1. Introduction
Computer Numerical Control (CNC) machines are operated by precisely programmed commands and widely used in modern manufacturing industry, enabling the manufacture of complex-shaped products or parts that cannot be produced by manually operated machines.
Nowadays, every manufacturer in the global market is pitted against worldwide competitors with consistently improving product quality, enhanced manufacturing productivity, elimination of inspections, and shrinking total machining costs.
The condition of cutting tools and the cutting process should be identified without human assistance and/or interrupting the manufacturing process operation, which is one of the most important operating criteria that influences the manufacturing quality and productivity. An automated machining process with a successful machining condition monitoring system could allow increased principal equipment utilization, hence achieving considerable cost savings for the manufacturing industry [
1,
2].
As precise estimation and determination of cutting force at tool tips in manufacturing processes is the most effective method for monitoring machine tools and the machining processes, it is indispensable in many research and application fields for monitoring the tool conditions, analyzing of machining methods and tools, estimating real-time tool wear [
3], designing proper machining tools, characterizing and optimizing manufacturing process and cutting parameters,
etc. Consequently, sensor systems for measuring cutting force are receiving widespread attention within the equipment manufacturing and other related industries community.
The cutting forces during machining process are dependent on many parameters such as depth of cut, configuration of the cutting tool, feed rate, material of the workpiece and the tool, and some unknown factors such as cooling method. Therefore, theoretical cutting force calculations are hardly applicable to monitor practical machining processes in a factory environment.
A great number of sensor systems with many sophisticated signal and information processing techniques proposed for the pertinent applications can be found in the literature. Additionally, a lot of commercial devices capable of measuring the cutting force during milling, turning, drilling or grinding have been developed by many companies such as Kistler TLC (Technische Lehrmittel Construktion, Unna, Germany), etc.
Conveniently, the cutting force measurement systems could be separated into at least two groups, consisting of indirect and direct approaches. The direct measurement approach refers to detecting and quantifying the cutting force by using force dynamometers directly. This is done by relying on some specific effects such as mechano-magnetic, mechano-electric, and mechano-optic conversions, while the indirect measuring approach refers to a cutting force that is estimated by dynamic parameters associated with cutting force such as acceleration, acoustic emission, vibration, and spindle motor current. The most common indirect approaches to cutting force measurement or monitoring are based upon motor current and power measurement [
4,
5]. Shin
et al. [
6] designed an indirect approach for measuring cutting force in end-milling process with a three-axis acceleration sensor and Hall-effect current sensors. An indirect approach for detecting cutting force for an Adaptive Control with Constraints (ACC) system for machining centers by using the currents of a.c. feed-drive servo drives was reported in [
7]. A novel approach for measuring cutting force via command voltages drawn by electro-magnetic bearing was proposed by Auchet
et al. [
8], and the experimental results show that the calculated cutting forces are in good agreement with commercial Kistler measurement system. The static accuracy and bandwidth of the Altintas
et al. presented a comprehensive model that evaluates the cutting force in normal and tangential directions through modeling the cutting mechanics, feed variation and tool indentation effect [
9]. In recent years, different methods for evaluating or predicting cutting forces based on tool indentation effect [
10], nonlinear cutting force coefficients [
11], and rotational DOF (Degrees of Freedom) of the multi-axis kinematics effect on mechanics of the cutting process [
12] are considerably attracting the attentions of researchers. Within most environments the indirect approach is easier to achieve, but has several limitations such as high computation time, unsuitable for multi-axis cutting process, does not consider the frictional behavior of the machine tools.
On the other hand, direct measuring approaches have been widely employed because they can provide more accurate measurement of cutting forces. Although, they have their limitations like high cost, layout constraints, fragility to overload,
etc. Rao, Gao, and Friedrich presented an integrated force measurement method for on-line cutting geometry inspection, and a piezoelectric force sensor with high resolution (0.44 mN) and sensitivity (7 mV/gm) which was adopted to measure the feed force combined with thrusts during the diamond-cutting process [
13]. A novel cylindrical capacitive displacement sensor and a magnetic exciter for monitoring end milling processes were proposed by Kim
et al. [
14]. It was verified by cutting experiments that the proposed sensory system was suitable in the monitoring of high speed cutting conditions on various machine tools. A strain gauge based tool dynamometer and a piezo-film accelerometer, with a natural frequency of 2.35 kHz, was developed to detect dynamic and static cutting force for ultra-precision machine tools [
15]. Jin, Venuvinod, and Wang proposed an approach for detecting cutting force with an optical fiber sensor, and the results of calibration experiment and manufacturing tests show the proposed system obtains satisfactory performances (Its static sensitivity and linearity of the system are 2.51 mV/N and 1.2% Full Scale (F.S.), respectively, with a natural frequency of 950 Hz) [
16]. The pros and cons as well as typical designs of the mentioned intrinsic transduction techniques are summarized in the
Table 1. These transduction techniques are commonly interconnected in practical cutting forces measurement systems [
17,
18].
Table 1.
Intrinsic transduction techniques for cutting force measurement.
Table 1.
Intrinsic transduction techniques for cutting force measurement.
| Measuring Technology | Direct/Indirect Measurement | Pros | Cons | Typical Designs |
|---|
| Current | indirect | | | [5] |
| |
| | |
| Voltage | indirect | | | [8] |
| |
| Strain gauge | direct | | | [15] |
| |
| |
| Capacitive | direct | | | [14] |
| |
| |
| Optoelectronic | direct | | | [16] |
| |
| |
| Piezoelectric | direct | high frequency response and high dynamic range rangeability higher accuracy and finer resolution high sensitivity and stiffness
| | [13] |
|
|
Many different sensory systems for cutting force measurement have been developed for specific tasks. However, many tasks such as monitoring and controlling of high speed machining processes require reliable and practical sensing methods to measure the cutting force, which cannot be achieved by the majority of the present sensory systems. This is partially due to limited workpiece sizes, low frequency bandwidths, mounting constraints, wiring complexities, and susceptibility to harsh machining environments [
19]. In this paper, a novel six-component Force/Moment (F/M) sensor is designed to detect the normal and tangential cutting force (F
x, F
y and F
z), as well as the cutting moments (M
x, M
y and M
z), simultaneously.
3. Design and Construction of the Sensor
The most common technique to detect cutting F/M relies on resistive measurement approach with strain gauges. This is due to its advantages such as high reliability with time, excellent linearity over wide range, simplicity, wide operating temperature range, adjustable resolution, maintenance free and relatively low in cost,
etc. [
20]. The sensing system based on resistive approach consists of four functional elements: strain gauges, Elastic element (EE) with a specially designed shape, measuring bridges, and electric circuit.
3.1. Sensing Principle
The strain gauges bonded onto the EE are sensitive to dimensional changes when a cutting force is applied to the sensor, and their resistances change according to:
where Δ
Ri/
Ri is the variation of relative resistance ratio of the
ith strain gauge.
G and
εi are the gauge factor of the strain gauge and specific strain, respectively. Provided that the EE behaves within the elastic range of the material, the strains and the applied cutting load are related by the following equation:
where
is the cutting load vector that contains the forces
Fs and the moments
Ms applied onto the sensor.
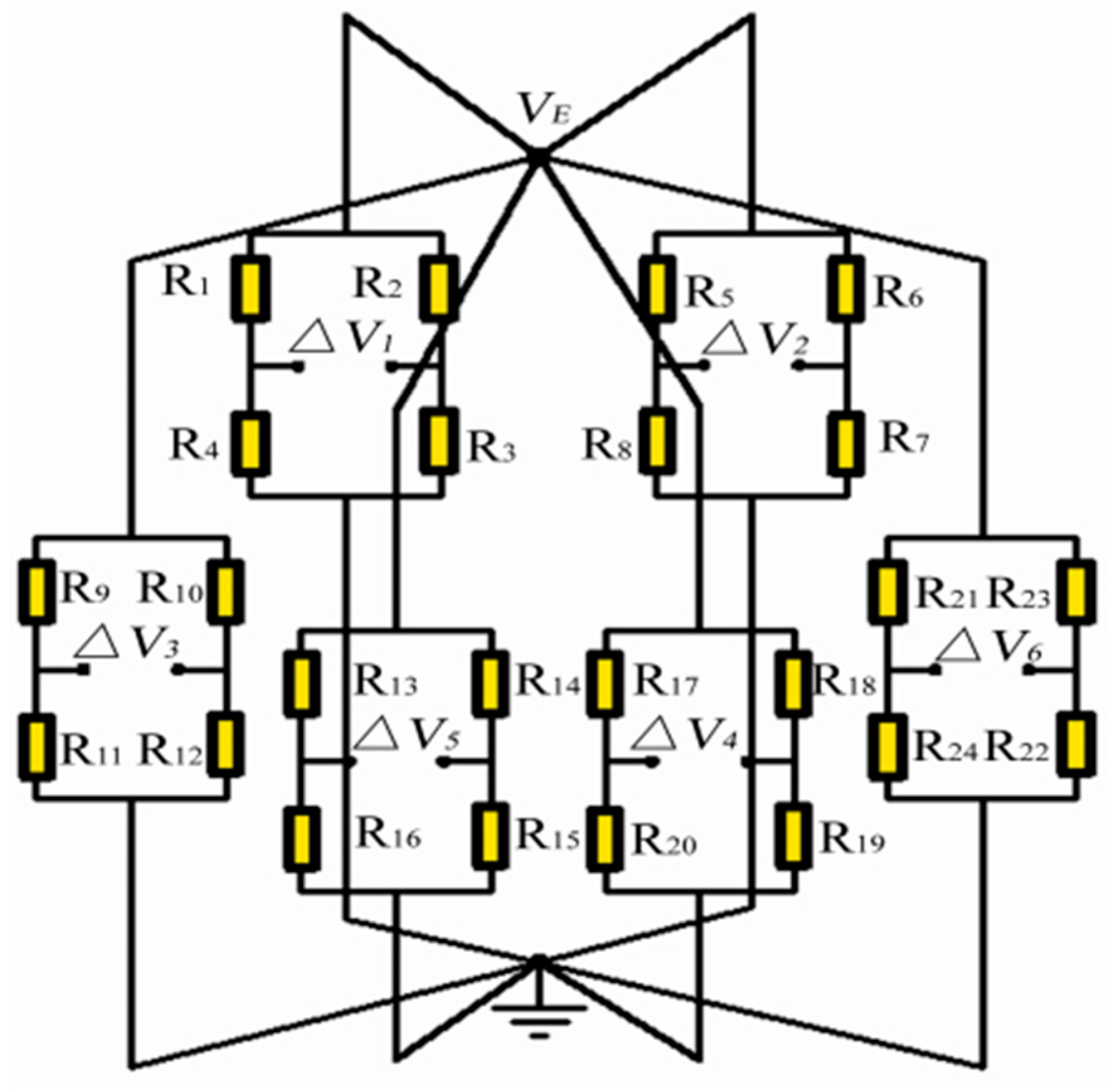
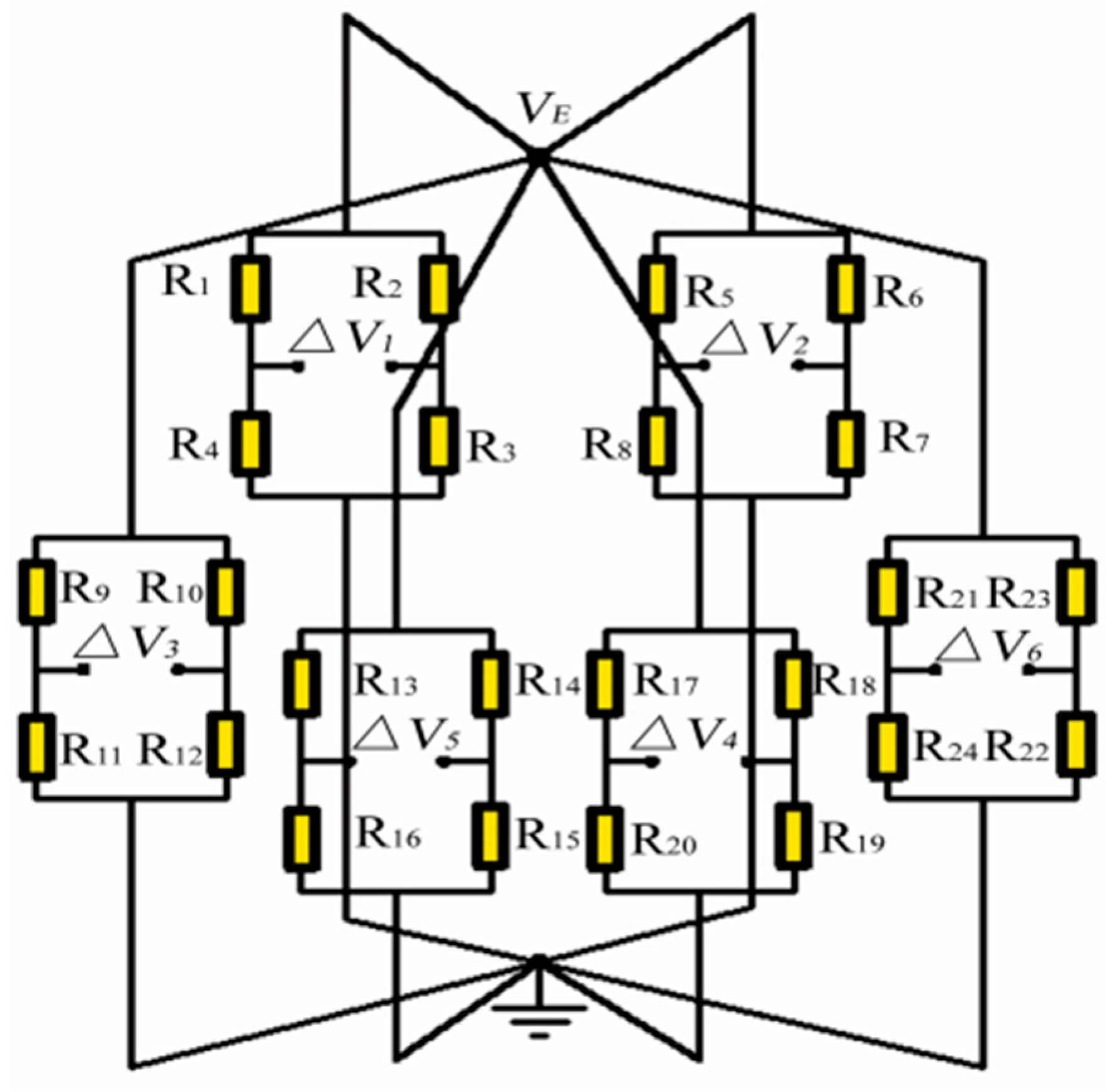
Wheatstone Bridge arrangements are generally employed as measuring bridges via electrically connecting several strain gauges (generally 4, 8, or a still greater number) to measure the small resistive changes with high sensitivity and inherent linearity. Therefore, there is a relation between the output voltage variation of the measuring bridges and the strains due to the applied cutting load:
where
,
VE is the voltage excitation source of the bridges,
and
represent the bridge transformation matrix and the transducer matrix, respectively. The transducer matrix is a constant matrix that depends on the configuration of the measuring bridges, the structure of the EE, and the specific location of the strain gauges on the EE. After calibration or structural analysis, the applied cutting load can be determined and calculated:
where
is the generalized inversion of
T.
z is an arbitrary 6 × 1 vector, and usually set as
z =
o.
Multi-component cutting F/M sensor should be designed to be equally sensitive or accurate among its all force and moment components. As a consequence, the sensor and its electrical circuit should be characterized with simple but effective decoupling methods, identical amplification among components associated with a considerable degree of integration. The transducer matrix is normalized to avoid the unit inconsistency problem:
with normalization compensates:
where △
ViM and
FiM (or
MiM) are maximal voltage variation of the
ith measuring bridge and pre-specified maximal cutting forces (or moments). The anisotropy index of the sensor can be obtained by the condition number of
[
21]:
where
and
represent the largest and the smallest singular values of
, respectively.
The absolute sensitivity of the sensor can be evaluated by [
22]:
or:
The obtained cutting load is respect to the sensor’s coordinate frame {
S}, and should be transformed to the tool’s coordinate frame {
T} as:
where:
Here, rt is the location vector of the frame {S} with respect to the frame {T}, Rt is the is the orientation matrix of frame {S} relative to the frame {T}, O is the null matrix, and S(rt) represents skew-symmetric matrix operator of vector rt.
3.2. Structure of the Proposed Six-Component Cutting F/M Sensor
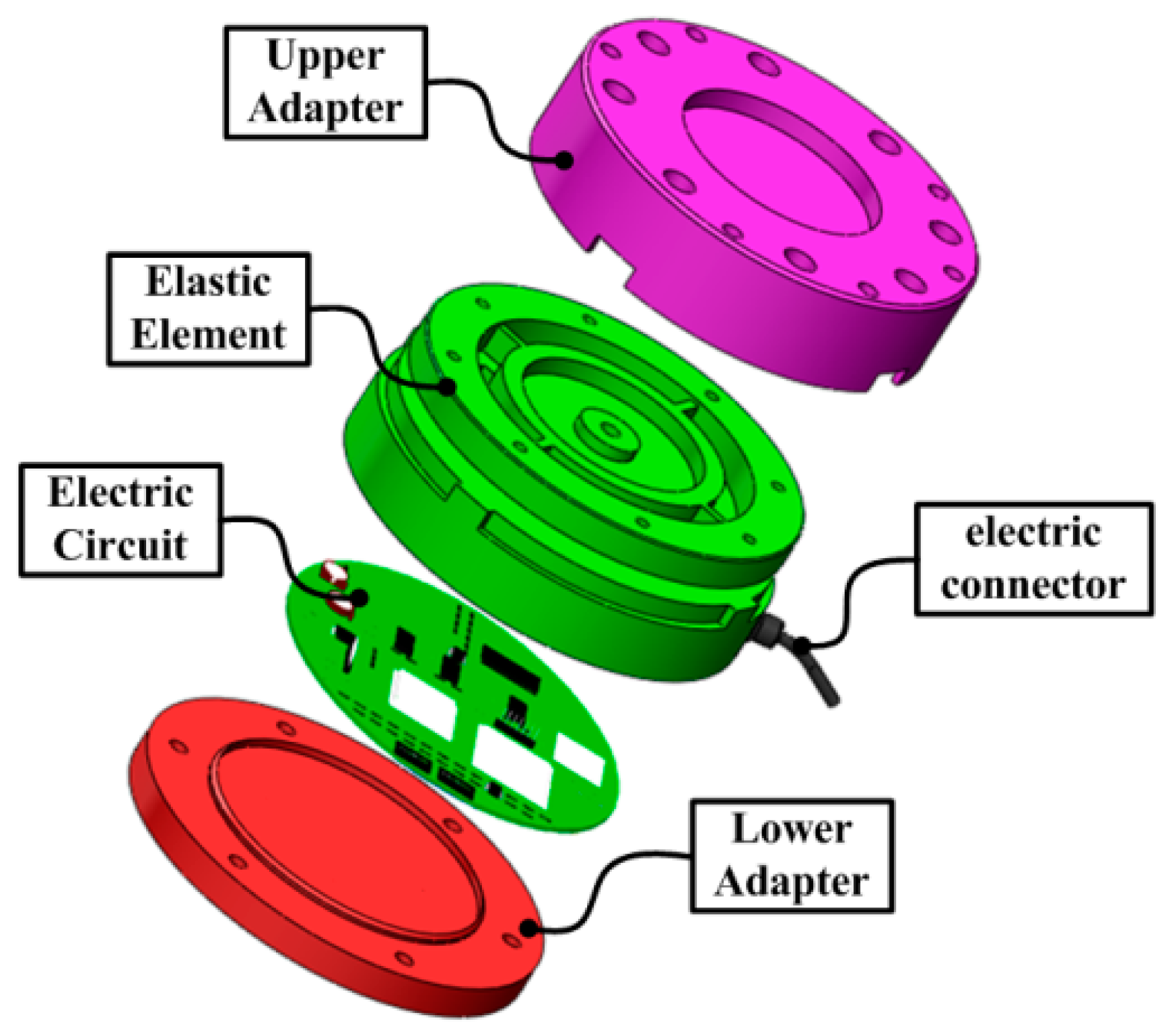
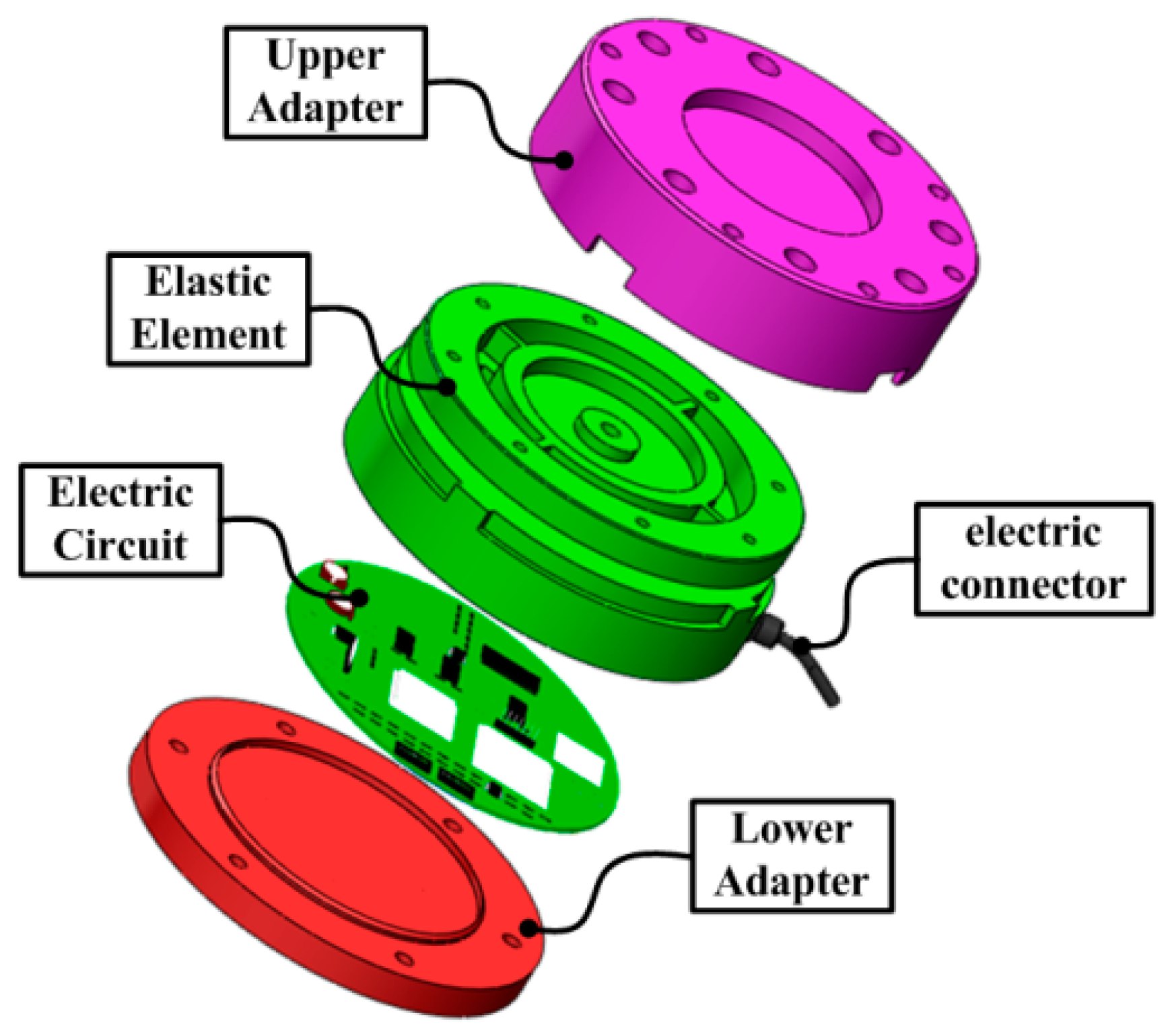
The distinctive design of the proposed six-component cutting F/M sensor consists of four parts as illustrated in
Figure 3. In particular, the upper and lower adapters are connected to the upper and lower portions of the EE by stainless steel screws with controlled torque, respectively. The integrated electric circuit is mounted in the EE, and electrically connected to host computer via the electric connector. The sensor is mounted to the spindle and the machine center via the upper and lower adapters, respectively.
Figure 3.
Structure of the proposed sensor.
Figure 3.
Structure of the proposed sensor.
3.3. Structure of Elastic Force-Sensing Elements
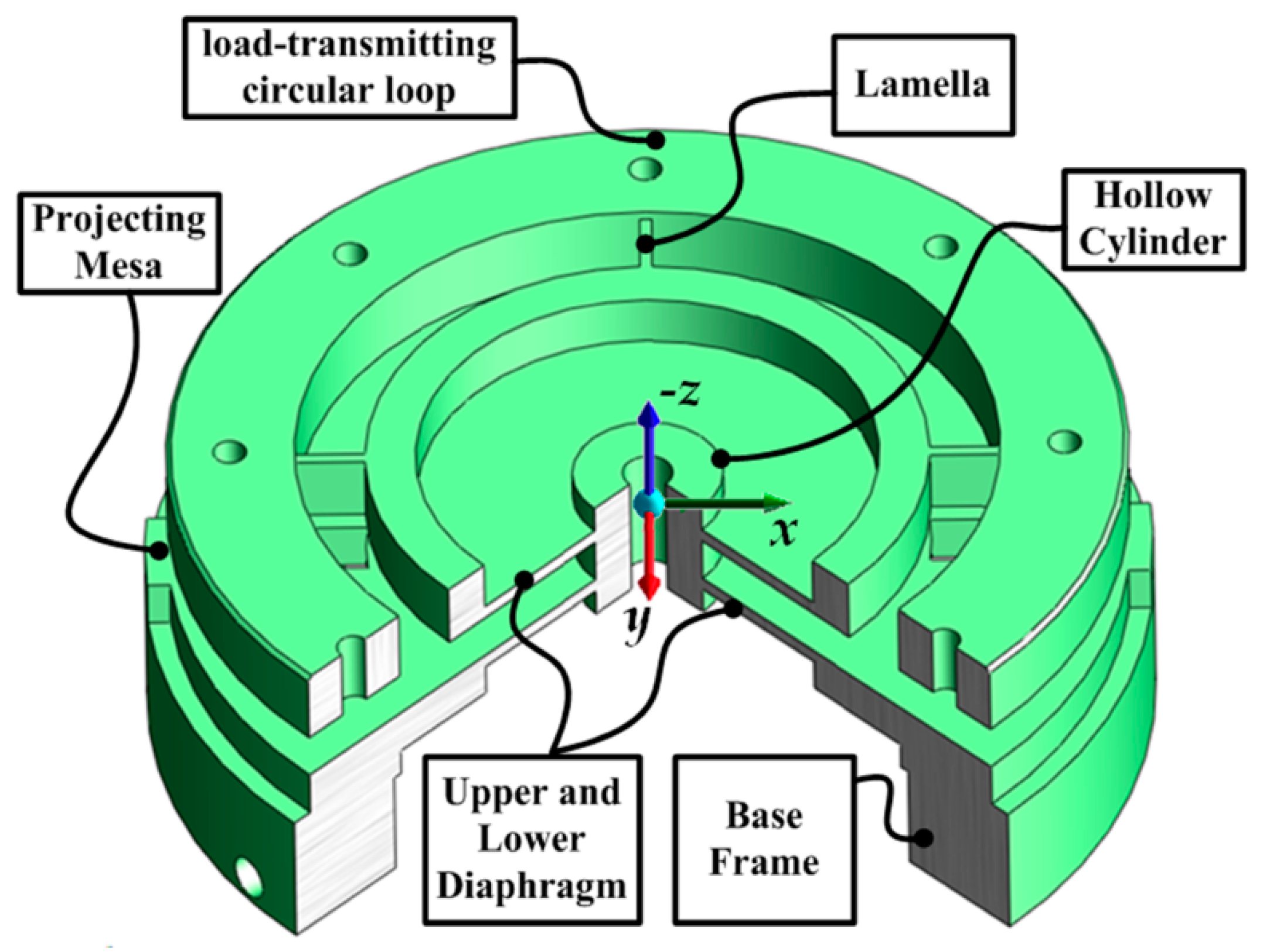
Briefly, the monolithic EE consists of double circular diaphragms, connected by a center hollow cylinder, four lamellas whose axes are perpendicular to each other in a cross-shape, a load-transmitting circular loop that transmits the cutting load, and a base frame (as indicated in
Figure 4). The base frame and the circular loop connect with the upper and lower adapters by bolts, respectively.
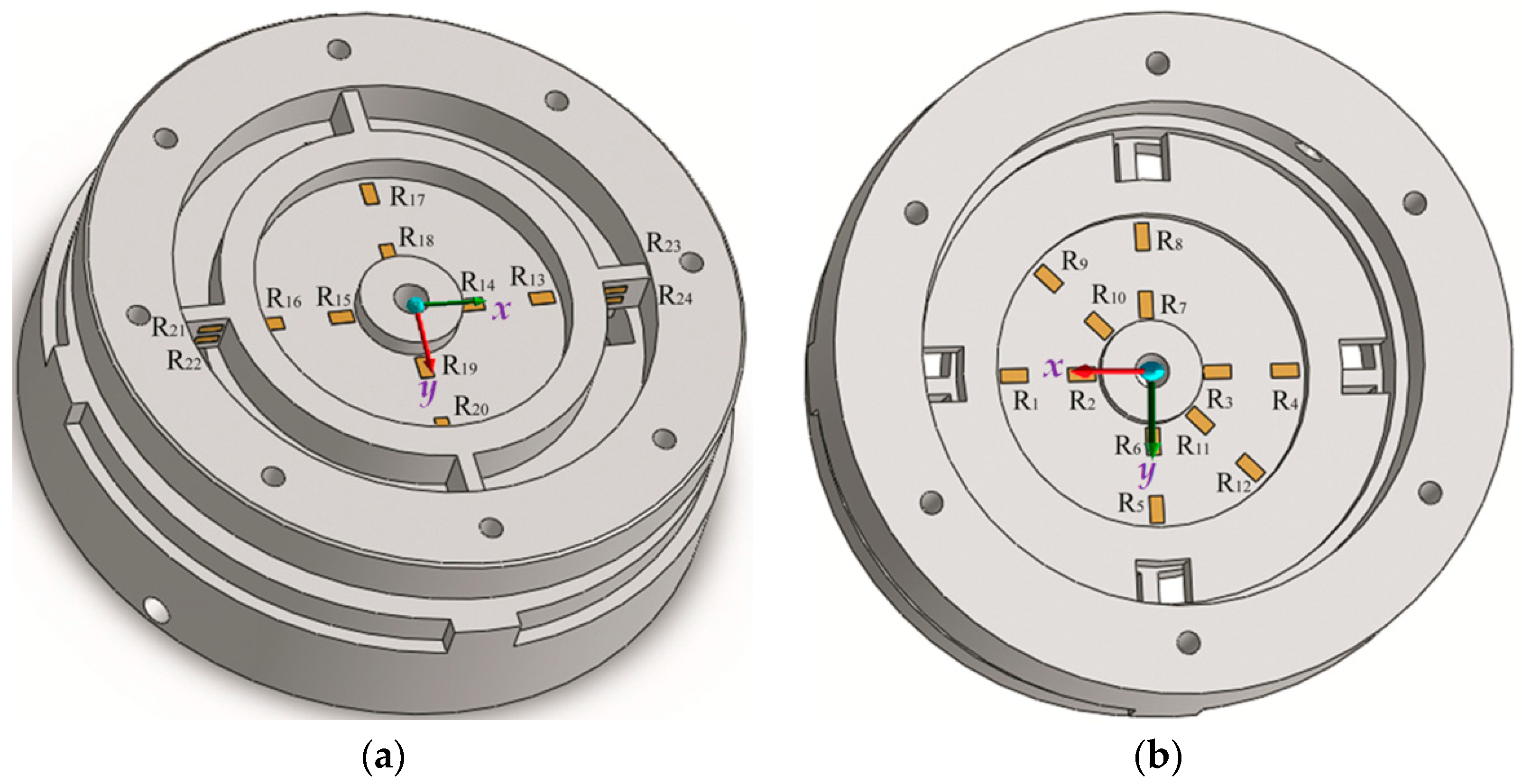
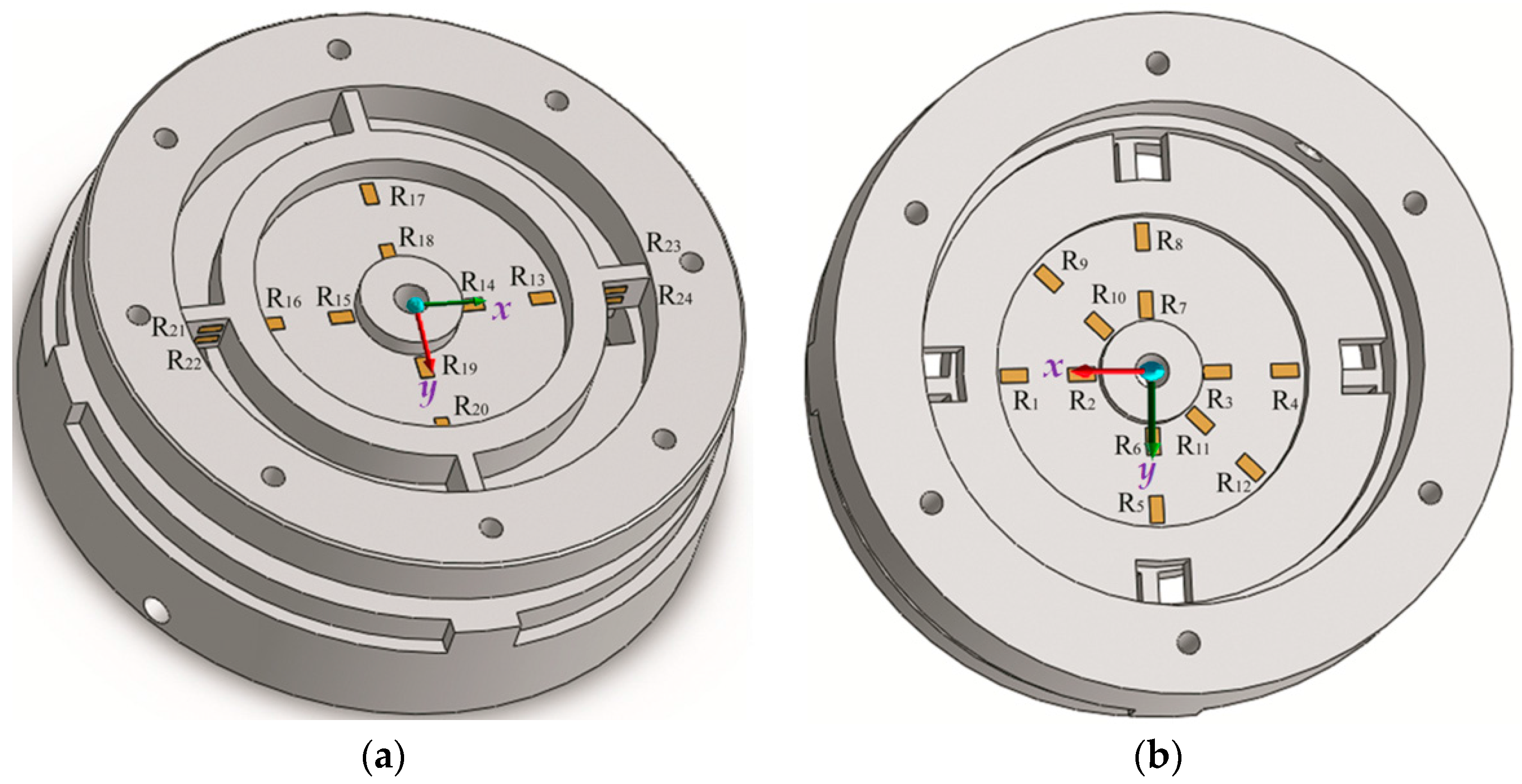
Practically, the EE transmits the applied cutting load into deformations of its flexible sensing portions through its double diaphragms and lamellas. In particular, the upper diaphragm that serves as an elastic portion is bonded with two groups of strain gauges, and it is responsive to the applied moment to be measured Mx, My. Similarly, the lower diaphragm that serves as an elastic portion is bonded with three groups of strain gauges, and it is responsive to the applied force Fx, Fy, and Fz. Additionally, the lamellas that act as elastic portions are bonded with four strain gauges, and they are sensitive to the moment Mz.
Figure 4.
3D model of the monolithic EE structure.
Figure 4.
3D model of the monolithic EE structure.
When the forces to be measured Fx, Fy or Fz act on the sensor, the circular loop connected with the upper adapter floats, while the base frame conneted with the lower adapter acts as a fixed support. Consequently, corresponding elastic deformation and strain will take place on the lower diaphragm. Accordingly, when the moment to be measured Mx (or My) act on the sensor, elastic deformations mainly take place on the upper and lower circular diaphragms. When the moment to be measured, Mz, acts on the load-transmitting circular loop, the inner borders of the lamellas provide fixed support while the outer borders of the lamellas float. Corresponding elastic deformation and strain consequently take place on the lamellas.
6. Calibration and Characterization of the Sensor
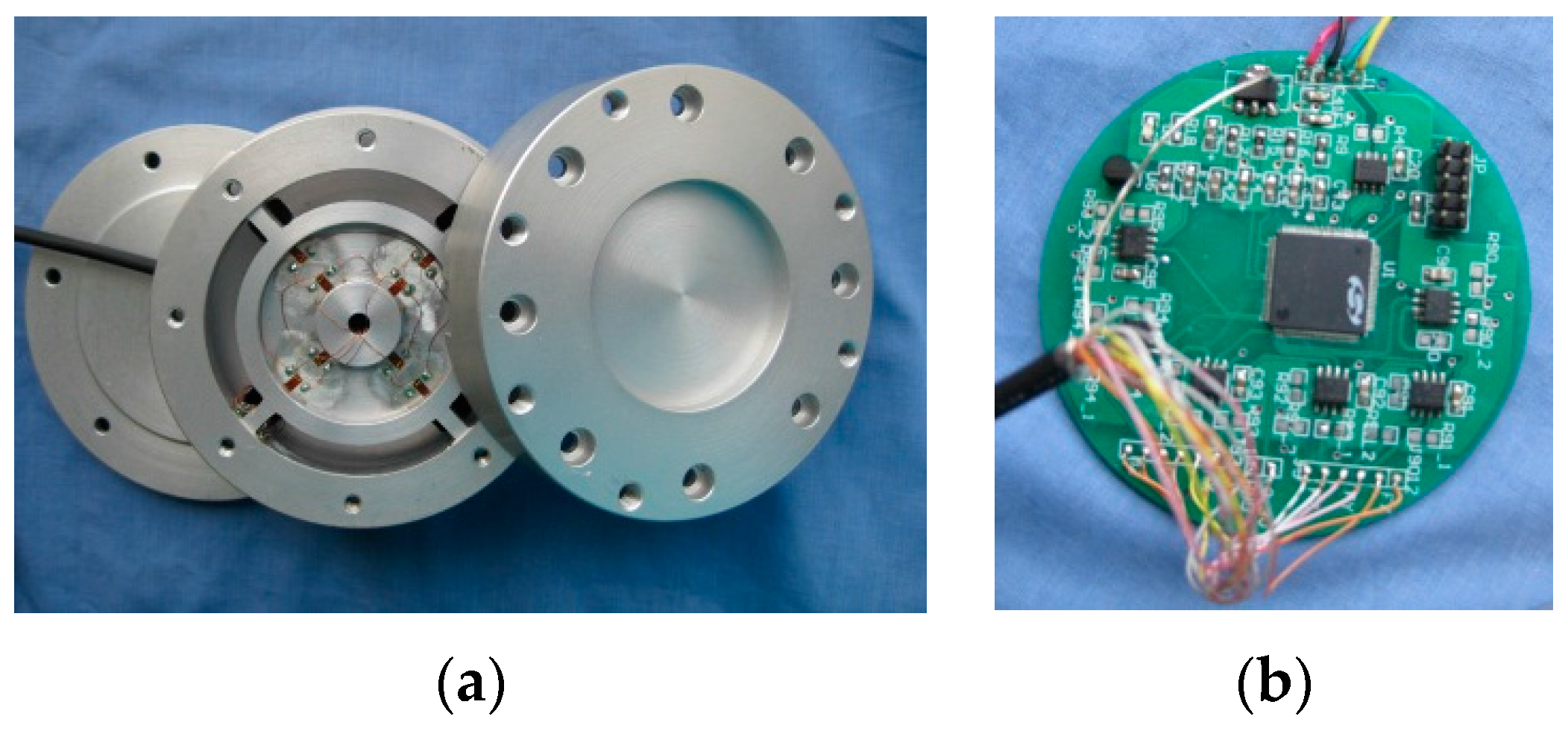
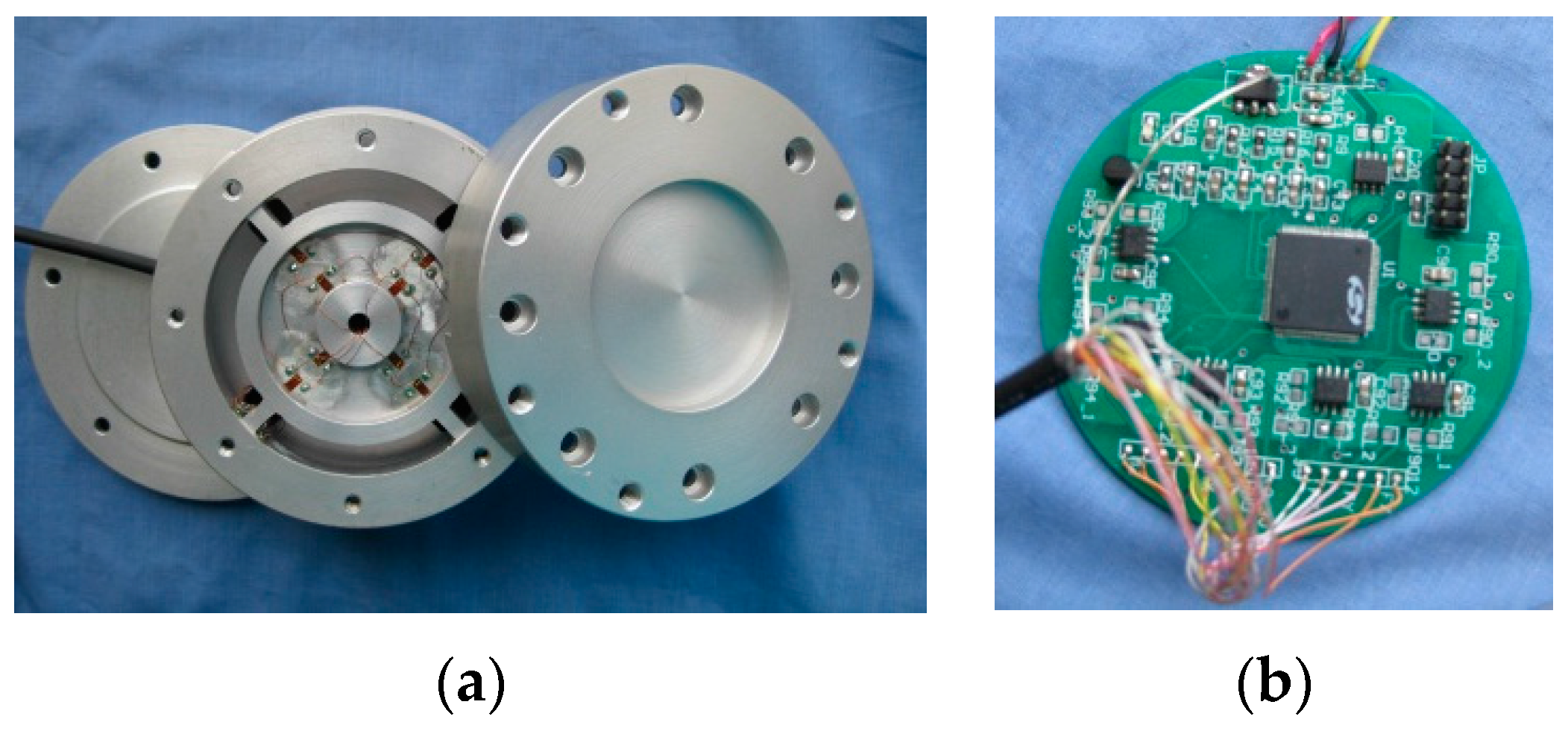
A prototype of the sensor system for cutting force measurement in machining processes with an integrated electric circuit has been constructed, as shown in
Figure 11. The sensor has a total size of Φ 80 mm × 42 mm. The measurement range of the system is set to 0–250 N for cutting force F
z, ±200 N for cutting forces in shear directions (F
x and F
y), and ±10 Nm for cutting moments around normal axis, and ±8 Nm for cutting moments around the shear axis.
Figure 11.
Prototype of the sensor system for cutting force measurement: (a) the upper adapter, EE and the lower adapters; (b) the integrated electric circuit.
Figure 11.
Prototype of the sensor system for cutting force measurement: (a) the upper adapter, EE and the lower adapters; (b) the integrated electric circuit.
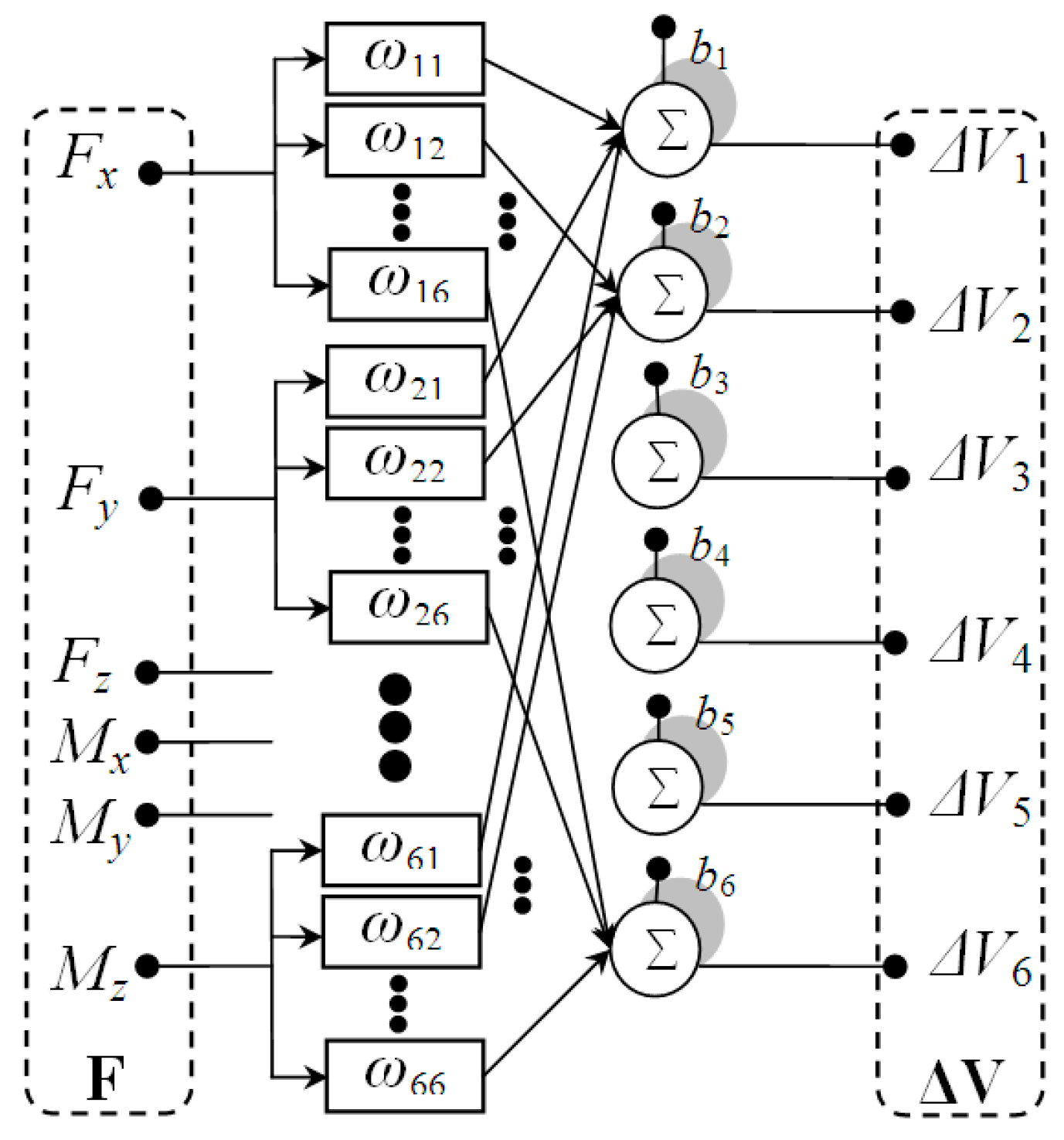
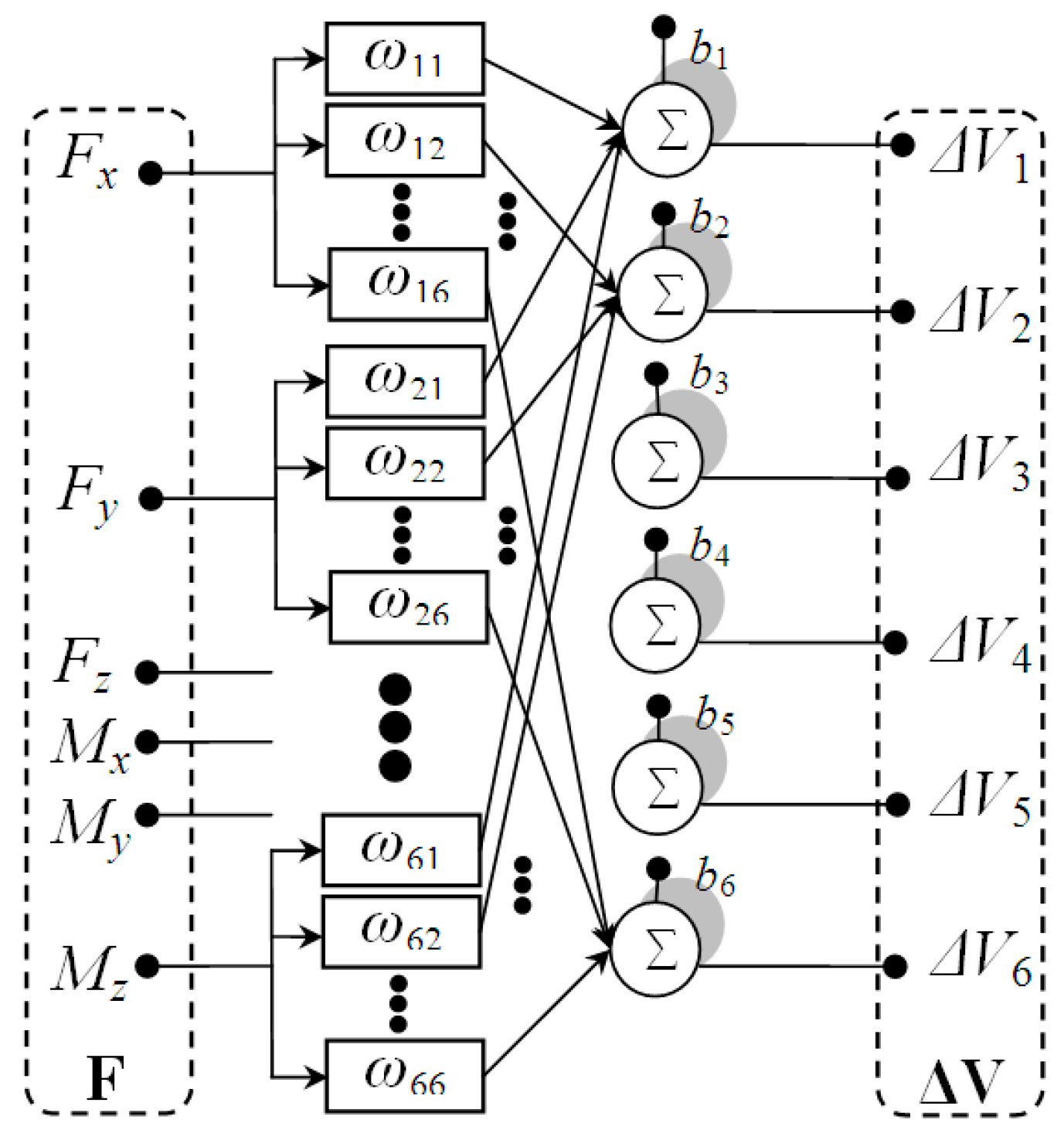
Precise calibration and decoupling of multi-dimensional cutting force sensor system is critical and must be addressed. The coupling effects among cutting force and moment components are depicted in
Figure 12. The relationship between the applied cutting load and output of the system could be expressed as:
With the method and procedure previously proposed in [
17], calibration and decoupling experiment of the proposed system are carried out.
Table 5 shows the outputs of the sensor under different applied cutting forces and moments. Specifically, the outputs of the components have a good symmetry about the zero point.
Table 5.
The outputs of the sensor.
Table 5.
The outputs of the sensor.
| Component | Fx | Fy | Fz | Mx | My | Mz |
|---|
| Applied load | - | - | - | - | - | −10 Nm |
| Corresponding output | - | - | - | - | - | −3.40 V |
| Applied load | −200 N | −200 N | 0 N | −8 Nm | −8 Nm | −8 Nm |
| Corresponding output | −4.48 V | −4.35 V | −0.0034 V | −4.03 V | −3.91 V | −2.72 V |
| Applied load | −150 N | −150 N | 50 N | −6 Nm | −6 Nm | −6 Nm |
| Corresponding output | −3.41 V | −3.31 V | 0.73 V | −3.08 V | −2.98 V | −2.04 V |
| Applied load | −100 N | −100 N | 100 N | −4 Nm | −4 Nm | −4 Nm |
| Corresponding output | −2.35 V | −2.28 V | 1.40 V | −2.12 V | −2.06 V | −1.36 V |
| Applied load | −50 N | −50 N | 150 N | −2 Nm | −2 Nm | −2 Nm |
| Corresponding output | −1.27 V | −1.25 V | 2.07 V | −1.15 V | −1.10 V | −0.68 V |
| Applied load | 0 N | 0 N | 200 N | 0 Nm | 0 Nm | 0 Nm |
| Corresponding output | −0.00153 V | −0.00168 V | 2.72 V | 0.0006 V | 0.00229 V | 0.0032 V |
| Applied load | 50 N | 50 N | 250 N | 2 Nm | 2 Nm | 2 Nm |
| Corresponding output | 1.28 V | 1.26 V | 3.35 V | 1.15 V | 1.11 V | 0.66 V |
| Applied load | 100 N | 100 N | - | 4 Nm | 4 Nm | 4 Nm |
| Corresponding output | 2.40 V | 2.28 V | - | 2.11 V | 2.05 V | 1.37 V |
| Applied load | 150 N | 150 N | - | 6 Nm | 6 Nm | 6 Nm |
| Corresponding output | 3.43 V | 3.32 V | - | 3.09 V | 2.99 V | 2.08 V |
| Applied load | 200 N | 200 N | - | 8 Nm | 8 Nm | 8 Nm |
| Corresponding output | 4.5 V | 4.37 V | - | 4.03 V | 3.91 V | 2.80 V |
| Applied load | - | - | - | - | - | 10 Nm |
| Corresponding output | - | - | - | - | - | 3.50 V |
Table 6 shows the performance of the proposed cutting force measurement system. From the table, these values show that the proposed system is superior in the maximum coupling and nonlinearity errors. Besides, the system still suffers from slight coupling due to the monolithic EE structure and the attachment error of the strain gauges.
Figure 12.
Coupling model of multi-dimensional cutting force sensor system.
Figure 12.
Coupling model of multi-dimensional cutting force sensor system.
Table 6.
The performance of the system.
Table 6.
The performance of the system.
| Component | Fx | Fy | Fz | Mx | My | Mz |
|---|
| Sensitivity | 0.02245 V·N−1 | 0.02180 V·N−1 | 0.0134 V·N−1 | 0.5038 V·(Nm)−1 | 0.4888 V·(Nm)−1 | 0.345 V·(Nm)−1 |
| Maximum coupling error | 1.07% | 1.38% | 0.41% | 1.47% | 1.09% | 0.39% |
| Maximum nonlinearity error | 1.75% | 1.94% | 1.87% | −1.77% | −1.69% | 1.15% |


 ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}