
Thermal Influence of CNT on the Polyamide 12 Nanocomposite for Selective Laser Sintering

 and
and
Abstract
:1. Introduction
2. Experimental Approach
2.1. Materials
2.2. Density
2.3. Thermal Conductivity
2.4. Specific Heat

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | PA12 | PA12-CNT |
|---|---|---|
| Density (ρ), kg/m3 | 445.0 (±0.1) | 445.4 (±0.1) |
| Thermal conductivity (k), W/(mK) | 0.111 (±0.003) | 0.131 (±0.005) |
| Specific heat (Cp), J/(kgK) | 2660.0 (±2.5) | 2500.0 (±5.5) |
| Glass transition temperature (Tg), °C | 58.5 (±0.1) | 58.5 (±0.1) |
| Melting temperature (Tm), °C [4] | 183.4 (±0.2) | 184.0 (±0.2) |
3. Modelling Approach
3.1. Materials Properties
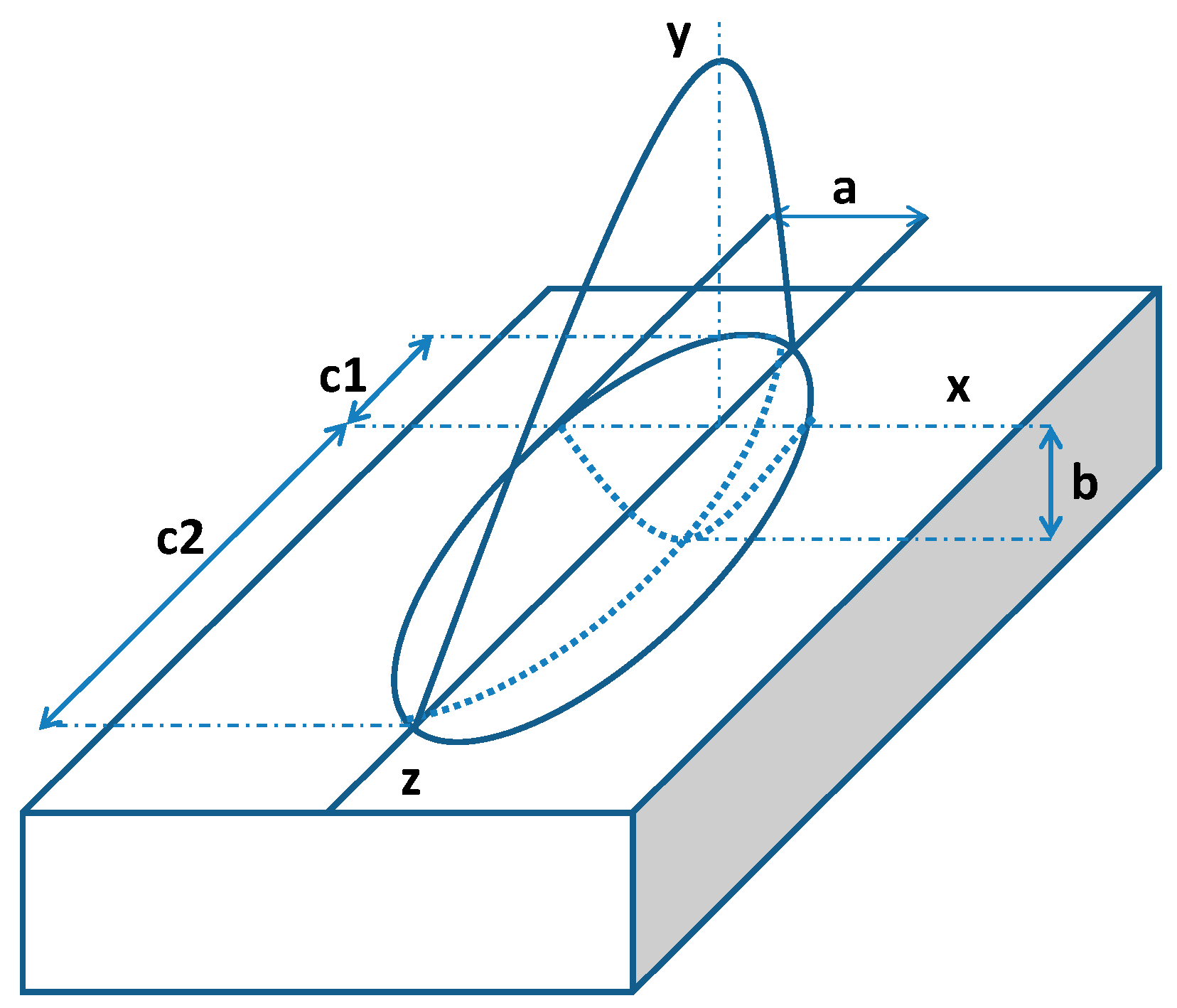
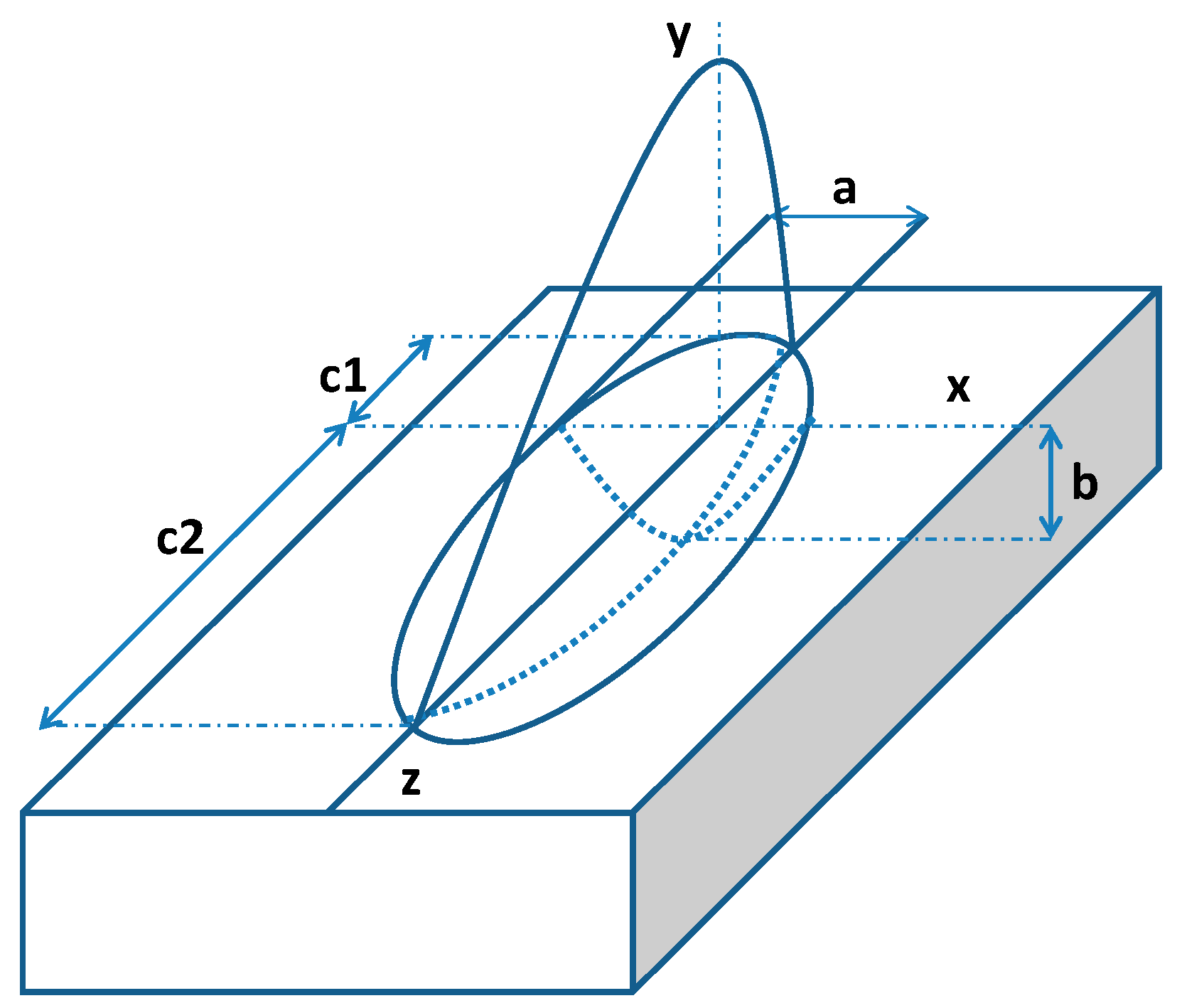
3.2. Laser Heat Source
3.3. Boundary Conditions and Interactions
| Component | Value |
|---|---|
| Laser power (P), W | 25 |
| Laser scan speed (V), m/s | 2.5 |
| Laser scan space (H), mm | 0.25 |
| Laser beam diameter (D), mm | 0.42 |
| Environment temperature (Tenv), °C | 172 |
| Initial and semi-infinite boundary temperature (T0), °C | 172 |
| Convection coefficient (h), W/m2k | 25 |
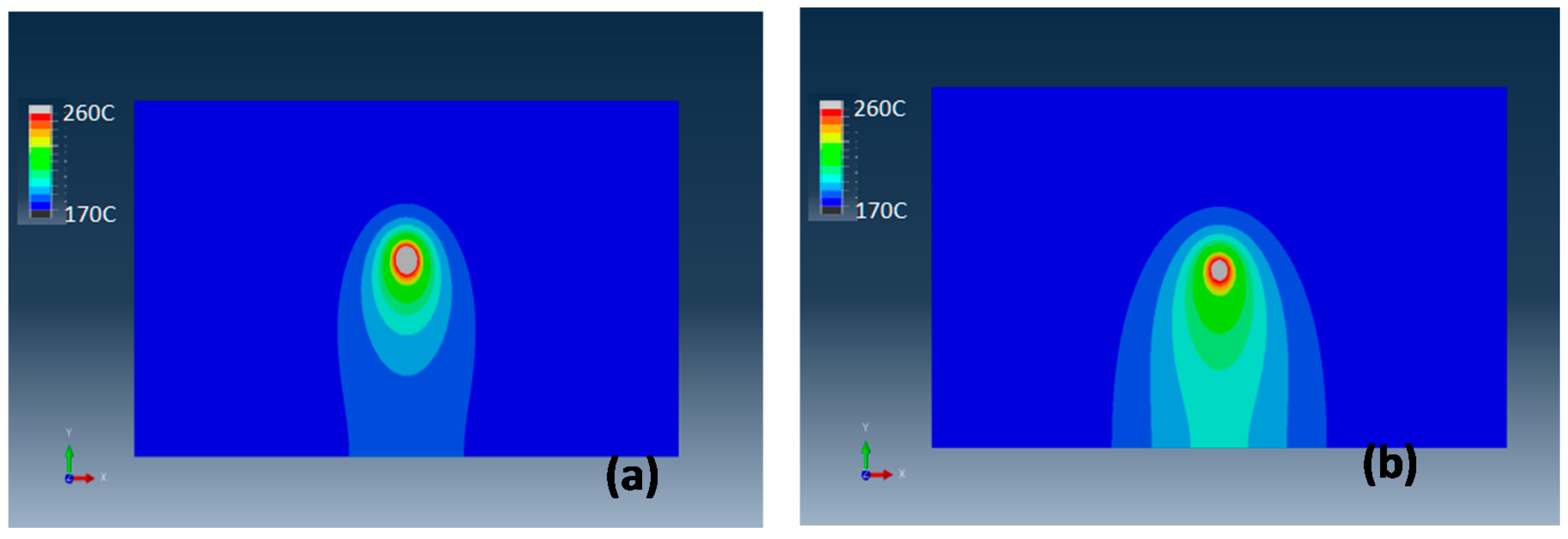
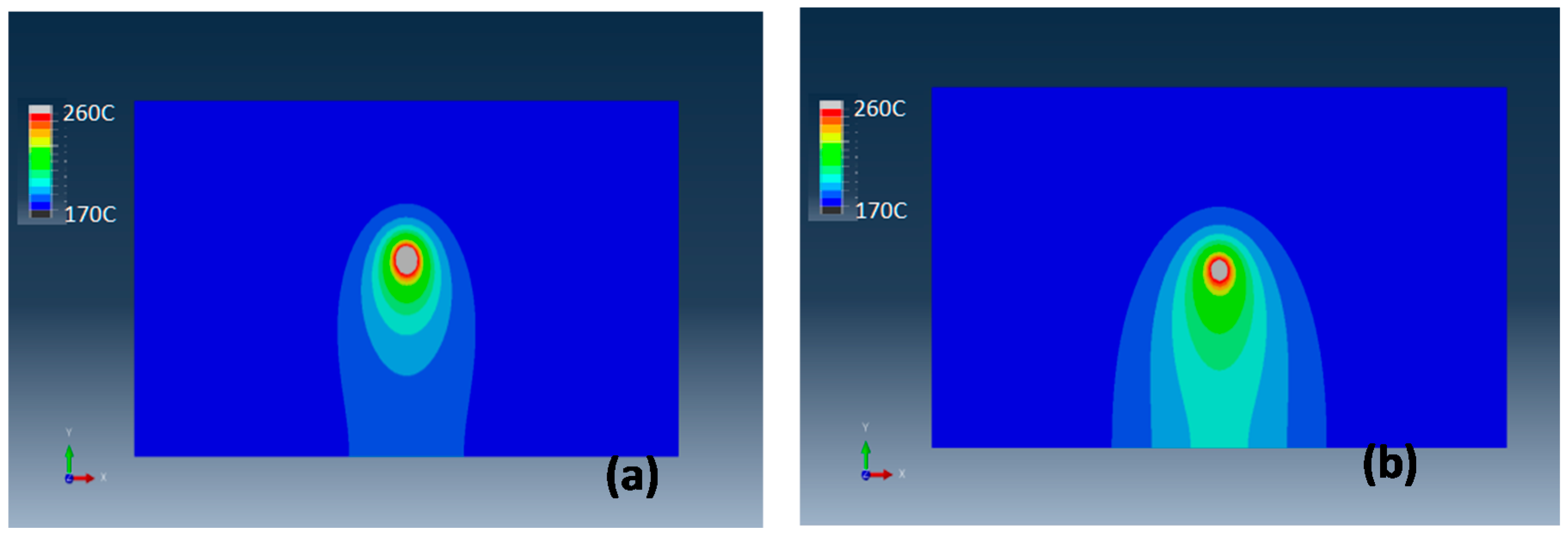
3.4. Temperature Distribution
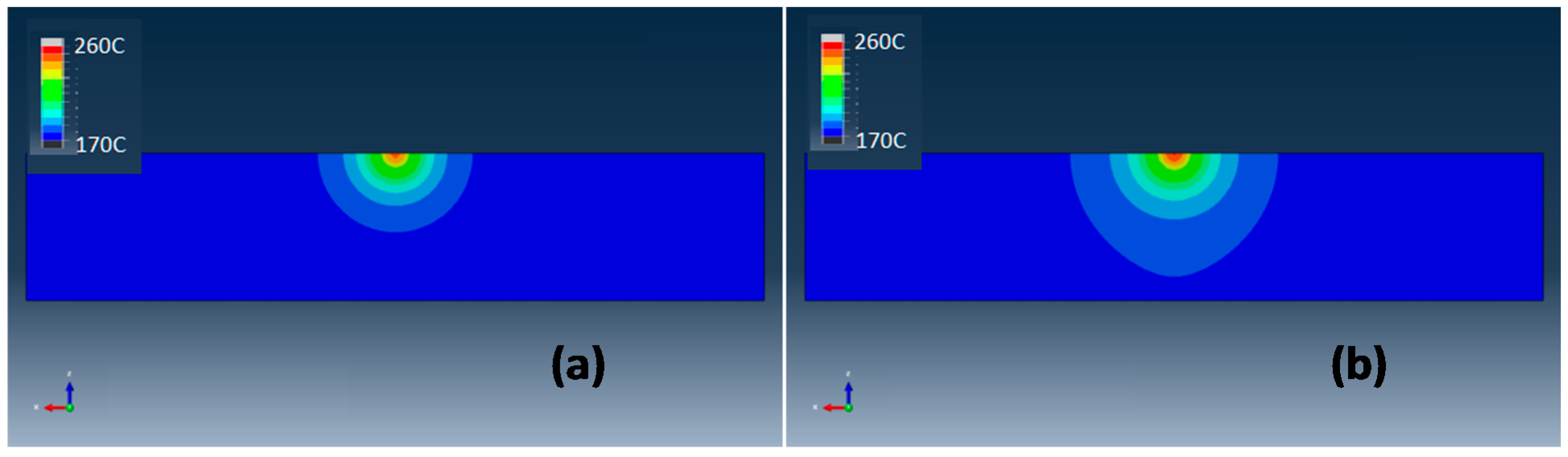
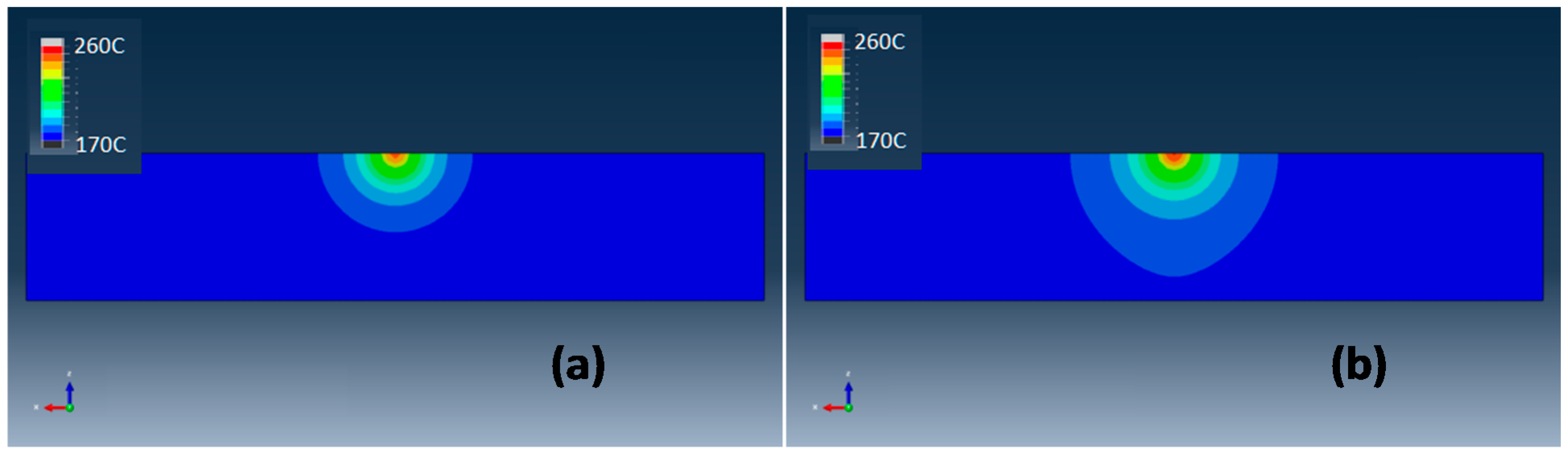
3.5. Melting Depth
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Hopkinson, N.; Hague, R.J.M.; Dickens, P.M. Rapid Manufacturing: An Industrial Revolution for the Digital Age; John Wiley: Oxford, UK, 2006. [Google Scholar]
- Gibson, I.; Rosen, D.W.; Stucker, B. Additive Manufacturing Technologies: Rapid Prototyping to Direct Digital Manufacturing; Springer: Atlanta, GA, USA, 2009. [Google Scholar]
- Goodridge, R.D.; Tuck, C.J.; Hague, R.J.M. Laser sintering of polyamides and other polymers. Prog. Mater. Sci. 2012, 57, 229–267. [Google Scholar] [CrossRef]
- Bai, J.; Goodridge, R.D.; Hague, R.J.M.; Song, M. Improving the mechanical properties of laser-sintered polyamide 12 through incorporation of carbon nanotubes. Polym. Eng. Sci. 2013, 53, 1937–1946. [Google Scholar] [CrossRef]
- Yan, C.Z.; Shi, Y.S.; Yang, J.S.; Liu, J.H. A nanosilica/nylon-12 composite powder for selective laser sintering. J. Reinf. Plast. Comp. 2009, 28, 2889–2902. [Google Scholar]
- Athreya, S.R.; Kalaitzidou, K.; Das, S. Mechanical and microstructural properties of Nylon-12/carbon black composites: Selective laser sintering versus melt compounding and injection molding. Compos. Sci. Technol. 2011, 71, 506–510. [Google Scholar] [CrossRef]
- Scalera, F.; Corcione, C.E.; Montagna, F.; Sannino, A.; Maffezzoli, A. Development and characterization of UV curable epoxy/hydroxyapatite suspensions for stereolithography applied to bone tissue engineering. Ceram. Int. 2014, 40, 15455–15462. [Google Scholar] [CrossRef]
- Esposito Corcione, C.; Striani, R.; Montagna, F.; Cannoletta, D. Organically modified montmorillonite polymer nanocomposites for stereolithography building process. Polym. Adv. Technol. 2015, 26, 92–98. [Google Scholar] [CrossRef]
- Goodridge, R.D.; Shofner, M.L.; Hague, R.J.M.; McClelland, M.; Schlea, M.R.; Johnson, R.B.; Tuck, C.J. Processing of a polyamide-12/carbon nanofibre composite by laser sintering. Polym. Test. 2011, 30, 94–100. [Google Scholar] [CrossRef]
- Bai, J.; Goodridge, R.D.; Hague, R.J.M.; Song, M.; Okamoto, M. Influence of carbon nanotubes on the rheology and dynamic mechanical properties of polyamide-12 for laser sintering. Polym. Test. 2014, 36, 95–100. [Google Scholar] [CrossRef] [Green Version]
- Bai, J.; Goodridge, R.D.; Hague, R.J.M.; Song, M.; Murakami, H. Nanostructural characterization of carbon nanotubes in laser-sintered polyamide 12 by 3D-TEM. J. Mater. Res. 2014, 29, 1817–1823. [Google Scholar] [CrossRef]
- Dong, L.; Makradi, A.; Ahzi, S.; Remond, Y. Three-dimensional transient finite element analysis of the selective laser sintering process. J. Mater. Process. Technol. 2009, 209, 700–706. [Google Scholar] [CrossRef]
- Franco, A.; Lanzetta, M.; Romoli, L. Experimental analysis of selective laser sintering of polyamide powders: An energy perspective. J. Clean. Prod. 2010, 18, 1722–1730. [Google Scholar] [CrossRef]
- Nelson, J.C.; Xue, S.; Barlow, J.W.; Beaman, J.J.; Marcus, H.L.; Bourell, D.L. Model of the selective laser sintering of bisphenol-A polycarbonate. Ind. Eng. Chem. Res. 1993, 32, 2305–2317. [Google Scholar] [CrossRef]
- Tontowi, A.E.; Childs, T.H.C. Density prediction of crystalline polymer sintered parts at various powder bed temperatures. Rapid Prototyp. J. 2001, 7, 180–184. [Google Scholar] [CrossRef]
- Vail, N.K.; Barlow, J.W.; Marcus, H.L. Silicon Carbide Preforms for Metal Infiltration by Selective Laser Sintering TM of Polymer Encapsulated Powders. In Proceedings of the Solid Freeform Fabrication Symposium, University of Texas, Austin, TX, USA, 9–11 August 1993.
- Brown, M.E. Introduction to Thermal Analysis: Techniques and Applications; Chapman and Hall: London, UK, 1988. [Google Scholar]
- Goldak, J.; Chakravarti, A.; Bibby, M. A new finite-element model for welding heat-sources. Metall. Trans. B 1984, 15, 299–305. [Google Scholar] [CrossRef]
- Wahab, M.A.; Painter, M. Numerical models of gas metal arc welds using experimentally determined weld pool shapes as the representation of the welding heat source. Int. J. Press. Vessel. Pip. 1997, 73, 153–159. [Google Scholar] [CrossRef]
- Kim, P.; Shi, L.; Majumdar, A.; McEuen, P.L. Thermal transport measurements of individual multiwalled nanotubes. Phys. Rev. Lett. 2001, 87, 215502. [Google Scholar] [CrossRef] [PubMed]
- Sample Availability: Samples of the compounds are not available from the authors.
© 2015 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bai, J.; Goodridge, R.D.; Yuan, S.; Zhou, K.; Chua, C.K.; Wei, J. Thermal Influence of CNT on the Polyamide 12 Nanocomposite for Selective Laser Sintering. Molecules 2015, 20, 19041-19050. https://doi.org/10.3390/molecules201019041
Bai J, Goodridge RD, Yuan S, Zhou K, Chua CK, Wei J. Thermal Influence of CNT on the Polyamide 12 Nanocomposite for Selective Laser Sintering. Molecules. 2015; 20(10):19041-19050. https://doi.org/10.3390/molecules201019041
Chicago/Turabian StyleBai, Jiaming, Ruth D. Goodridge, Shangqin Yuan, Kun Zhou, Chee Kai Chua, and Jun Wei. 2015. "Thermal Influence of CNT on the Polyamide 12 Nanocomposite for Selective Laser Sintering" Molecules 20, no. 10: 19041-19050. https://doi.org/10.3390/molecules201019041