1. Introduction
Optical inspection and a large number of non-destructive evaluation techniques can be inspiring for the development of Structural Health Monitoring (SHM) systems. In prior research, various SHM systems have been investigated in order to detect damage, which is a local phenomenon, by measuring the total response of a structure with the main research focus on damage identification in components [
1]. Furthermore, the current research on SHM systems is particularly focused on and inspired by the biological nervous system, resulting in using various types of complicated sensor systems that try to mimic the living skin [
2,
3]. Nevertheless practical effectiveness, durability, and robustness of the SHM systems in real operating conditions remain a challenge. SHM’s continuous monitoring capability (especially during fatigue) has certain advantages when compared to periodic Non-Destructive Inspection (NDI) [
4]. As stated by Speckmann
et al. [
5], SHM is an alternative approach of NDI for the inspection of the structural integrity of aircrafts and can be a major part of the prospective intelligent structures. SHM systems of the second and third generation will be used in order to obtain a novel approach to structural design that relies on lightweight structures. As a result, the SHM system should be an embedded part of a structure.
Furthermore, additive manufacturing (AM) has been progressively gaining momentum during the past decade and can be included on the list of novel approaches to structural design. AM is material-efficient manufacturing method that enables the production of (near) net-shape products with the capability to create complex structures which cannot be produced by conventional production techniques [
6,
7]. AM is an emerging technology and can be tailored to the needs of building structures with embedded SHM systems, which is the main challenge for the SHM systems. In this respect, we developed a novel concept––the so-called “effective structural health monitoring” (eSHM) system. The current system uses one of the benefits and the greatest strengths of AM, which is creating complex and light structures. The main philosophy of the eSHM system is checking the absolute fluid pressure variations in a 3D network of capillaries or cavities that are integrated by AM techniques in the interior of a part. A sudden pressure change in the capillary indicates the presence of a crack between the outer surface and the capillary. More details on the eSHM system development can be found in [
8]. The pressure inside the capillary is initially significantly lower (or higher) than the ambient pressure. In both cases, the absolute values of the detection signals are very comparable for the same delta pressure (ΔP). In the case of positive pressure, the ΔP with the environment can be made larger than 1 bar, which results an increased sensitivity. However, by increasing the pressure level above ambient pressure, the stress level at the inner surface also increases which leads to a smaller fatigue strength of the system. Nevertheless, for applied pressure levels of approximately 1 bar these effects are rather small. The novel eSHM system can monitor a complete structure with a single pressure sensor to observe the pressure in the capillary network. The capillary or cavities are integrated in the metallic structure by means of AM and as such mimic the biological nervous system. The size of the capillaries can currently vary between 1 and 3 mm in diameter. The response of the structure with and without capillary is demonstrated in [
9] where the eSHM system has proven its effectiveness. The eSHM system does not influence the crack initiation behavior and as a result the fatigue life as it is shown in [
10]. This is concluded from an experimental and numerical analysis of various capillary locations and their impact on the structure. It is of high importance to mention that this is not the first time that the current measurement principle is used. Those capillaries (or cavities or elongated holes) have already proven their effectiveness in similar applications. Straight elongated capillaries were used in previous applications for crack detection in rotorcrafts [
11]. There are also a few patents in similar applications where elongated capillaries are used for monitoring without weakening the part [
12,
13,
14]. Failures of various materials that are used in aerospace are detected and inspected by means of non-destructive testing techniques (NDT). There are many NDT methods that can be used to examine a material, such as visual inspection, eddy current, ultrasonic inspection, acoustic emission, radiography,
etc. [
15]. NDT techniques are also widely used in metals. Electromagnetic methods like eddy current (EC) or radiographic methods introduce electromagnetic waves into the material in order to evaluate the material [
16]. EC allows crack detection in a wide range of metals. It is used in order to locate surface and subsurface defects (few mm below the surface), to determine the hardness of metals which have been subjected to heat treatment [
16] and also to provide information on the residual stress field close to the surface [
17]. The main principle of the EC technique is based on electromagnetic induction where the interaction between a magnetic source (produced by the probe) and the subject material is observed in order to detect a discontinuity or a defect. Radiography is used as a non-destructive technique providing information of defects and the internal state of a metallic sample [
18]. Radiography requires the projection and penetration of radiation energy on and through an inspected material. The radiation energy is absorbed homogenously by the material, except in the regions where thickness or density variations arise. The energy that passes through is captured by a sensing medium (film) in the form of an image of the interior of the specimen. Liquid penetrant (LP) inspection can also be used successfully in the inspection of metals, either with fluorescent or non-fluorescent dyes. Furthermore, NDT and evaluation methods such as X-rays, neutron diffraction, magnetic Barkhausen noise (MBN), EC,
etc. can be also used in order to characterize materials and perform residual stress evaluation [
19,
20,
21,
22]. Some of those techniques (MBN and EC) are mainly influenced by the magnetic properties of magnetic materials [
23]. More specifically, MBN is rather sensitive to microstructure and applied stresses [
24] while eddy current signals are sensitive to the magnetic permeability of materials, which depends on the stresses [
20]. Both techniques are characterized by reliability and no special specimen preparation is required prior to application. Furthermore, eddy current thermography, which is a combination of eddy current and IR thermography, was also used in the health monitoring of metals [
25].
Additionally, acoustic emission (AE) is another NDT technique that uses elastic waves that are emitted in a medium due to crack nucleation or propagation. These elastic waves can be captured by suitable piezoelectric sensors on the surface of a specimen [
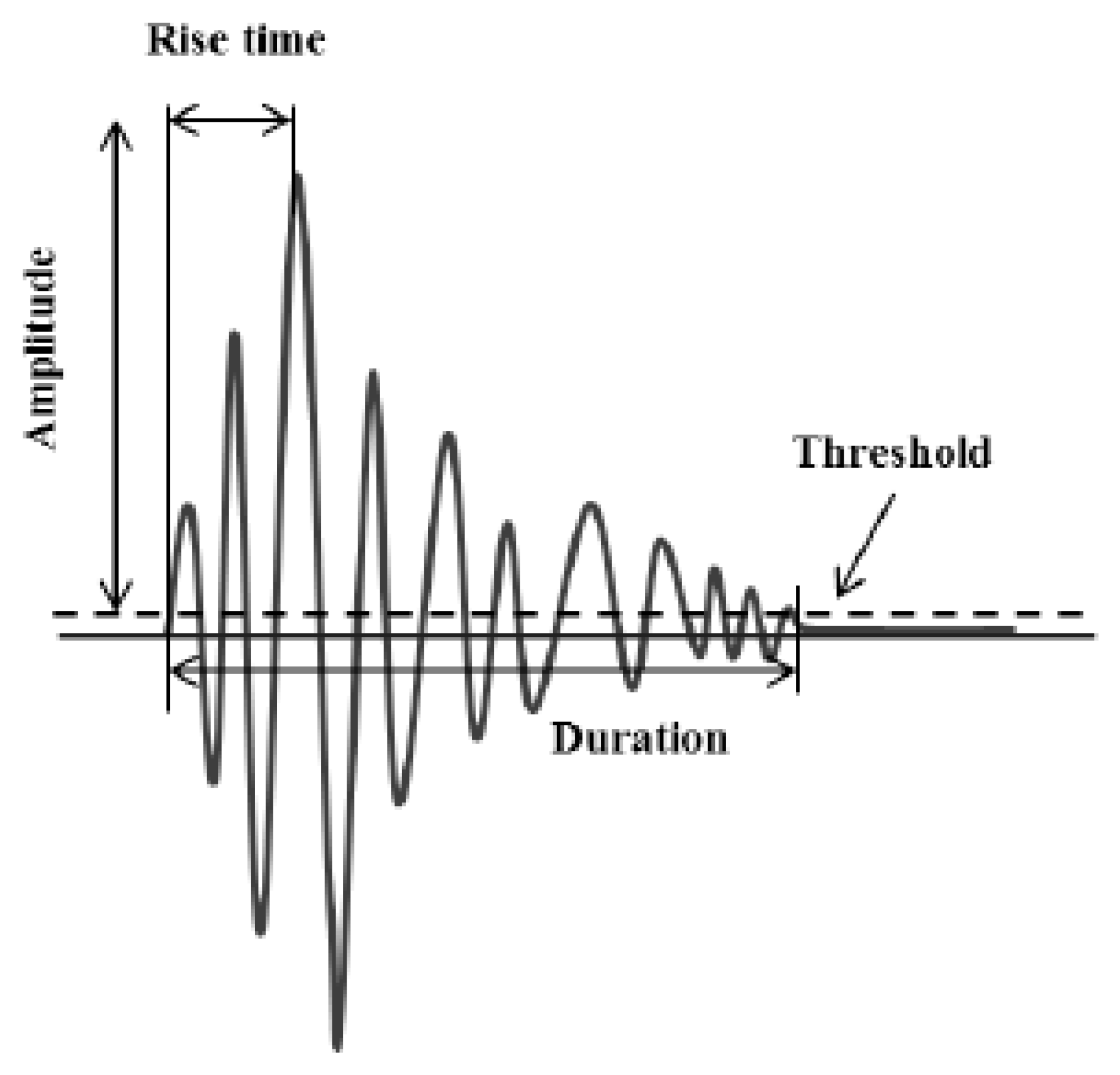
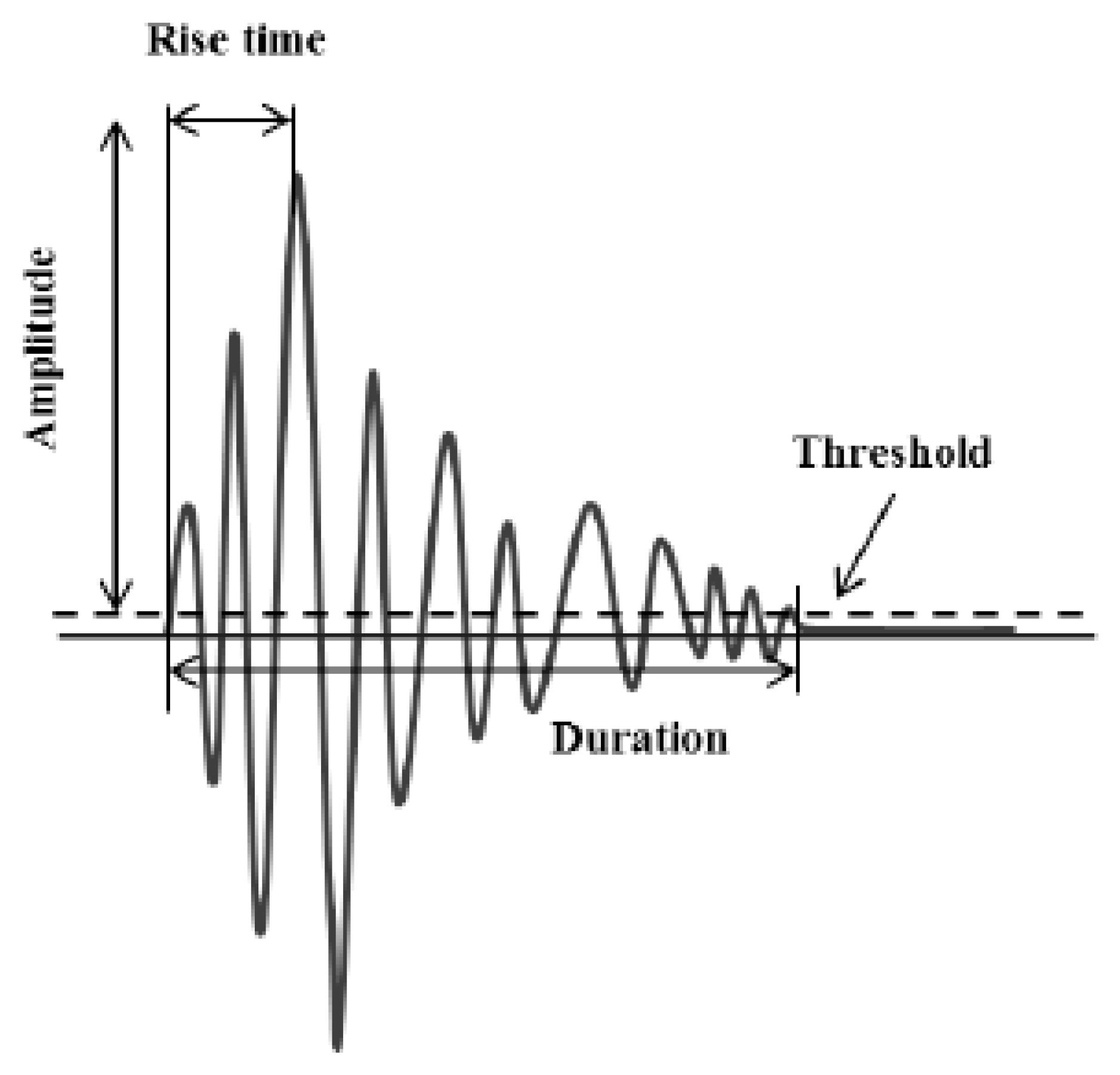
26]. Besides the number of emitted acoustic signals, which may provide information on damage accumulation, other qualitative waveform parameters can be also significant. Parameters like maximum amplitude, energy, rise time (RT) and duration (DUR) can provide equally important information.
Figure 1 shows a typical AE waveform with its basic features. AE as a technique has been extensively used in damage characterization in metals [
27,
28,
29,
30], rocks [
31] and ceramics [
32] among other materials while structural components like wind turbine blades [
33] were also evaluated. Furthermore, in cyclic loading histories other important effects like the well-established “Kaiser effect” and “Felicity effect” should also be taken into account as essential damage accumulation indicators. In the case of the Kaiser effect, no AE is recorded until the previous maximum load has been overpassed while reloading an intact specimen [
31,
34,
35]. On the other hand, AE will be recorded in cases of severe damage even at much lower loads than the previously applied [
32]. In those cases, the ratio of the load when AE takes place and the previous maximum load is called Felicity ratio. According to the literature [
36,
37] Felicity ratio 1 or larger shows no damage since the last AE inspection. However, a decrease in the Felicity ratio value might be associated with cumulative damage.
Figure 1.
Typical acoustic emission signal with main waveform parameters.
Figure 1.
Typical acoustic emission signal with main waveform parameters.
The main objective of the current article is the evaluation of the damage detection capability of the eSHM system. This evaluation will be performed by NDT inspection in stress-free conditions and during static load conditions. Prior to this work, previous research on the response of the eSHM system during four-point bending fatigue testing was conducted [
38] and cracks nucleated by this process will be assessed in this paper. Before the eSHM system can be implemented in real structures, its results concerning sensitivity to damage initiation and propagation should be validated. To do so, we applied different NDT techniques (liquid penetrant, eddy current, radiography, and AE) to monitor crack development and location, and their results are discussed in relation to the eSHM. To the authors’ best knowledge, this is the first effort to monitor damage in AM metallic components of SS 316L and Ti6Al4V by the AE technique. The major contribution of the study lies in two fields. One is the aforementioned evaluation of the adequate function of the eSHM system,
i.e., confirming the existence of a crack that was detected by capillary pressure change using a combination of monitoring techniques and demonstrating that these NDT techniques also work on AM Ti6Al4V and AM SS 316L. The second major contribution concerns to the AE and the possibility of this passive technique to complement the data of the system. AE produces numerous signals in several SHM cases, making difficult to discriminate between the relevant and non-relevant emissions (noise, signals outside the gauge length of interest). The indication of the eSHM system may help focus on the AE activity from the moment the crack is detected.
The second section of the article describes the test specimen with the integrated eSHM system, the loading procedure during static loading and the experimental details of the NDT techniques. The results are presented in the third section. The first part of the third section starts with the results obtained with NDT methods in stress-free conditions. In the second part of the third section, the LPI was performed under loaded conditions and the correlation of the pressure measurements of the system will be discussed. In the last part of the third section, the applicability of AE for AM components is presented and analyzed focusing on the standard AE parameters and the localization capability of AE. Remarks and conclusions based on the results are given in
Section 4. It is shown that the aforementioned NDT techniques can be successfully used in this innovative class of materials. Furthermore, AE parameters like rise time and amplitude can provide valuable information on the damage accumulation while well-known trends and phenomena like the Kaiser effect also occur in this innovative class of materials.
2. Experimental Section
As previously mentioned, the specimens for this study were produced by additive manufacturing. In total, there were two Ti6Al4V produced by selective laser melting (SLM) and two AISI 316L produced by laser metal deposition (LMD). SLM and LMD are additive manufacturing processes and they both use the energy of a laser beam in order to bind metal powder particles. They mainly differ in the way the powders are deposited [
39].
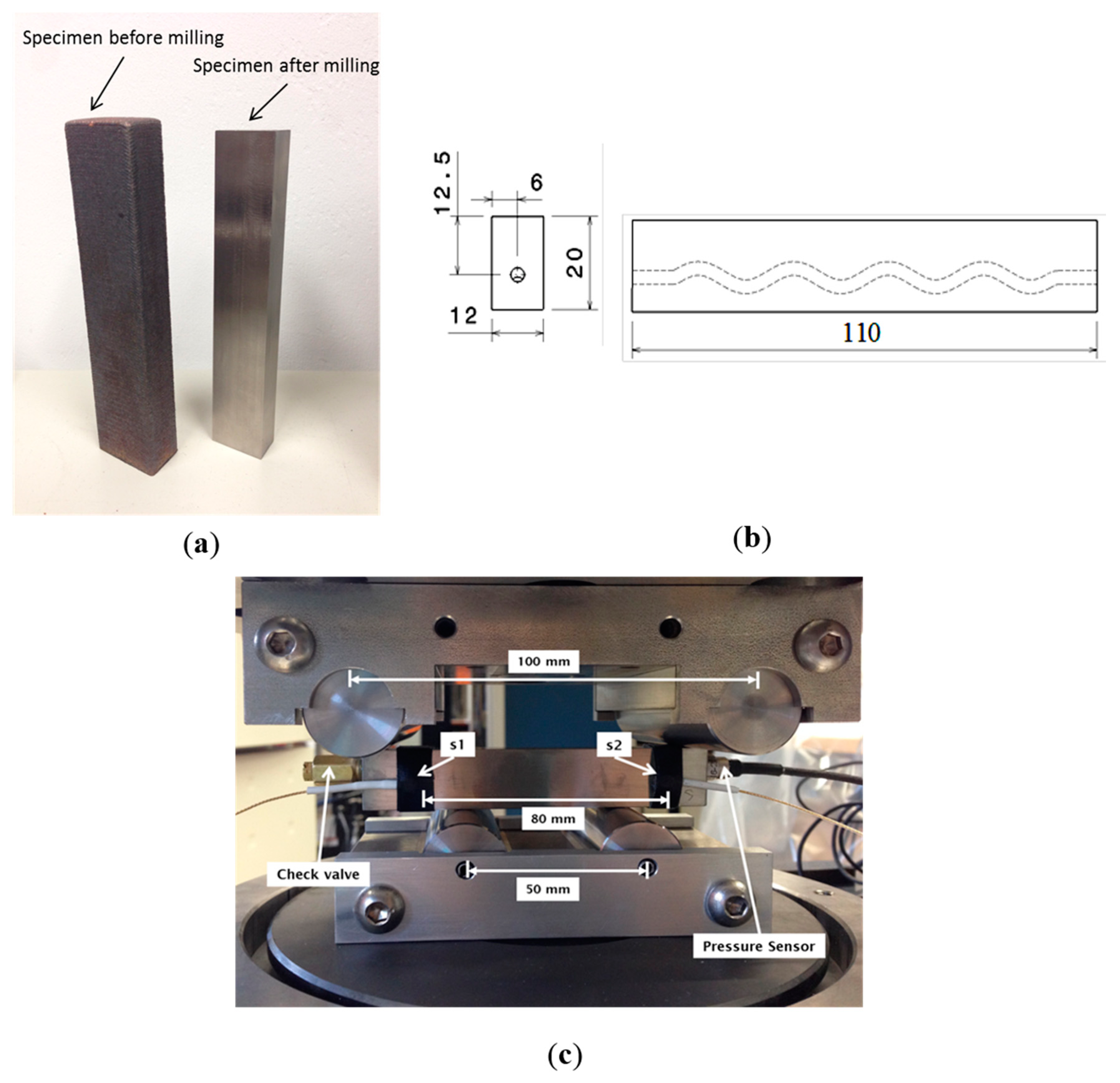
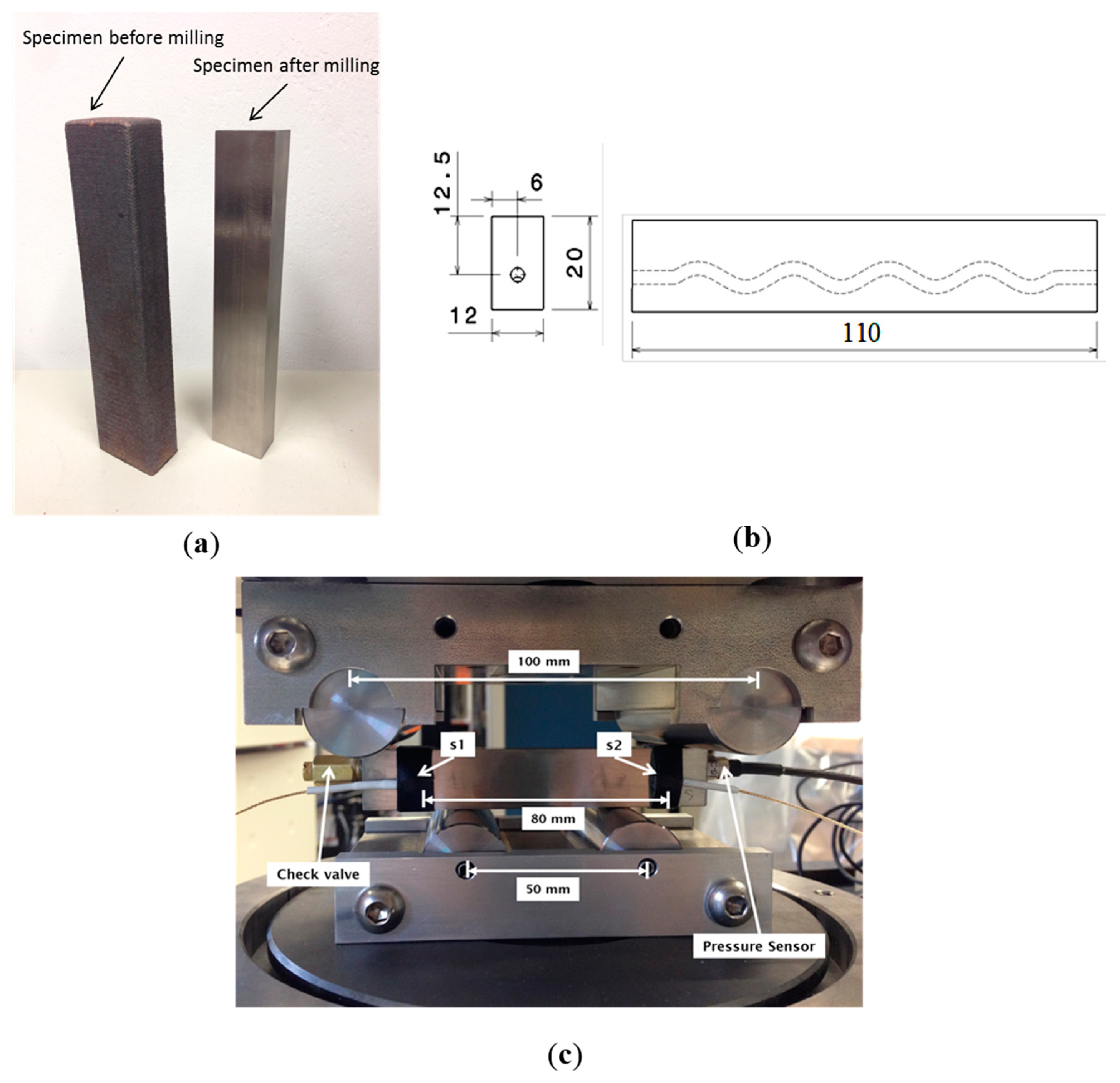
All the specimens were built with an integrated eSHM system by means of a 3D sinusoidal shape of capillary, which was built in the course of AM. The integrated capillary had a diameter of 3 mm in the LMD samples (AISI 316L) and 1 mm in the SLM samples (Ti6Al4V). The sinusoidal shape had an amplitude of 2 mm and a period of 25.7 mm. The current design lies on a previous study, where the main objective was to prove that the integrated capillary had no negative influence on the crack initiation during fatigue. The sinusoidal shape is also linked with the ability of AM to create complex structures. The locations with the highest likelihood for crack initiation from the capillary were situated on the circular cross sections that were furthest away from the specimens’ neutral axis. In the current specimens, the moment of inertia alters along the capillary. This is associated with the fact that the circular cross section of the capillary from the neutral axis varied. The further the cross section from the neutral axis, the lower the moment of inertia and the higher the nominal stress and the stress at the capillary becomes. More details on the design strategy can be found in the paper of Strantza
et al. [
9]. After production the specimens were milled to the final dimensions shown in
Figure 2b. A specimen before and after milling is also depicted in
Figure 2a.
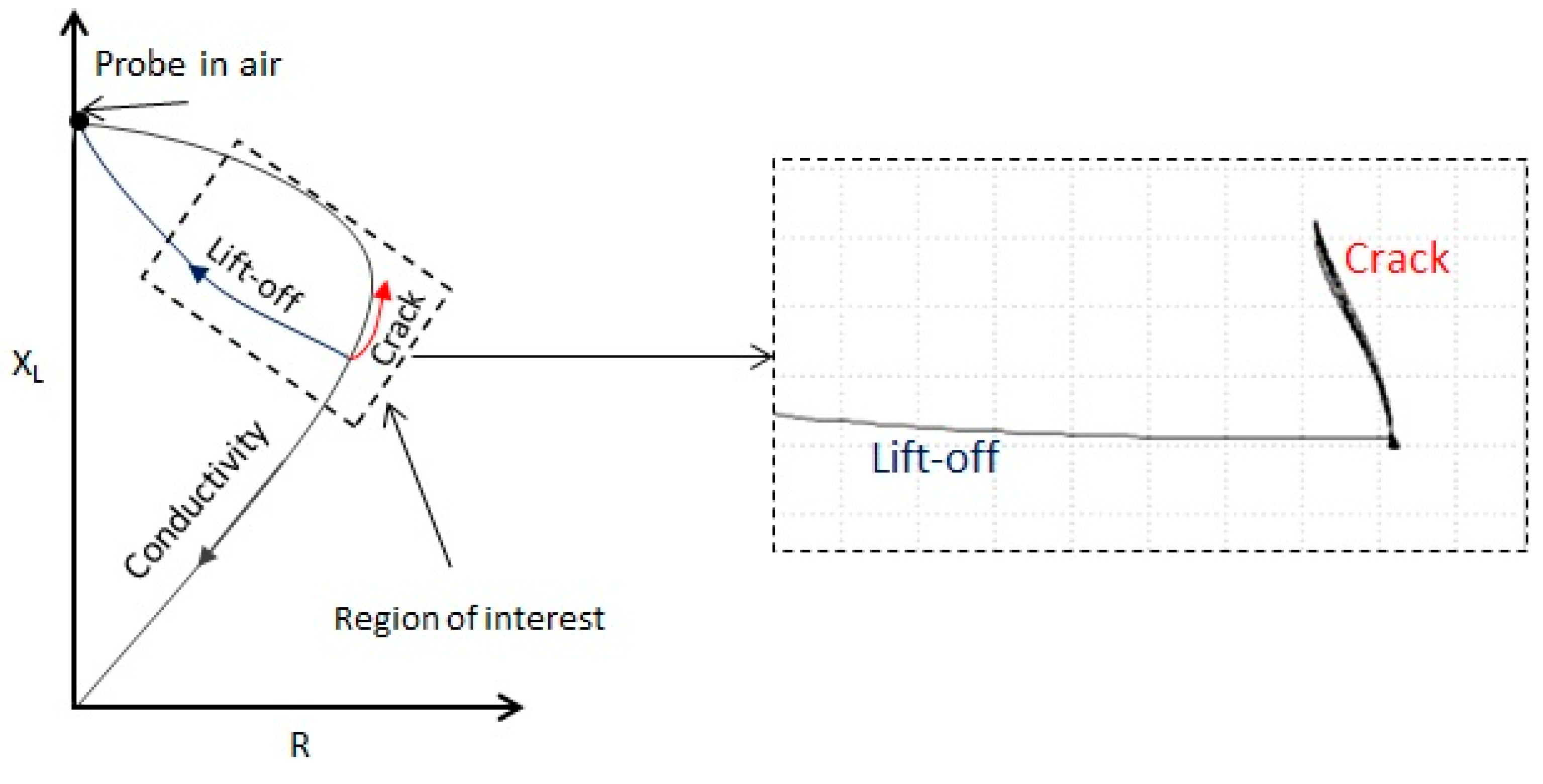
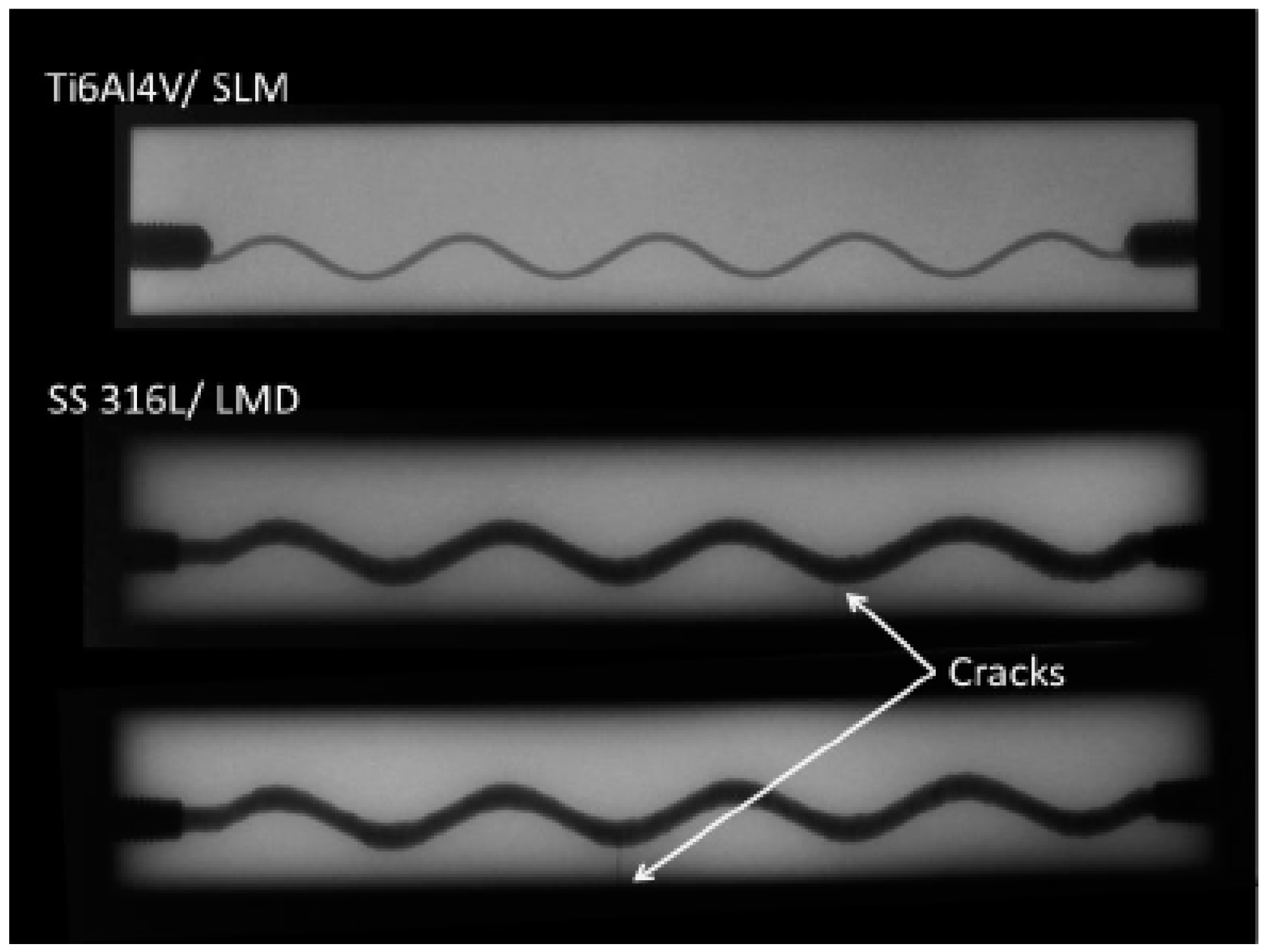
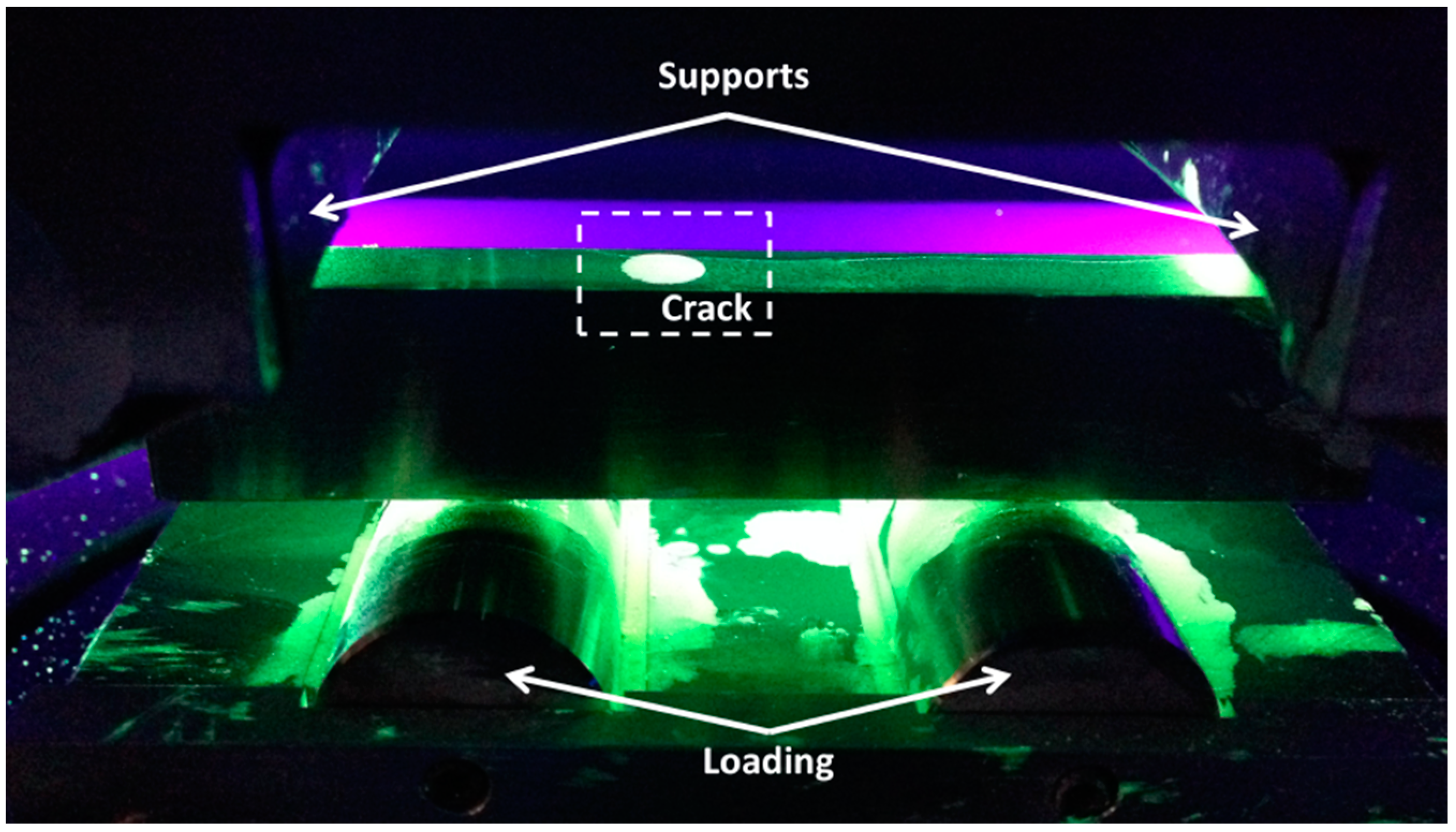
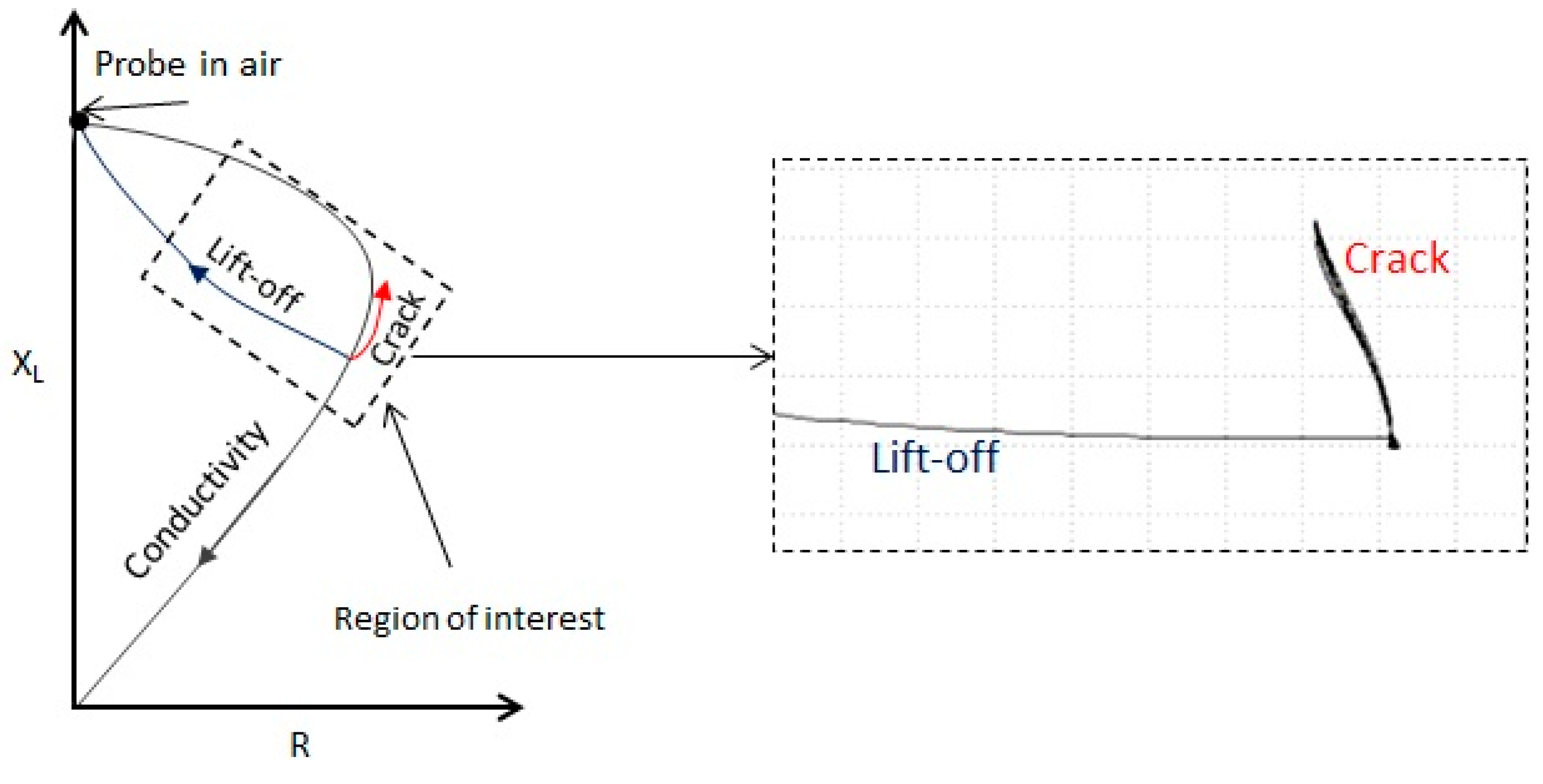
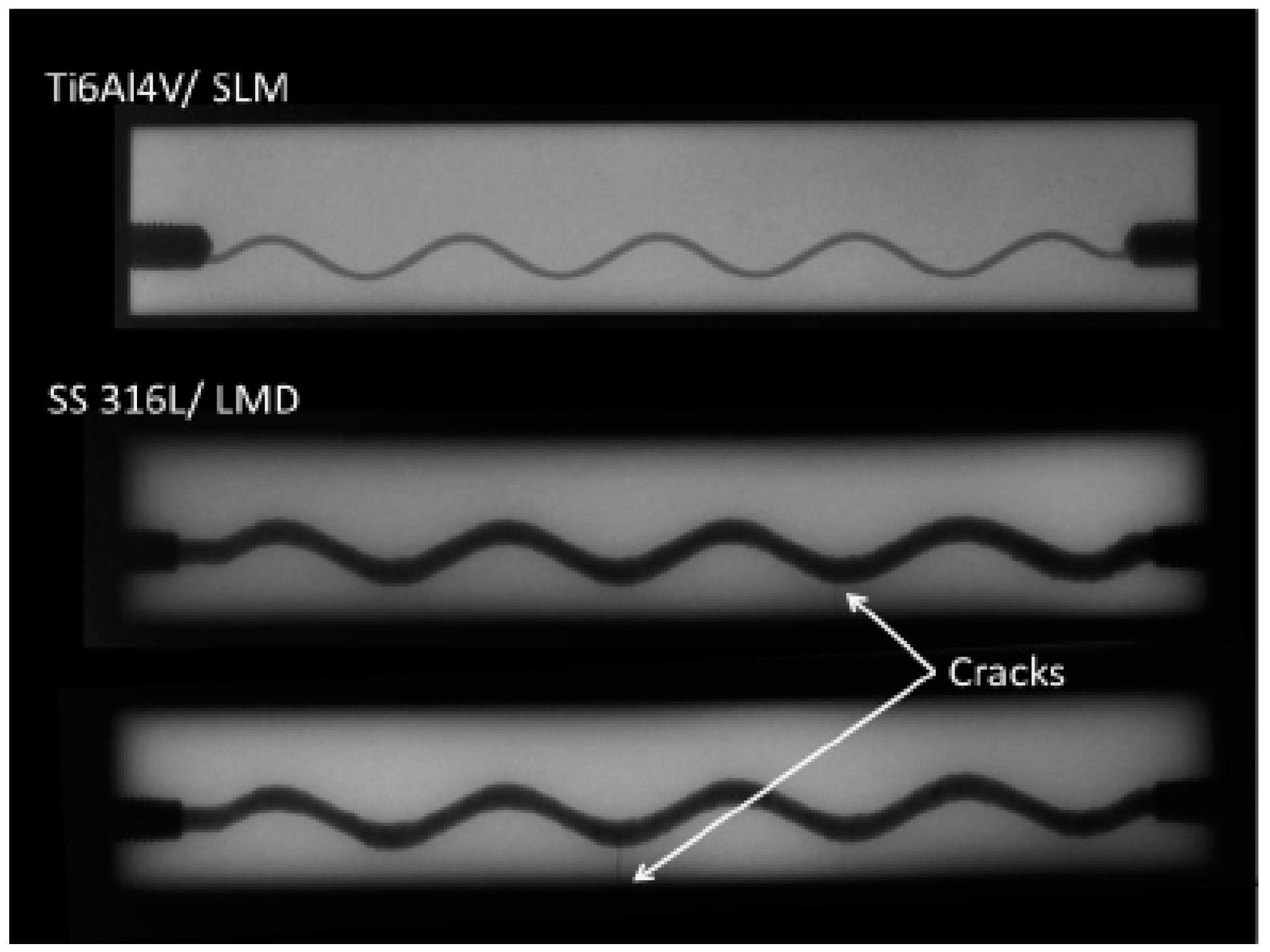
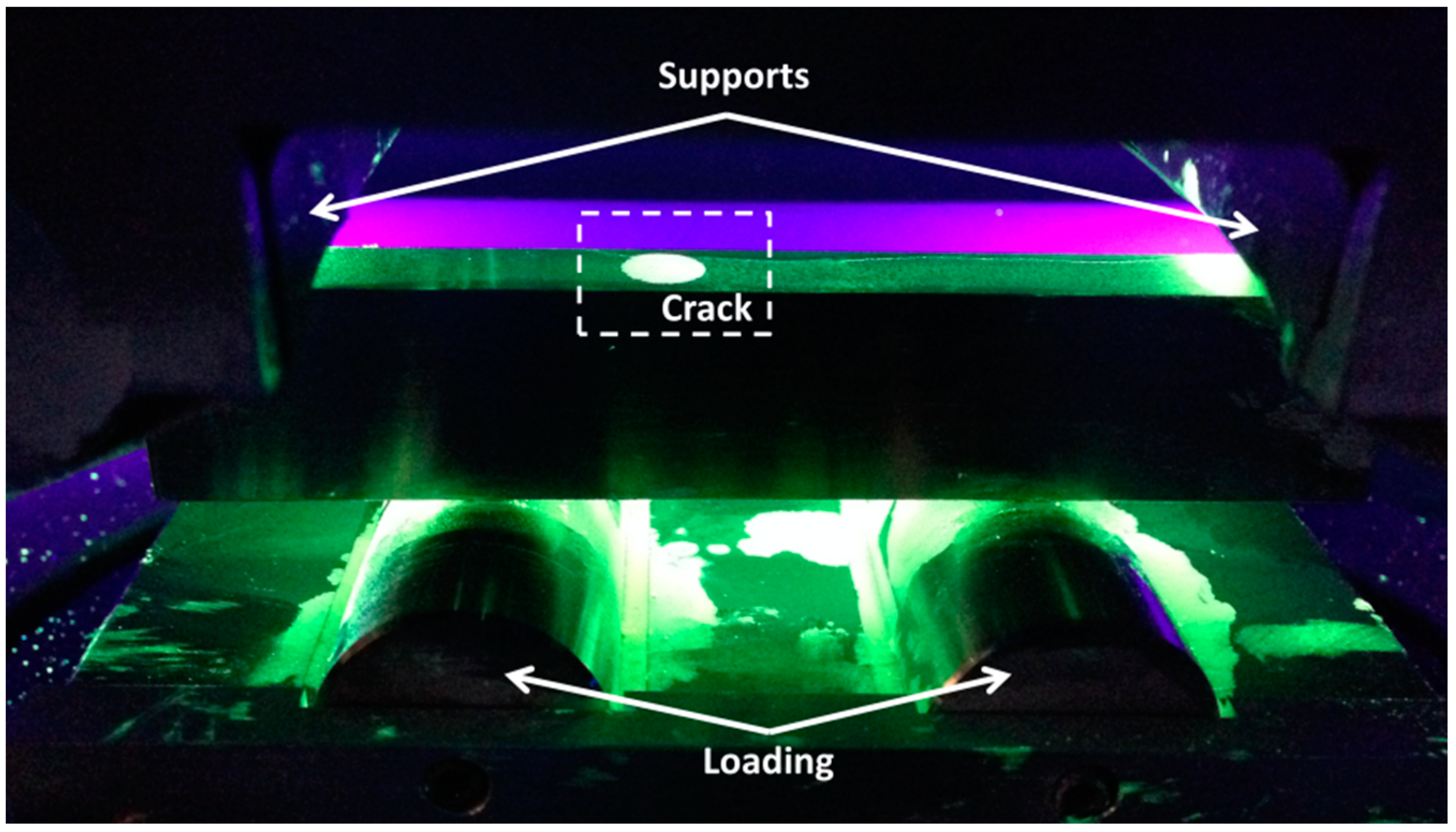
Prior to this study, the specimens were subjected to four-point-bending fatigue testing until damage was detected by the eSHM system. In order to locate the crack, NDT techniques such as LP, EC and radiography were applied. For the current study, the equipment that was used for radiography was of the Baltospot 200 kV type. The LPI level 2 and level 3 in unloaded conditions (ARDROX fluorescent penetrants 9704 and 9705) were applied. In order to locate the cracks by eddy current, a NORTEC 500 Series eddy current flaw detector from Olympus was chosen. It is known that in order to detect surface cracks in low conductivity metals like stainless steel and titanium, higher frequencies on the probe are required. In that study a pencil probe of 2 MHz (HGain 60 dB and VGain 70 dB) was chosen. Prior to the inspection, a sound reference specimen was used to balance the instrument and to set the axis.
Figure 2.
(a) Specimens produced by laser metal deposition (LMD) before and after milling; (b) four-point bending specimen, 2D side and front views; and (c) four-point bending setup with the AE and the pressure sensors placed on the specimen.
Figure 2.
(a) Specimens produced by laser metal deposition (LMD) before and after milling; (b) four-point bending specimen, 2D side and front views; and (c) four-point bending setup with the AE and the pressure sensors placed on the specimen.
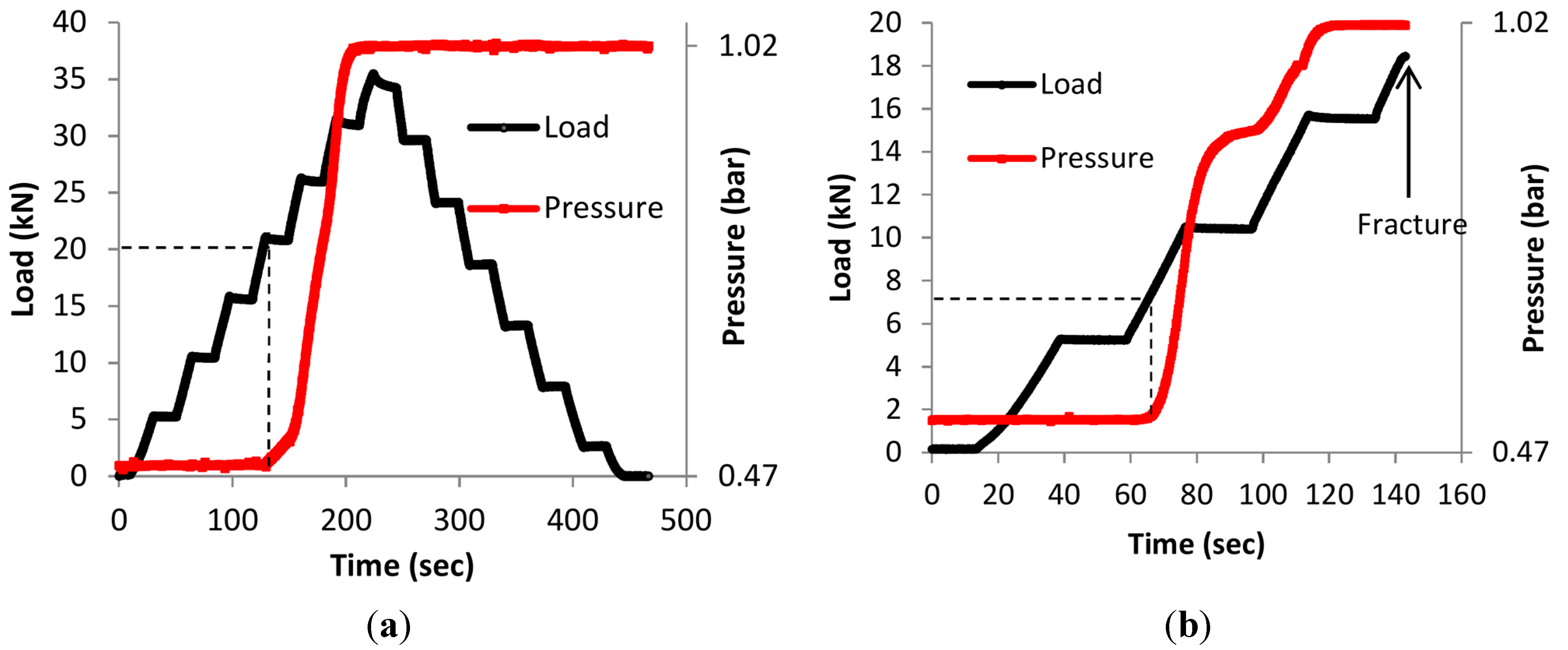
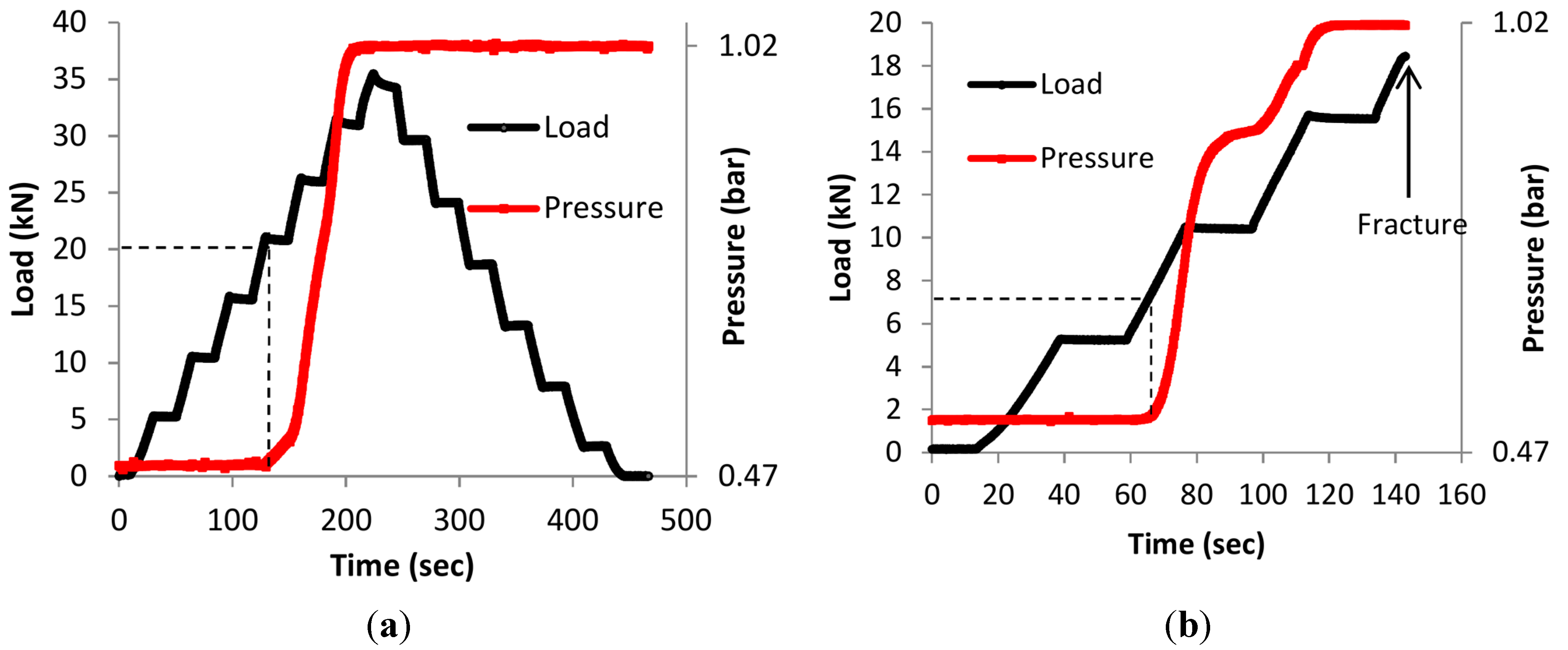
The specimens with cracks initiated by fatigue, as mentioned in the previous paragraph, were also subjected to a static four-point bending loading. This test setup produces a uniform moment with no shear force between the two inner loading rollers in the specimen. Initially, a pressure transducer (Kulite XTL-123C-190M-1,7-BAR-A) was installed at one side and a check valve (Clippard MCV-1-M5) at the other side. Before the installation of the check valve, a thread sealant (Loctite 577) was applied on the first few threads of the valve as an adhesive between the specimen and the check valve. After sealing, the capillary in the specimen was subjected under-pressure of 0.5 bar. As the final step, a stop (Clippard 11755-M5-PKG) was installed on the check valve as a supplementary blocking. The loading for each specimen was increased gradually in steps of 5 kN starting from zero up to the maximum load of the fatigue test. Crack detection by means of the eSHM system occured in both LMD samples at the fatigue load level of 34 kN (maximum tensile stress 530 MPa). In the first sample of SLM, the detection took place at 20 kN (maximum tensile stress 322 MPa), and in the second SLM sample, at the load level of 36 kN (maximum tensile stress 570 MPa).
Concurrently with the static loading procedure, the specimens were monitored by the pressure transducer and two AE broadband transducers (
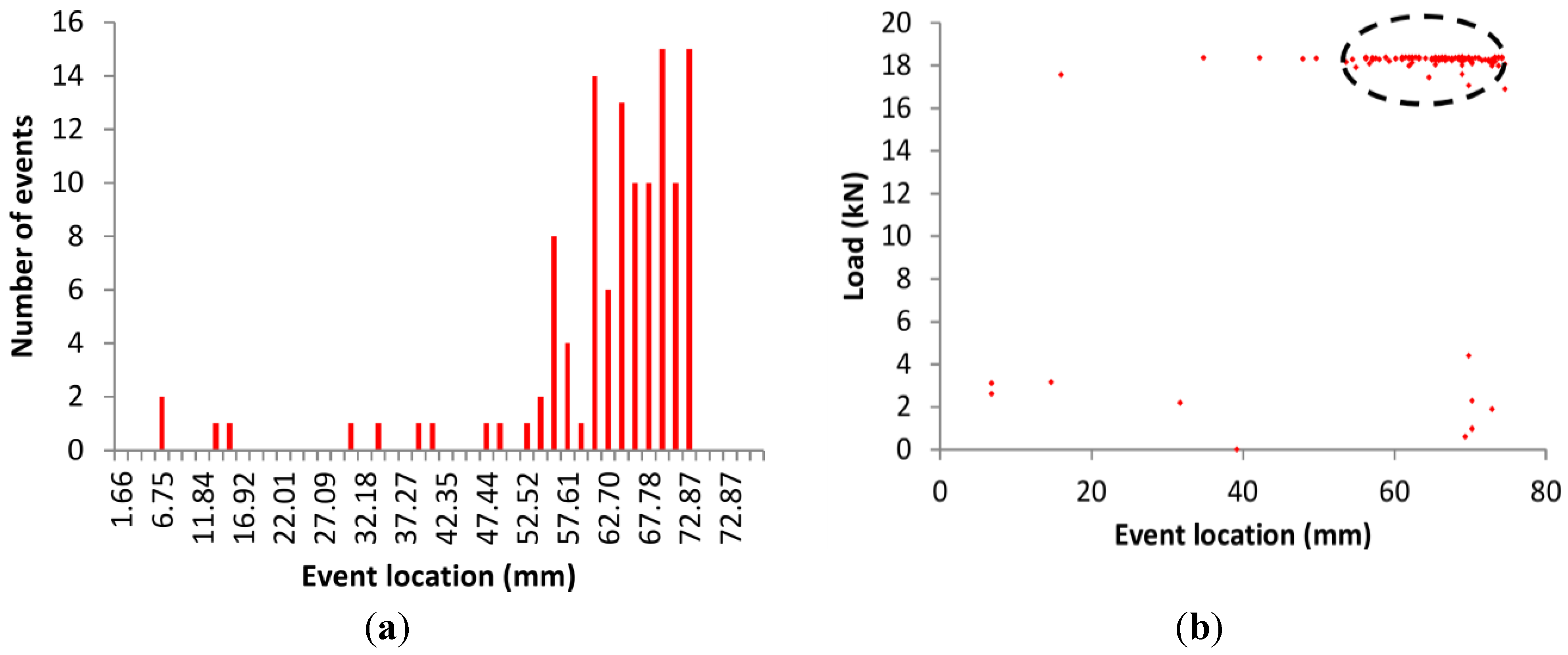
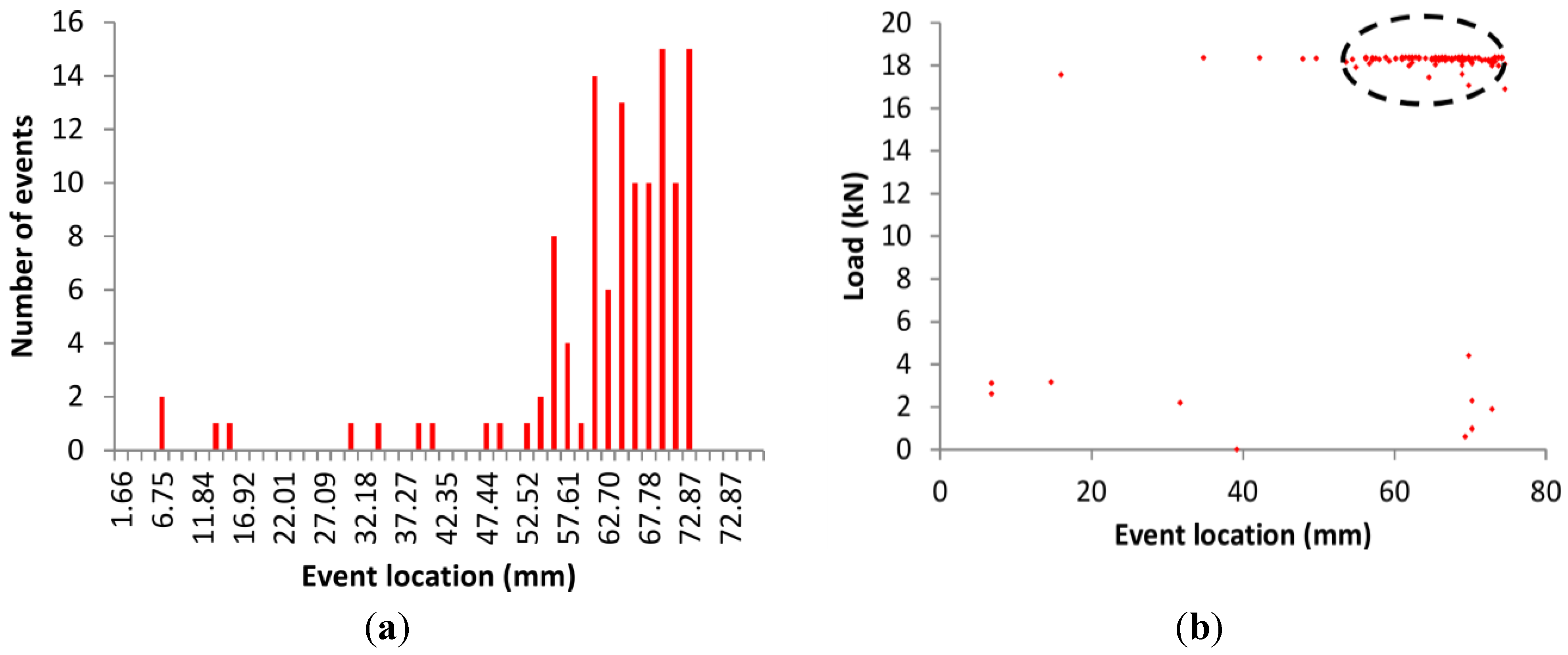
Figure 2c). The acoustic emission sensors were also placed between the supports at a distance of 80 mm. The sensors were of “pico” type of Mistras Holdings having a broadband response and peak frequency at 450 kHz. The signals were pre-amplified by 40 dB and recorded by the acquisition board with a sampling rate of 10 MHz (micro-II, 8 channels). The threshold was set at 40 dB and the acoustic coupling was improved by vaseline grease between the sensors and the metal specimen. The sensors were secured by means of tape during the loading. The analysis herein is based on the “AE events” rather than the total AE activity. An event is the source of AE and, in this case, consists of two signals received within a short window of time by both sensors. The location of the AE source can be determined between the sensors on the basis of the time delay between the two recorded signals, given that the pulse velocity in the medium is known. In the present case, localization was performed with a velocity of 5000 m/s. This velocity was measured by conducting pencil lead break tests. Analyzing only the events reduces the risk of noise contaminating the data, since it is always possible that friction in the supports or other irrelevant sources are recorded as individual hits.
4. Conclusions
In this study, the evaluation of the crack detection capability of a new SHM concept by means of various NDT methods was presented. The damaged metallic samples that were used for this study with the integrated eSHM system were inspected by a combination of techniques, namely LP (level 2 and 3), EC, radiography and AE. The techniques were complementarily used to evaluate the performance of the eSHM, and specifically to determine if the failure of the specimen indicated by means of the air pressure change in the eSHM capillary was confirmed by the NDT techniques. It was demonstrated that all four techniques can give correct information on the crack location depending on the defect’s angle and size.
It was shown that the different techniques confirmed the existence of the crack, proving the reliability of the innovative SHM system and the suitability of the aforementioned NDT techniques to evaluate the structural integrity of AM components. This highlights the added value of those techniques in the localization capability of the system. This capability presents an advantage for industrial users who aim to validate the correct functionality of the system with the standard available NDT methodologies. More specifically, AE and EC successfully located the crack in AM components. From the moment that the crack is detected by the SHM system, the AE can also monitor its propagation. As far as LPI is concerned, although level 2 and level 3 did not provide the accurate crack locations in stress-free conditions, further investigations on including LP in the capillary should be conducted. If LP is placed in the capillary during testing, when a crack reaches the capillary and the system is activated, a portion of LP can also reach the surface of the specimen. The expected result is a better visualization (based on the LPI results in loaded condition) of the crack location in stress-free conditions by LPI since the LP will appear on the surface through the crack path and remain there until the inspection.
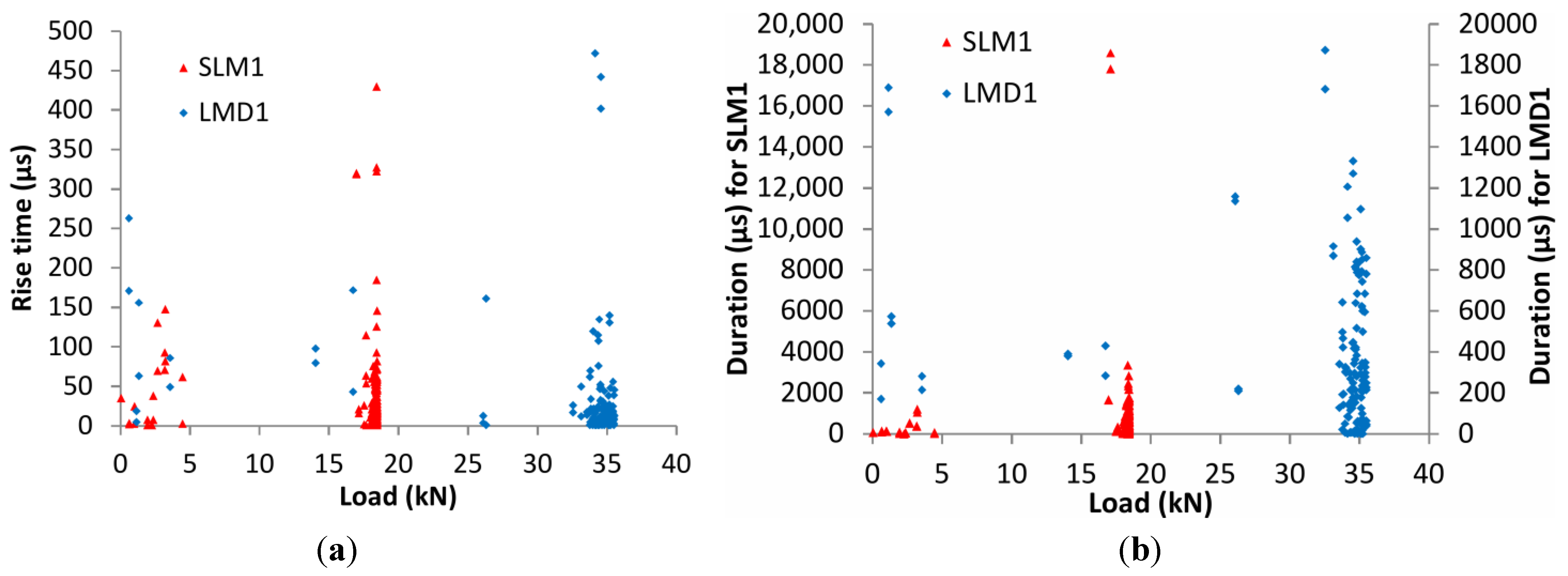
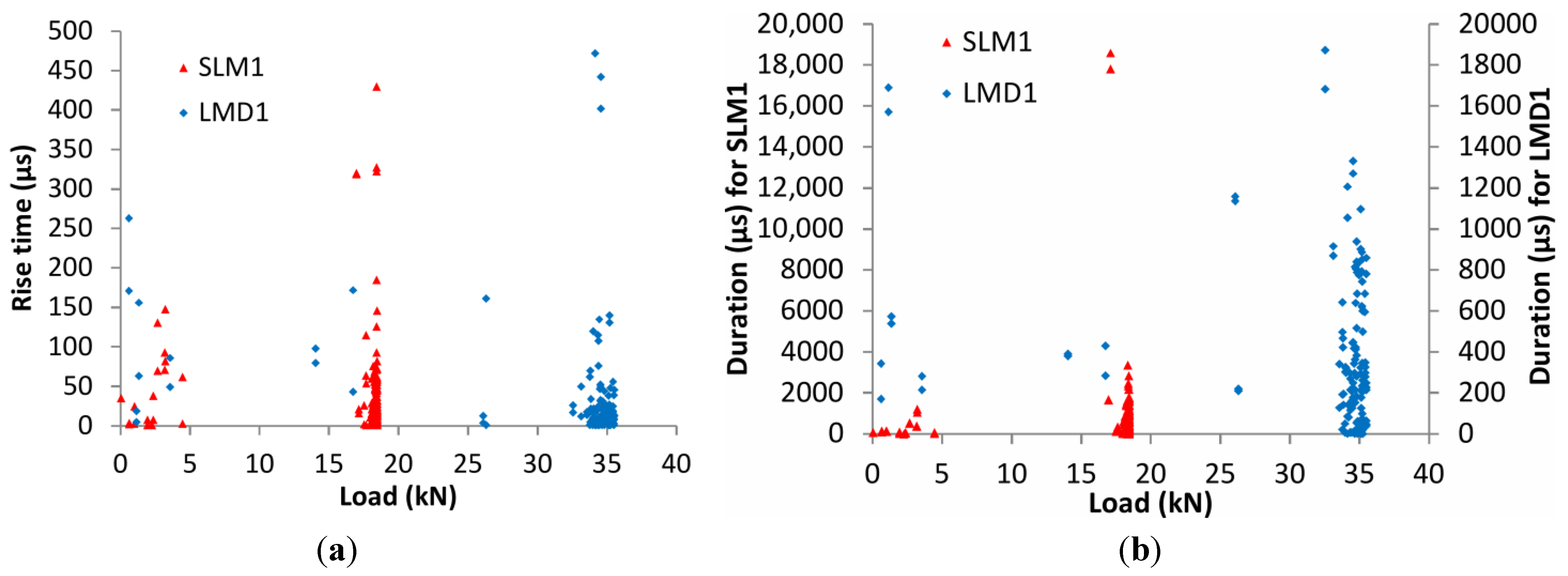
Furthermore, for the first time in literature AE was applied in AM components during static loading. Results show that AE follows the known trends as in other conventional metals. Specifically, the Kaiser effect and Felicity ratio are valid, while event location, despite the inherent difficulties due to small specimen size and multiple reflections, managed to indicate the actual zone of fracture. Additionally, AE parameters such as cumulative events, amplitude, rise time and duration are sensitive to damage propagation in order to lead to a warning against the final fracture occurrence. Since the suitability of classical AE is demonstrated, the next step is to use AE during fatigue in order to capture the actual nucleation of cracks which is expected to occur earlier than the detection of the eSHM system. Since AE is a very sensitive technique, the possibilities of detecting the crack even before it reaches the capillary should be exploited. In conclusion, the eSHM system can successfully detect damage on a metallic structure. Further investigations are conducted on the eSHM system in order to enable extra functionality of crack localization. While the eSHM system provides a unique crack detection capability, AE can complementary locate the crack and monitor the crack propagation of the detected crack.


 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}