
One-Step Fabrication of Microchannels with Integrated Three Dimensional Features by Hot Intrusion Embossing


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental
2.1. Materials
2.2. Template Fabrication
2.3. Fabrication Parameters
2.4. Imaging
2.5. Numerical Simulations
3. Results
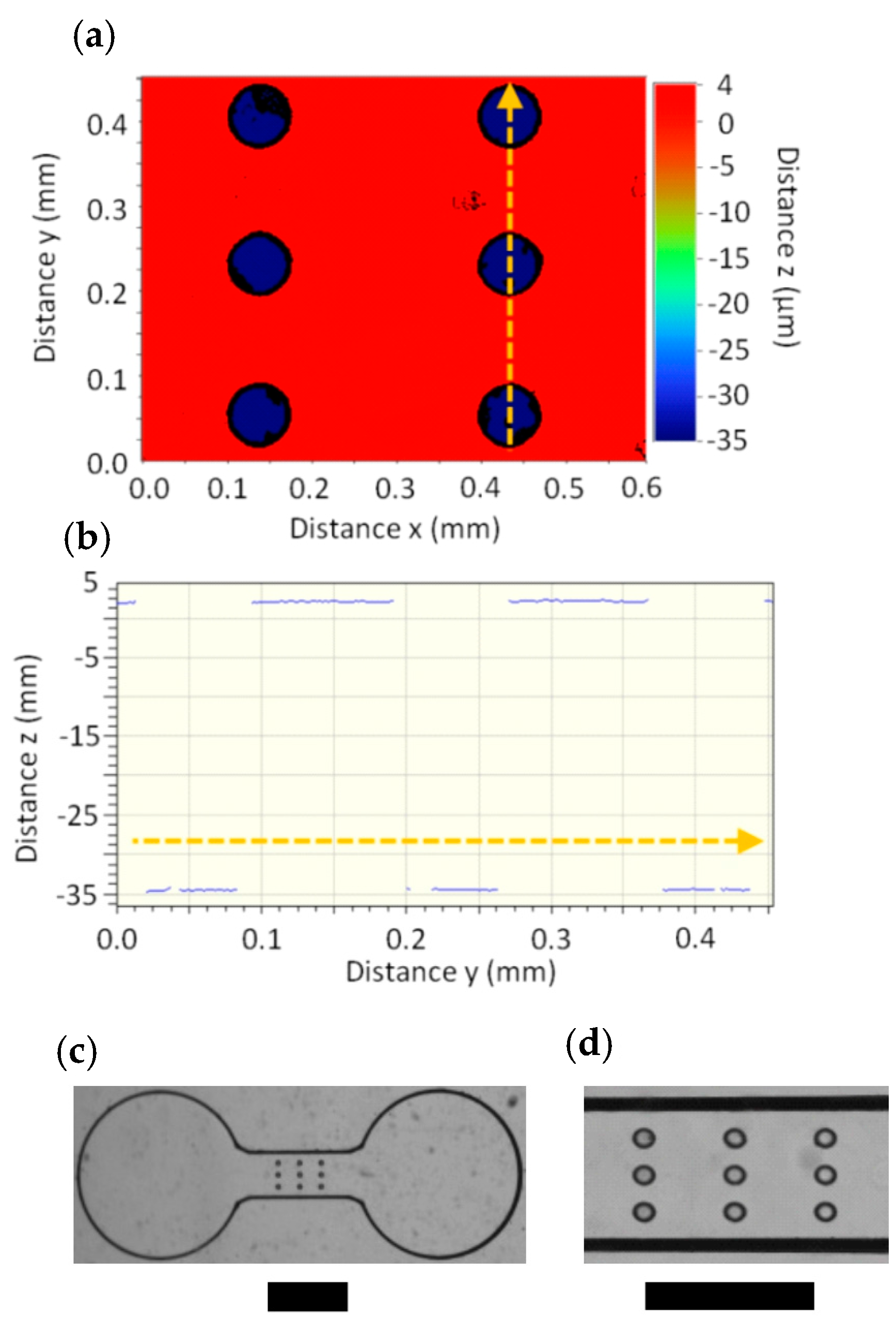
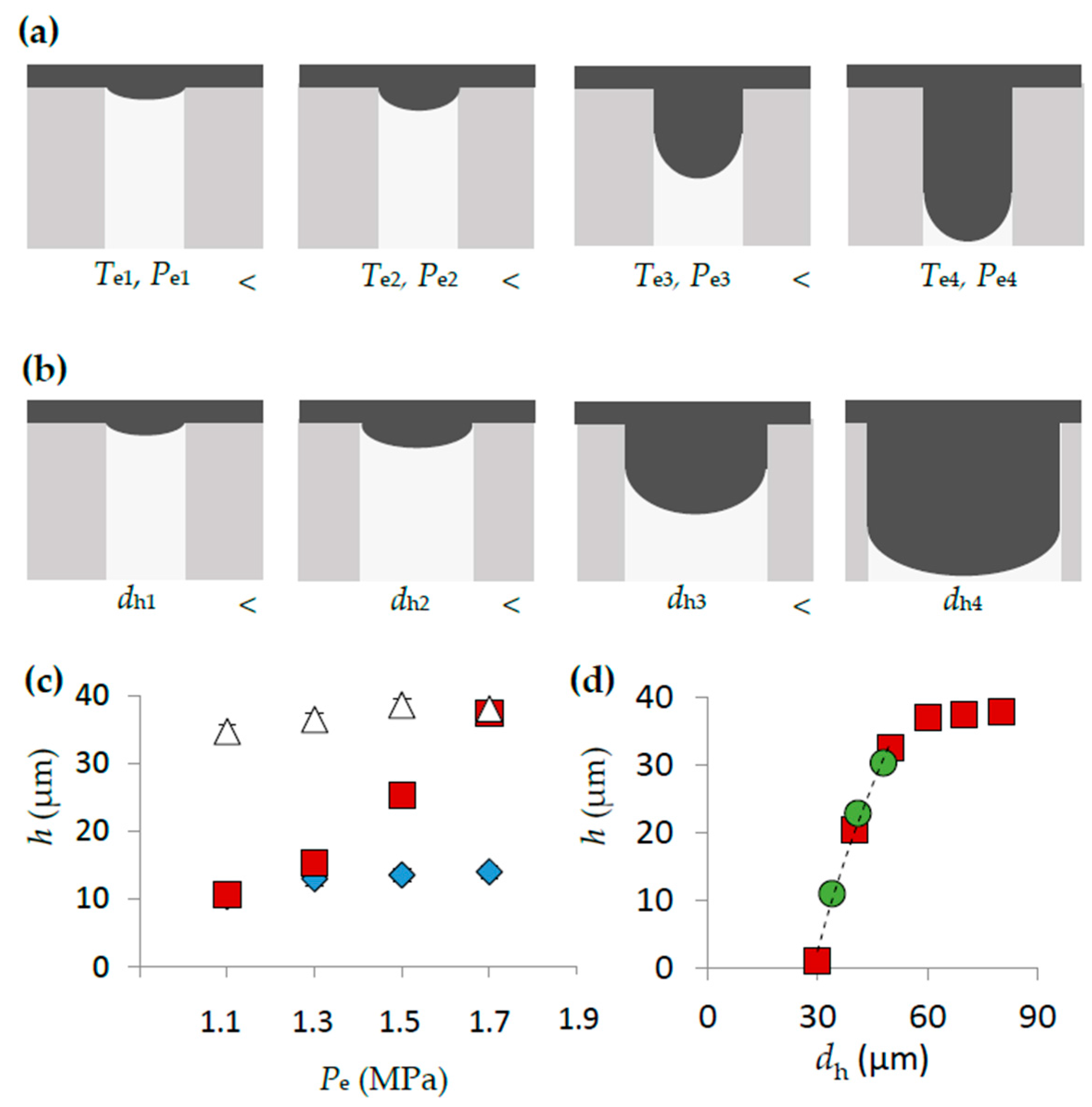
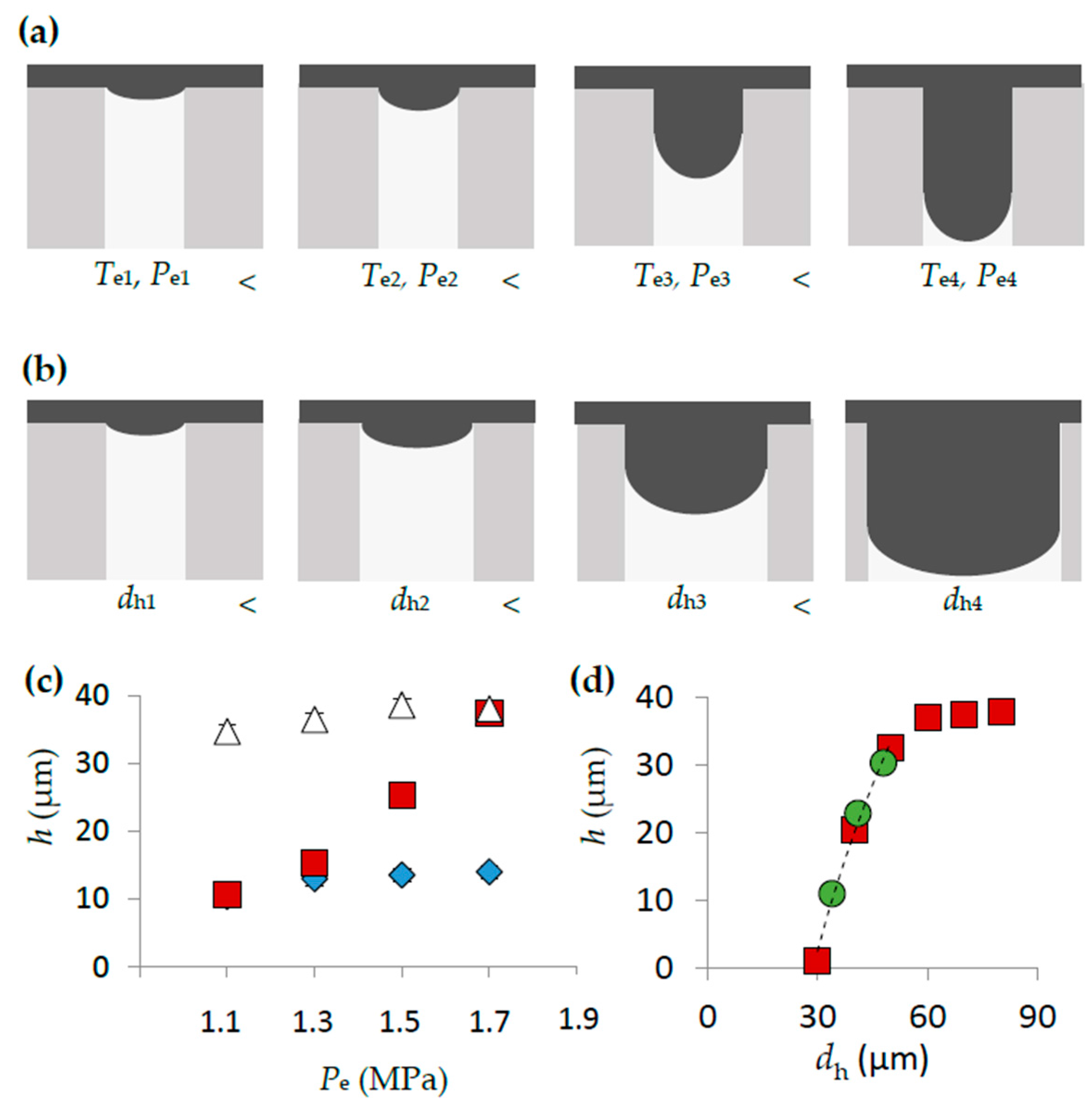
3.1. Hot Intrusion Using Cylindrical Microcavities
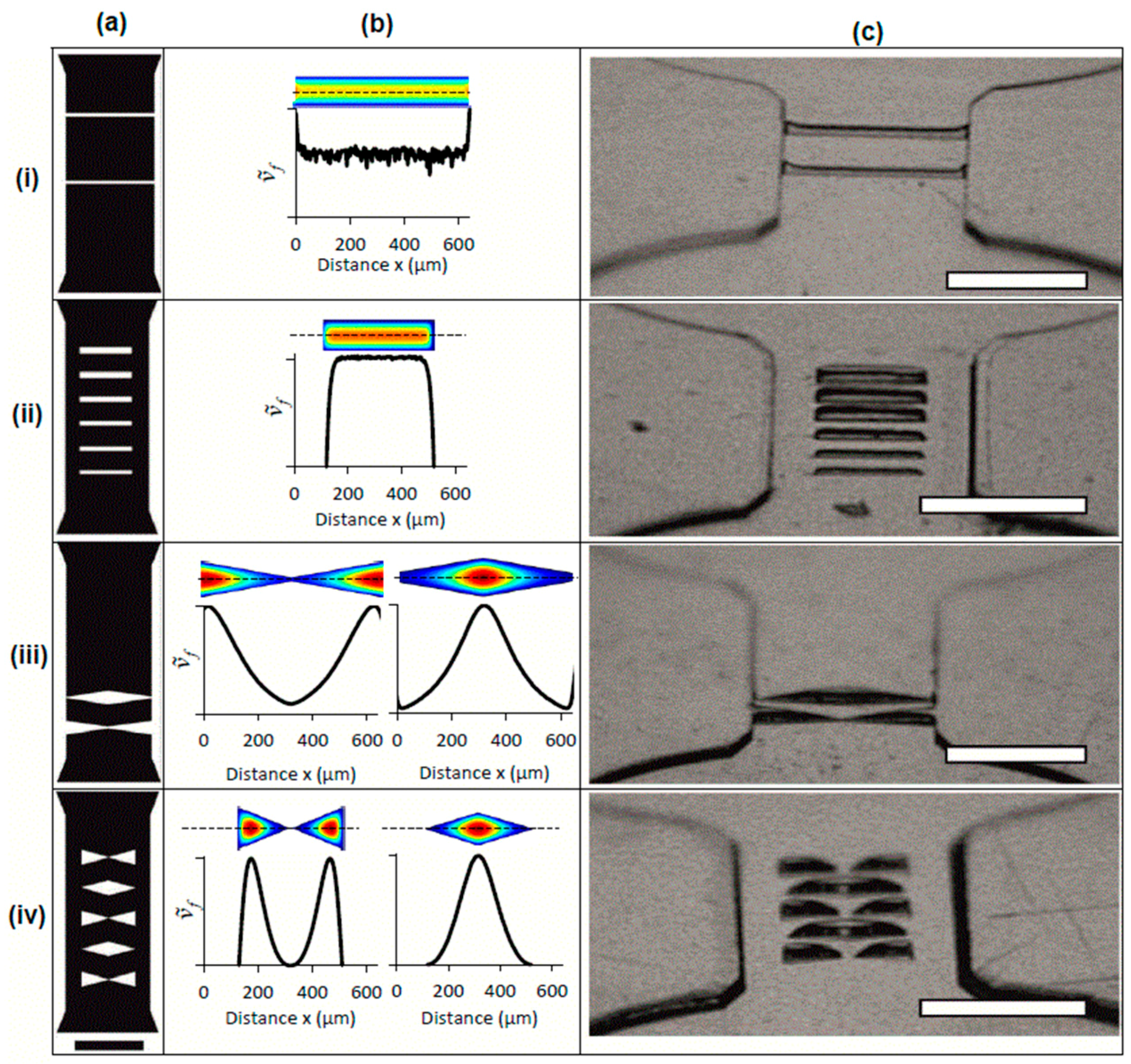
3.2. Hot Intrusion in Non-Cylindrical Cavities
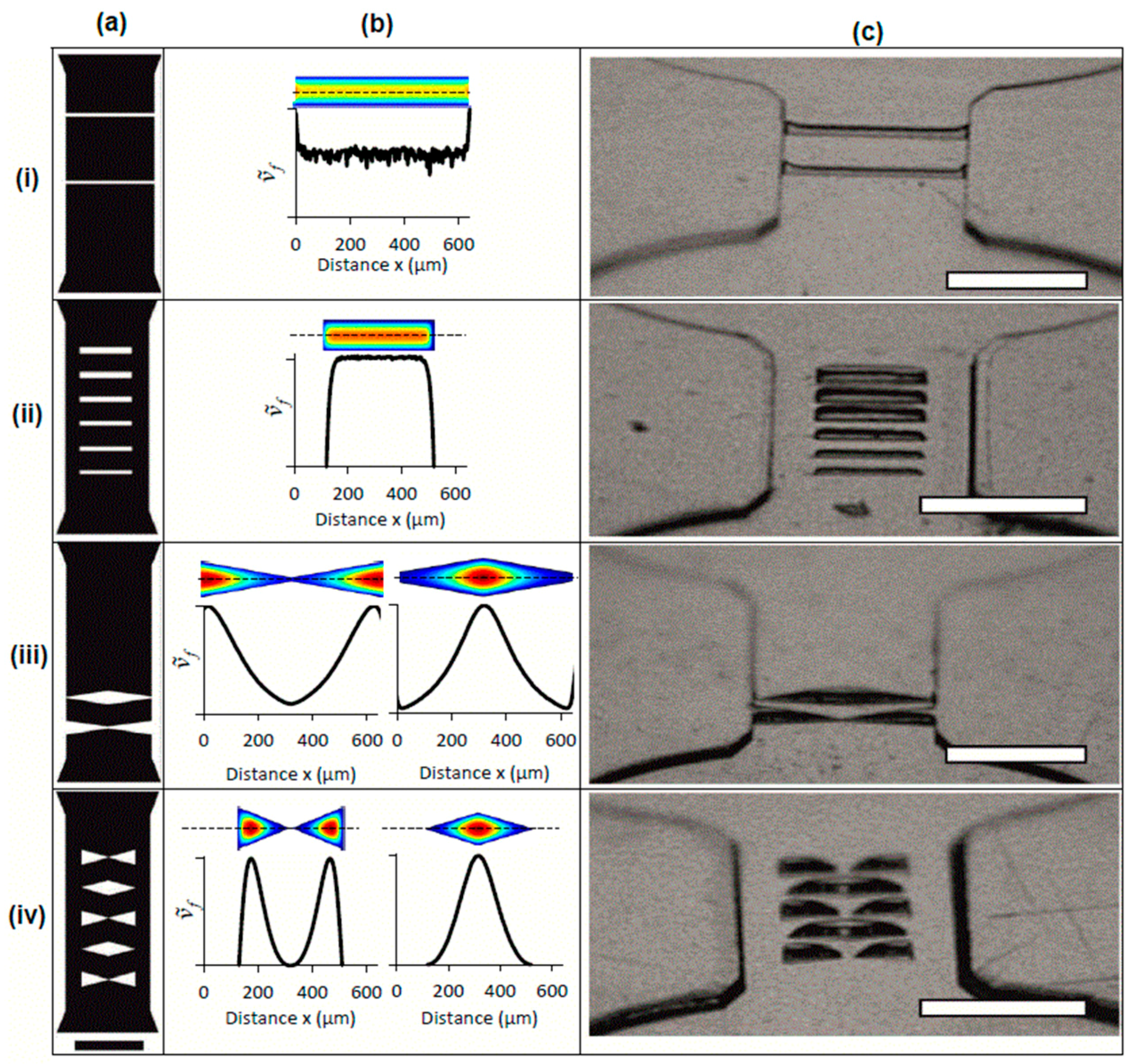
3.3. Walls and Stairs Using Rectangular Microcavities
3.4. Tapered Features Using Triangular Microcavities
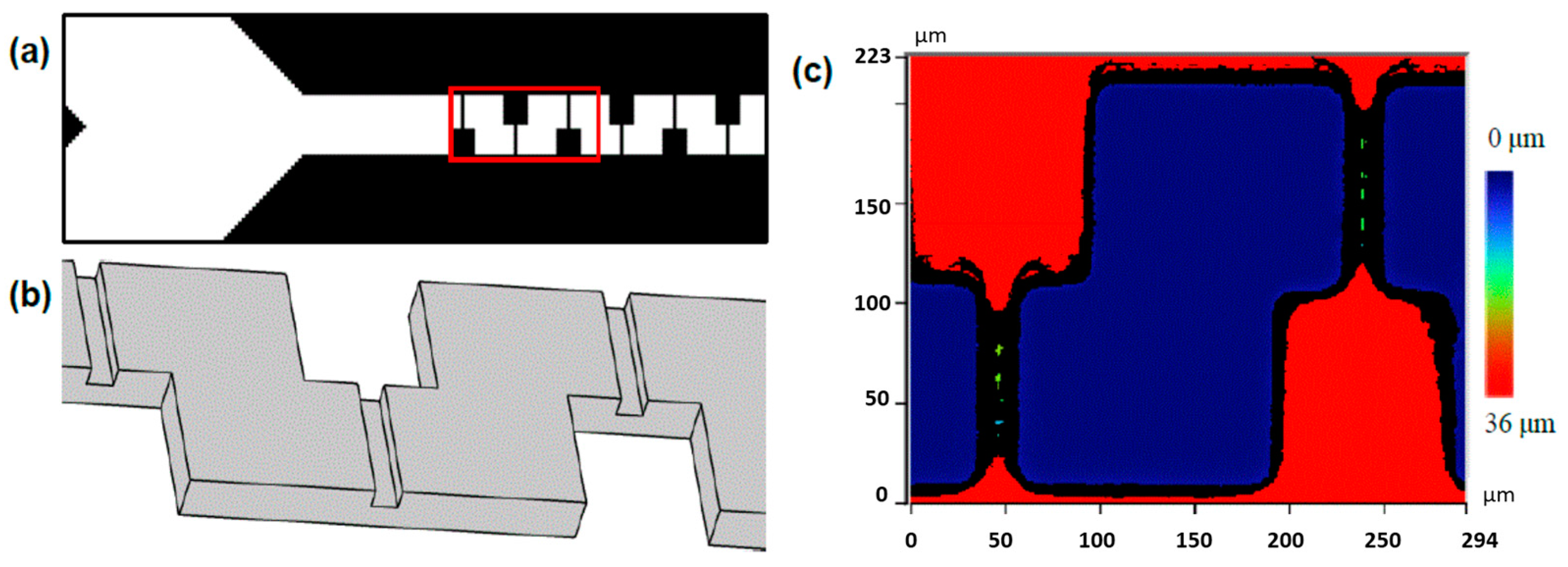
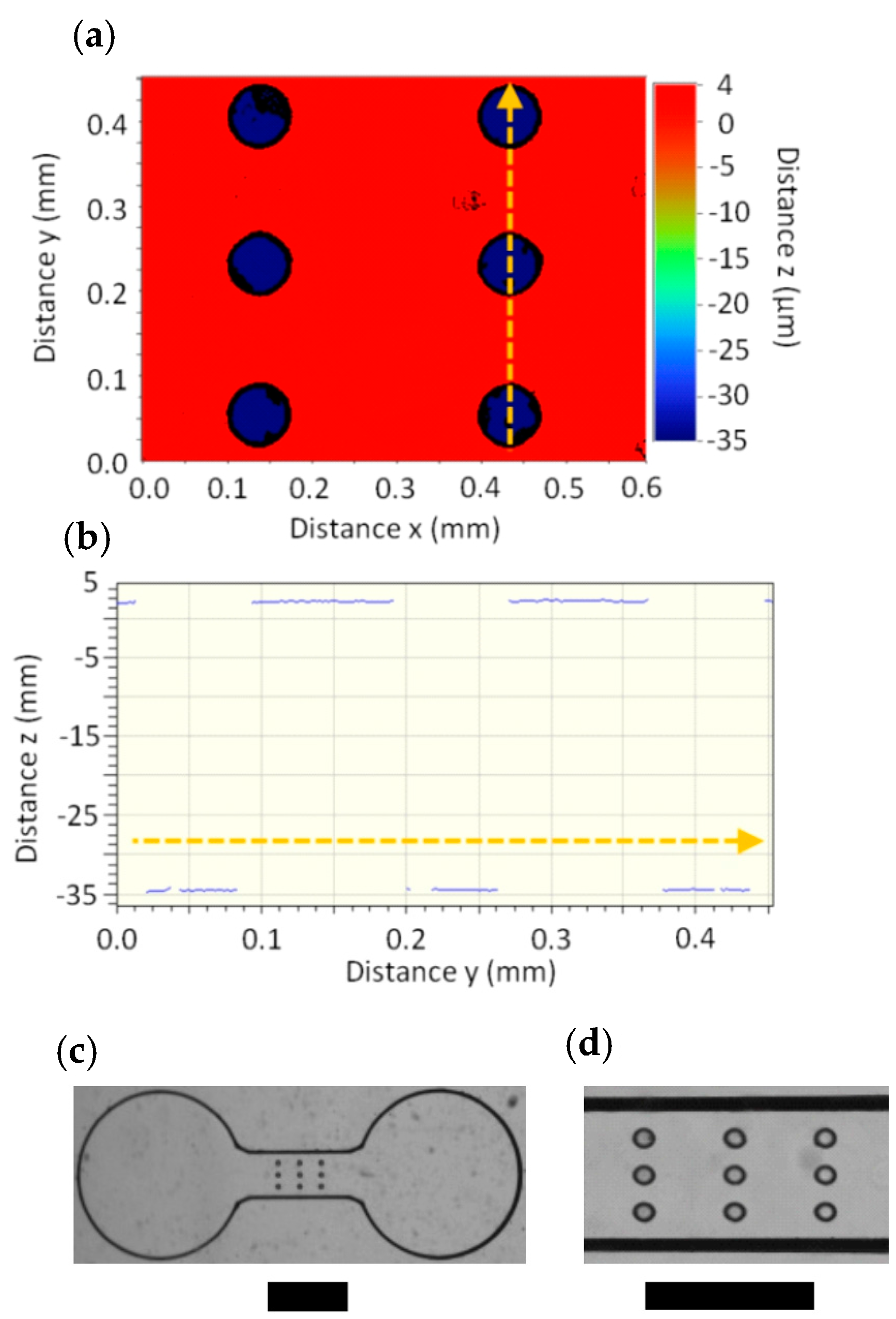
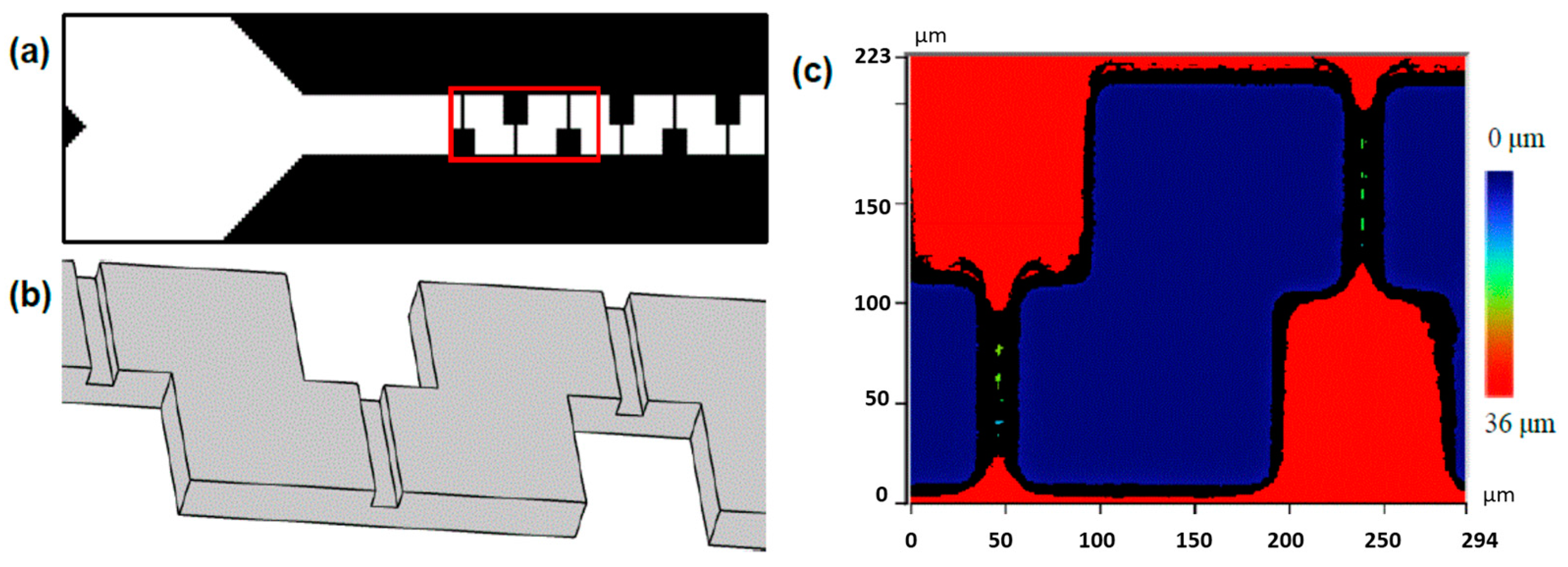
3.5. One-Step Fabrication of Integrated Element 1: Three-Dimensional Serpentine Channels
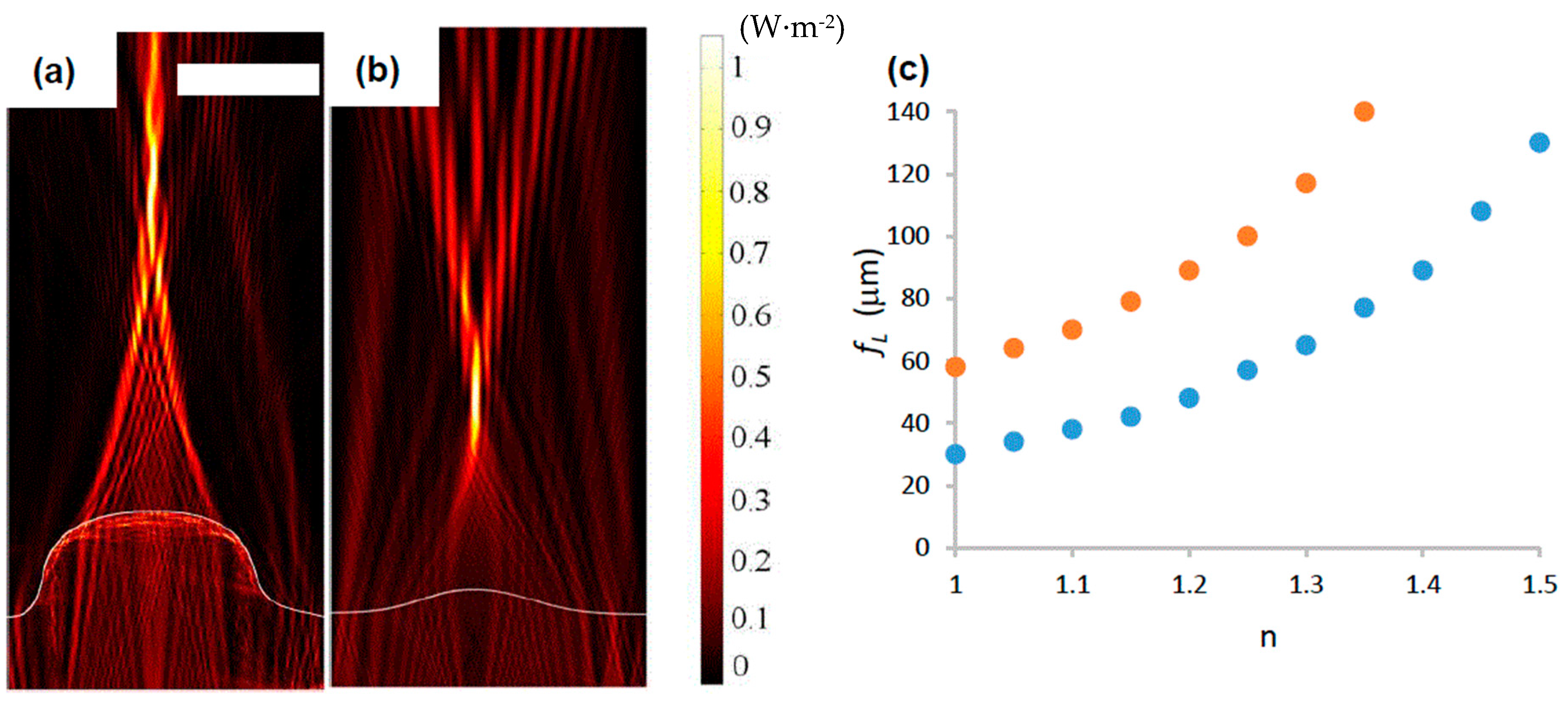
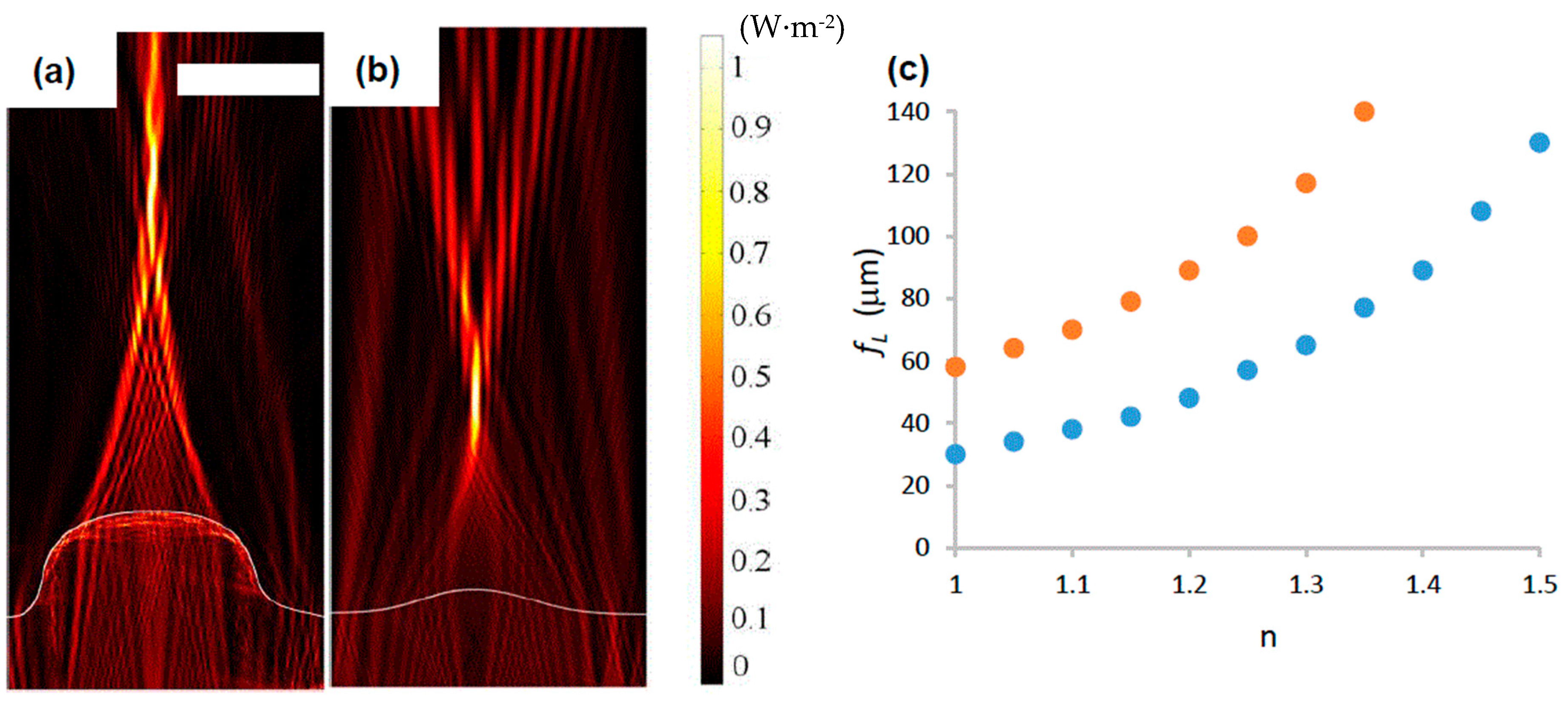
3.6. One-Step Fabrication of Integrated Element 2: Multi-Focal Length Microlenses
4. Conclusions
Supplementary Materials
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Derzsi, L.; Jankowski, P.; Lisowski, W.; Garstecki, P. Hydrophilic polycarbonate for generation of oil in water emulsions in microfluidic devices. Lab Chip 2011, 11, 1151–1156. [Google Scholar] [CrossRef] [PubMed]
- Greener, J.; Tumarkin, E.; Debono, M.; Dicks, A.P.; Kumacheva, E. Education: A microfluidic platform for university-level analytical chemistry laboratories. Lab Chip 2012, 12, 696–701. [Google Scholar] [CrossRef] [PubMed]
- Chen, C.F.; Liu, J.; Hromada, L.P.; Tsao, C.W.; Chang, C.C.; DeVoe, D.L. High-pressure needle interface for thermoplastic microfluidics. Lab Chip 2009, 9, 50–55. [Google Scholar] [CrossRef] [PubMed]
- Chen, C.-F.; Liu, J.; Chang, C.-C.; DeVoe, D.L. High-pressure on-chip mechanical valves for thermoplastic microfluidic devices. Lab Chip 2009, 9, 3511–3516. [Google Scholar] [CrossRef] [PubMed]
- Greener, J.; Tumarkin, E.; Debono, M.; Kwan, C.-H.; Abolhasani, M.; Guenther, A.; Kumacheva, E. Development and applications of a microfluidic reactor with multiple analytical probes. Analyst 2012, 137, 444–450. [Google Scholar] [CrossRef] [PubMed]
- Fang, G.; Li, W.; Wang, X.; Qiao, G. Droplet motion on designed microtextured superhydrophobic surfaces with tunable wettability. Langmuir 2008, 24, 11651–11660. [Google Scholar] [CrossRef] [PubMed]
- Zhang, B.; Green, J.V.; Murthy, S.K.; Radisic, M. Label-free enrichment of functional cardiomyocytes using microfluidic deterministic lateral flow displacement. PLoS ONE 2012, 7, e37619. [Google Scholar] [CrossRef] [PubMed]
- Ramakrishnan, N.; Nemade, H.B.; Palathinkal, R.P. Resonant frequency characteristics of a SAW device attached to resonating micropillars. Sensors 2012, 12, 3789–3797. [Google Scholar] [CrossRef] [PubMed]
- Paul, D.; Saias, L.; Pedinotti, J.C.; Chabert, M.; Magnifico, S.; Pallandre, A.; De Lambert, B.; Houdayer, C.; Brugg, B.; Peyrin, J.M.; et al. A “dry and wet hybrid” lithography technique for multilevel replication templates: Applications to microfluidic neuron culture and two-phase global mixing. Biomicrofluidics 2011, 5, 24102. [Google Scholar] [CrossRef] [PubMed]
- Andersson, M.; Berntsson, K.; Jonsson, P.; Gatenholm, P. Microtextured surfaces: Towards macrofouling resistant coatings. Biofouling 1999, 14, 167–178. [Google Scholar] [CrossRef]
- Baker, D.W.; Liu, X.; Weng, H.; Luo, C.; Tang, L. Fibroblast/fibrocyte: Surface interaction dictates tissue reactions to micropillar Implants. Biomacromolecules 2011, 12, 997–1005. [Google Scholar] [CrossRef] [PubMed]
- Dickinson, L.E.; Rand, D.R.; Tsao, J.; Eberle, W.; Gerecht, S. Endothelial cell responses to micropillar substrates of varying dimensions and stiffness. J. Biomed. Mater. Res. Part A 2012, 100A, 1457–1466. [Google Scholar] [CrossRef] [PubMed]
- Galas, J.C.; Belier, B.; Aassime, A.; Palomo, J.; Bouville, D.; Aubert, J. Fabrication of three-dimensional microstructures using standard ultraviolet and electron-beam lithography. J. Vac. Sci. Technol. B 2004, 22, 1160–1162. [Google Scholar] [CrossRef]
- Wu, M.H.; Park, C.; Whitesides, G.M. Fabrication of arrays of microlenses with controlled profiles using gray-scale microlens projection photolithography. Langmuir 2002, 18, 9312–9318. [Google Scholar] [CrossRef]
- Nock, V.; Blaikie, R.J. Fabrication of optical grayscale masks for tapered microfluidic devices. Microelectron. Eng. 2008, 85, 1077–1082. [Google Scholar] [CrossRef]
- Dun, A.; Ma, X.; Wei, J.; Gan, F. Laser-induced grayscale patterning in TeOx thin films. Mater. Chem. Phys. 2011, 131, 406–412. [Google Scholar] [CrossRef]
- Fu, Y.; Ngoi, B.K.A. Virtual gray-scale mask for fabrication of micro-optical elements via focused ion beam direct writing. Opt. Eng. 2005, 44, 128002–128005. [Google Scholar] [CrossRef]
- Bhattacharjee, N.; Urrios, A.; Kang, S.; Folch, A. The upcoming 3D-printing revolution in microfluidics. Lab Chip 2016, 16, 1720–1742. [Google Scholar] [CrossRef] [PubMed]
- Ko, S.H.; Chung, J.; Hotz, N.; Nam, K.H.; Grigoropoulos, C.P. Metal nanoparticle direct inkjet printing for low-temperature 3D micro metal structure fabrication. J. Micromech. Microeng. 2010, 20, 125010. [Google Scholar] [CrossRef]
- Kullmann, C.; Schirmer, N.C.; Lee, M.-T.; Ko, S.H.; Hotz, N.; Grigoropoulos, C.P.; Poulikakos, C.K. 3D micro-structures by piezoelectric inkjet printing of gold nanofluids. J. Micromech. Microeng. 2012, 22, 55022. [Google Scholar] [CrossRef]
- Waheed, S.; Cabot, J.M.; Macdonald, N.P.; Lewis, T.; Guijt, R.M.; Paull, B.; Breadmore, M.C. 3D printed microfluidic devices: enablers and barriers. Lab Chip 2016, 16, 1993–2013. [Google Scholar] [CrossRef] [PubMed]
- Tumbleston, J.R.; Shirvanyants, D.; Ermoshkin, N.; Janusziewicz, R.; Johnson, A.R.; Kelly, D.; Chen, K.; Pinschmidt, R.; Rolland, J.P.; Ermoshkin, A.; et al. Continuous liquid interface production of 3D objects. Science 2015, 347, 1349–1352. [Google Scholar] [CrossRef] [PubMed]
- Lim, Y.C.; Altman, K.J.; Farson, D.F.; Flores, K.M. Micropillar fabrication on bovine cortical bone by direct-write femtosecond laser ablation. J. Biomed. Opt. 2010, 14, 064021. [Google Scholar] [CrossRef] [PubMed]
- Tormen, M.; Carpentiero, A.; Vaccari, L.; Altissimo, M.; Ferrari, E.; Cojoc, D.; Di Fabrizio, E. Fabrication of three-dimensional stamps for embossing techniques by lithographically controlled isotropic wet etching. J. Vac. Sci. Technol. B 2005, 23, 2920–2924. [Google Scholar] [CrossRef]
- Sharma, H.; Nguyen, D.; Chen, A.; Lew, V.; Khine, M. Unconventional low-cost fabrication and patterning techniques for point of care diagnostics. Ann. Biomed. Eng. 2011, 39, 1313–1327. [Google Scholar] [CrossRef] [PubMed]
- Nguyen, D.; Taylor, D.; Qian, K.; Norouzi, N.; Rasmussen, J.; Botzet, S.; Lehmann, M.; Halverson, K.; Khine, M. Better shrinkage than Shrinky-Dinks. Lab Chip 2010, 10, 1623–1626. [Google Scholar] [CrossRef] [PubMed]
- Worgull, M. Hot Embossing: Theory and Technology of Microreplication, 1st ed.; William Andrew: Oxford, UK, 2009. [Google Scholar]
- Shiu, P.P.; Ostojic, M.; Knopf, G.K.; Nikumb, S.K. Rapid fabrication of polymethylmethacrylate micromold masters using a hot intrusion process. J. Micro/Nanolit. MEMS MOEMS 2008, 7, 043012. [Google Scholar]
- Greener, J.; Li, W.; Ren, J.; Voicu, D.; Pakharenko, V.; Tang, T.; Kumacheva, E. Rapid, cost-efficient fabrication of microfluidic reactors in thermoplastic polymers by combining photolithography and hot embossing. Lab Chip 2010, 10, 522–524. [Google Scholar] [CrossRef] [PubMed]
- Fox, R.; McDonald, A.T. Introduction to Fluid Mechanics, 5th ed.; John Wiley & Sons: New York, NY, USA, 1998. [Google Scholar]
- Taylor, H.; Lam, Y.C.; Boning, D. An investigation of the detrimental impact of trapped air in thermoplastic micro-embossing. J. Micromech. Microeng. 2010, 20, 065014. [Google Scholar] [CrossRef]
- Vogel, H. The law of the relation between the viscosity of liquids and the temperature. Phys. Z. 1921, 22, 645–646. [Google Scholar]
- Liu, C.-Y.; He, J.; Keunings, R.; Bailly, C. New linearized relation for the universal viscosity−temperature behavior of polymer melts. Macromolecules 2006, 39, 8867–8869. [Google Scholar] [CrossRef]
- Wang, J.; Wang, J.; Feng, L.; Lin, T. Fluid mixing in droplet-based microfluidics with a serpentine microchannel. RSC Adv. 2015, 5, 104138–104144. [Google Scholar] [CrossRef]
- Liu, R.H.; Stremler, M.A.; Sharp, K.V.; Olsen, M.G.; Santiago, J.G.; Adrian, R.J.; Aref, H.; Beebe, D.J. Passive mixing in a three-dimensional serpentine microchannel. J. Microelectromech. Syst. 2000, 9, 190–197. [Google Scholar] [CrossRef]
- Lin, C.-L.; Liu, Y.-J.; Lin, Z.-D.; Wu, B.-L.; Lee, Y.-H.; Shin, C.-S.; Baldeck, P.L. Laser direct writing 3D structures for microfluidic channels: Flow meter and mixer. In Microfluid, BioMEMS, Medical Microsystems XIII, Proceedings of the SPIE 9320, San Francisco, CA, USA, 7 February 2015; Gray, B.L., Becker, H., Eds.; SPIE Press: Bellingham, WA, USA, 2015. [Google Scholar]
- Jo, B.H.; Van Lerberghe, L.M.; Motsegood, K.M.; Beebe, D.J. Three-dimensional micro-channel fabrication in polydimethylsiloxane (PDMS) elastomer. J. Microelectromech. Syst. 2000, 9, 76–81. [Google Scholar] [CrossRef]
- Stroock, A.D.; Dertinger, S.K.W.; Ajdari, A.; Mezic, I.; Stone, H.A.; Whitesides, G.M. Chaotic mixer for microchannels. Science 2002, 295, 647–651. [Google Scholar] [CrossRef] [PubMed]
- Taylor, H.; Lam, Y.C.; Boning, D. A computationally simple method for simulating the micro-embossing of thermoplastic layers. J. Micromech. Microeng. 2009, 19, 075007. [Google Scholar] [CrossRef]
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Debono, M.; Voicu, D.; Pousti, M.; Safdar, M.; Young, R.; Kumacheva, E.; Greener, J. One-Step Fabrication of Microchannels with Integrated Three Dimensional Features by Hot Intrusion Embossing. Sensors 2016, 16, 2023. https://doi.org/10.3390/s16122023
Debono M, Voicu D, Pousti M, Safdar M, Young R, Kumacheva E, Greener J. One-Step Fabrication of Microchannels with Integrated Three Dimensional Features by Hot Intrusion Embossing. Sensors. 2016; 16(12):2023. https://doi.org/10.3390/s16122023
Chicago/Turabian StyleDebono, Mike, Dan Voicu, Mohammad Pousti, Muhammad Safdar, Robert Young, Eugenia Kumacheva, and Jesse Greener. 2016. "One-Step Fabrication of Microchannels with Integrated Three Dimensional Features by Hot Intrusion Embossing" Sensors 16, no. 12: 2023. https://doi.org/10.3390/s16122023