1. Introduction
Medical robots show a promising future in various health issues in the most recent decades. With recent developments in sensors and control theory, medical robots provide many inspiring solutions in the fields of: diagnosis, surgery, orthopedics, rehabilitation, prosthetics and exoskeletons,
etc. [
1,
2]. The force-torque (wrench) sensor is an essential component of these medical robot applications. MedRUE [
3], OTELO [
4] and Hippocrate [
5] robot systems were developed for the ultrasound scanning of vascular diseases. In all three robot systems, force-torque sensors are employed to maintain proper contact with the patient’s body during the examination. The Black Falcon system, which is a fundamental study for many other surgical robot systems, allows the surgeon to feel the interaction with tissue and thereafter improve the surgical performance. The Da Vinci system is a popular surgery robot widely used in hospitals [
6]. The adoption of force-torque sensors in Da Vinci system has been studied in depth [
7]. The Robodoc assistant system is a medical orthopedic robot for use during total knee replacement, and it achieves results that are comparable to technician performance [
8]. The force-torque sensors are used in Robodoc for both control and safety reasons.
Medical robots have also contributed to the field of rehabilitation. The InMotion ARM, which is based on the MIT-Manus project, is an interactive robotic system for upper-extremity rehabilitation therapy [
9,
10], and the robotic stepper is a device, developed by the National Aeronautics and Space Administration (NASA), to help patients with lower-extremity rehabilitation [
11]. Force-torque sensors are employed in these rehabilitation robots to measure the strength and the capability of the patient. Medical robots have also been developed as substitutes for malfunctioning parts of the human body. The I-limb ultrasound system and the ReWalk system are exoskeleton robots for hand prosthetics and leg prosthetics, respectively [
12,
13]. Force-torque sensors are used in the prosthetic and exoskeleton robots to control the joints and to evaluate the power of the limb movements.
Medical robots often need to be accurate, not just repeatable, which means that they must be calibrated. Most robot calibration approaches are based on minimizing the pose residual, which involves external measurement devices such as a coordinate measurement machine (CMM) [
14,
15], laser tracker [
16,
17,
18], measurement articulated arm [
14], ball-bar [
19,
20], or a high-accuracy touch probe [
21,
22]. However, these measurement devices tend to be expensive, and they are not readily available. Furthermore, even though other studies have developed low-cost calibration methods, such as in [
19,
20], they still require the use of external measurement devices.
Other robotic applications are dedicated to measuring and/or reproducing human movements, such as [
23], which presents a methodology to accurately record human finger postures during grasping. In this work, human finger postures are measured during grasping. As with the aforementioned works, measurements are taken with external measurement devices: an optical tracking of markers that are attached to the skin of the hand, and tracked using stereo-cameras. The considered kinematic parameters in this work are geometric static parameters, and parameters controlling the location of the bones and the joint markers. These parameters are identified by using a constrained least-squares minimization. The minimization problem is solved by employing a primal-dual interior point. It minimizes the residuals of the coordinates of measured markers and the corresponding estimated coordinates, which are a function of the static parameters and joint angle values.
Force-torque sensors are already used in many medical robot systems, so it makes sense to use these sensors, rather than external coordinate measurement equipment, for calibrating the robots (
i.e., improving the robot positioning accuracy). Yet, to the best of our knowledge, no such calibration methods have been proposed in the literature. In previous work, other measurement approaches were used, such as Cartesian coordinates [
14,
15,
16,
17,
18], or distance measurements [
19,
20]. The novelty of our work is the use of a force-torque sensor to improve the positioning accuracy of a medical robot (MedRUE). The robot parameters are identified by minimizing the force and torque residuals, instead of minimizing the residuals of the end-effector position and/or orientation, as done in conventional approaches [
14,
15,
16,
17,
18,
19,
20]. The sensor we used is the embedded force-torque sensor, located between the flange and the tool. Thus, our calibration approach can be considered as a self-calibration method.
The proposed approach could be used for any other medical or industrial robot. Industrial robots are not always equipped with force-torque sensors. However, such sensors are readily available in the market and can be easily installed. Indeed, industrial serial robots are increasingly using these sensors for programming purposes: the force-torque sensors are installed in order to move manually the robot end-effector, during the online programming (also called lead-through programming).
In the identification process proposed in this paper, the data are collected by the robot’s force-torque sensor. The process of identifying the parameters is based on minimizing the residual of the force and torque at the robot’s end-effector. The accurate identification of the robot’s parameters leads to improved position accuracy. Our approach is validated through a simulation, in which the position accuracy is evaluated before and after calibration.
This paper is organized as follows. The next section describes the force and torque forward kinematic equations, followed by a description of the calibration approach. We then present our simulation study, followed by a results analysis. Finally, we discuss our conclusions and suggestions for further work in the last section of the paper.
4. Calibration Process
Our calibration process is explained in detail in
Section 4.1,
Section 4.2 and
Section 4.3. Its main steps are presented in what follows:
Develop the calibration model: the forward kinematics, presented in
Section 2.2.
Create a pool
Ω of 40,000 configurations uniformly distributed inside the whole robot workspace. Create a set
Ωt of 336 configurations uniformly distributed inside the target workspace (see
Section 4.3). We note that the configurations of the set
Ωt are different from these of
Ω.
Select 100 configurations to be used in the identification process. These configurations are chosen through an observability analysis, as explained in
Section 4.1.
Take the force and torque measurements, for all robot configurations (
Ωt and
Ω). Measurements are done by using the robot force-torque sensor. We note that in this paper all measurements are generated by simulation, as explained in
Section 4.3 and
Section 5.
Identify the robot parameter values by using the calibration configurations selected in step 3; the identification approach is presented in details in
Section 4.2.
Evaluate the accuracy after calibration, as explained in
Section 5.
4.1. Selection of Calibration Configurations
After creating the calibration model, and generating a pool
Ω of 40,000 configurations uniformly distributed inside the whole robot workspace, a set of 100 calibration configurations is selected among
Ω. This is done by using an approach commonly called
observability analysis. This analysis is used to obtain the optimal set of the calibration configurations, and is based on the singular value decomposition (SVD) of the
identification Jacobian matrix J. The matrix
J is composed of the derivatives of the end-effector force and torque vector (Equation (17)), with respect to all of the robot independent parameters. The Jacobian matrix is also used in the linearization of the force and torque equations (Equation (17)), around the calibration configurations (
i.e., Taylor approximation). This linearization allows identifying the parameter values, as explained in
Section 4.2. The nominal values of the robot’s independent parameters are represented by the vector
pnom. The matrix
J is calculated as follows, for
i = 1…
n.
where J
i is the 6 ×
m Jacobian matrix at the
ith calibration configuration,
n is the number of calibration configurations, and
m is the number of considered parameters (not all of which are necessarily identifiable). In our case,
n = 100 and
m = 49.
The matrix
J is also used to find the non-identifiable parameters. The rank
rJ of the Jacobian
J represents the number of identifiable parameters. If
rJ <
m, then
m −
rJ parameters are non-identifiable; the corresponding columns should be removed from
J. This procedure is carried out using an algorithm that is based on the approach proposed in [
21]. The stop criteria is when
m becomes equal to
rJ. The algorithm proceeds as follows:
Remove all zero columns from J. The corresponding parameters have no impact on the calibration model.
Calculate the condition number, cJ, of J. The condition number is used to evaluate how good is the matrix J for the parameter identification. With a bad condition number (high value), the solutions are unstable with respect to small changes in measurement errors. Therefore, to have a robust identification system, the condition number should be as small as possible.
Remove, one at a time, the column related to each parameter from J, and calculate both the new rank and condition number ( and ) for the new Jacobian matrix J*. The column that, if eliminated, results in the maximum reduction of the condition number and gives the same rank ( = rJ), is definitively removed (i.e., the corresponding parameter will be not subject to the identification process).
Replace J with J*, and repeat the process from step (2).
As a result, of the 49 parameters considered in our calibration model, 22 are non-identifiable and are indicated by the symbol ‘*’ in
Table 1.
The fact that some parameters are non-identifiable is mainly due to redundancy, or the fact that they have no impact on the force and torque equations that represent the calibration model.
The parameter identification is achieved by minimizing the residual of the end-effector force and torque, which are measured by the robot’s force sensor (
Figure 3); no external measurement device is required. Further, only the gravity effect of the end-effector is used to apply forces to the robot’s end-effector. Therefore, to change the applied force on the end-effector, it is necessary to change its orientation.
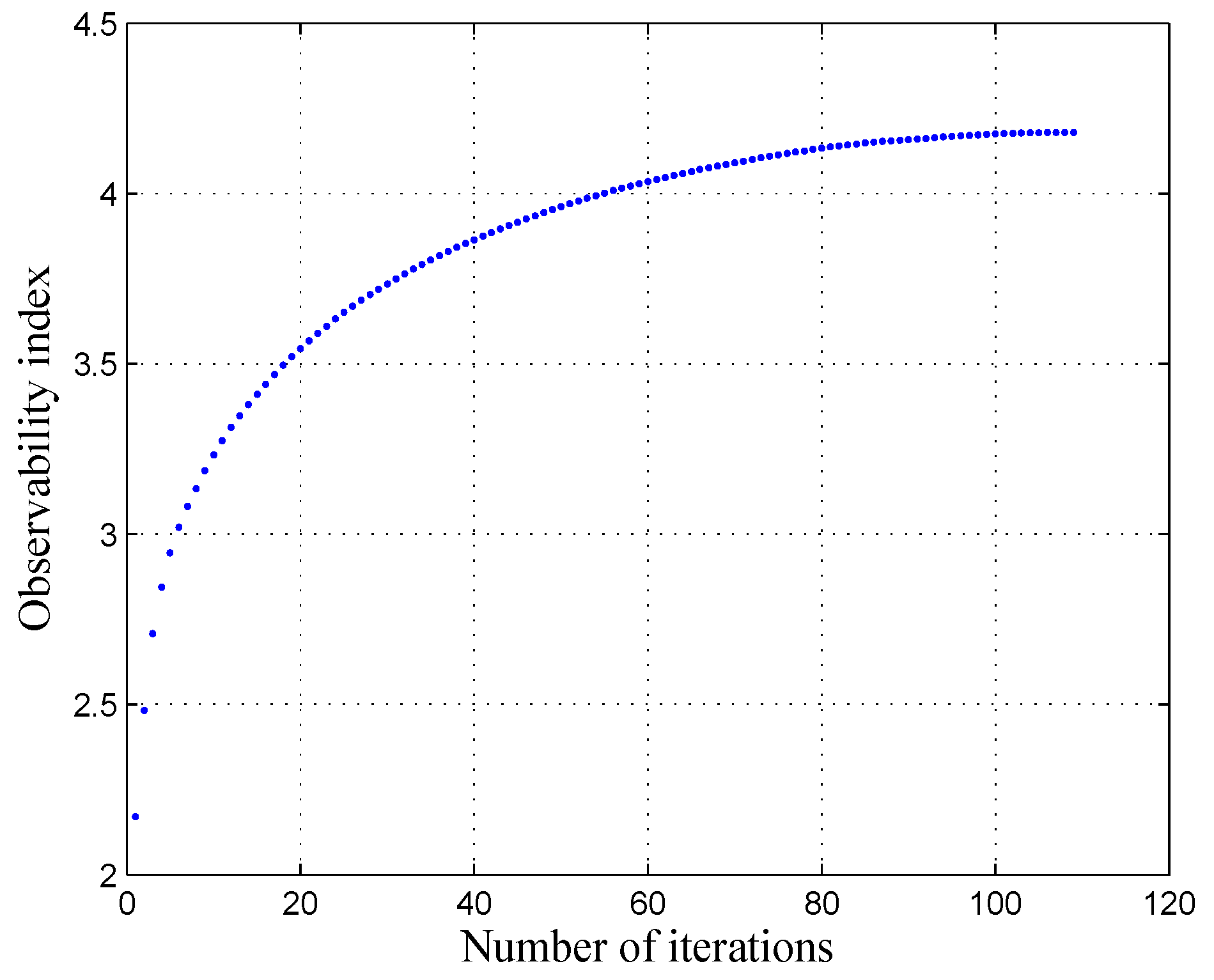
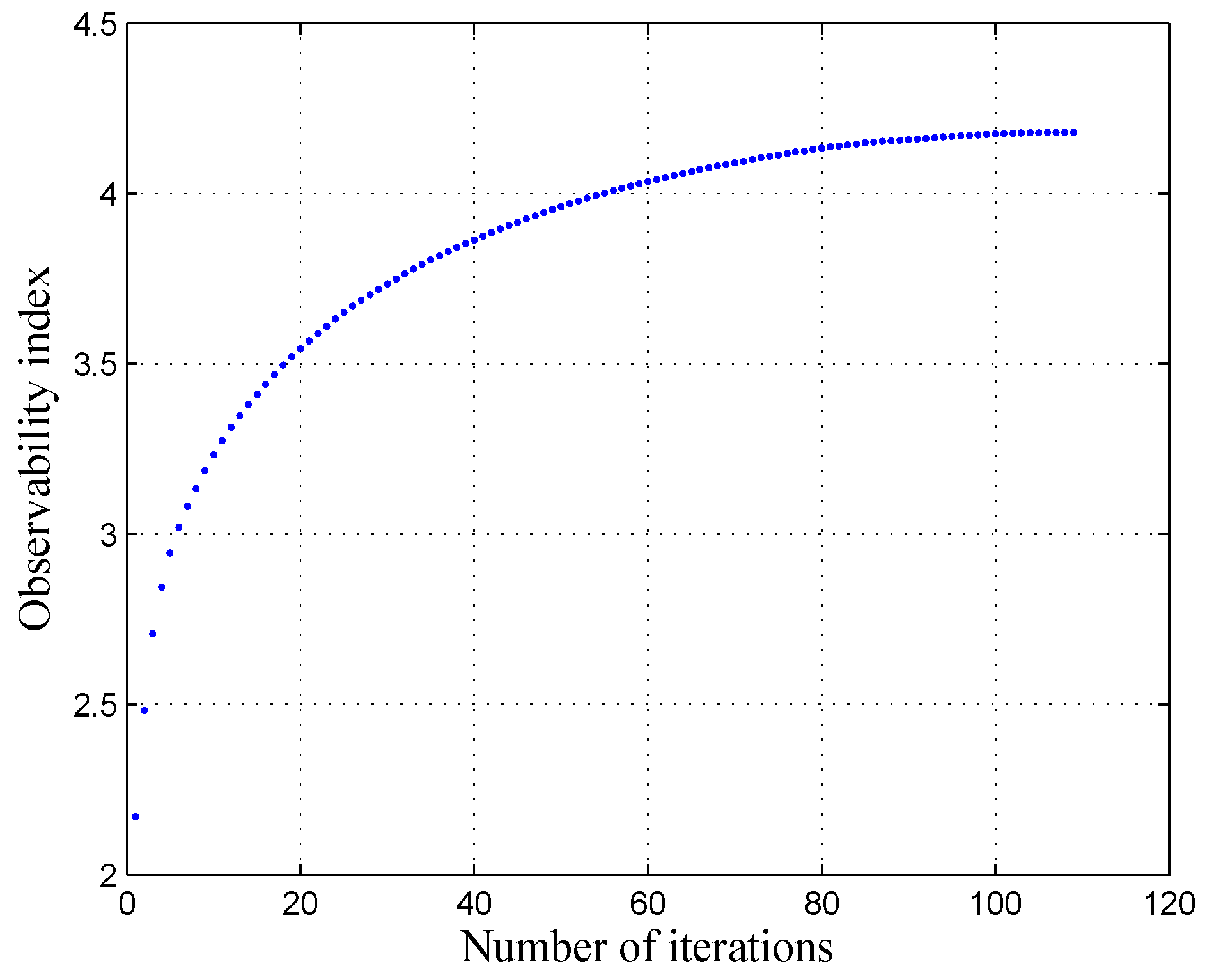
In our identification process, 100 calibration configurations are selected from among the 40,000 configurations. The remaining 39,900 configurations are used for validation purpose. The 40,000 configurations are uniformly distributed on three layers, within the entire robot workspace. Note that several orientations are generated for each position. The calibration configurations are selected using an observability analysis, which allows us to identify the most appropriate configurations and thus identify the most effective parameters. This analysis is based on using the first observability index, denoted by
O1 and calculated by using the singular value of the Jacobian identification matrix (
i.e., the sensitivity matrix). The procedure of selecting the calibration configurations is based on the DETMAX algorithm, which was initially proposed in [
24].
According to [
25,
26], the index
O1 seems to be the most appropriate index for the kinematic calibration. This was also confirmed by our simulation, through a comparison of the five observability indices that were presented in the literature and thoroughly detailed in [
26]. The convergence of
O1 is represented in
Figure 4, and is calculated as follows:
where
n is the number of calibration configurations,
σ1 …
σm are the singular values of the Jacobian identification matrix for the
m = 29 identifiable parameters.
4.2. Parameter Identification Process
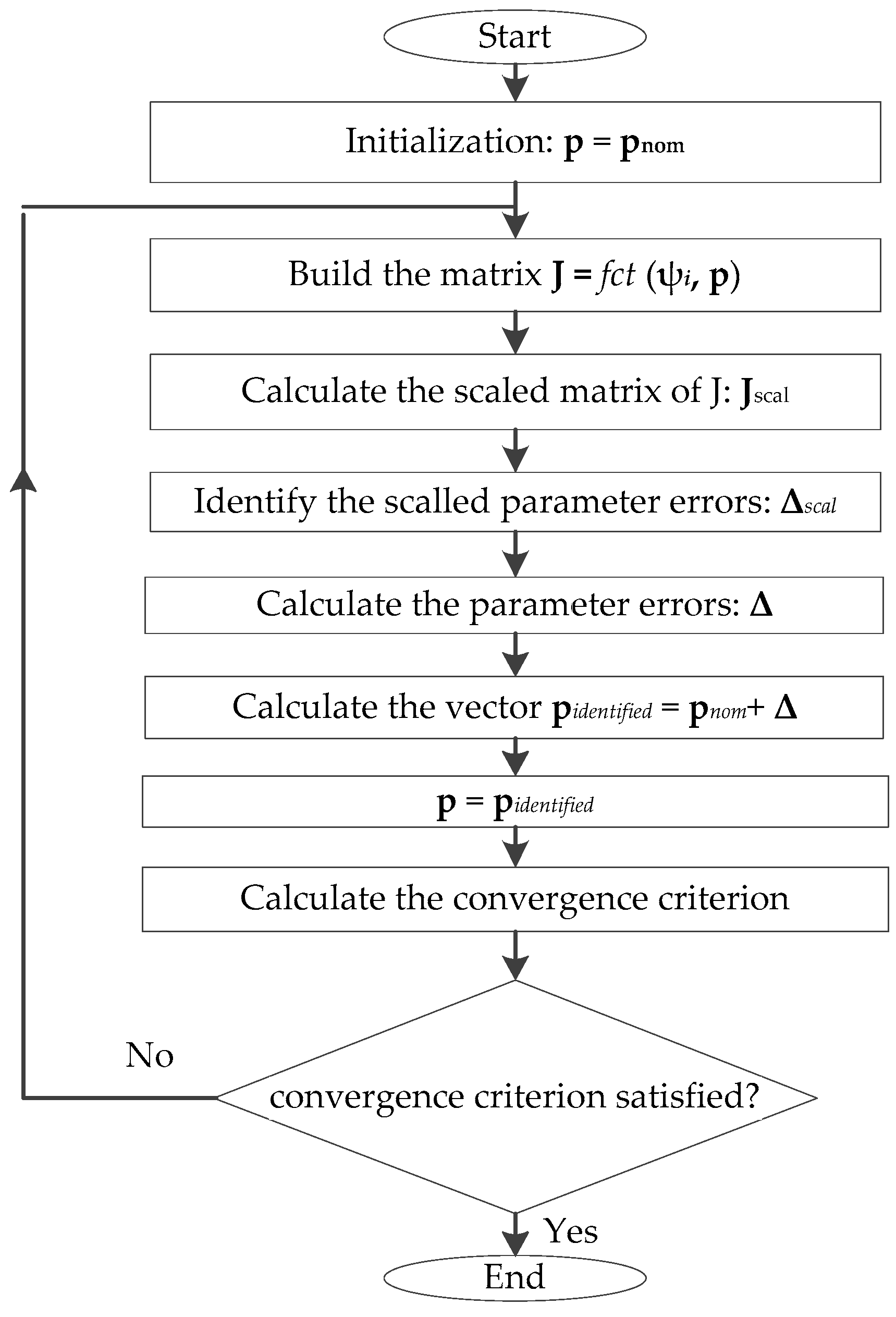
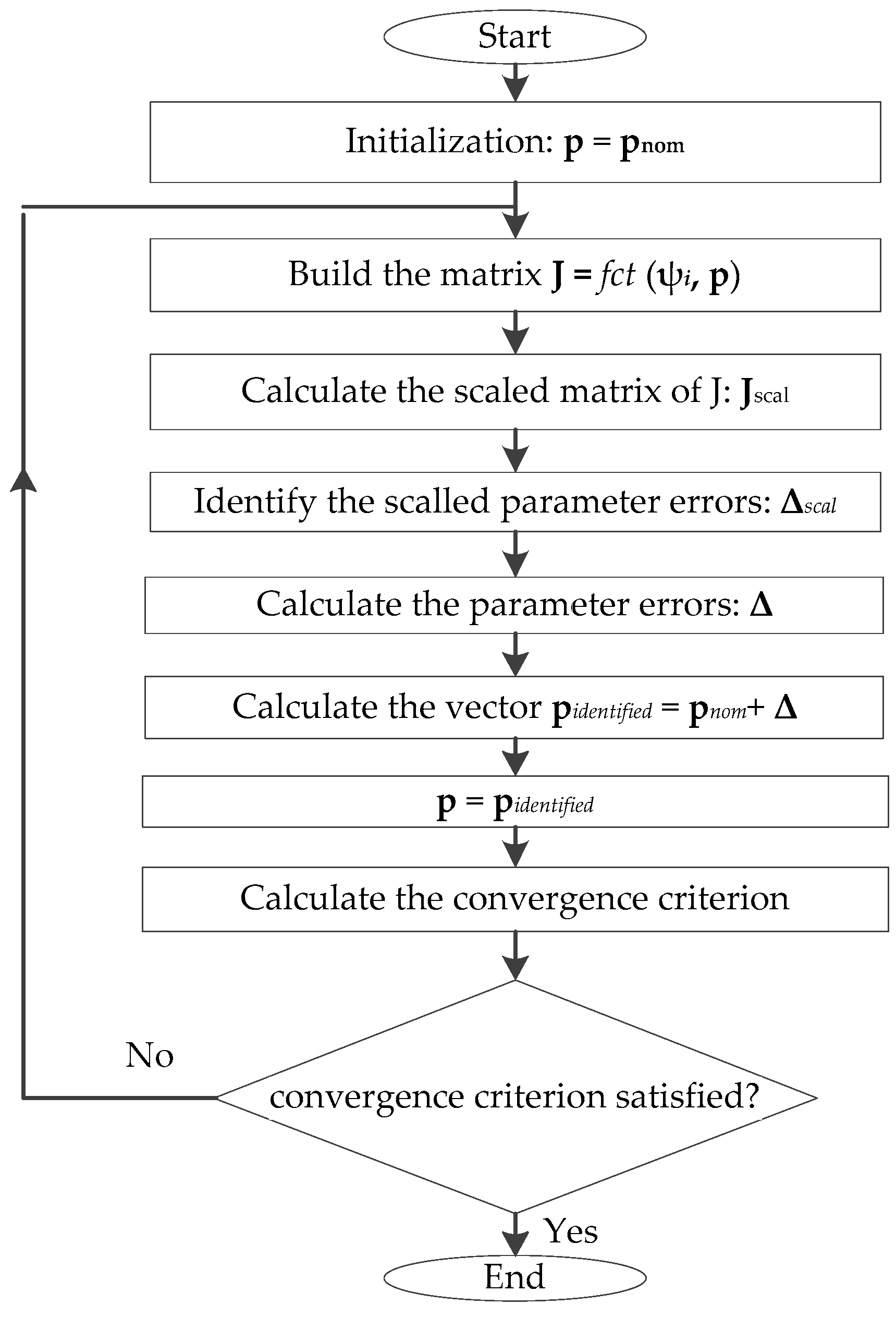
The parameter identification process is based on using the Jacobian matrix J, which relates the force and torque errors to the 29 unknown parameter values. The matrix J is built by the linearization of the forward kinematics model (Equation (17)) around each calibration configuration. The parameter values are identified by means of an iterative algorithm, in which the parameters’ vector is initialized by pnom, and is updated at each iteration (i.e., replaced by the vector pidentified of the identified values). The matrix J is also iteratively updated, since its calculation is based on p.
The identification algorithm is presented in
Figure 5 and has the following steps:
- (a)
Matrix
J is calculated, as explained in
Section 4.1. This calculation involves
p and the values of the vector
ψi = [
q1,
q2,…,
q6]
T (
i = 1,…,
n) of active joints of the 100 calibration configurations.
- (b)
A system of linear equations is formed by the measured force and torque errors, the unknown robot’s parameter errors, and the Jacobian matrix
J. In order to maintain acceptable variance of each parameter (
i.e., proper convergence in the linear system), parameter scaling is implemented, by using the column scaling approach proposed in [
24]. The scaled matrix obtained is denoted by
Jscal, and it is used to identify the robot’s scaled parameter errors (
Δscal), as follows:
where, [
Fxmeas,i, Fymeas,i, Fzmeas,i, Txmeas,i, Tymeas,i, Tzmeas,i]
T is the vector of the measured force and torque
i, and [
Fxest,i, Fyest,i, Fzest,i, Txest,i, Tyest,i, Tzest,i]
T is the corresponding estimated vector. The estimated vector is calculated by substituting in the forward kinematic equation (Equation (17)): The vector
p of the parameters’ values and the vector
ψi of the active joint variables. The vector
p is initialized by its nominal values
pnom, and updated after each iteration of this identification algorithm.
- (c)
The parameter errors, which represent the difference between the real values and the nominal values of the parameters, are denoted by
Δ, and calculated as follows:
where
Dj, (
j = 1, 2,
…,
m) are the scaling coefficients, defined as follows:
. Also,
n is the number of calibration configurations, and
Jij is the element of the Jacobian matrix located at the
ith row and the
jth column.
- (d)
Finally, the vector of the identified parameter values is
To converge towards a solution for the unknown parameter values, an iterative Newton-based procedure was used. After pidentified has been calculated, the p vector is replaced by the last pidentified vector obtained, and the estimation process is restarted from step (a).
Steps (a) to (d) are repeated until reaching a convergence criterion, which is the root mean square error (RMSE) between two successive iterations. The RMSE is evaluated between the vector of the latest identified parameters and the previous one. The convergence criterion was set to 10−16, and the system converged towards a solution after five iterations.
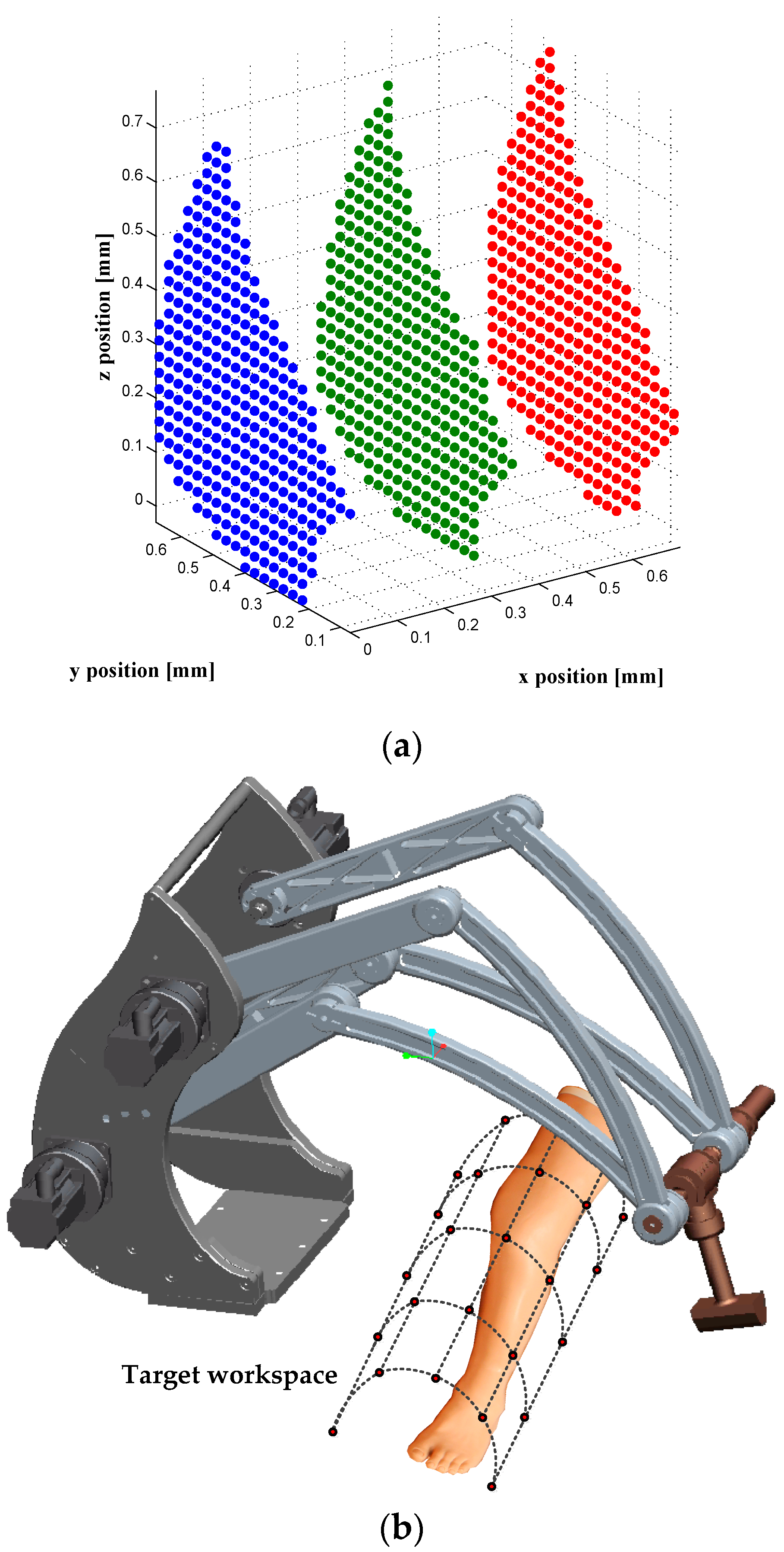
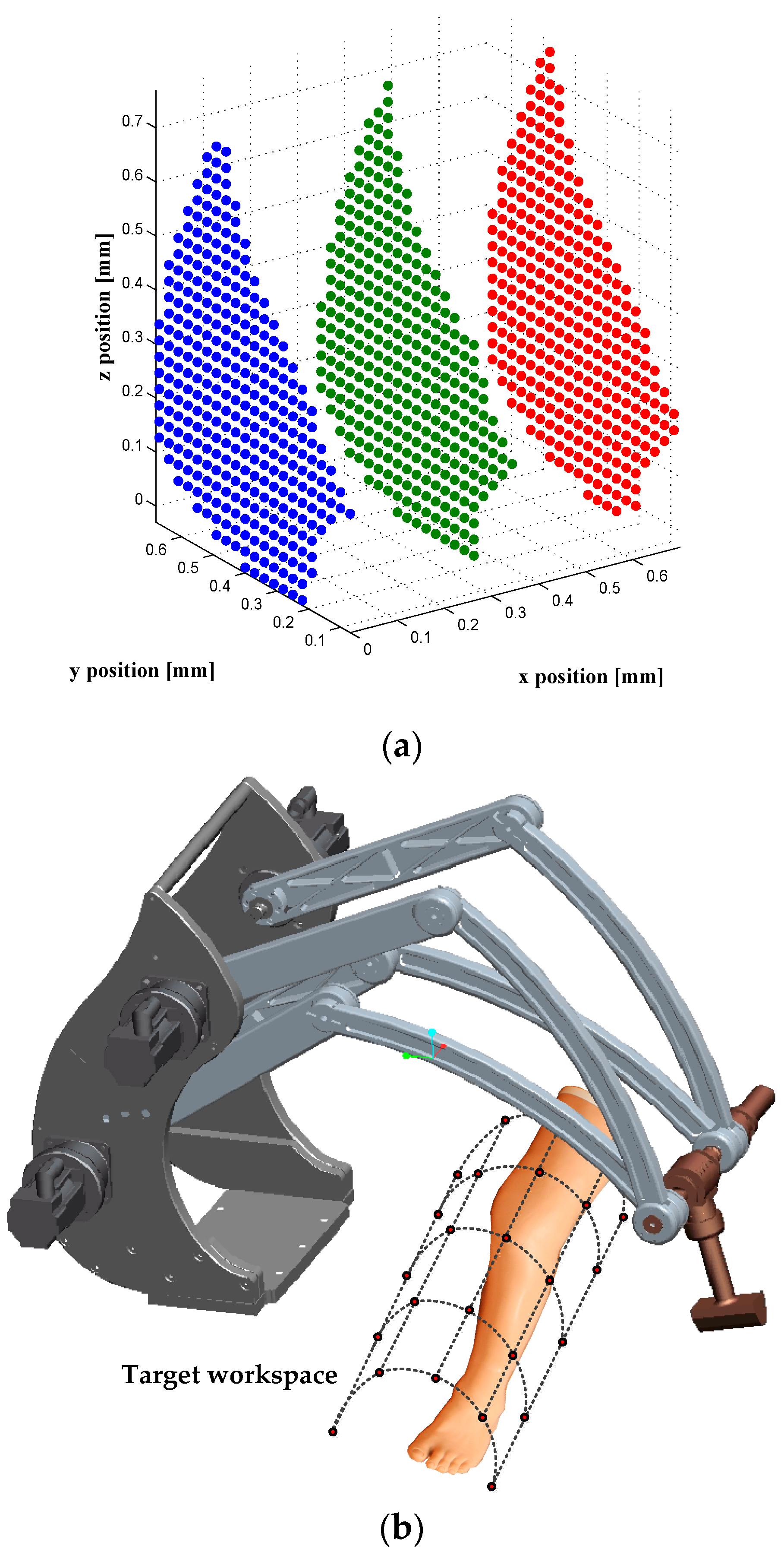
4.3. Validation after Calibration
After calibration, the accuracy is validated using 336 configurations that are uniformly distributed inside the Cartesian target workspace. The target workspace is intended to correspond to the area where the patient’s leg will be located (
Figure 6b). Also, the accuracy after calibration is evaluated by using the 39,900 configurations (denoted by
Ωw), which are the remaining configurations among the initial set
Ω composed of 40,000 configurations (
Figure 6a) uniformly distributed within the whole robot workspace: 100 calibration configurations are selected from
Ω, through the observability analysis, to be used in the parameter identification process, and 39,900 configurations are used in the validation after calibration.
After achieving the parameter identification process, the identified parameters are used in the robot kinematics, instead of the nominal parameter values. The next step consists to evaluate the robot accuracy for all validation configurations (Ωw and Ωt), by using the following algorithm:
Loop 1
For each validation set, Ωw and Ωt:
Loop 2
For each validation configuration:
- (a)
Calculate the desired position, by using the identified parameter values and the active joint angles ψ = [q1, q2,…, q6]T of the validation configuration. The end-effector position is the translation vector of the homogeneous matrix presented in Equation (1).
- (b)
Calculate the actual position, by using the actual parameter values (generated by simulation) and the active joint angles of the calibration validation. In case of experimental tests, the actual position is obtained by measurement.
- (c)
Calculate x, y, and z position errors (Ex, Ey, and Ez), by evaluating the difference between the desired and the actual position, obtained in steps (a) and (b), respectively.
- (d)
Calculate the composed error () by using results obtained in step (c).
End Loop 2
Calculate the mean, the maximum and the standard deviation of all composed errors obtained in Loop 1.
End Loop 1
The force and torque validation is achieved by using the same algorithm as for position. The only difference is using Equation (17) instead of Equation (1), in step (a).
5. Simulation Study
The efficiency of our calibration process is evaluated through a simulation. This process also evaluates the sensitivity of our identification process to the measurement noise, and verifies the effectiveness of the observability analysis for choosing the calibration configurations. Finally, the calibration results (i.e., position accuracy) that were obtained from each of the five observability indices are compared, and the index that gives the best accuracy is used in the actual calibration.
For simulation purposes, the actual parameters’ values are simulated by introducing randomly-generated errors of ±2 mm for the distances, and ±1° for the angles. The differences between the nominal and the actual parameter errors simulate the behavior of a robot with poor accuracy. By using the calibration process, the identified parameters will be as close as possible to their actual values, despite the presence of the measurement errors. The measurement errors that were used in our simulation are ± 1 N and ± 0.2 N·m, for the force and torque, respectively. These errors are an exaggeration of the accuracy of the robot’s force-torque sensor (a Mini 40 from ATI), the details of which are provided by its manufacturer, through a calibration certificate. From this information, force accuracy according to x, y, and z axes was ± 0.25 N, ± 0.2 N, and ± 0.45 N, respectively. The torque accuracy was ± 0.0125 N.m, ± 0.0125 N.m, and ± 0.02 N.m, for x, y, and z axes.
The measurement errors are generated according to a normal distribution, for each axis (i.e., errors for Fx are generated within ± 1 N, and similarly for Fy and Fz). The data acquisition is simulated by generating 100 measurements (i.e., force and torque errors) for each calibration configuration of the robot. As it is known that the number of identifiable parameters is 29, the number of calibration configurations that are used in the identification process is 100, in order to over-constrain the calibration model.
The measured wrench vector (composed of force and torque) is simulated for each calibration configuration, by substituting the corresponding active joint angles and the actual parameter values (
Table 1) in Equation (17). A vector of measurement noise is then added to the obtained wrench vector.
Once all force-torque vectors are generated, the robot parameters are identified as explained in
Section 4.2. The identified parameter values are presented in
Table 1.
Once the parameters have been identified, the calibration process is validated. This validation is carried out, as explained in
Section 4.3, on two levels: the robot’s position accuracy is assessed in both the whole robot workspace (39,900 configurations) and by using the 336 positions that are uniformly distributed within the target workspace. The force, torque and position errors are summarized in
Table 2 and
Table 3, and it shows that the position accuracy was improved from 8.9135 mm before calibration to 286 µm, after calibration, inside the target workspace. The wrench errors (
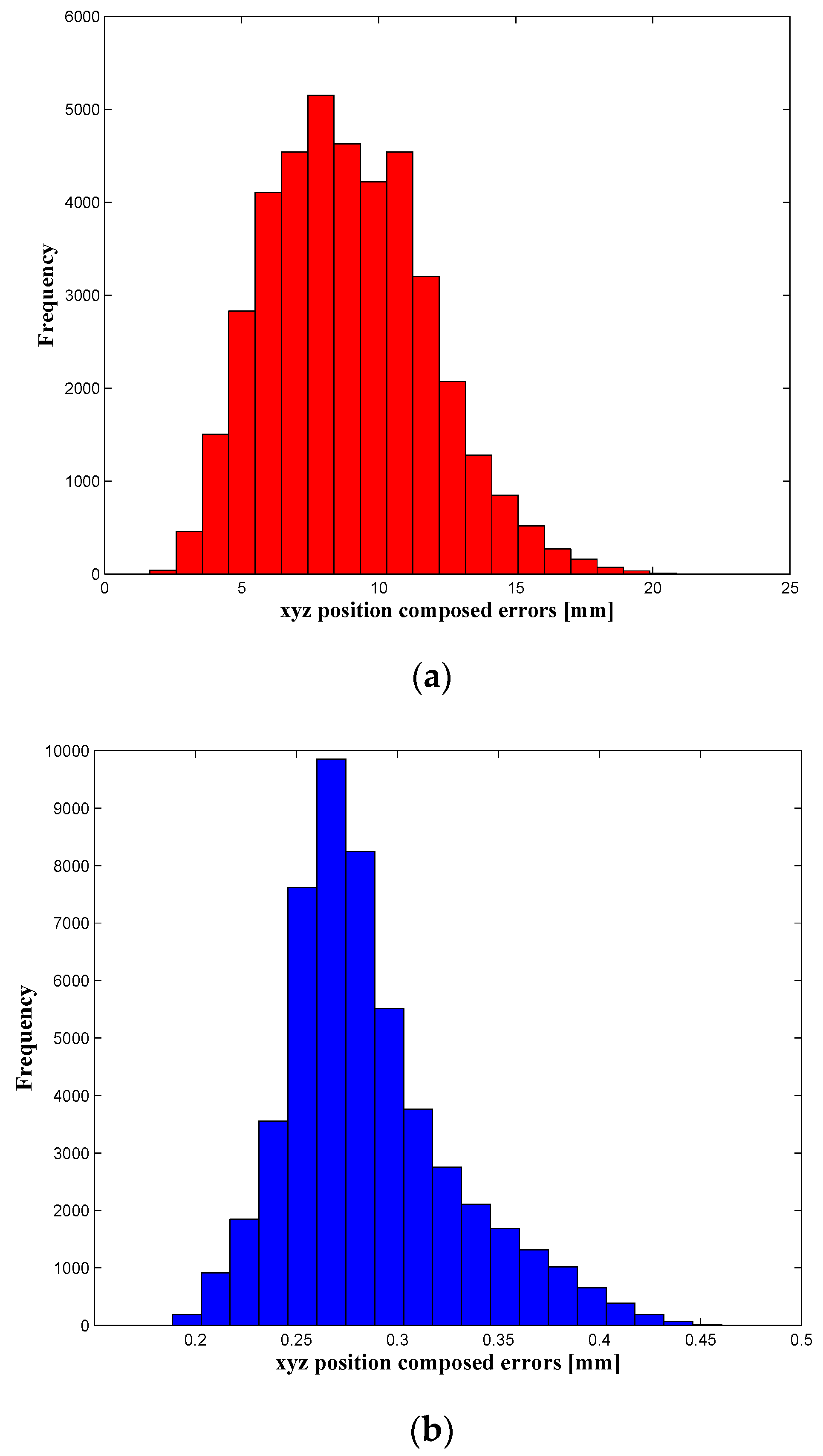
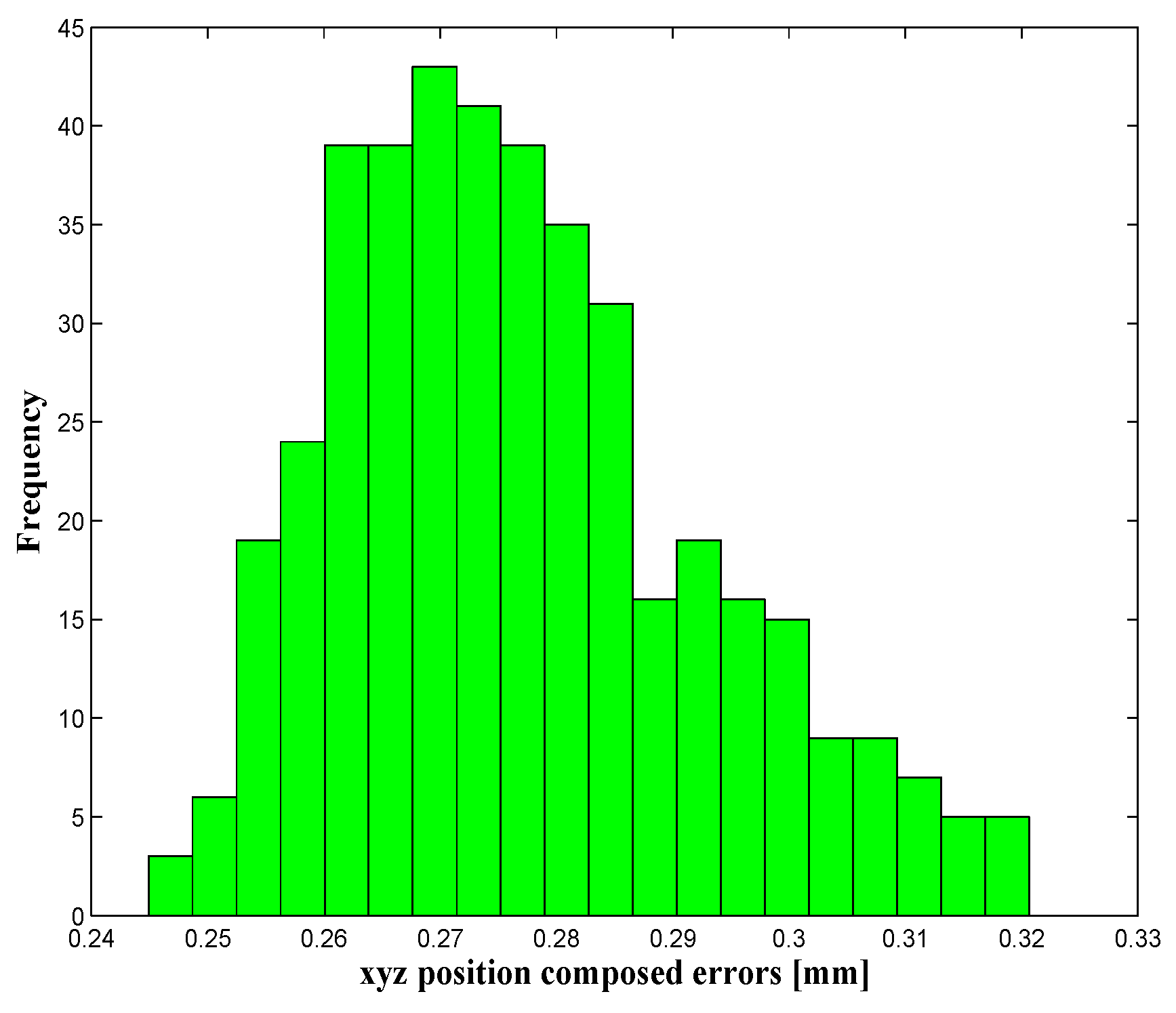
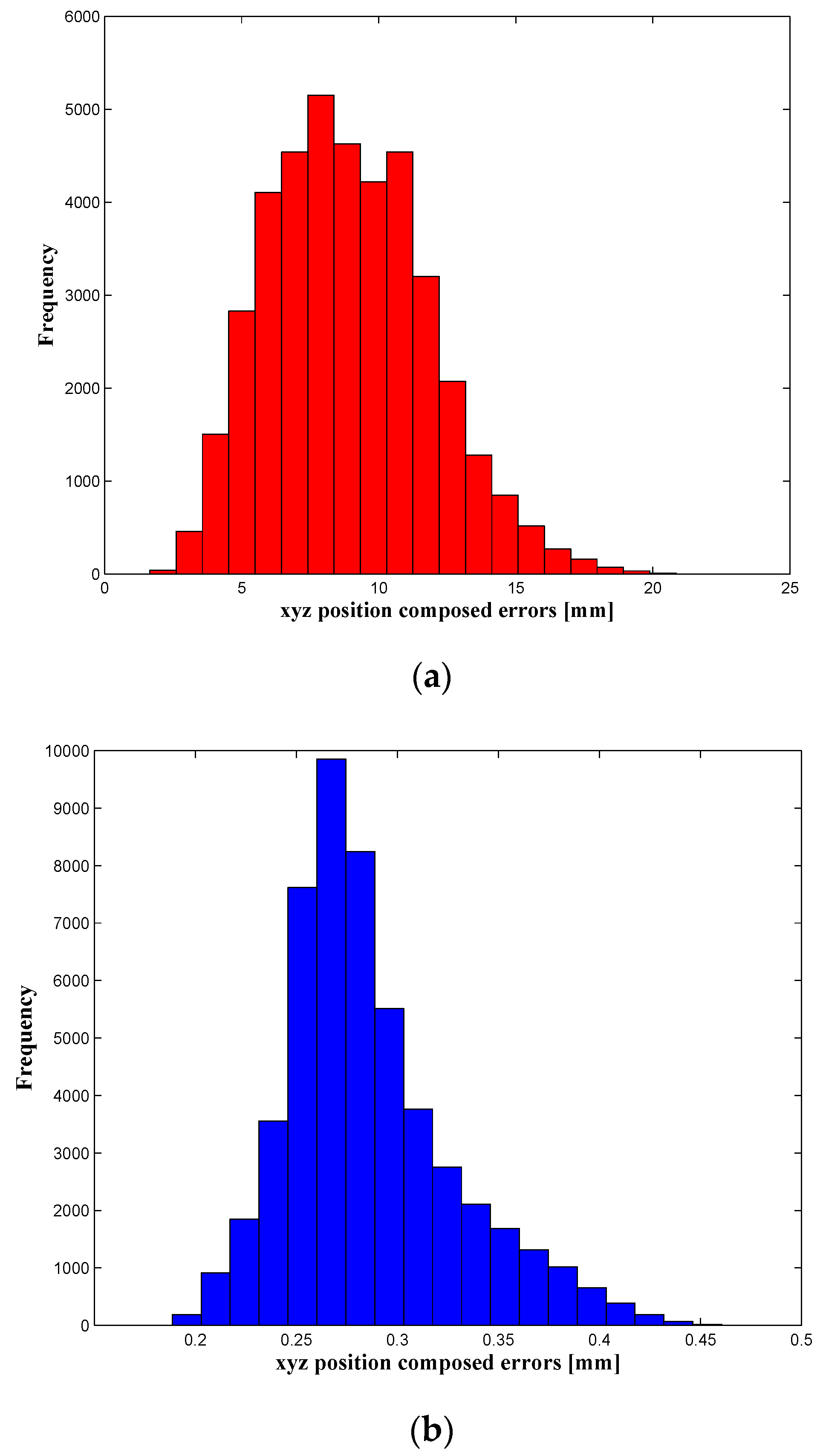
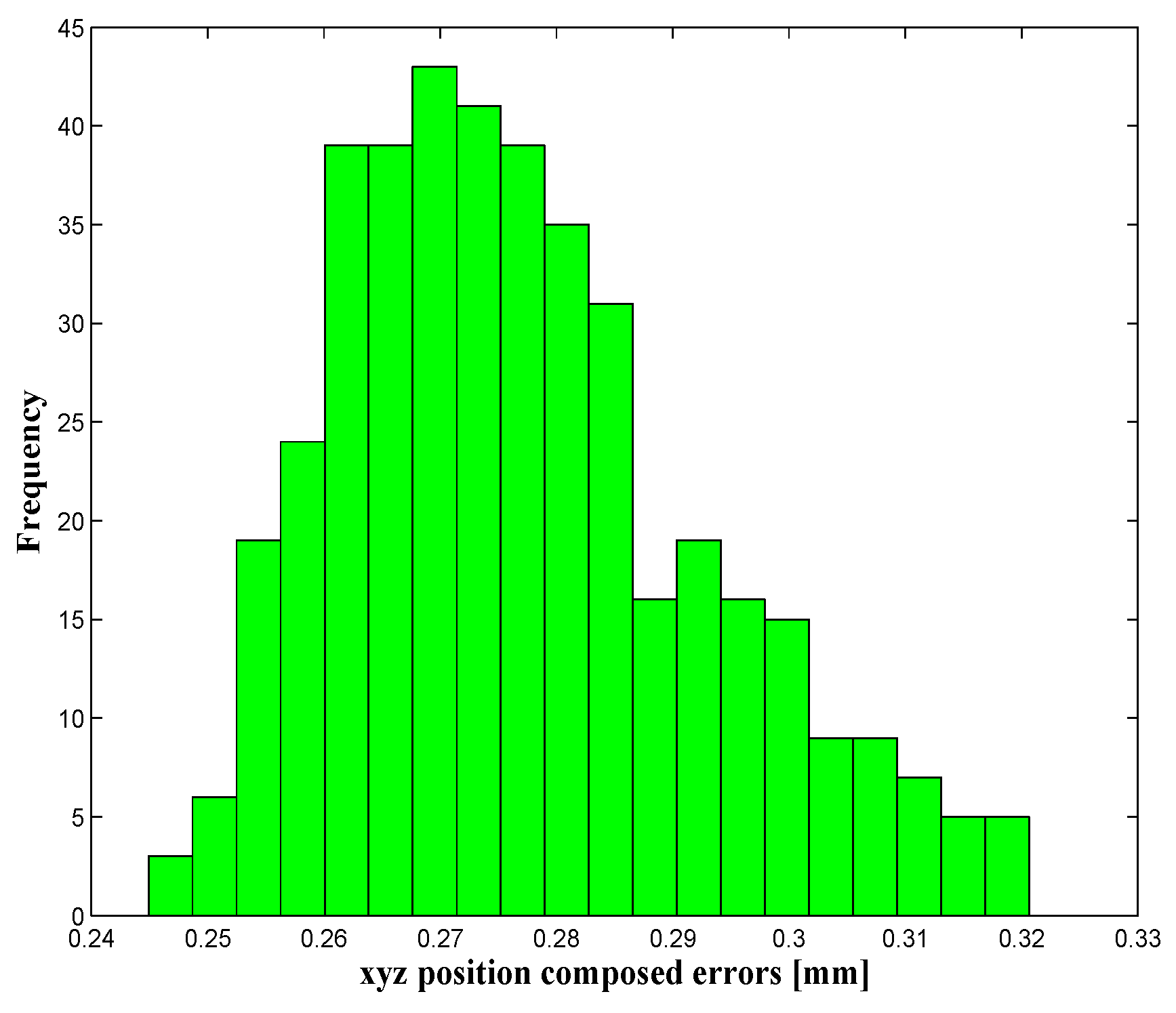
Table 4) were highly improved (better than the position accuracy improvement) because in our identification process, only the residuals of force and torque were minimized in the objective function Equation (26). The distribution of the robot’s position errors (before and after calibration) is presented in
Figure 7 and
Figure 8, which represent the number of occurrences (frequency) of robot
xyz composed position errors that lie within the ranges of error, presented on the horizontal axis.
A deep analysis of the position errors, for the whole workspace, shows that 0.33% of the evaluated positions have an accuracy lower than 0.2024 mm (mean − 2 × STD), 94.37% are within the range mean ± 2 × STD, and only 5.3% of positions present the poorer accuracy, which is higher than 0.3696 (mean + 2 × STD). The same analysis was achieved for the target workspace, and it shows that 93.0952% of positions have an accuracy within 0.2457 mm and 0.3085 mm (mean ± 2 × STD), and only 6.9048% of positions have errors higher than 0.3085 mm (mean + 2 × STD).
For illustrative purpose,
Table 4 shows the accuracy obtained by using each observability index, separately, in the calibration process. Results confirm that
O1 is the most appropriate index for calibrating our robot, since it gives the smallest position (and force/torque) errors, after calibration. Moreover, deeper statistical analyses were carried out on the results obtained by the five indices. First we verified whether the data distributions are Gaussian or not, and then used parametric or non-parametric tests accordingly. Therefore a Kolmogorov-Smirnov test (not shown) was achieved, and it showed that all observability indices provide Gaussian distribution. Based on these results, we decided to use parametric analyses (
i.e., ANOVA analysis, and
t-
test).
Initially, an ANOVA analysis, with a probability threshold α = 0.05, is used to confirm the objectivity of comparing the five indices (i.e., confirm that there is actually differences between the use of the five indices). Results show that the F value is significantly higher than the F criteria, which leads to reject the null hypothesis, and therefore conclude that the comparison of results (position accuracy) obtained by using the five indices is meaningful (i.e., results are different, and some indices are better than others).
The ANOVA does not tell where the difference between indices lies. Therefore, an additional test is considered (
t-test). The
t-test is used to compare each pair of indices. However, the position errors obtained by using
O3 and
O4 were clearly poorer than results obtained by the other indices (
O1,
O2, and
O5). Thus, only
O1,
O2, and
O5 are considered in the
t-Test. The results of this test are shown in
Table 5, and they show that the position errors obtained by these three indices are quite different, since the
t Stat value is significantly lower than –
t_Critical_two-tail, for all pairs of comparisons. Furthermore, to take into account multiple comparison effects, a post-hoc correction is included (Bonferroni correction). As summarized in
Table 5, results show that all the
t-tests were statistically significant (
i.e., there are significant differences between the performances of the observability indices).
Based on the aboves tests, we conclude that the fives observability indices allow different results, regarding the robot accuracy after calibration. The analysis of the mean and maximum errors (
Table 4) shows that the index
O1 leads to the best robot accuracy: it gives not only the smallest mean errors, but also the smallest maximum errors. Also,
O1 has a small standard deviation, which means that position errors are closely distributed around the mean value.
We recall that in our simulation the used measurement noise was ±1 N. This range of error is an exaggerated error of our wrench sensor (Mini 40, from
API). For illustrative propose, we achieved other simulations by considering lower measurement noise (
Table 6). Results demonstrate that the accuracy after calibration is much better in case of low measurement errors. However, the impact of these errors can be reduced by:
- -
Using continuous tracking approach: taking several measurements for each robot calibration configuration (i.e., the same applied force), and then averaging the collected data. Most sensors, and data collection card allow a frequency upper than 100 Hz.
- -
Calibrating the wrench sensor only in a limited range, in which the sensor will be actually used. This will reduce the measurement uncertainty.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}