Applications of Flexible Ultrasonic Transducer Array for Defect Detection at 150 °C

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
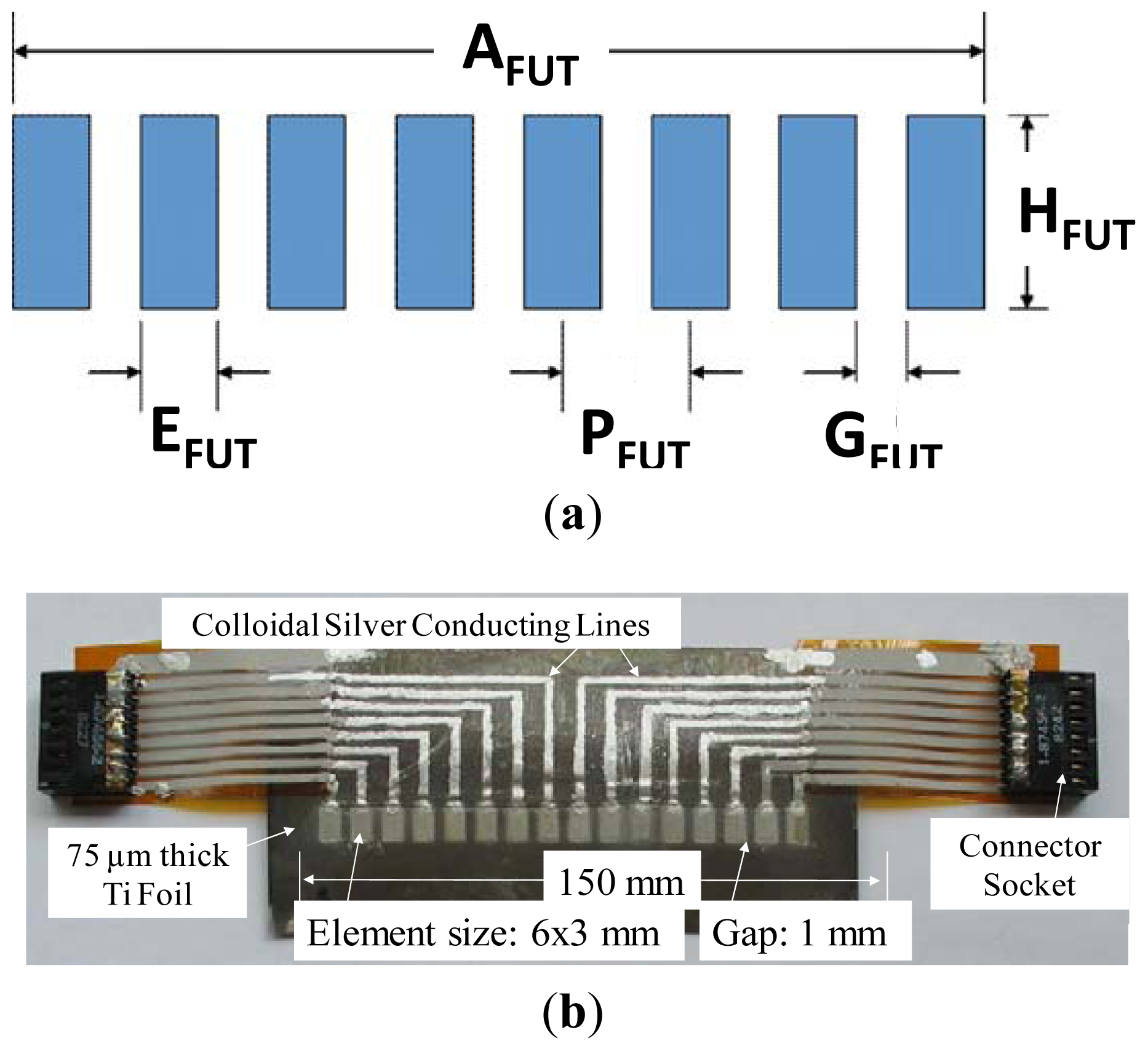
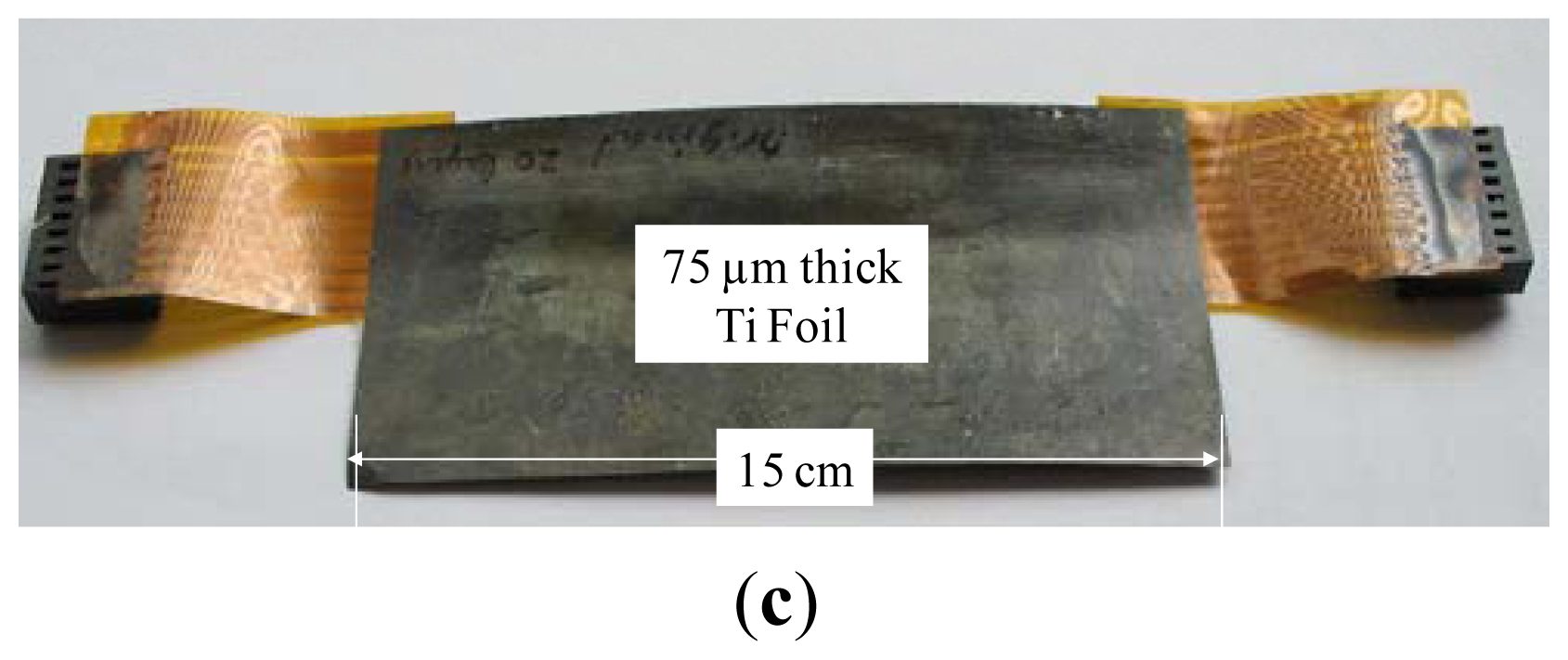
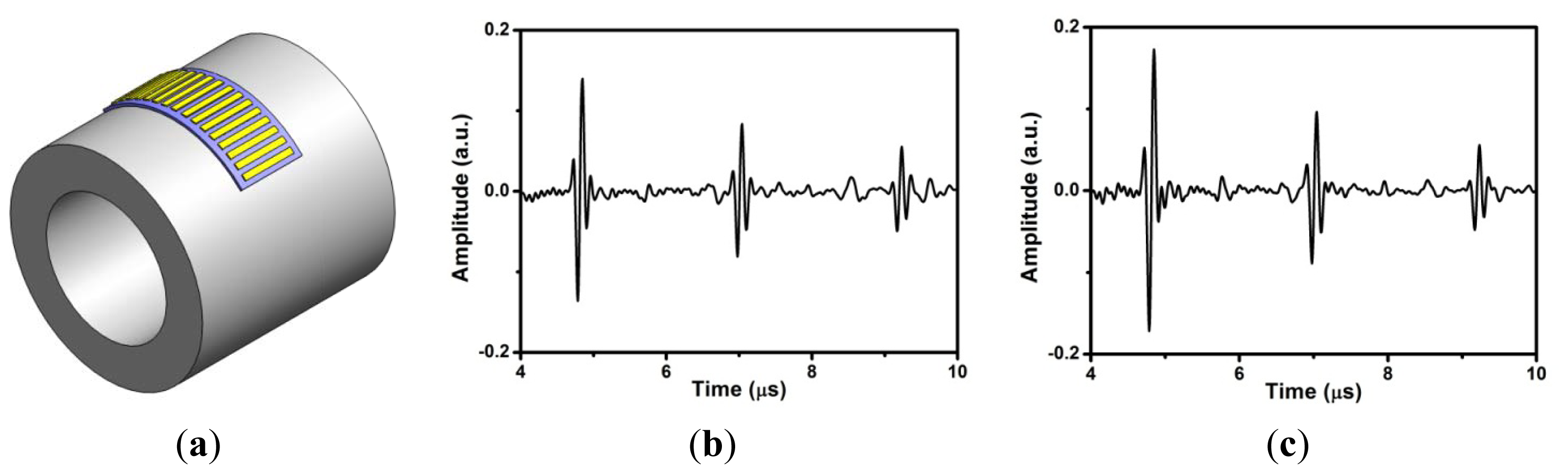
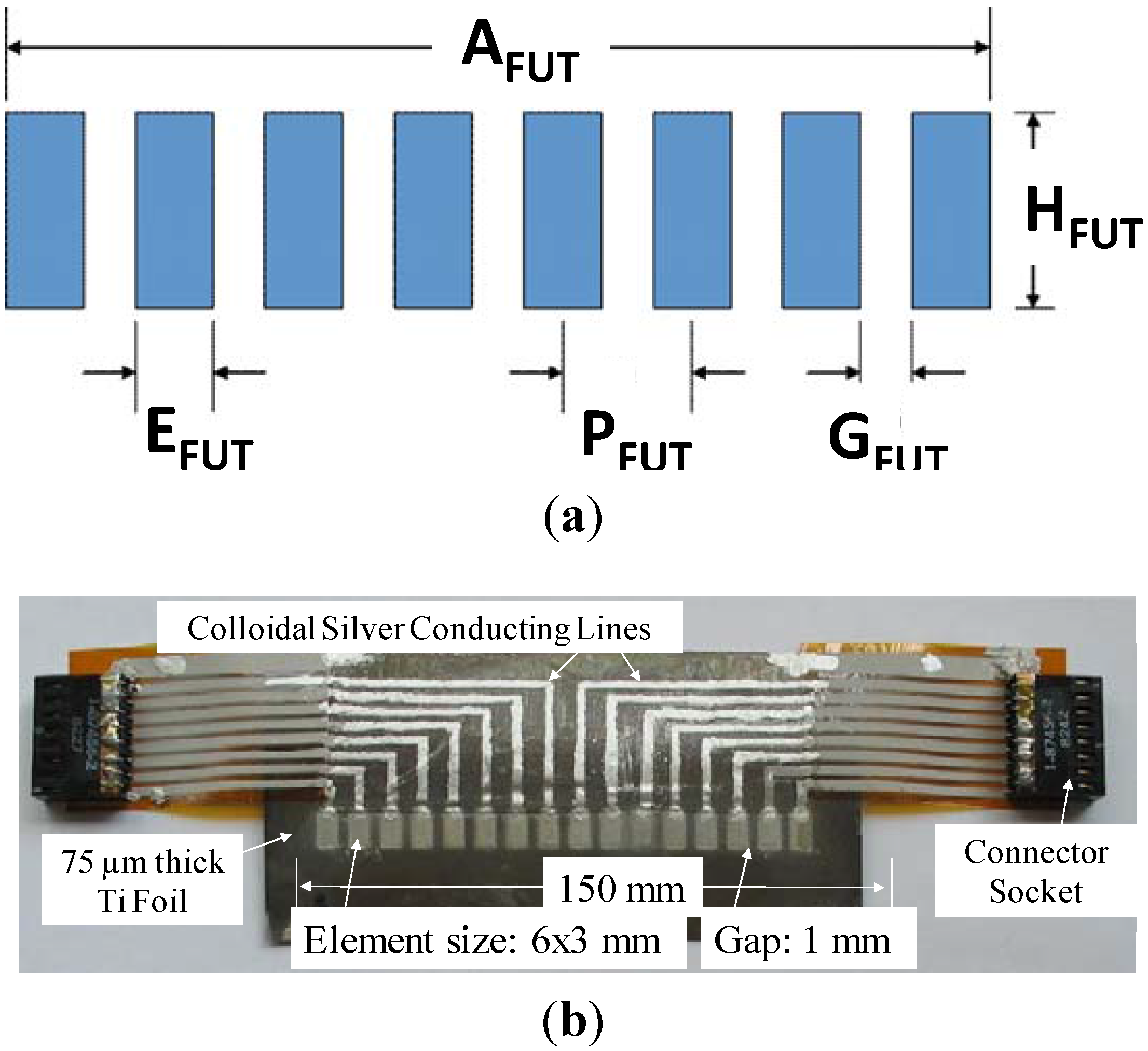
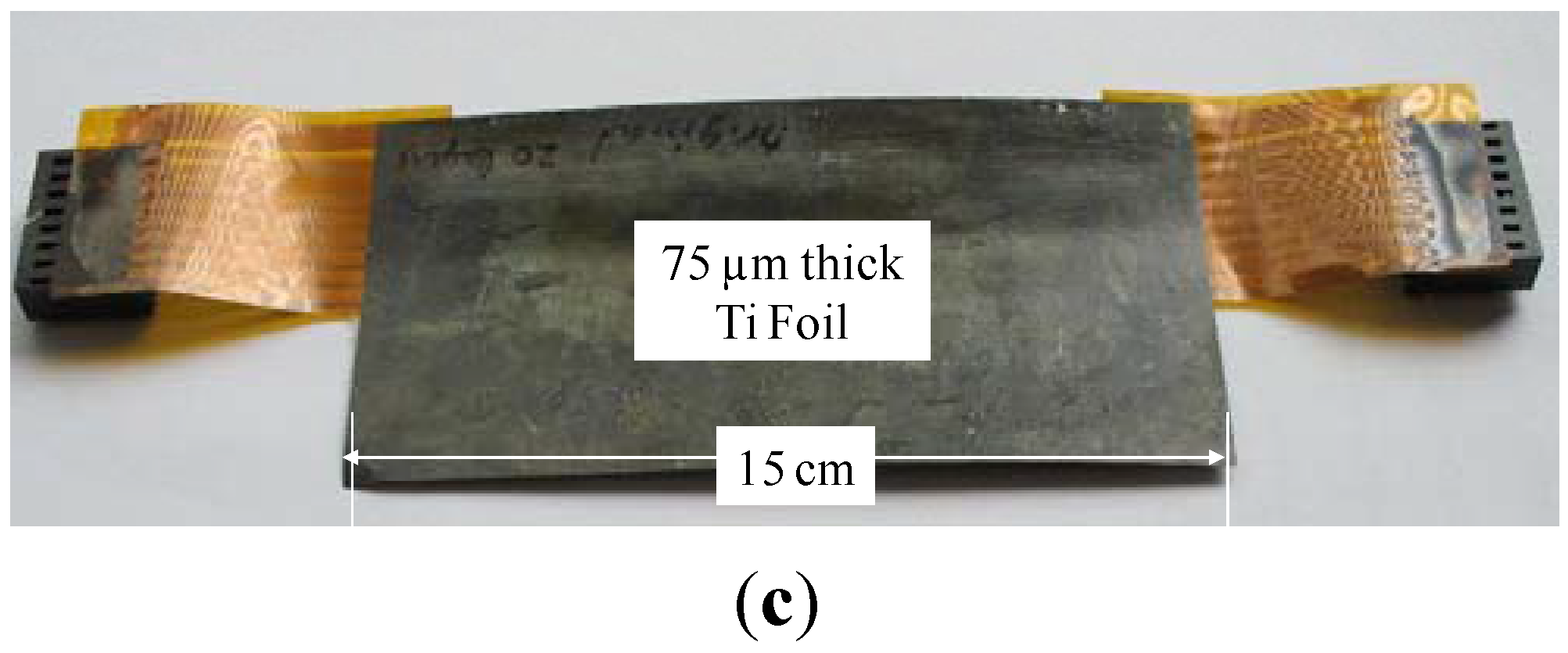
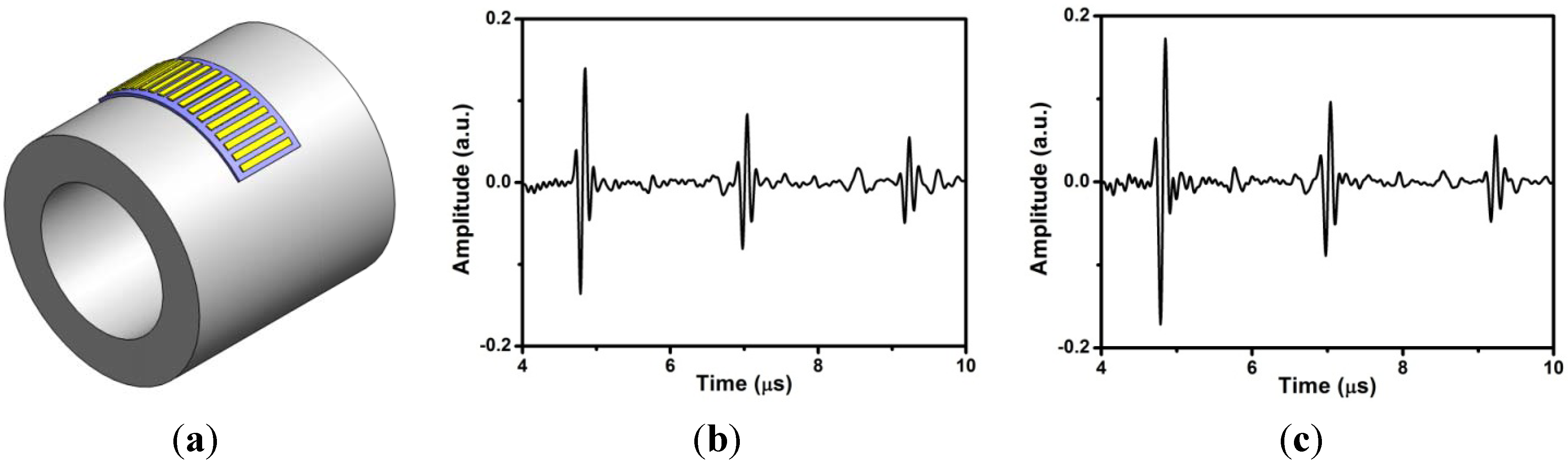
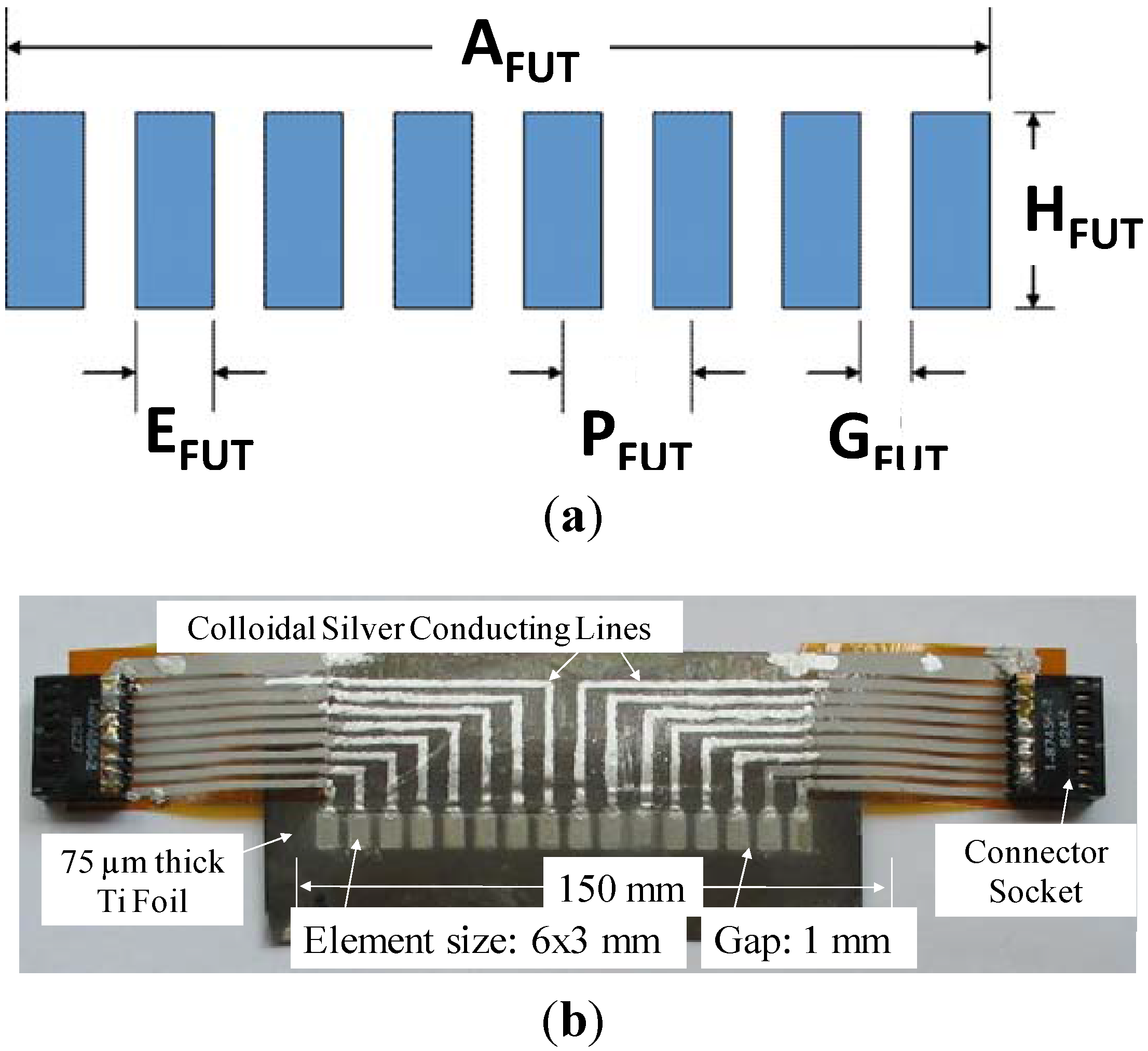
2. Fabrication of Piezoelectric 1D FUT Array
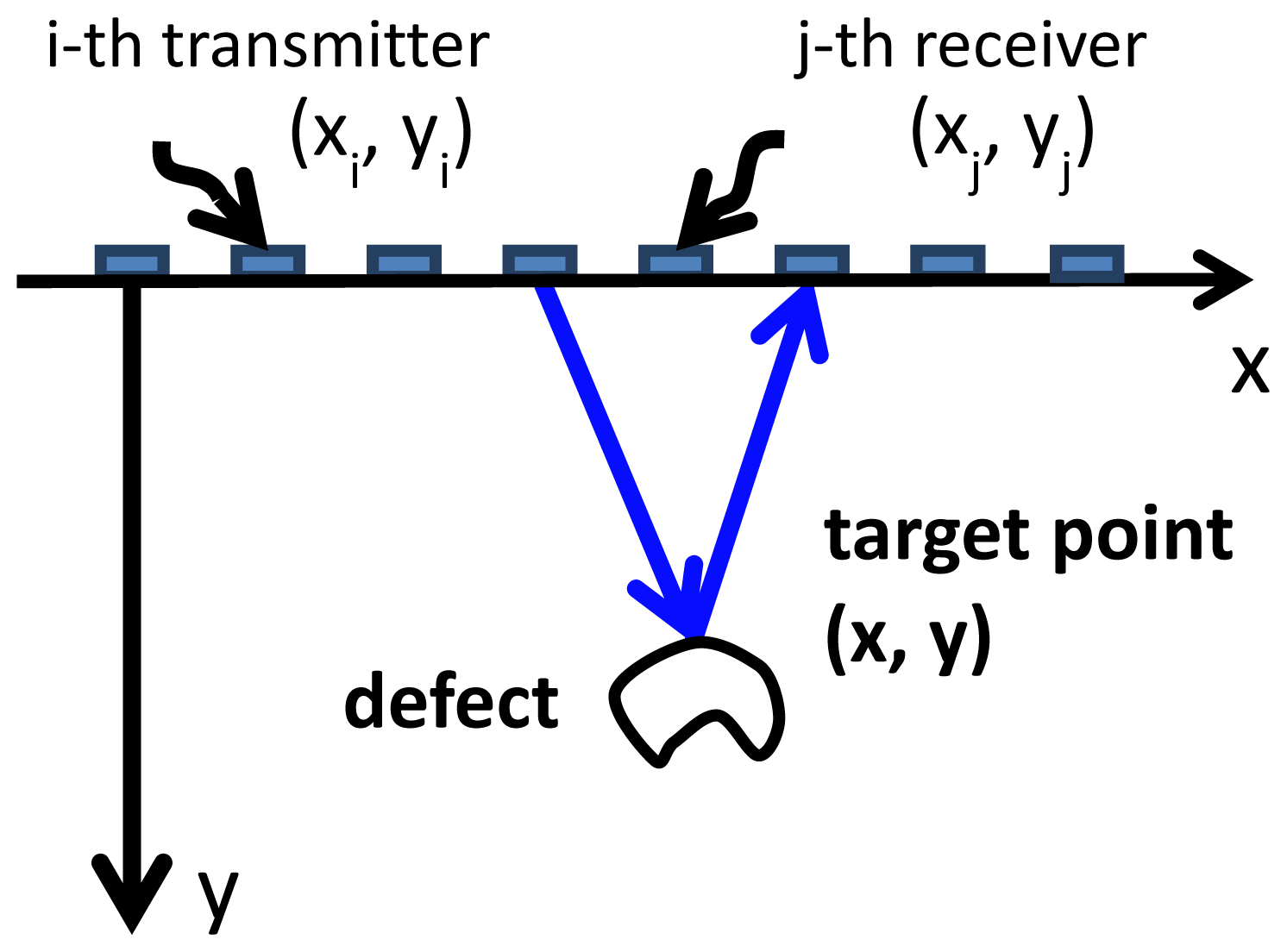
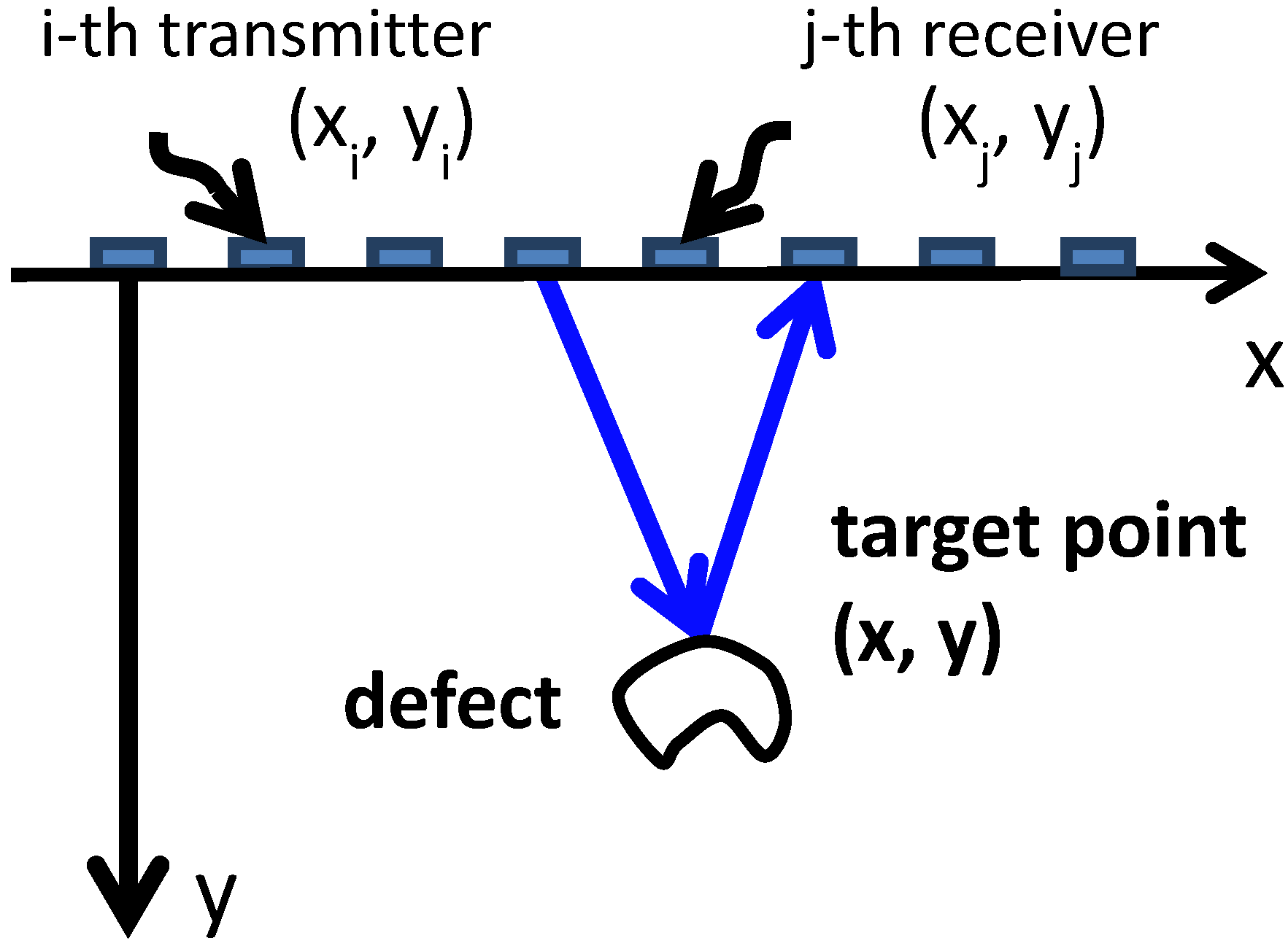
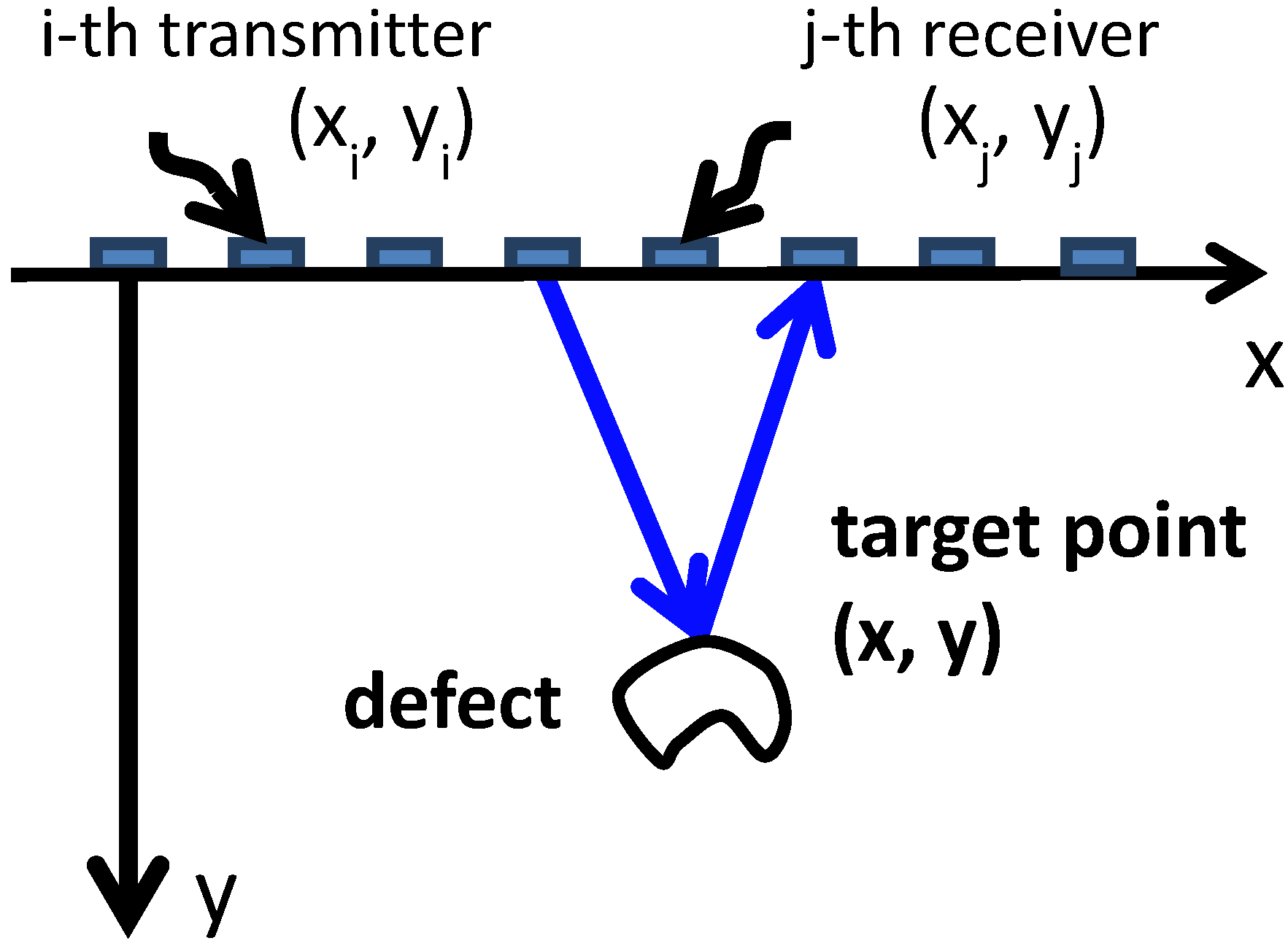
3. Theory
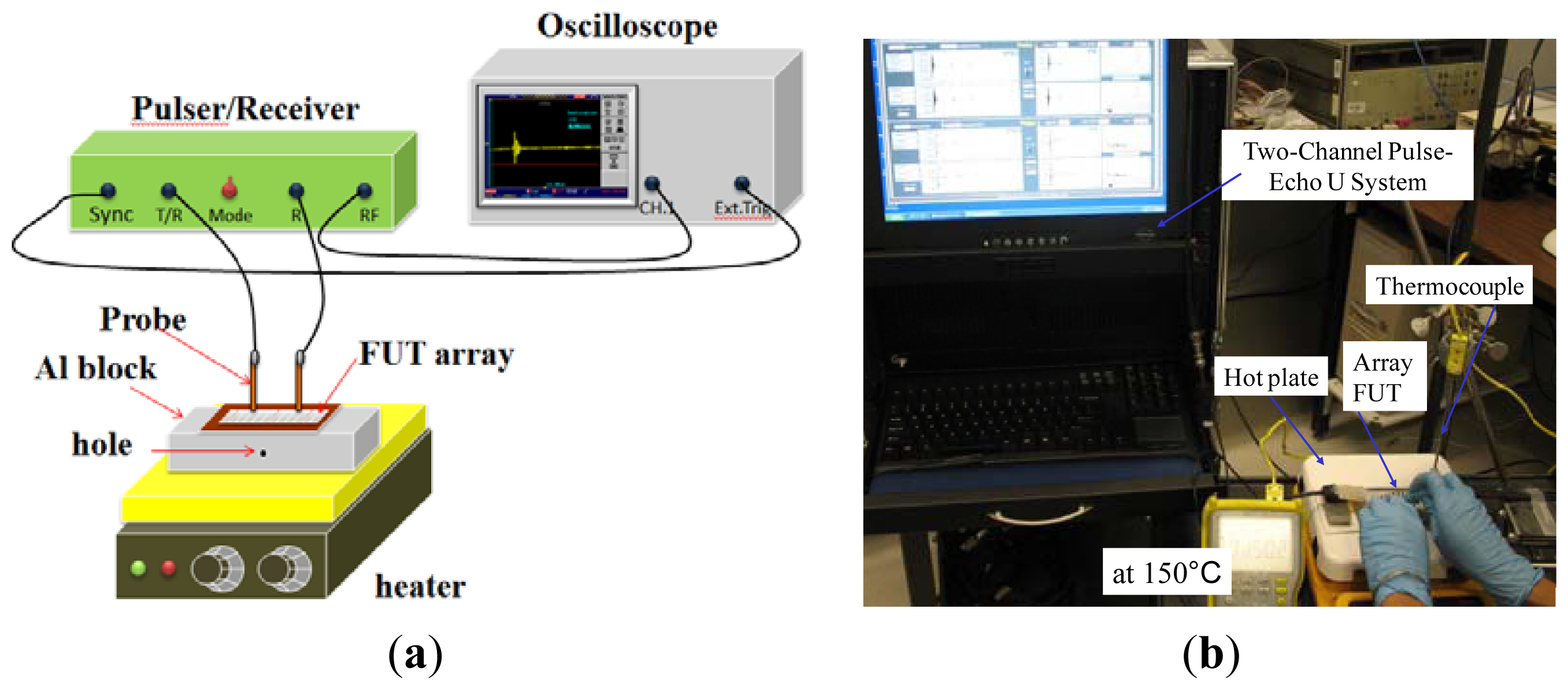
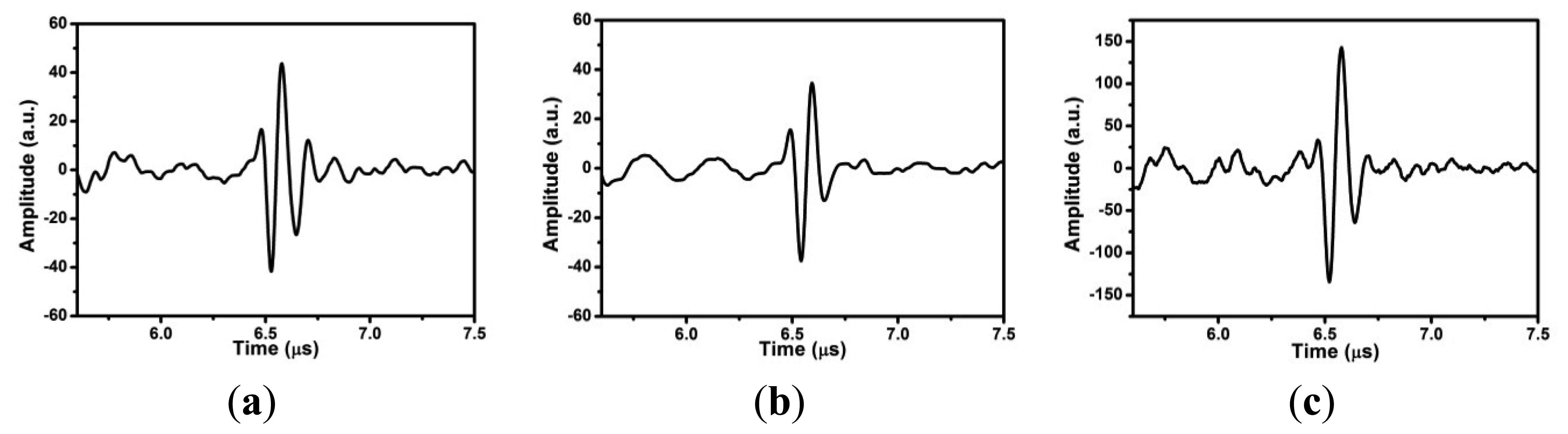
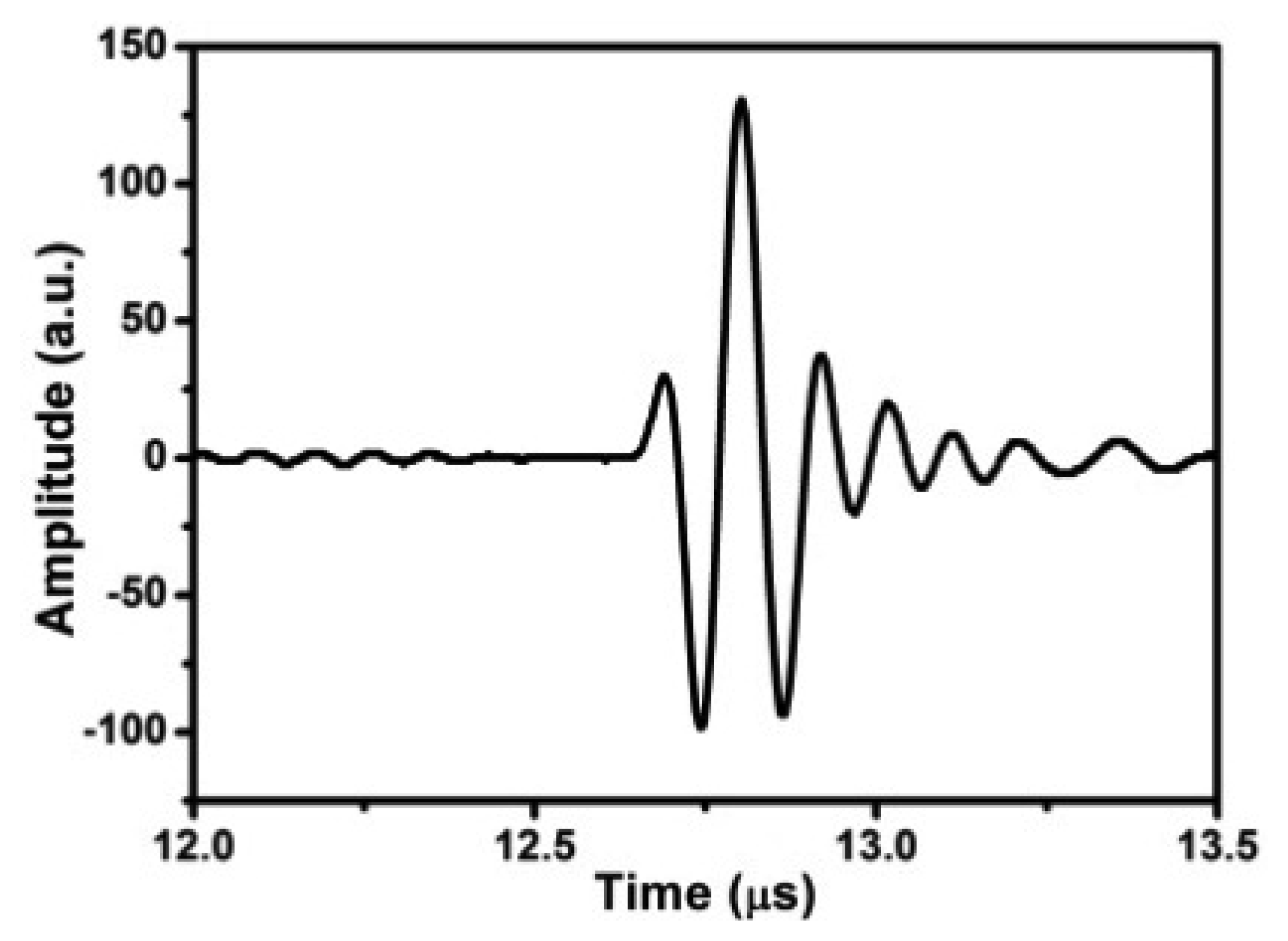
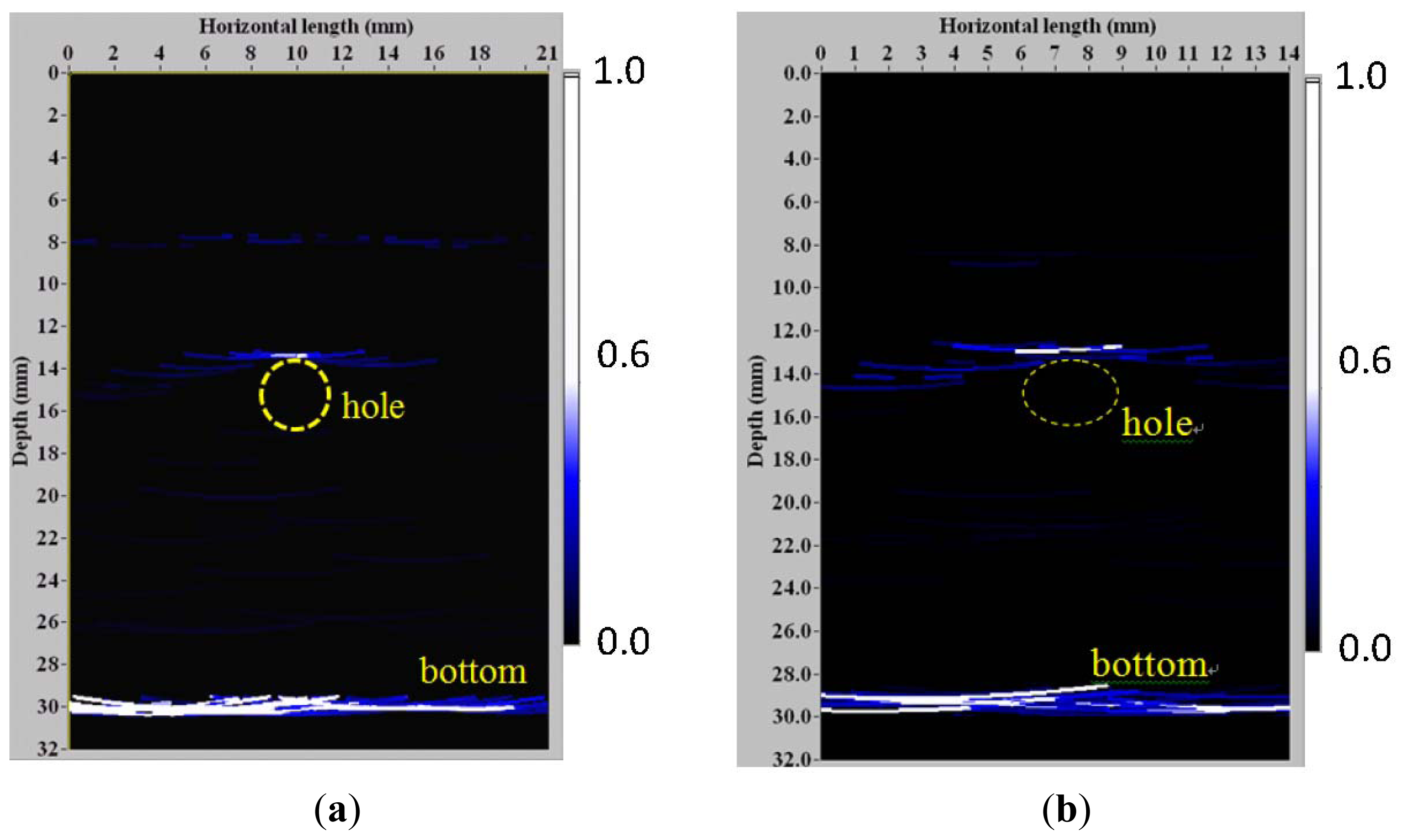
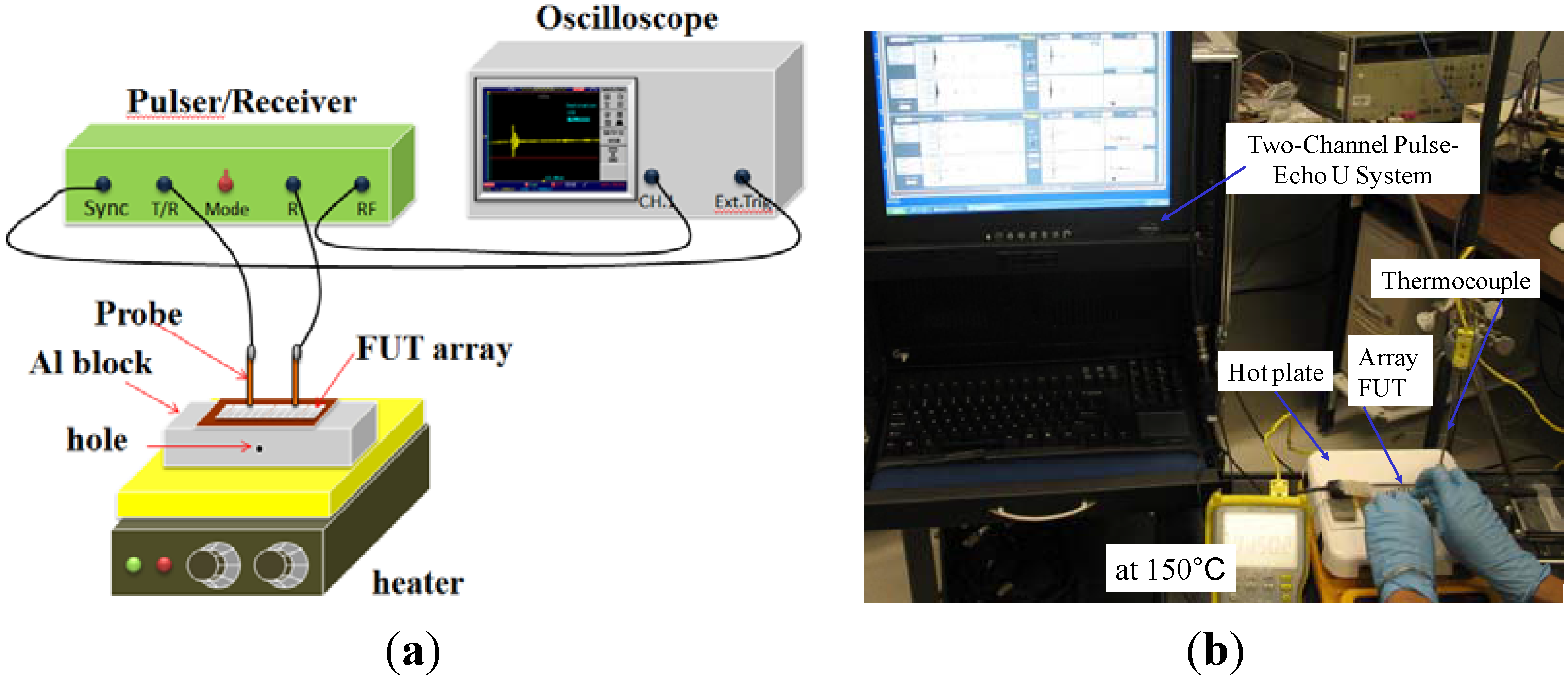
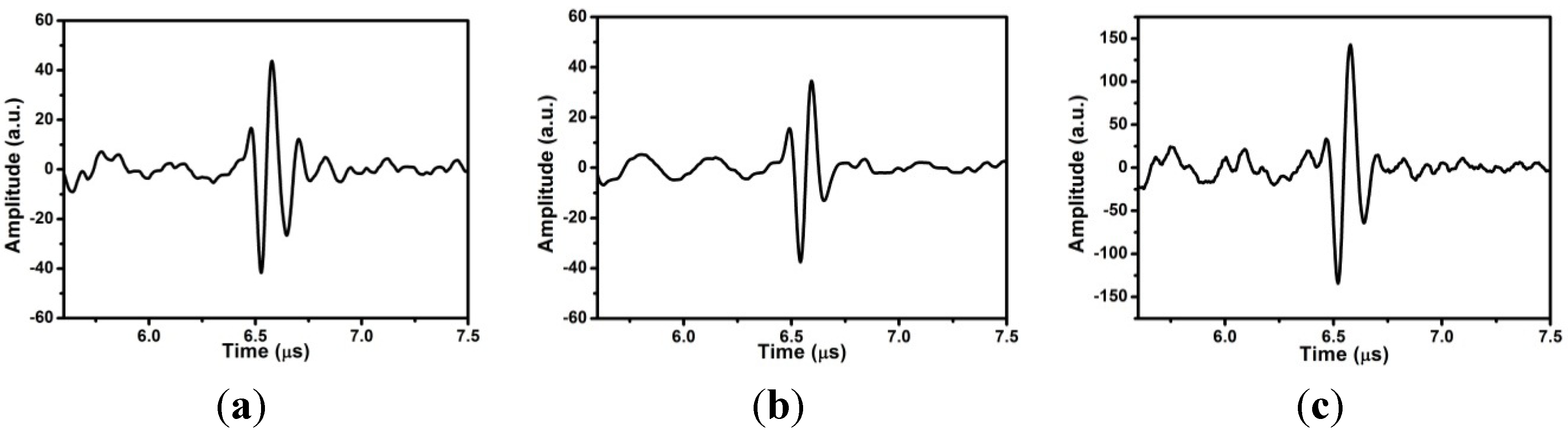
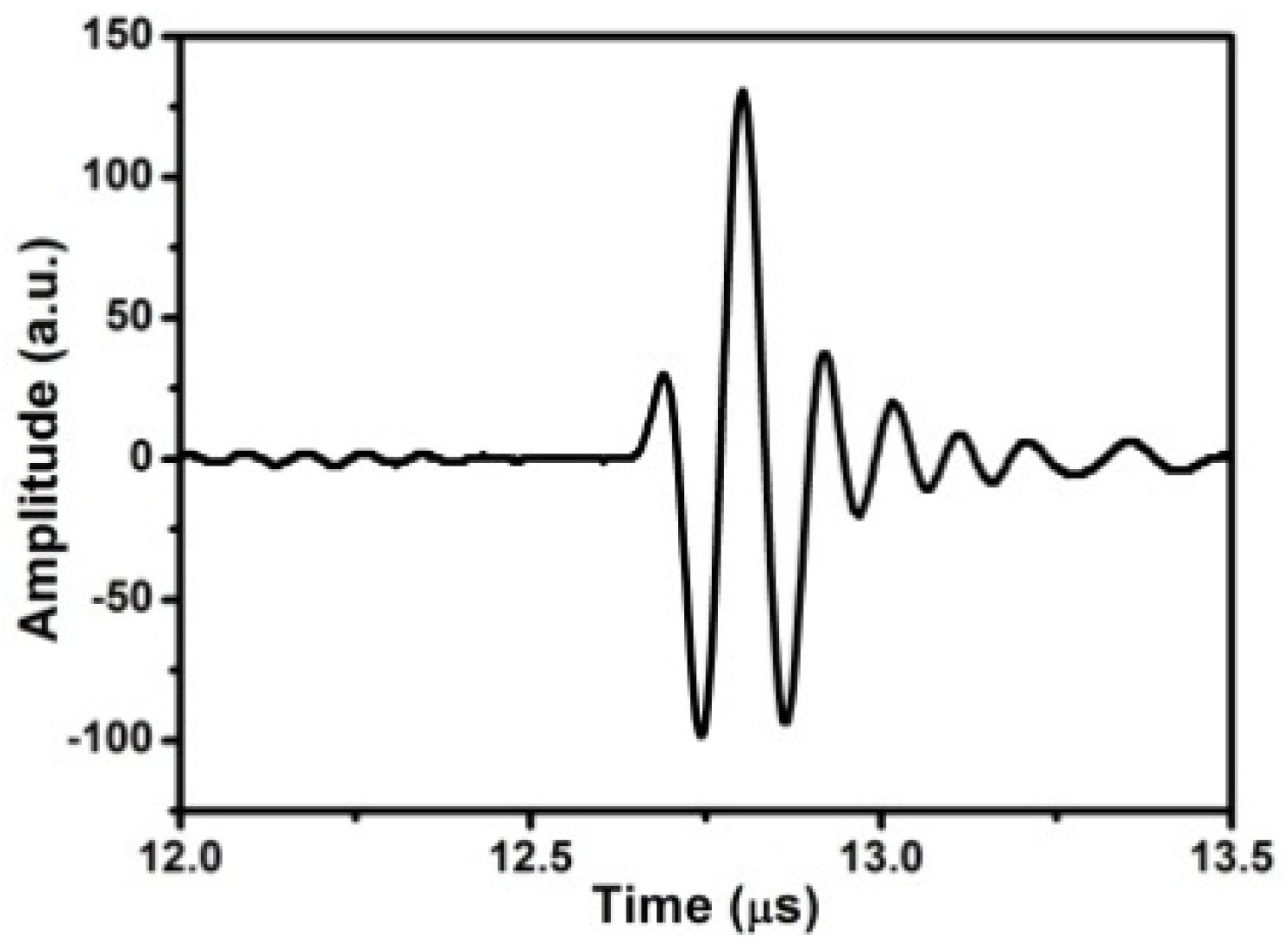
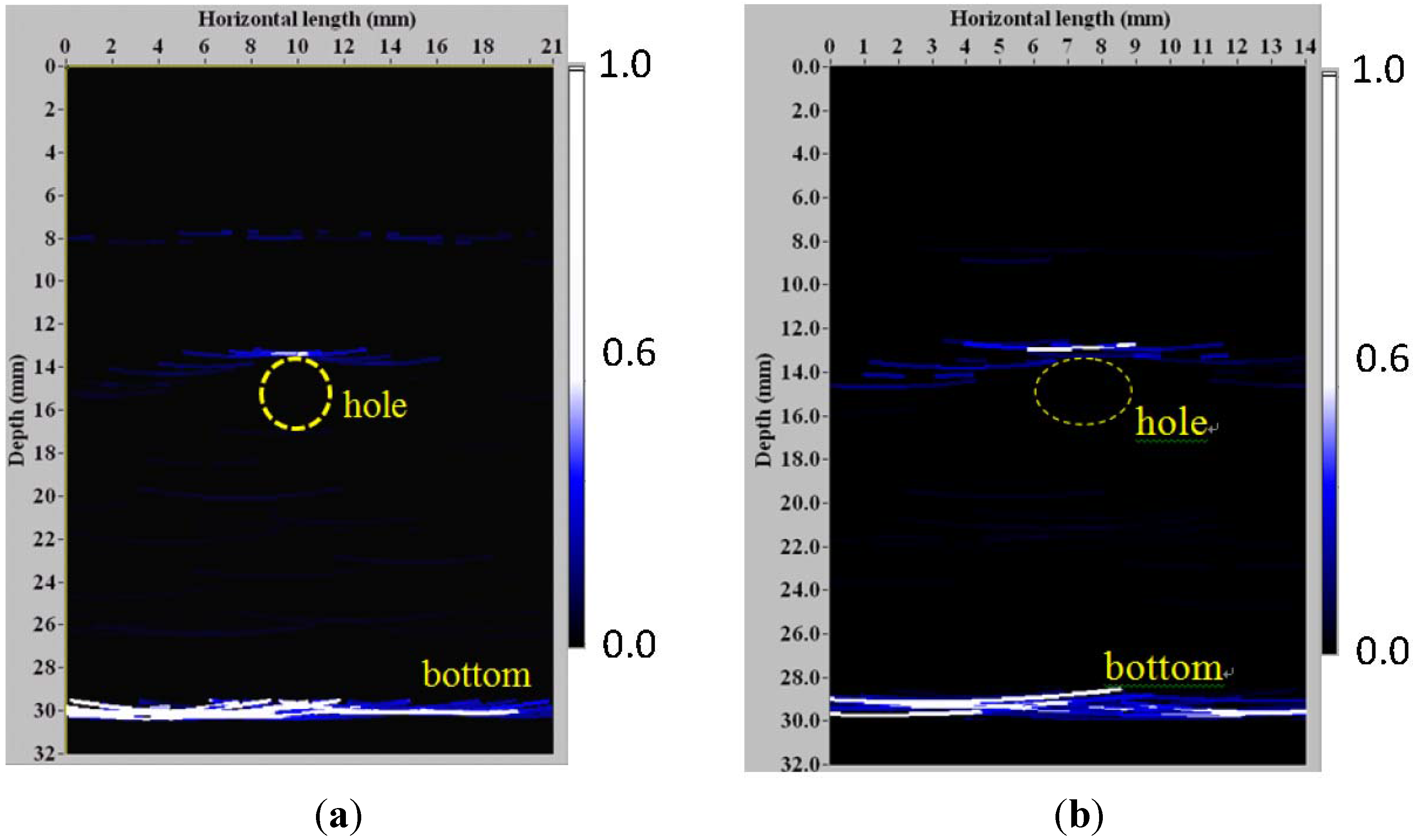
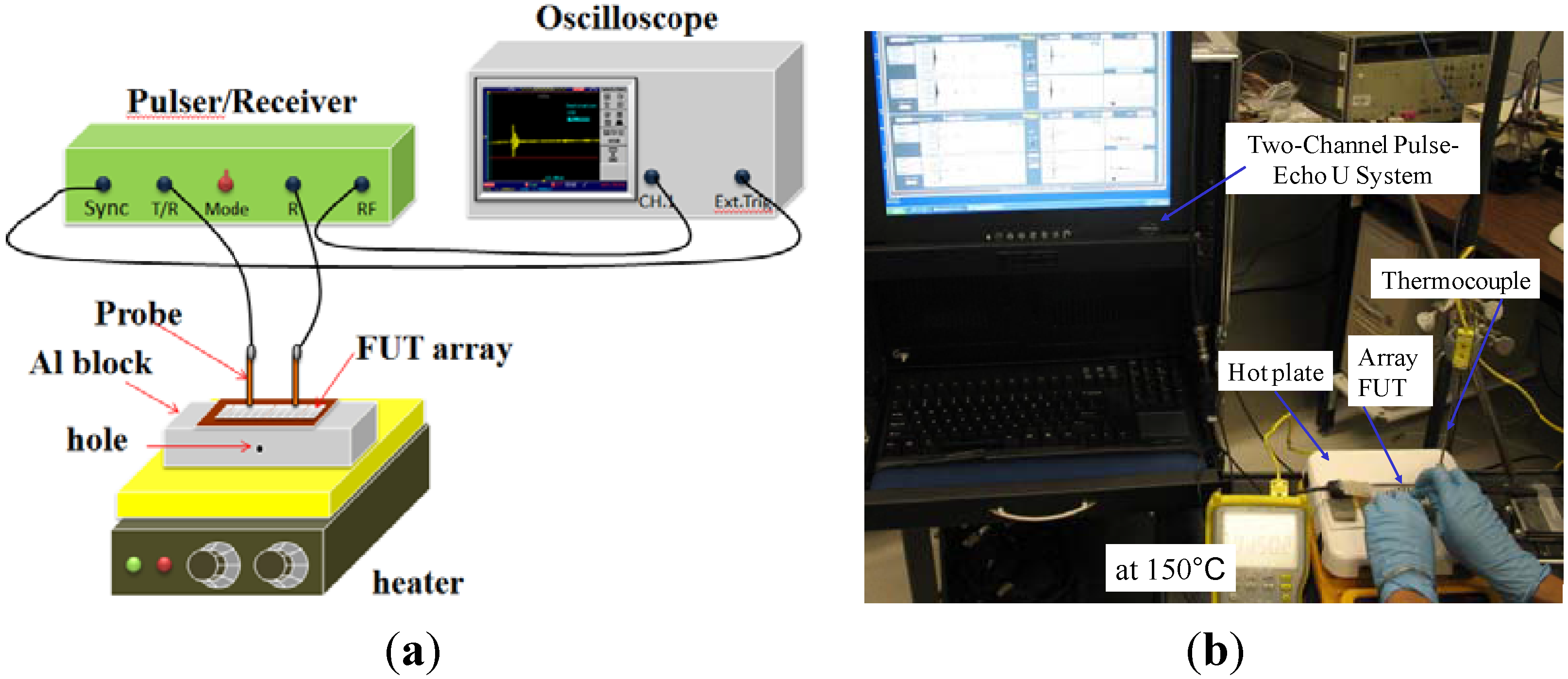
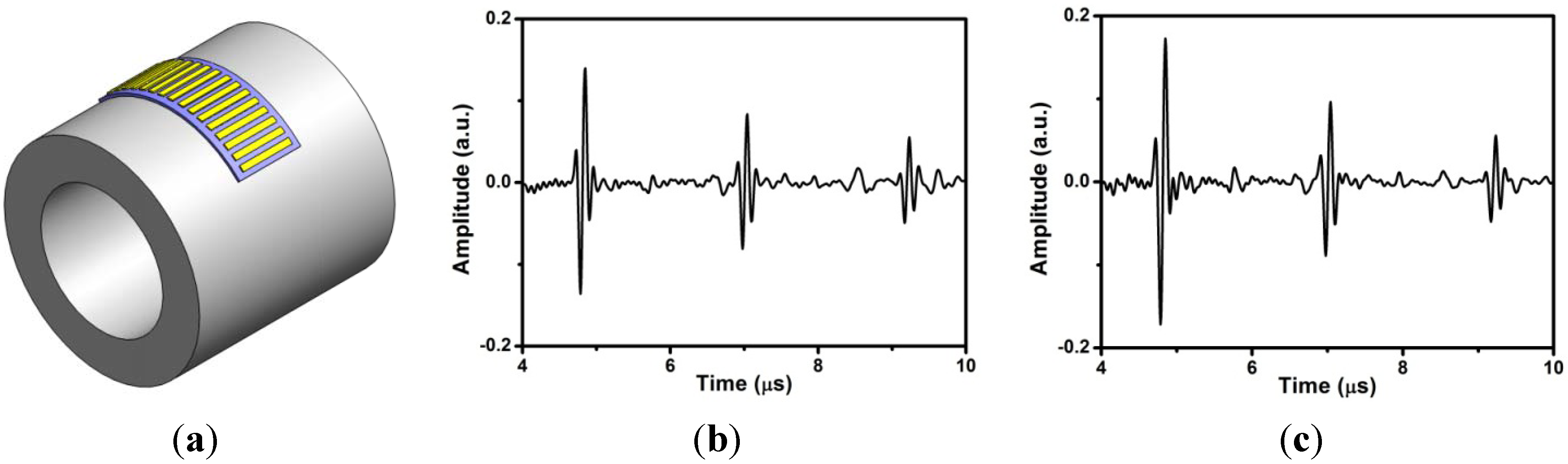
4. Experimental Results and Discussion
5. Conclusions
Acknowledgments
References
- Kirk, K.J.; McNab, A.; Cochran, A.; Hall, I.; Hayward, G. Ultrasonic arrays for monitoring cracks in an industrial plant at high temperatures. IEEE Trans. Ultrason. Ferroelectr. Freq. Contr. 1999, 46, 311–319. [Google Scholar]
- Karasawa, H.; Izumi, M.; Suzuki, T.; Nagai, S.; Tamura, M.; Fujimori, S. Development of under-sodium three-dimensional visual inspection technique using matrix-arrayed ultrasonic transducer. J. Nuclear Sci. Tech. 2000, 37, 769–779. [Google Scholar]
- Ohara, Y.; Endo, H.; Mihara, T.; Yamanaka, K. Ultrasonic measurement of closed stress corrosion crack depth using subharmonic phased array. Jpn. J. Appl. Phys. 2009, 48. [Google Scholar] [CrossRef]
- Devallencourt, C.; Michau, S.; Bantignies, C.; Felix, N. A 5 MHz piezocomposite ultrasound array for operations in high temperature and harsh environment. Proc. IEEE Ultrason. Symp. 2004, 2, 1294–1297. [Google Scholar]
- Bowen, C.R.; Bradley, L.R.; Almond, D.P.; Wilcox, P.D. Flexible piezoelectric transducer for ultrasonic inspection of non-planar components. Ultrasonics 2008, 48, 367–375. [Google Scholar]
- Kobayashi, M.; Jen, C.K.; Ono, Y.; Wu, K.T.; Shih, I. Integrated high temperature longitudinal, shear, and plate acoustic wave transducers. Jpn. J. Appl. Phys. 2007, 46, 4688–4692. [Google Scholar]
- Shih, J.L.; Kobayashi, M.; Jen, C.K. Flexible metallic ultrasonic transducers for structural health monitoring of pipes at high temperatures. IEEE Trans. Ultrason. Ferroelectr. Freq. Contr. 2010, 57, 2103–2110. [Google Scholar]
- Barrow, D.; Petroff, T.E.; Tandon, R.P.; Sayer, M. Chracterization of thick lead-zirconate titanate films fabricated using a new sol gel process. J. Appl. Phys. 1997, 81, 876–881. [Google Scholar]
- Liu, W.-L.; Jen, C.-K.; Wu, K.-T.; Kobayashi, M.; Mrad, N. Flexible ultrasonic transducer arrays for health monitoring of an aircraft component. Insight 2011, 53, 316–320. [Google Scholar]
- Kobayashi, M.; Jen, C.K. Piezoelectric thick bismuth titanate/PZT composite film transducers for smart NDE of metals. Smart Mater. Struct. 2004, 13, 951–956. [Google Scholar]
- Holmes, C.; Drinkwater, B.W.; Wilcox, P.D. Post-processing of the full matrix of ultrasonic transmit-receive array data for non-destructive evaluation. NDT & E Int. 2005, 38, 701–711. [Google Scholar]
- Holmes, C.; Drinkwater, B.W.; Wilcox, P.D. Advanced post-processing for scanned ultrasonic arrays: Application to defect detection and classification in non-destructive evaluation. Ultrasonics 2008, 48, 636–642. [Google Scholar]
- Verkooijen, J.; Boulavinov, A. Sampling phased array—A new technique for ultrasonic signal processing and imaging. Insight 2008, 50, 153–157. [Google Scholar]
- Kobayashi, M.; Jen, C.K.; Lévesque, D. Flexible ultrasonic transducers. IEEE Trans. Ultrason. Ferroelect. Freq. Contr. 2006, 53, 1478–1486. [Google Scholar]
- Kirk, K.J.; Schmarje, N. Experimental and simulated performance of lithium niobate 1–3 piezocomposites for 2 MHz non-destructive testing applications. Ultrasonics 2012, 53, 185–190. [Google Scholar]


© 2013 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Shih, J.-L.; Wu, K.-T.; Jen, C.-K.; Chiu, C.-H.; Tzeng, J.-C.; Liaw, J.-W. Applications of Flexible Ultrasonic Transducer Array for Defect Detection at 150 °C. Sensors 2013, 13, 975-983. https://doi.org/10.3390/s130100975
Shih J-L, Wu K-T, Jen C-K, Chiu C-H, Tzeng J-C, Liaw J-W. Applications of Flexible Ultrasonic Transducer Array for Defect Detection at 150 °C. Sensors. 2013; 13(1):975-983. https://doi.org/10.3390/s130100975
Chicago/Turabian StyleShih, Jeanne-Louise, Kuo-Ting Wu, Cheng-Kuei Jen, Chun-Hsiung Chiu, Jing-Chi Tzeng, and Jiunn-Woei Liaw. 2013. "Applications of Flexible Ultrasonic Transducer Array for Defect Detection at 150 °C" Sensors 13, no. 1: 975-983. https://doi.org/10.3390/s130100975