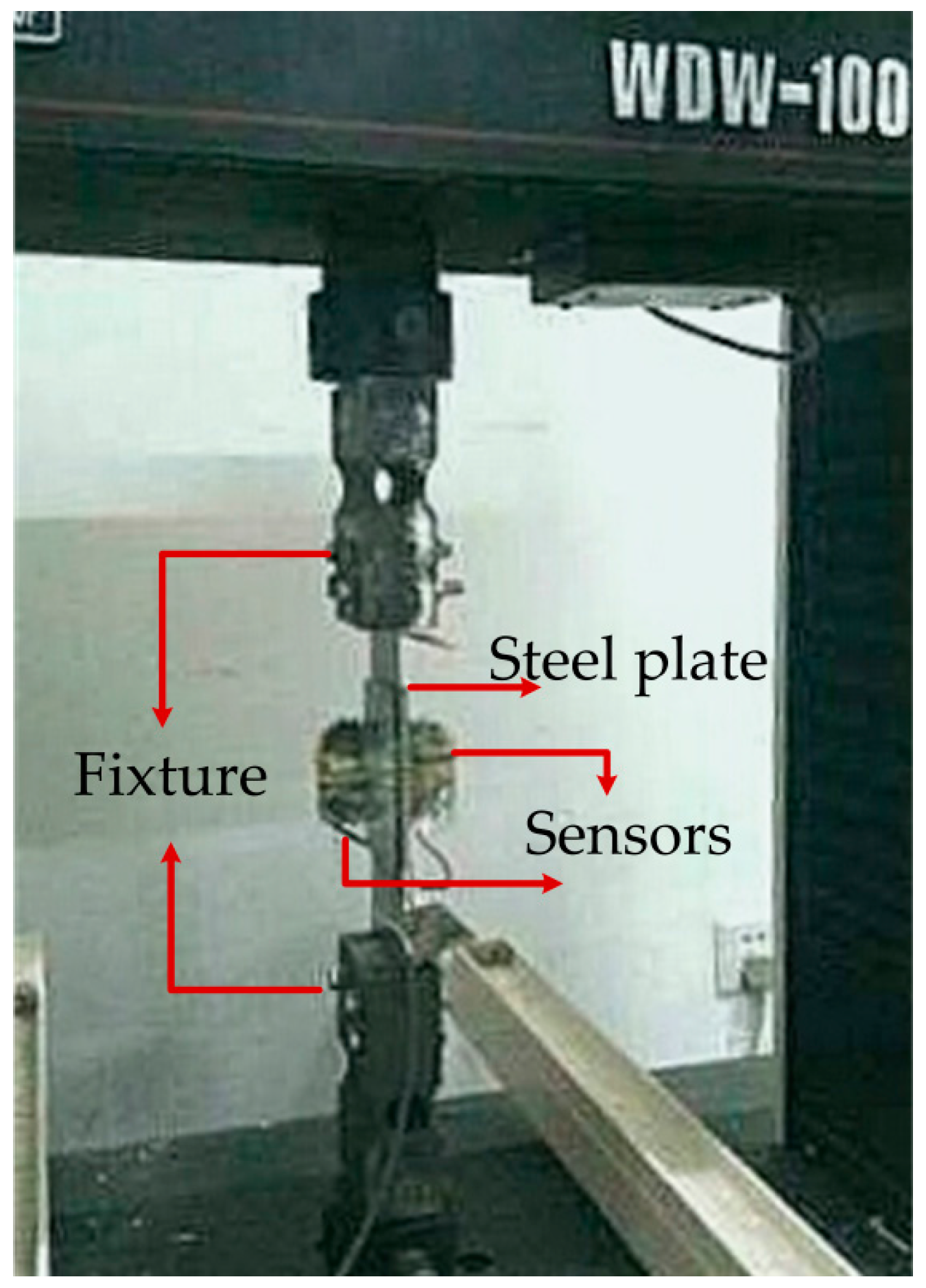
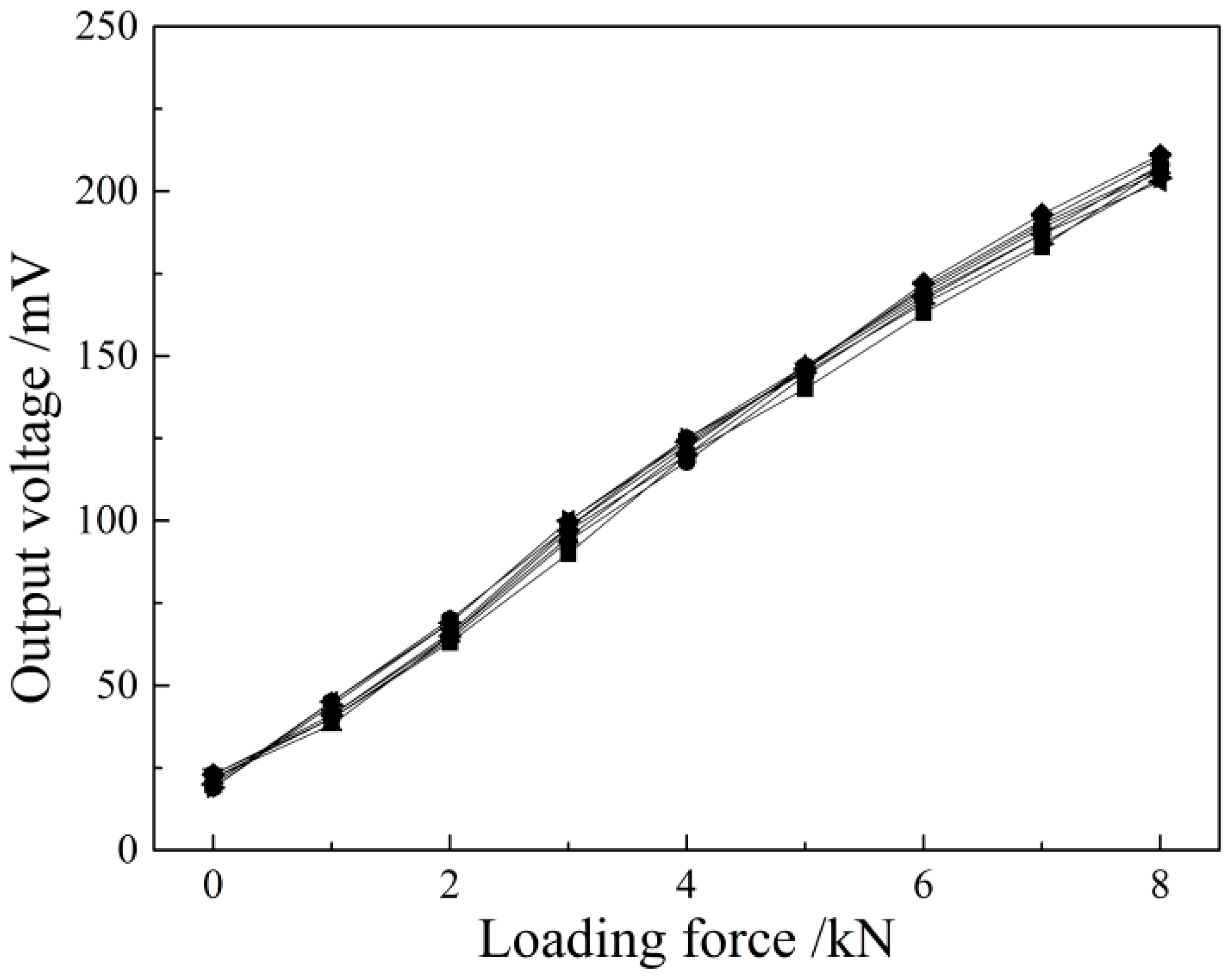
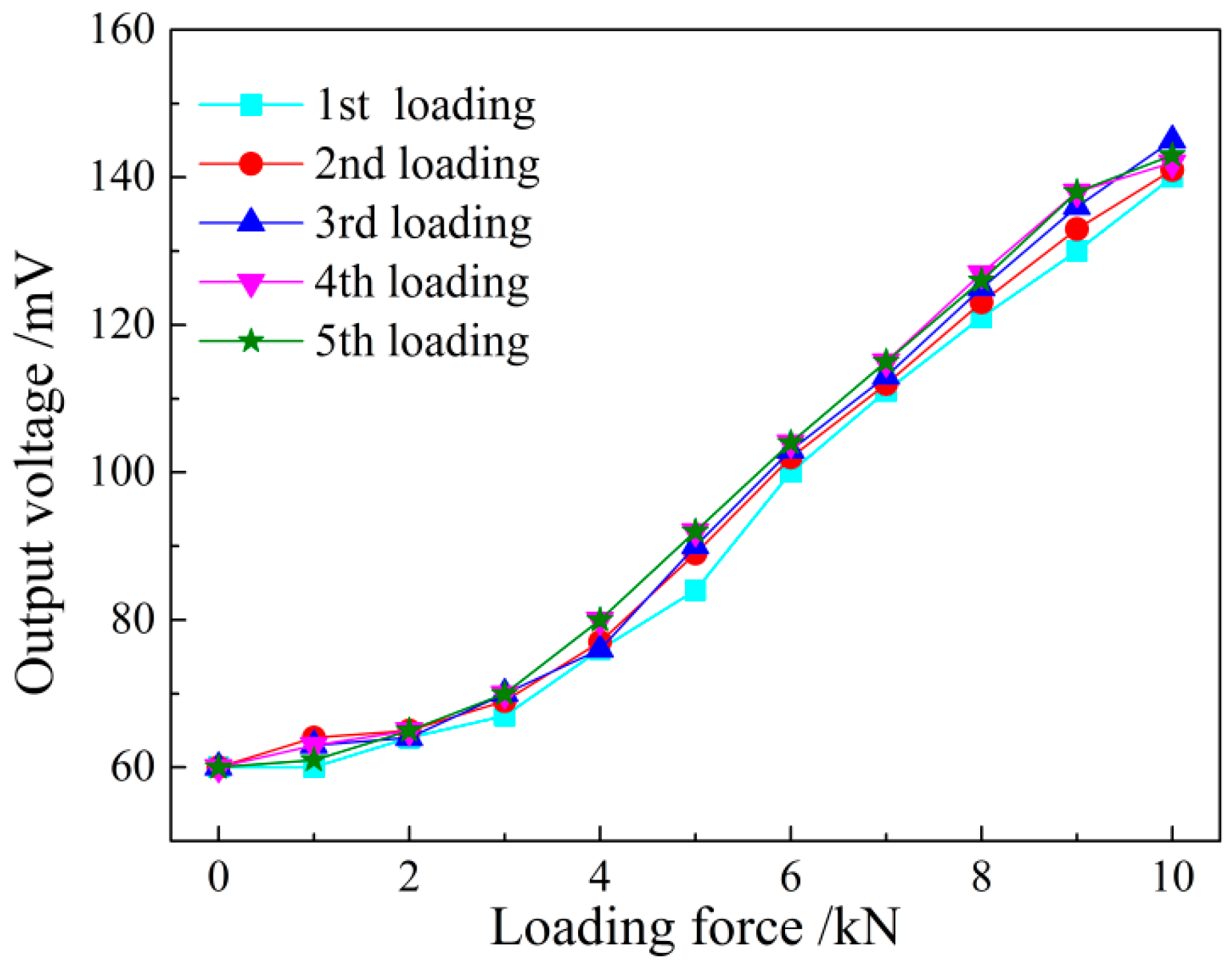
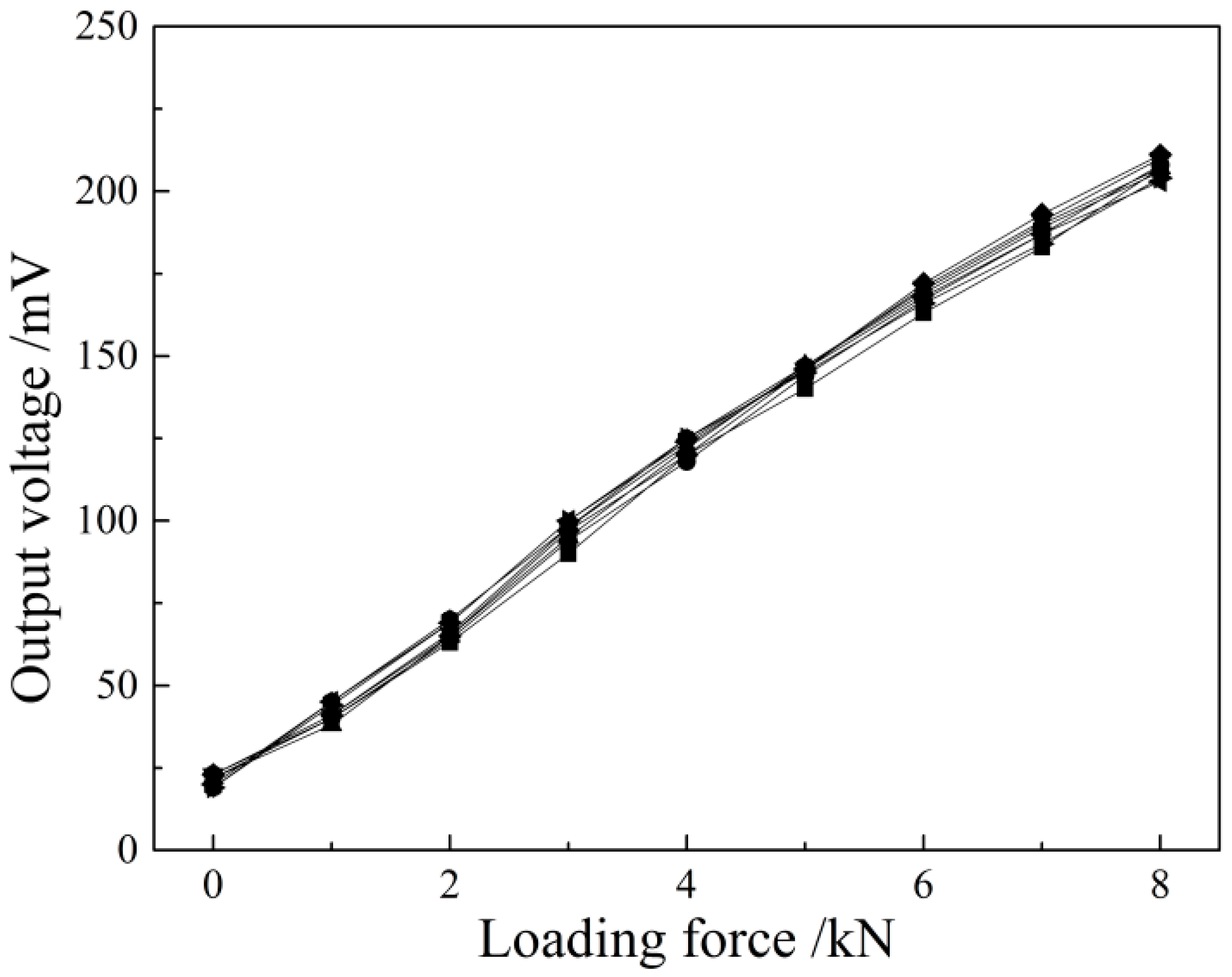
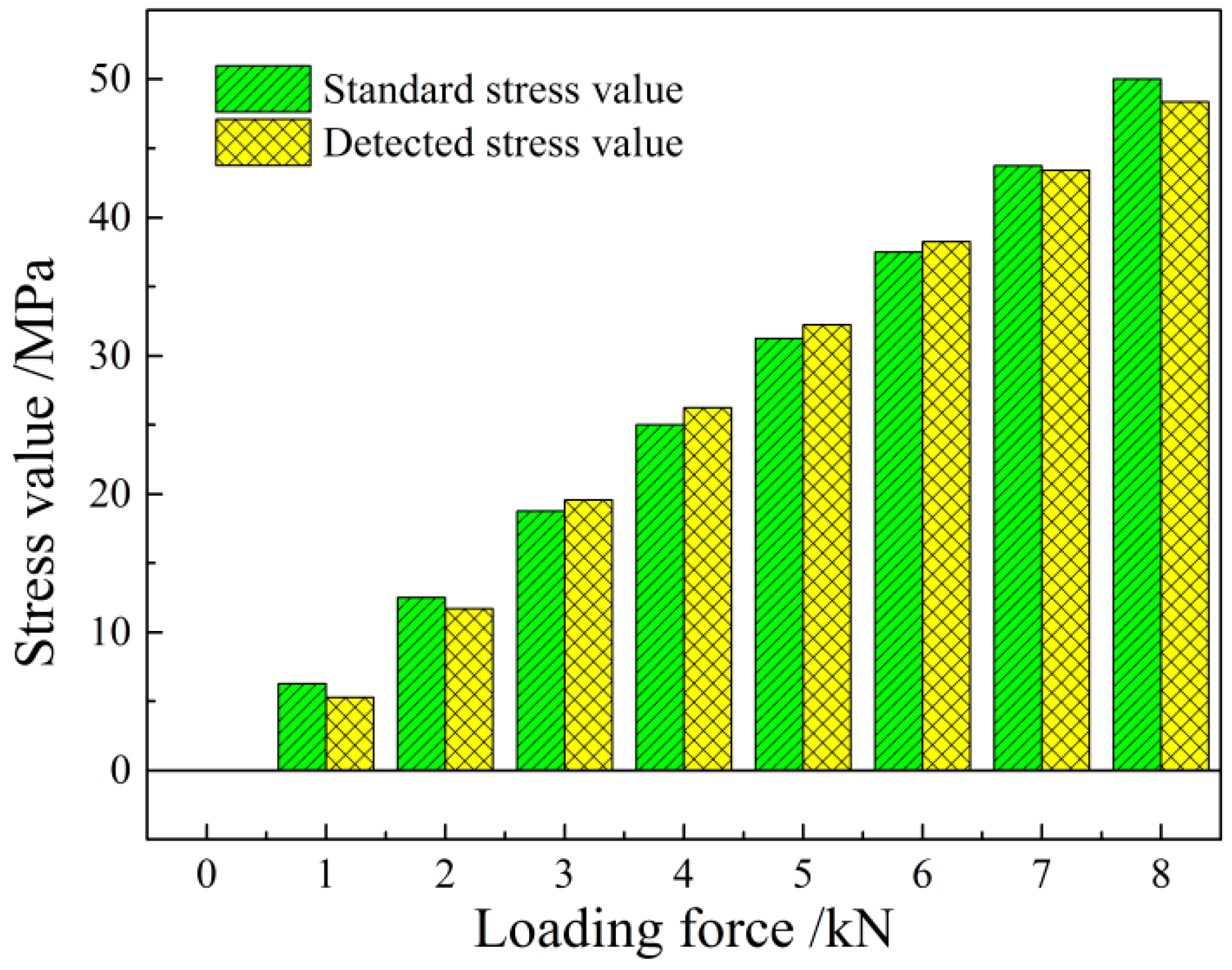
5.1. Repetitive Verification Experiment of the Detection System
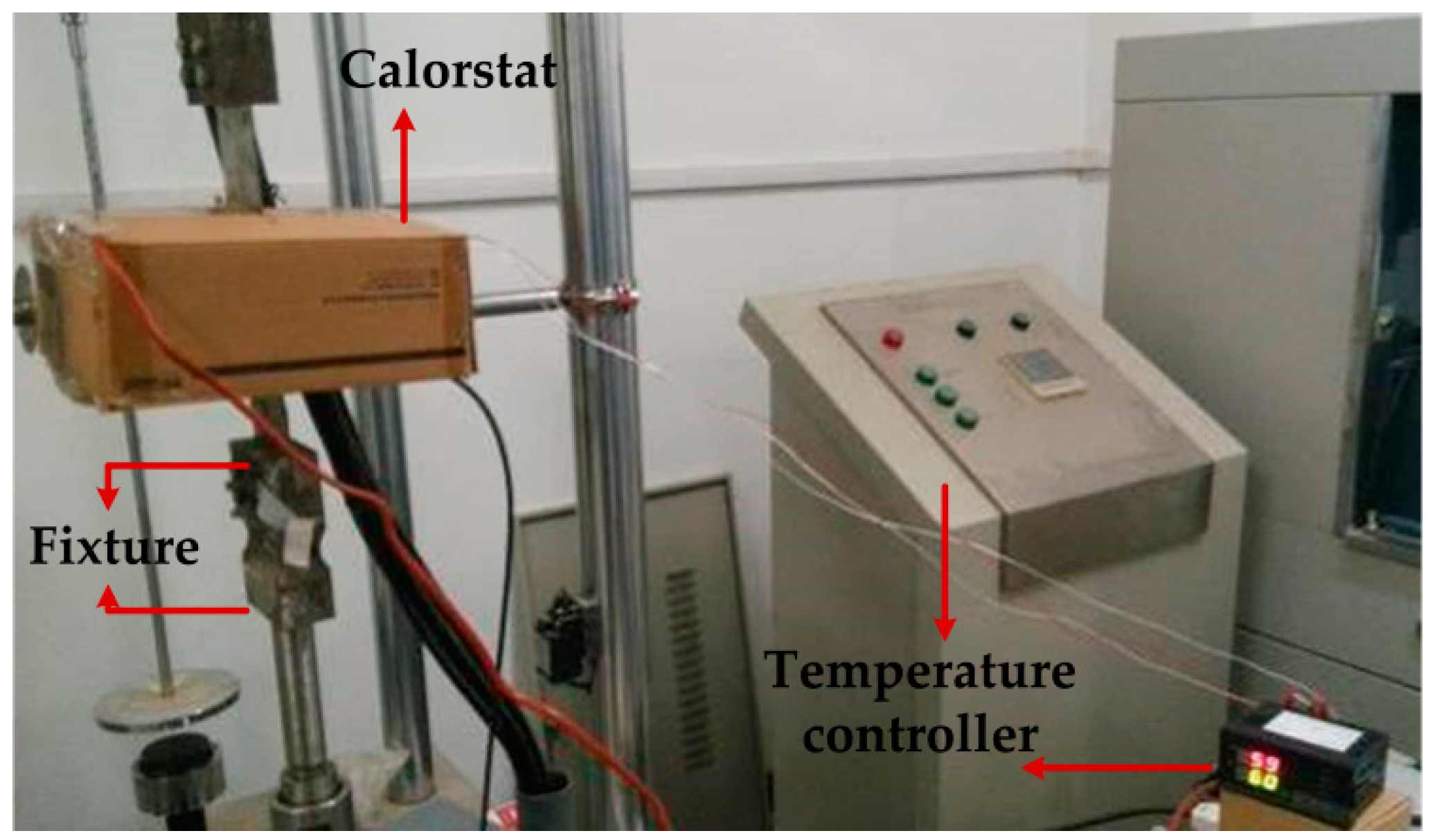
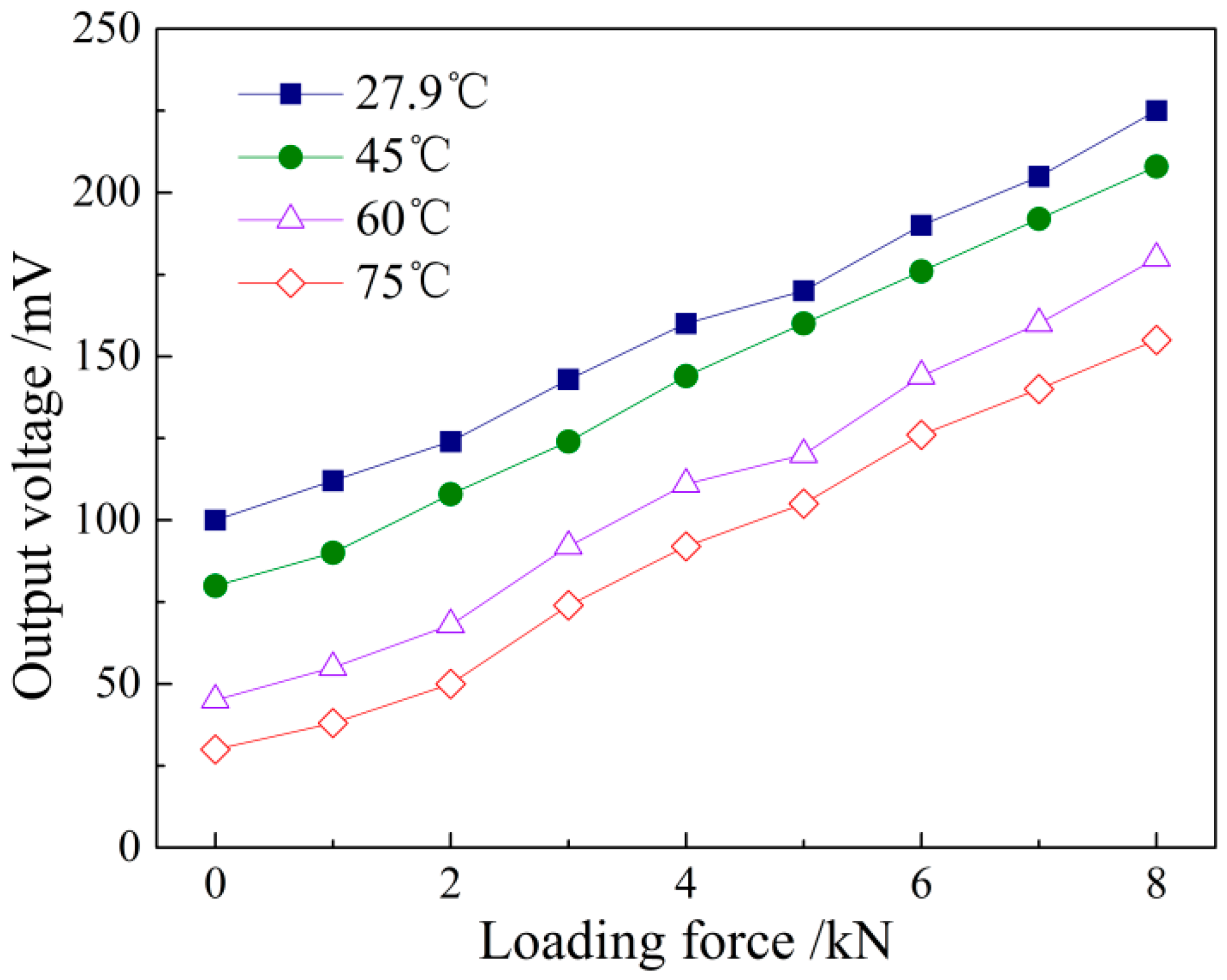
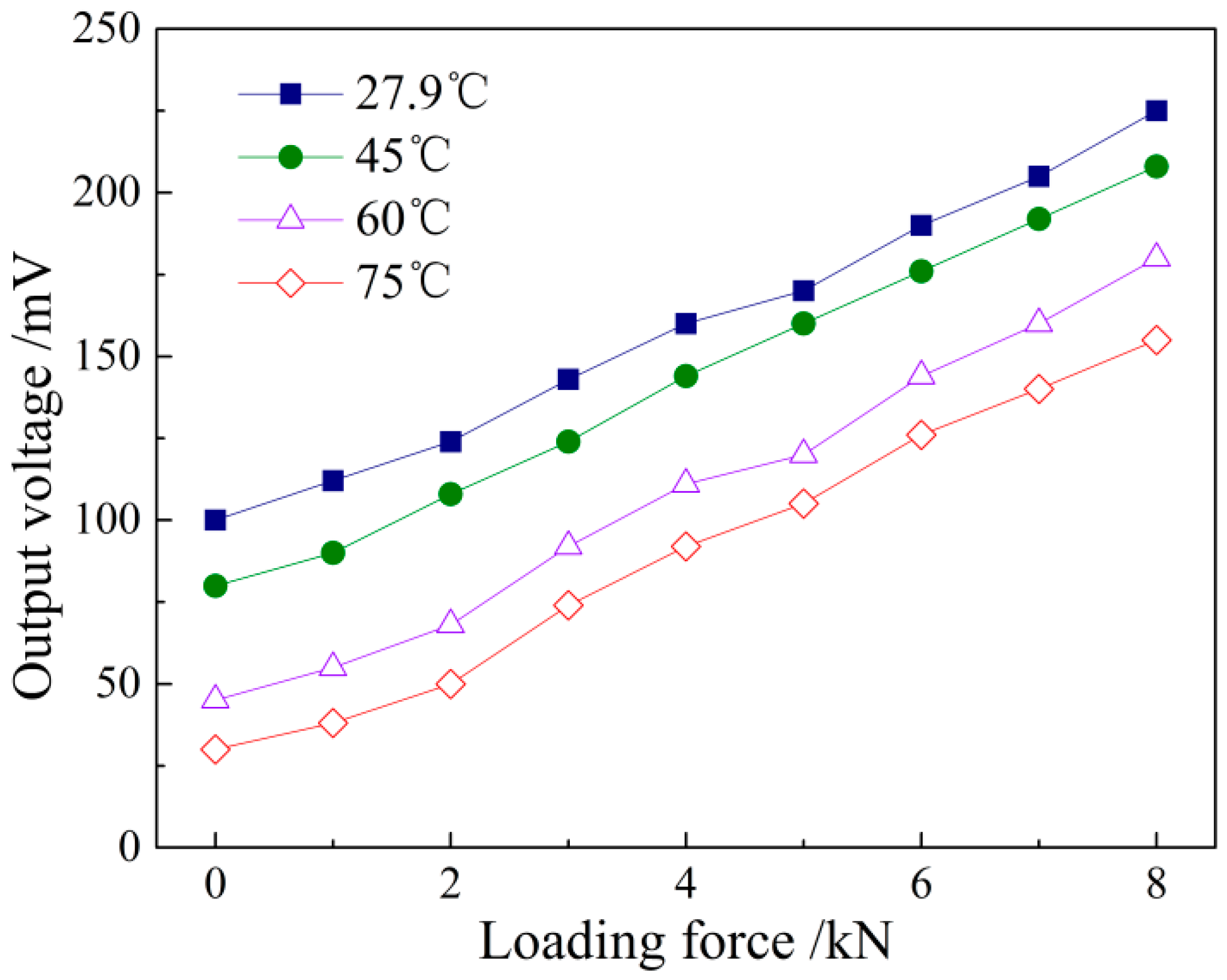
5.2. Temperature Influence Analysis of the Detection System
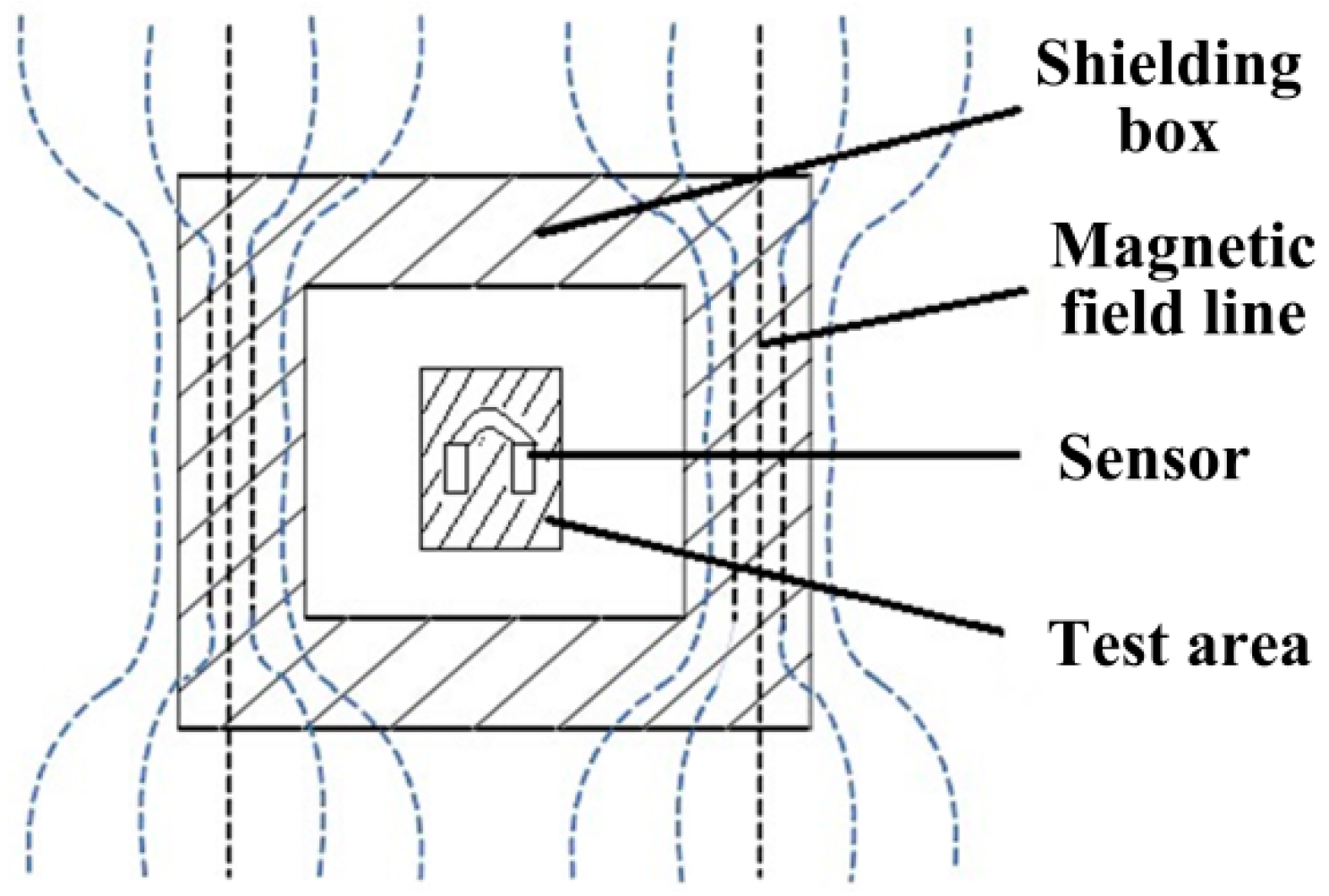
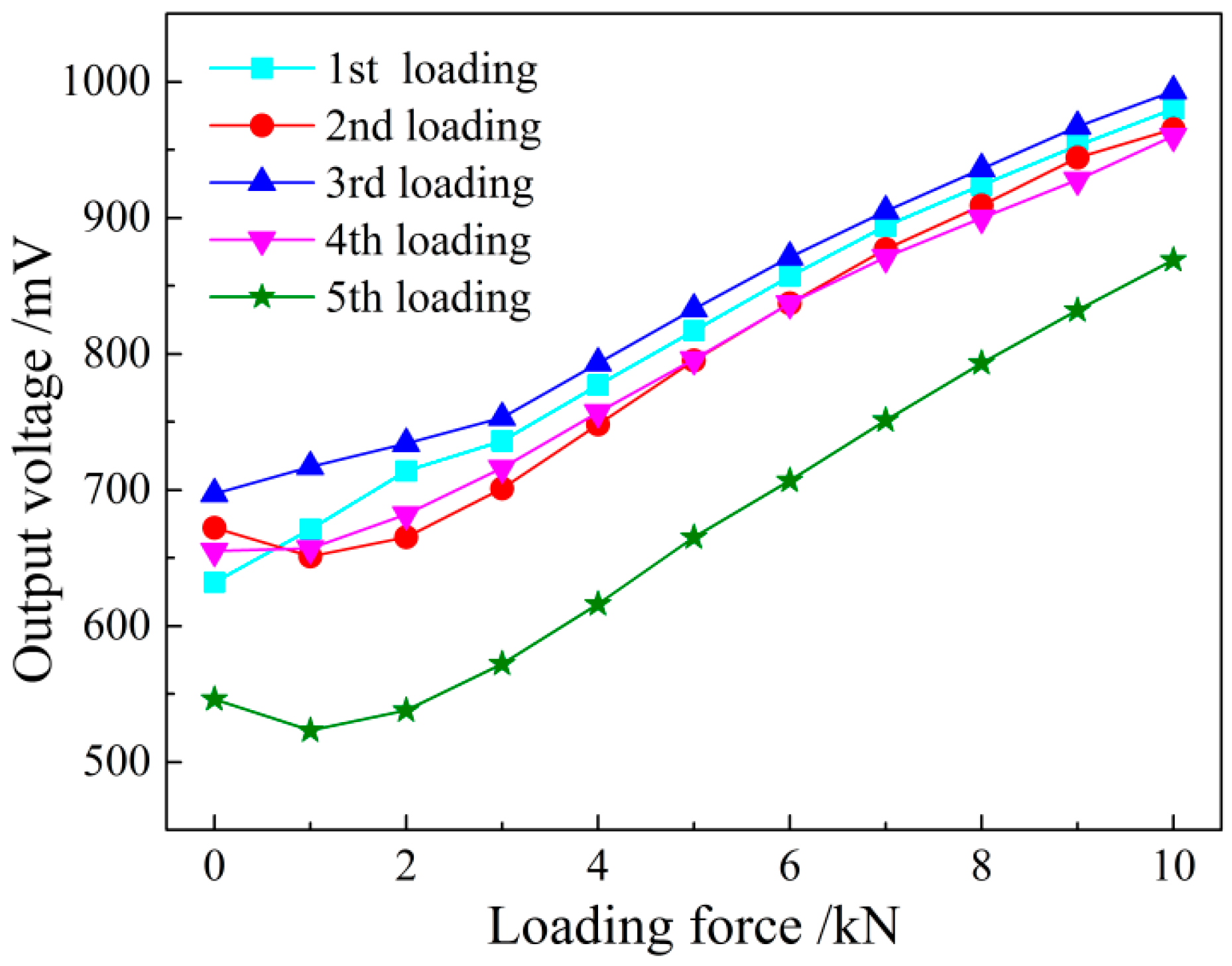
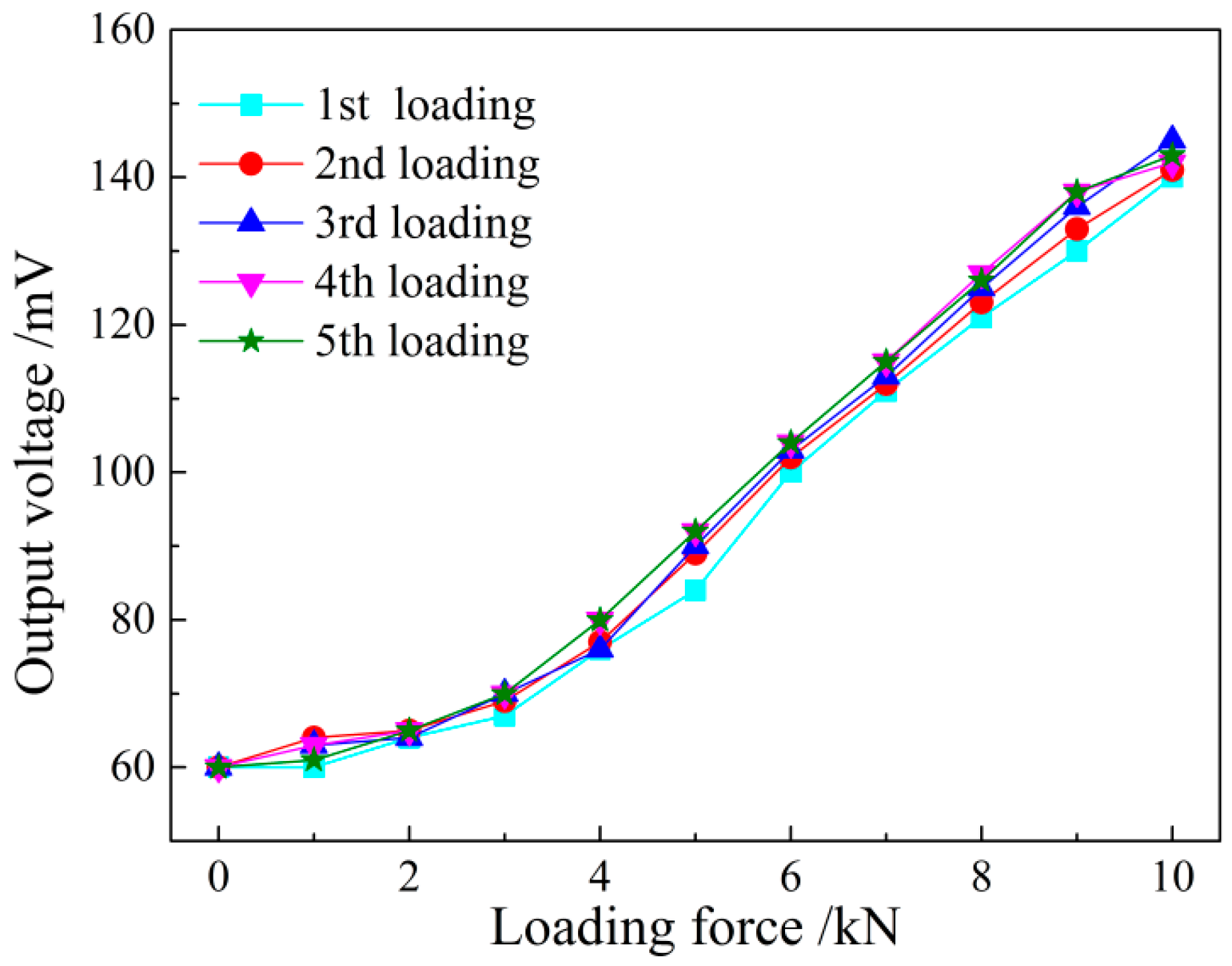
5.3. Magnetic Shielding Influence Analysis of the Detection System
6. Conclusions
- Using Faraday’s law of the electromagnetic induction and equivalent magnetic circuit theory, this paper establishes the theoretical model of the magnetoelastic effect-based transmissive stress detection and obtains the explicit expression of the output voltage and the stress: . When the material is at the reversible magnetization stage within the elastic deformation range, the output voltage will be linearly related to its loaded stress.
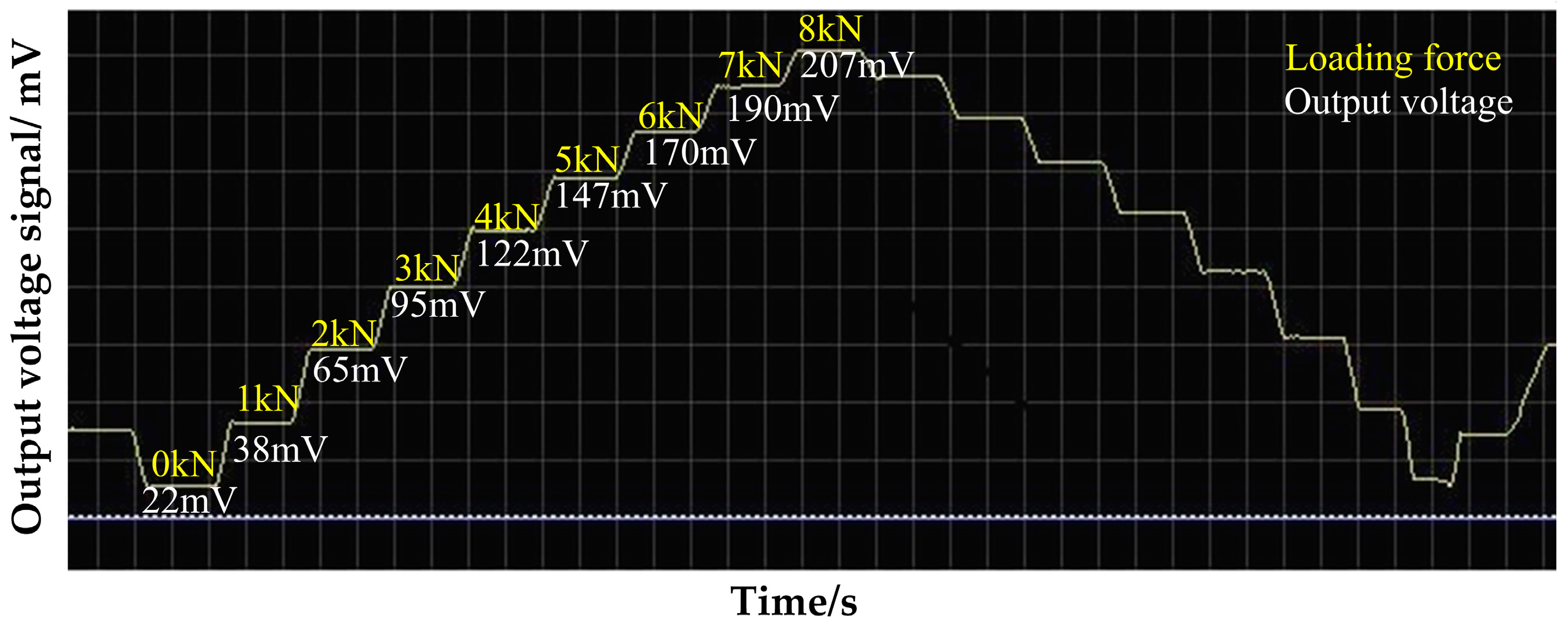
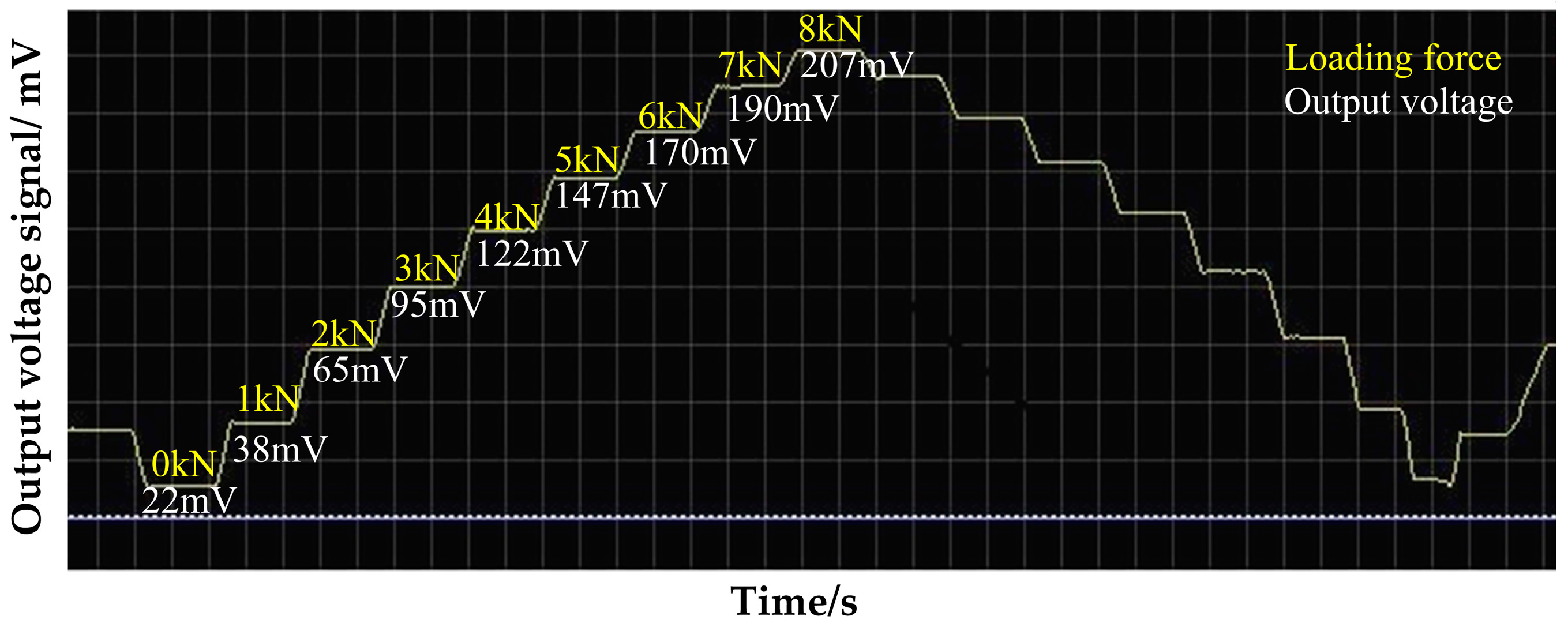
- The repeated experiment on Q235 steel under uniaxial tension shows that the detection voltage is linearly increased with the loaded stress, consistent with the theoretical prediction. The calibration experiment gives the stress-voltage relation , with the correlation coefficient R2 = 0.9965. The repeatability error of the detection device is 2.15%, satisfying the industrial demands.
- The external factors, including the environment temperature and surrounding magnetic field, disturb the stress detection. The temperature experiment shows that the detection voltage decreases with increasing the temperature in a certain range, while the detection sensitivity keeps unchanged. The temperature compensation formula is proposed to correct the initial voltage value. The magnetic field distribution experiment shows that the sensor is largely interfered by the surrounding magnetic field. The initial voltage value is instable in a high position state, producing a disunity of the stress-voltage curve. Then, a magnetic shielding scheme is designed that improves the repeatability of the detection results effectively.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Li, B.; Zhang, Q.; Zhang, X. Research on the effect of process parameters on the residual stress of strip after temper rolling. J. Plast. Eng. 2013, 20, 65–70. [Google Scholar]
- Manetti, M.; Morandini, M.; Mantegazza, P. High precision massive shape control of magnetically levitated adaptive mirrors. Control Eng. Pract. 2010, 18, 1386–1398. [Google Scholar] [CrossRef]
- Tran, D.C.; Tardif, N.; Limam, A. Experimental and numerical modeling of flatness defects in strip cold rolling. Int. J. Solids Struct. 2015, 69, 343–349. [Google Scholar] [CrossRef]
- Weisz-Patrault, D.; Maurin, L.; Legrand, N.; Salem, A.B.; Bengrir, A.A. Experimental evaluation of contact stress during cold rolling process with optical fiber Bragg gratings sensors measurements and fast inverse method. J. Mater. Process. Technol. 2015, 223, 105–123. [Google Scholar] [CrossRef] [Green Version]
- Liu, J.; Zhang, D.; Wang, J.; Wang, P. Deflection Compensation Model for Flatness Measuring Roll. J. Iron Steel Res. Int. 2010, 17, 35–37. [Google Scholar] [CrossRef]
- Liu, H.; Shan, X.; Jia, C. Theory-Intelligent Dynamic Matrix Model of Flatness Control for Cold Rolled Strips. J. Iron Steel Res. Int. 2013, 20, 1–7. [Google Scholar] [CrossRef]
- Vourna, P.; Ktena, A.; Tsakiridis, P.E.; Hristoforou, E. An accurate evaluation of the residual stress of welded electrical steels with magnetic Barkhausen noise. Measurement 2015, 71, 31–45. [Google Scholar] [CrossRef]
- Kypris, O.; Nlebedim, I.C.; Jiles, D.C. Measuring stress variation with depth using Barkhausen signals. J. Magn. Magn. Mater. 2016, 407, 377–395. [Google Scholar] [CrossRef]
- Roskosz, M.; Gawrilenko, P. Analysis of changes in residual magnetic field in loaded notched samples. NDT E Int. 2008, 41, 570–576. [Google Scholar] [CrossRef]
- Hu, B.; Yu, R.; Zou, H. Magnetic non-destructive testing method for thin-plate aluminum alloys. NDT E Int. 2012, 47, 66–69. [Google Scholar] [CrossRef]
- Yamada, H.; Uchiyama, S.; Takeuchi, K.; Wakiwaka, H.; Kishimoto, S.; Ito, M. Noncontact measurement of bending stress using a magnetic anisotropy sensor. IEEE Trans. Magn. 1987, 23, 2422–2424. [Google Scholar] [CrossRef]
- Sablik, M.J. Modeling the effects of biaxial stress on magnetic properties of steels with application to biaxial stress Nde. Nondestruct. Test. Eval. 1995, 12, 87–102. [Google Scholar] [CrossRef]
- Liu, H.; Dun, C.; Dou, L.; Yang, W. Theoretical analysis of magnetic sensor output voltage. J. Magn. Magn. Mater. 2011, 323, 1667–1670. [Google Scholar] [CrossRef]
- Zeng, J.; Su, L.; Xu, L.; Zhang, X.; Zhang, Q. Research on the Stress Measurement of Steel Plate Based on Inverse Magnetostrictive Effect. J. Mech. Eng. 2014, 50, 17–22. [Google Scholar] [CrossRef]
- Zeng, J.; Zhang, Q.; Miao, C.; Su, L.; Bi, J. Stress nondestructive testing of strip steel based on transmissive magnetoelastic effect. Chin. J. Eng. 2015, 37, 12–17. [Google Scholar]
- Kamra, A.; Bauer, G.E.W. Actuation, propagation, and detection of transverse magnetoelastic waves in ferromagnets. Solid State Commun. 2013, 198, 35–39. [Google Scholar] [CrossRef]
- Bozorth, R.D. Ferromagnetism; Van Nostrand Reinhold Company: New York, NY, USA, 1951; p. 610. [Google Scholar]
- Jiles, D.C. Theory of the magnetomechanical effect. J. Phys. D Appl. Phys. 1995, 28, 1537–1546. [Google Scholar] [CrossRef]
- Sablik, M.J.; Chen, Y.; Jiles, D.C. Modified law of approach for the magnetomechanical model. In Proceedings of the Review of Progress in Quantitative Nondestructive Evaluation, Montreal, QC, Canada, 25–30 July 1999.
- Maker, J.M.; Tanner, B.K. The effect of plastic deformation and residual stress on the permeability and magnetostriction of steels. J. Magn. Magn. Mater. 2000, 222, 291–304. [Google Scholar] [CrossRef]
- Kosel, J.; Mehnen, L.; Kaniusas, E.; Pfutzner, H.; Meydan, T.; Vazquez, M.; Rohn, M.; Merlo, A.M.; Marquardt, B. Theoretical investigation of magnetostrictive bilayers sensitive to bending or temperature changes. In Proceedings of the IEEE Sensors 2004, Vienna, Austria, 24–27 October 2004.
- Lei, L.; Yuan, C. Spin-wave theory applied to the low-temperature properties of the spin-1/2 ferromagnetic chain with the y-direction exchange anisotropy. Superlattices Microstruct. 2014, 73, 82–97. [Google Scholar]
- Olmos, A.M.; Primicia, J.A.; Marron, J.L.F. Influence of Shielding Arrangement on ECT Sensors. Sensors 2006, 6, 1118–1127. [Google Scholar] [CrossRef]

© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Q.; Su, Y.; Zhang, L.; Bi, J.; Luo, J. Magnetoelastic Effect-Based Transmissive Stress Detection for Steel Strips: Theory and Experiment. Sensors 2016, 16, 1382. https://doi.org/10.3390/s16091382
Zhang Q, Su Y, Zhang L, Bi J, Luo J. Magnetoelastic Effect-Based Transmissive Stress Detection for Steel Strips: Theory and Experiment. Sensors. 2016; 16(9):1382. https://doi.org/10.3390/s16091382
Chicago/Turabian StyleZhang, Qingdong, Yuanxiao Su, Liyuan Zhang, Jia Bi, and Jiang Luo. 2016. "Magnetoelastic Effect-Based Transmissive Stress Detection for Steel Strips: Theory and Experiment" Sensors 16, no. 9: 1382. https://doi.org/10.3390/s16091382